

Quando si introduce angoli di sformoHo detto che per estrarre un pezzo stampato a iniezione dallo stampo è necessario progettare un angolo di sformo. Tuttavia, il prerequisito è la determinazione della linea di divisione. È come se fosse necessario tagliare un'anguria in almeno due metà per poterne mangiare la polpa.
Nella progettazione di un prodotto, i dettagli determinano il successo o il fallimento, e la progettazione della linea di separazione è uno dei dettagli cruciali.
Una linea di separazione progettata con cura può non solo migliorare il valore estetico del prodotto, ma anche, in una certa misura, determinarne la durata e il costo di produzione.

Il significato di una frase d'addio
La troncatura si riferisce alla suddivisione del nucleo dello stampo in più moduli. La superficie di contatto tra questi moduli è chiamata linea di separazione, detta anche superficie di separazione. In senso stretto, la linea di separazione si riferisce alla superficie di separazione in corrispondenza del contorno più grande del pezzo in plastica, che separa la cavità e l'anima o lo stampo anteriore e posteriore. In senso lato, la linea di divisione comprende anche le linee di divisione locali della parte in plastica (come le linee di divisione dei fori) e le linee di divisione di tutti i moduli coinvolti nello stampaggio (come i cursori), sollevatori angolati, inserti, perni di espulsione e così via).
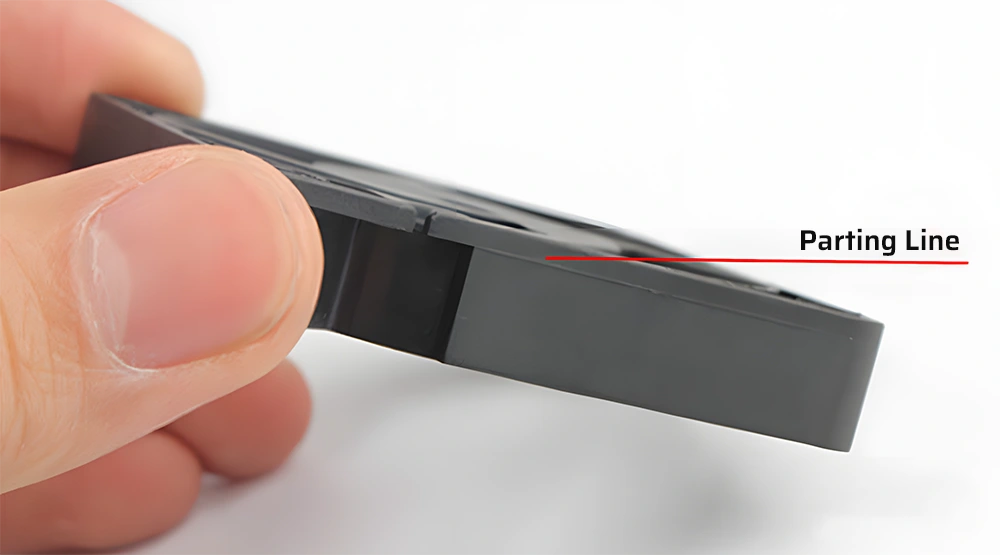
Il confine in cui la linea di separazione interseca la superficie della parte in plastica è chiamato linea di separazione (PL). Poiché è impossibile ottenere un contatto completamente privo di fessure tra i moduli di formatura, questa fessura viene trasferita alla parte in plastica dopo lo stampaggio, formando un segno residuo simile a un lampo. Poiché ha l'aspetto di una linea, si chiama linea di separazione, nota anche come linea di stampaggio.
Lo spessore della linea di demarcazione influisce sull'aspetto e sulla funzione del pezzo in plastica, pertanto è necessario prestare particolare attenzione a questo aspetto durante la progettazione strutturale.
Tipi di linee di separazione
In genere, la linea di troncatura in corrispondenza del contorno più grande della parte in plastica viene definita linea di troncatura principale, mentre le altre sono linee di troncatura ausiliarie.
Linea di troncatura verticale
Si tratta di un tipo comune e semplice, un piano perpendicolare alla direzione di apertura dello stampo.
Linea di separazione a gradini:
In base alla situazione specifica di alcuni pezzi in plastica, realizziamo la linea di separazione con una forma a gradini.
Per le linee di separazione a gradini, poiché un lato della cavità sopporta una forza maggiore, si genera una forza eccentrica di iniezione su entrambi i lati della cavità, causando uno scorrimento relativo tra l'anima e la cavità. La direzione di scorrimento è illustrata di seguito. Pertanto, per prima cosa, scegliere la linea di divisione sul gradino poco profondo.
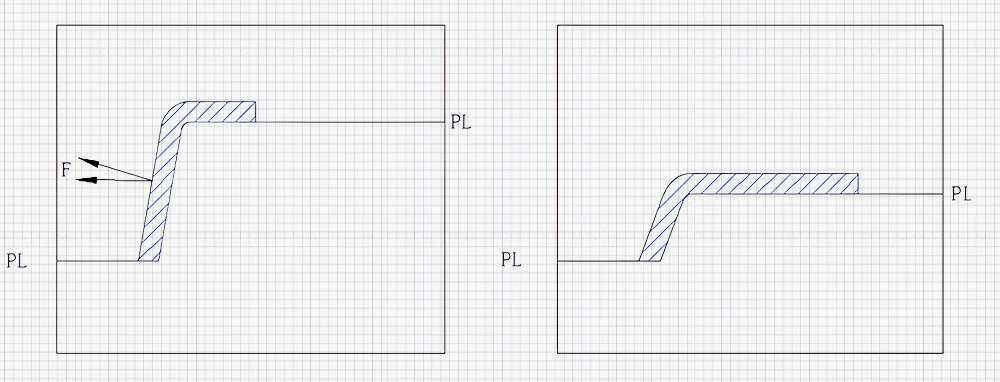
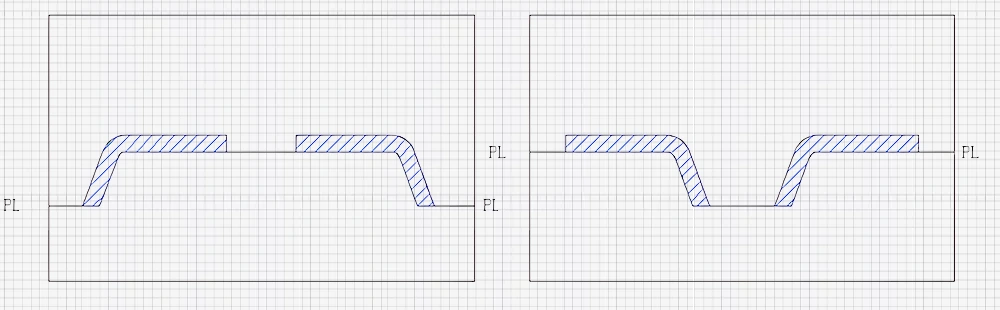
Disporre due cavità in modo simmetrico per bilanciare la forza di iniezione su entrambi i lati dello stampo, rendendo la struttura dello stampo compatta.
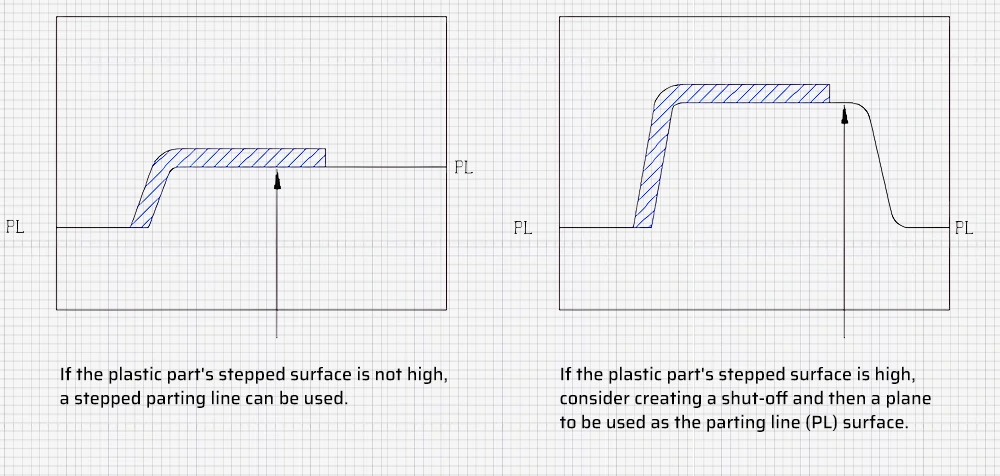
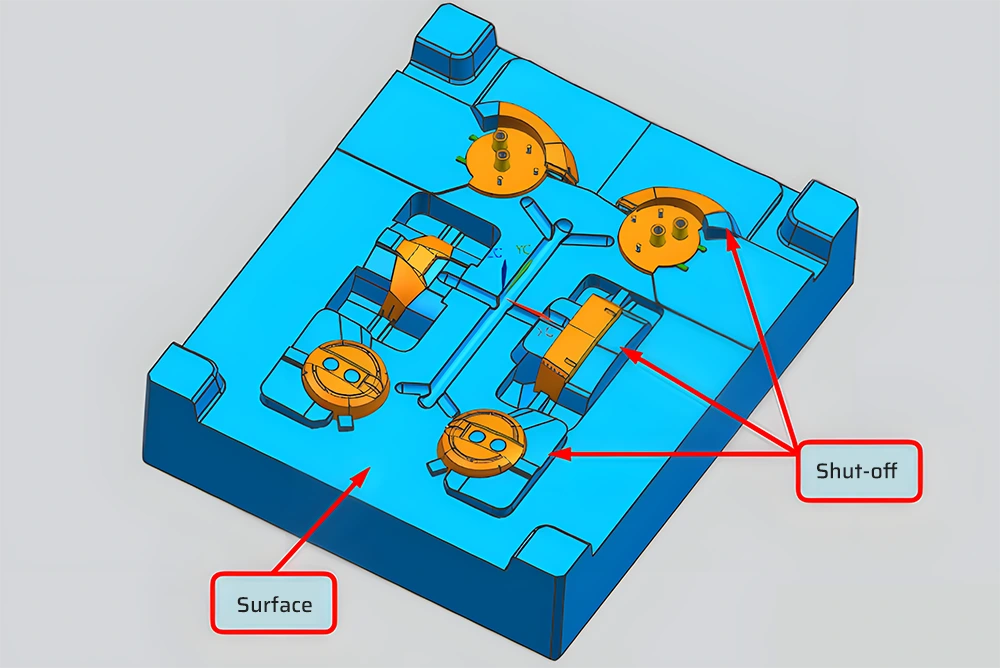
Se la differenza di passo della linea di separazione a gradini è troppo grande, si può considerare la progettazione di spegnimenti e, localmente, realizzando una linea di separazione a gradini.
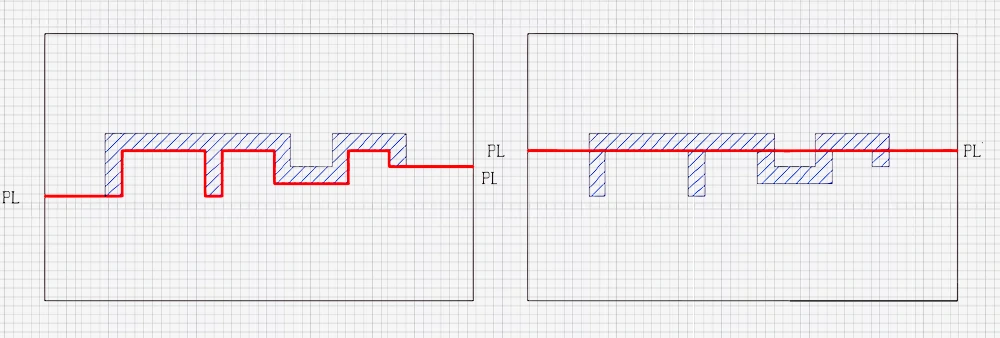
Alcuni pezzi hanno molte superfici a gradini. Se si progetta la linea di separazione in modo che segua la forma a gradini, diventa complicato. Per semplificare la linea di divisione, si può pensare di renderla un piano, ma ciò comporta una linea di stampo sulla superficie del pezzo. Pertanto, questo metodo è utilizzato soprattutto per le parti interne.
Linea di demarcazione smussata
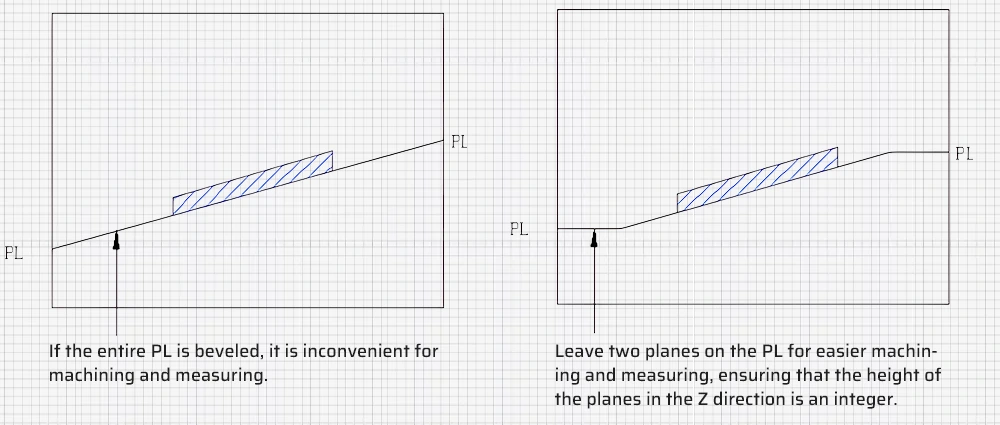
La linea di divisione del pezzo stampato è smussata. Per facilitare la lucidatura dello stampo, è necessario effettuare una sigillatura lungo la superficie smussata e livellarla per facilitare la lavorazione e il posizionamento.
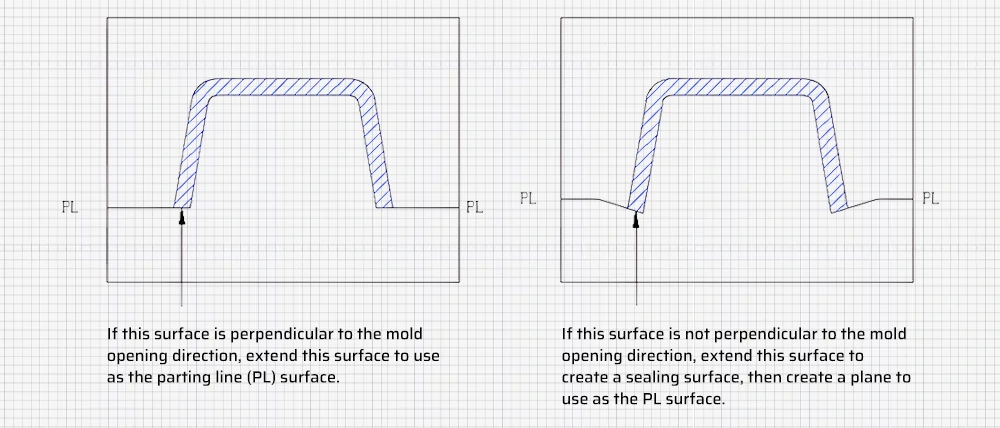
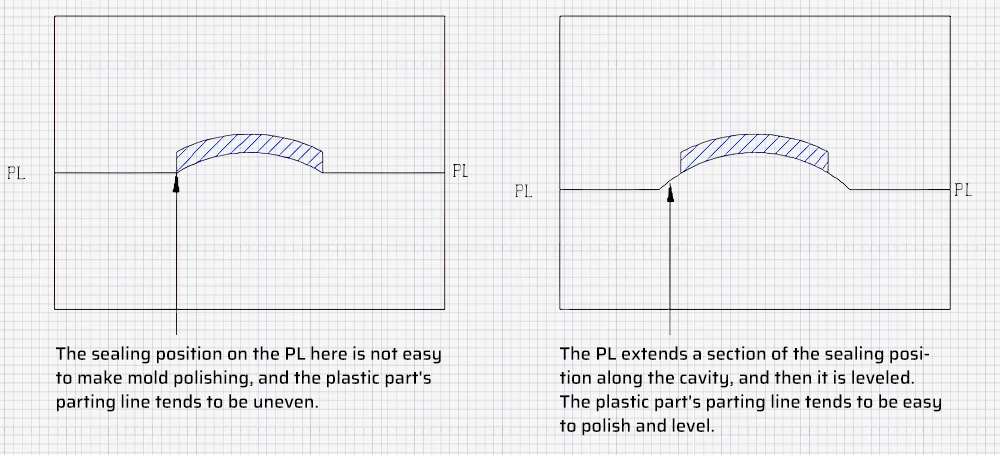
Linea di demarcazione curva
Come per la linea di demarcazione smussata, prima si effettua una sigillatura e poi si livella.
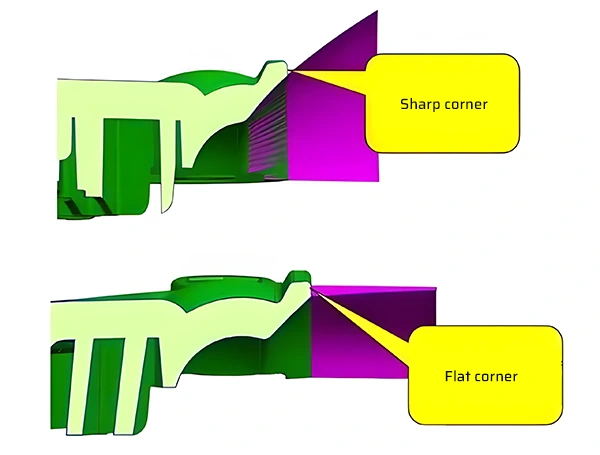
Tuttavia, non tutte le linee di separazione devono estendersi lungo la curva. Ad esempio, il pezzo mostrato sotto, se esteso, formerebbe un angolo acuto. In questo caso, la cavità è affilata come un coltello d'acciaio e la linea di separazione può essere estesa direttamente.
Linea di separazione completa
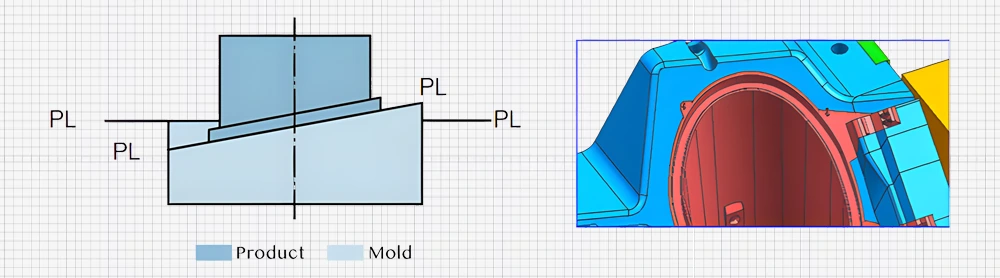
Questo tipo combina linee di separazione verticali e curve o linee di separazione smussate e curve per formare una linea di separazione completa.
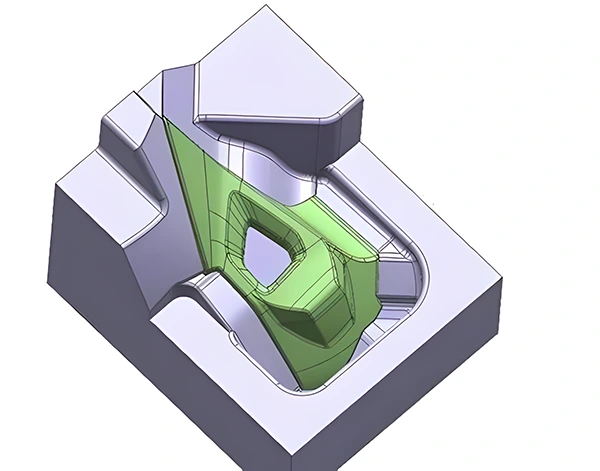
Per le linee di giunzione complete, occorre prestare particolare attenzione alla levigatura della superficie di sigillatura agli angoli delle due linee di giunzione, per evitare la formazione di punti taglienti. Scegliere una superficie per la sigillatura che aumenti la resistenza dello stampo e impedisca la formazione di bagliori sulla parte in plastica. La levigatura riduce inoltre la comparsa di gradini e angoli acuti, migliorando la lavorabilità della linea di giunzione e consentendo una lavorazione diretta del pezzo. Lavorazione CNC invece di Lavorazione in elettroerosione.
Principi di progettazione delle linee di demarcazione
1. La scelta della linea di troncatura deve soddisfare i requisiti di stampaggio:
La linea di divisione principale dovrebbe trovarsi in corrispondenza del contorno più ampio della proiezione del pezzo nella direzione di sformatura. Questo semplifica la struttura dello stampo. In caso contrario, la struttura dello stampo si complica, richiedendo meccanismi aggiuntivi come i cursori.
2. La selezione della linea di separazione deve facilitare una sformatura agevole
Poiché il sistema di espulsione della pressa a iniezione si trova sul lato dell'anima, la linea di separazione dovrebbe idealmente lasciare il pezzo sul lato dell'anima dopo l'apertura dello stampo. Ciò favorisce il meccanismo di espulsione sul lato del nucleo. L'installazione di un meccanismo di espulsione sul lato cavità complica la struttura dello stampo.
3. La scelta della linea di troncatura deve garantire la precisione dimensionale e la qualità della superficie:
1. Per i pezzi con elevati requisiti di coassialità, posizionare i pezzi con requisiti di coassialità sullo stesso lato dello stampo quando si seleziona la linea di divisione.
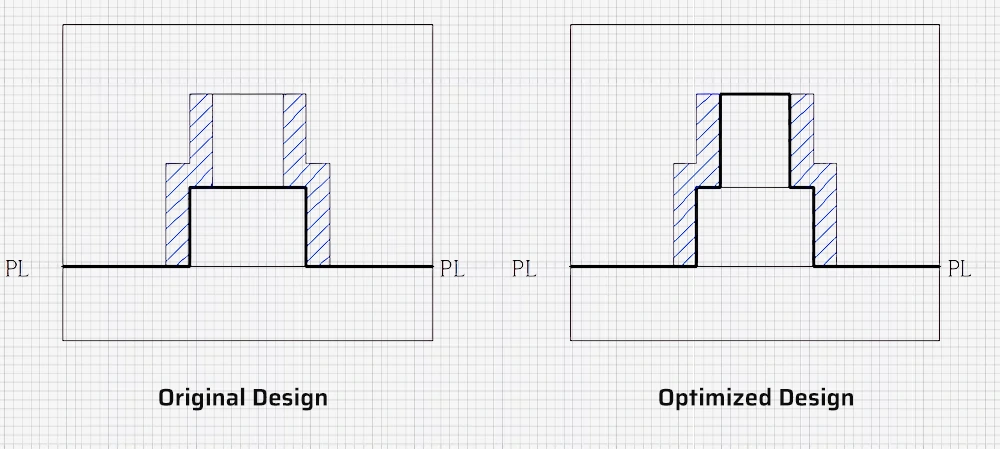
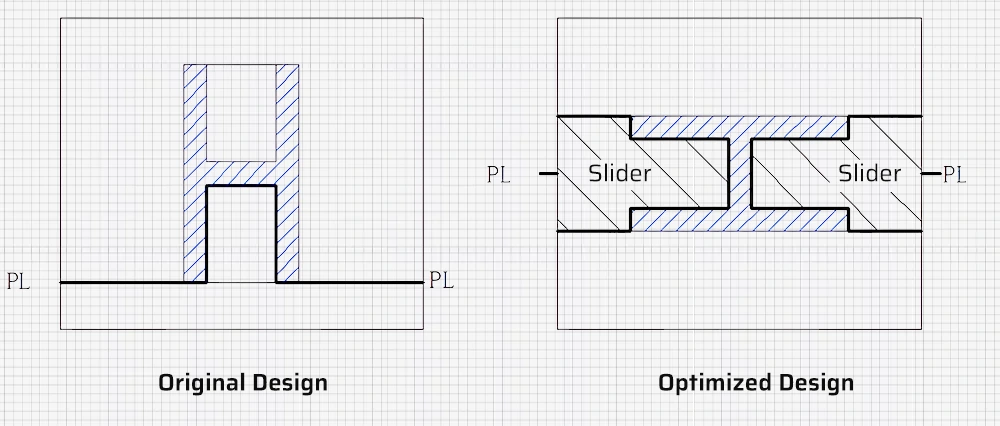
Ad esempio, il foro a gradini al centro dell'immagine sottostante richiede un'elevata coassialità. Nel progetto originale, il foro a gradino è formato da due anime del nucleo e della cavità. È difficile garantire la precisione coassiale di queste anime dopo l'assemblaggio dello stampo. Nel progetto ottimizzato, il foro a gradino è formato da un'unica anima, che garantisce la precisione della lavorazione.
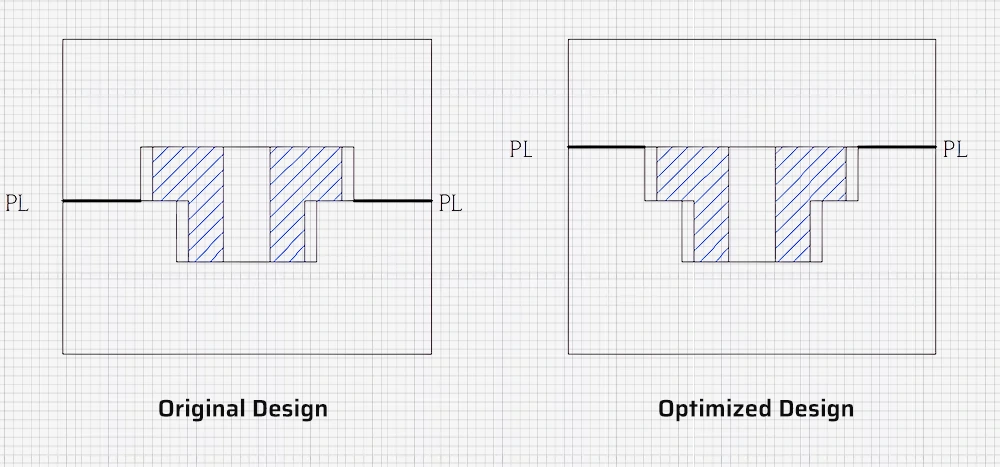
Allo stesso modo, per i pezzi con requisiti di coassialità per il cerchio esterno, posizionare i pezzi con requisiti di coassialità sullo stesso lato dello stampo.
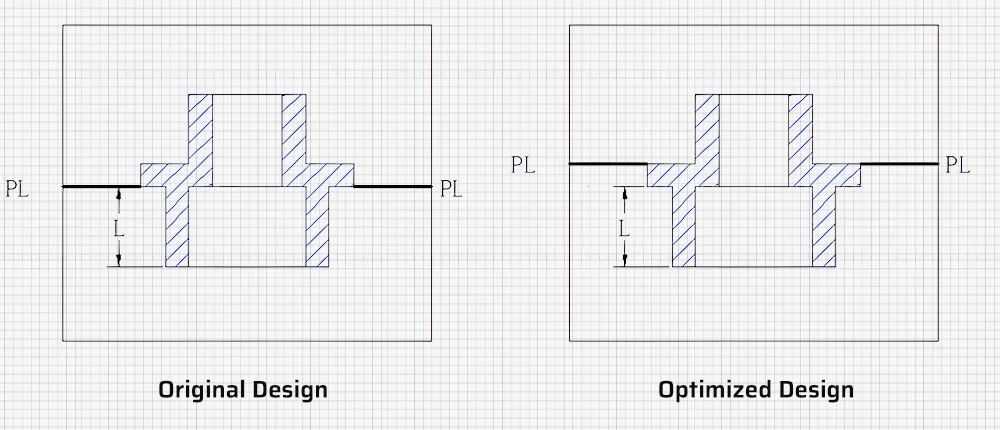
2. La precisione dimensionale delle dimensioni relative alla linea di divisione nella direzione di chiusura dello stampo è influenzata dalla tendenza della linea di divisione a espandersi durante l'iniezione. Nel progetto originale, la dimensione L è difficile da garantire. Nel progetto ottimizzato, la dimensione non è correlata alla linea di divisione e la precisione è facile da garantire.
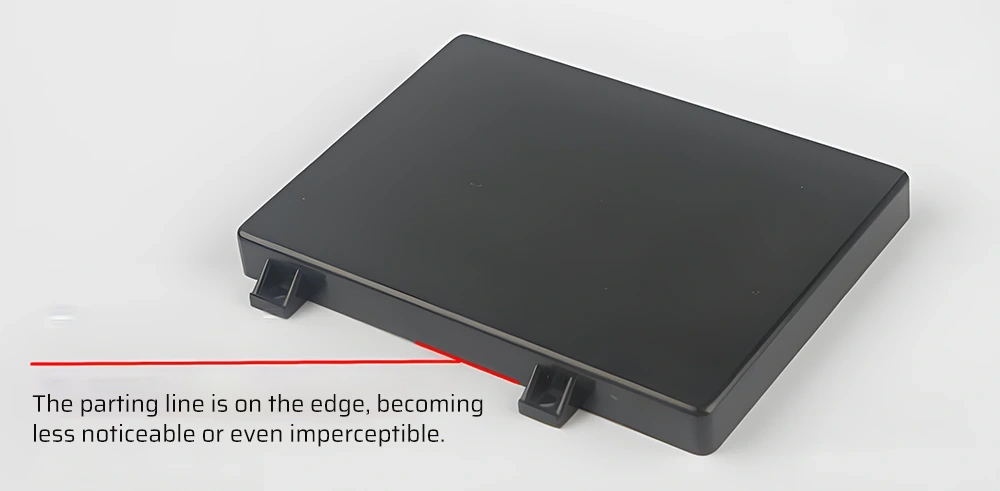
3. Per i pezzi che richiedono una qualità superficiale, nella scelta della linea di troncatura considerare l'impatto della linea di troncatura sull'aspetto.
4. La scelta della linea di separazione deve facilitare la lavorazione dello stampo
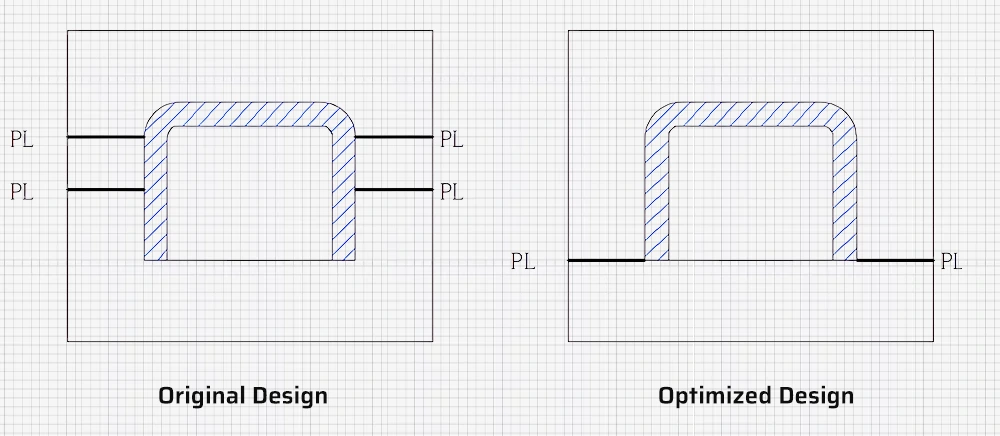
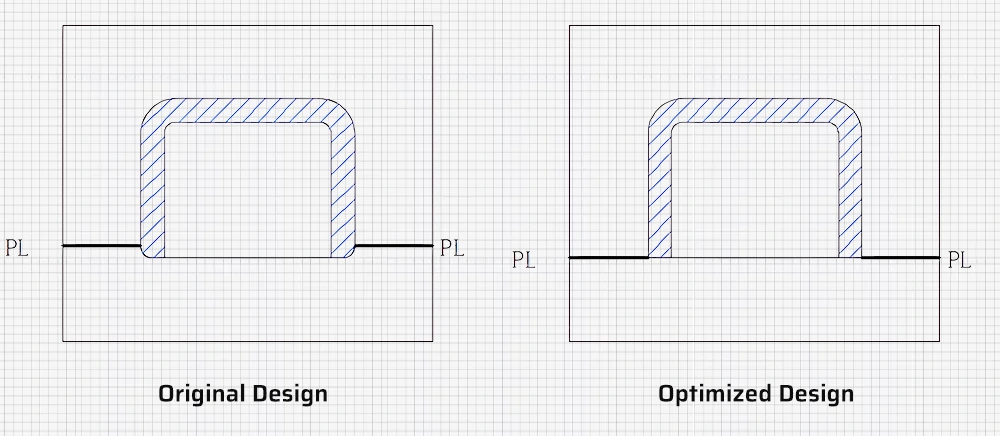
Nella progettazione degli stampi, più semplice è la linea di divisione, più facile è la lavorazione e più garantita è la precisione della lavorazione. Nel progetto originale, la linea di divisione si trova in corrispondenza di un piccolo filetto, rendendo difficile la lavorazione e il successivo salvataggio dello stampo. Il progetto ottimizzato elimina il filetto dalla linea di divisione.
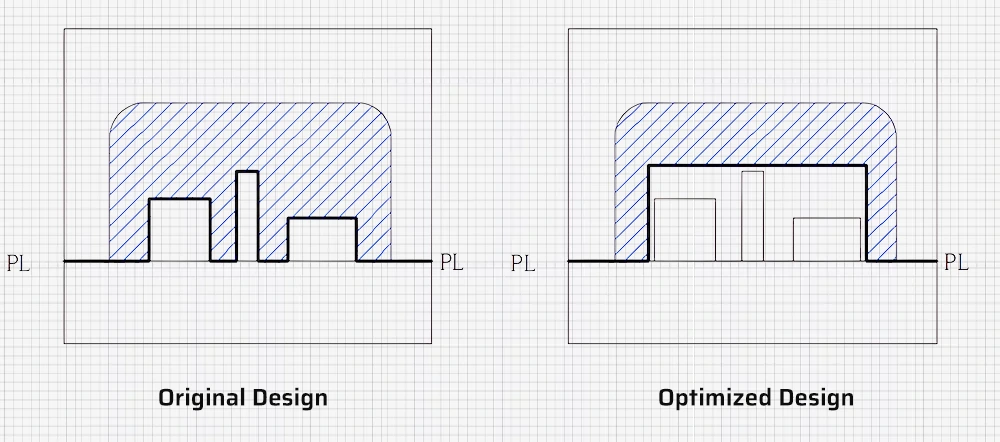
Nel caso di più otturatori sullo stesso lato, si consiglia di combinarli in un unico grande otturatore per semplificare la struttura della linea di separazione e facilitare la lavorazione.
5. La scelta della linea di separazione deve facilitare lo sfiato
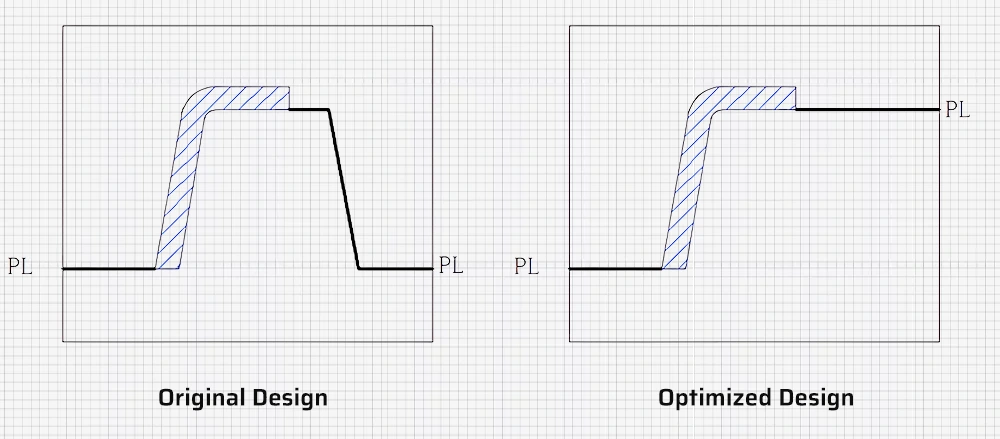
Per garantire un buon sfiato della cavità, la linea di separazione deve trovarsi il più possibile alla fine della direzione del flusso di fusione della plastica. Nel progetto originale, la colata di plastica riempie la cavità e sigilla la linea di separazione, rendendo difficile lo sfiato del gas all'estremità profonda della cavità. Il design ottimizzato della linea di separazione alla fine del flusso di fusione crea buone condizioni di sfiato.
6. La scelta della linea di separazione deve tenere conto delle dimensioni dello stampo
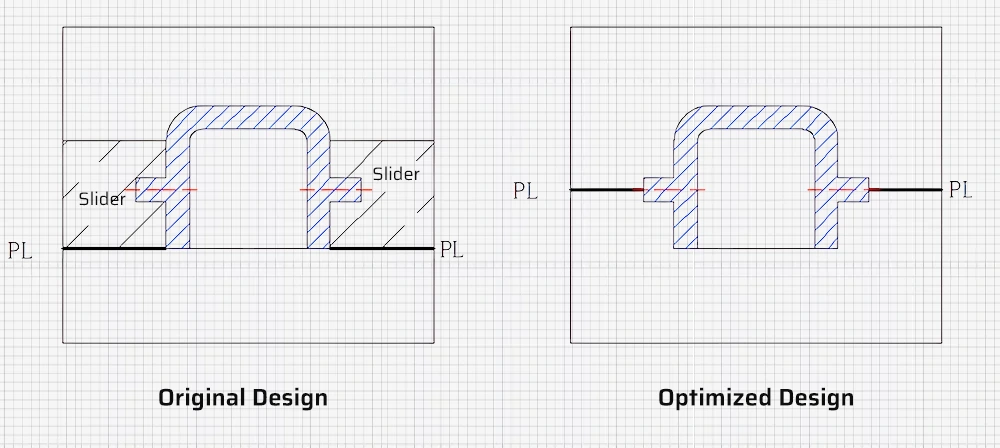
La scelta della linea di divisione influisce sulle dimensioni dello stampo. Nel progetto originale, l'altezza dello stampo è maggiore, con una cavità e un nucleo più profondi, il che richiede tempi di lavorazione più lunghi ed eventualmente una macchina a iniezione più grande per i pezzi piccoli. Il progetto ottimizzato riduce l'altezza dello stampo, con una cavità e un nucleo meno profondi, facilitando la lavorazione e riducendo l'impatto dello stampaggio sulle dimensioni dei pezzi. Lo svantaggio è che alcuni pezzi potrebbero richiedere un cursore, aumentando la larghezza e la lunghezza dello stampo.
7. La selezione della linea di separazione deve semplificare la struttura dello stampo:
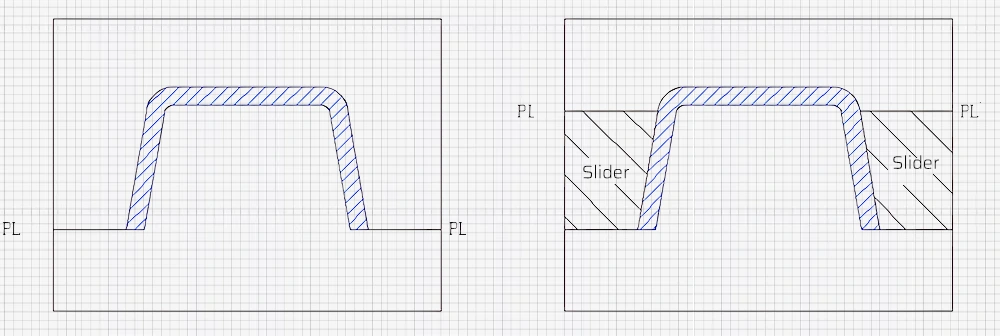
Evitare i meccanismi di estrazione dell'anima (slider) per le strutture laterali con requisiti di precisione ridotti per semplificare la struttura dello stampo, ridurre le dimensioni dello stampo e i costi.
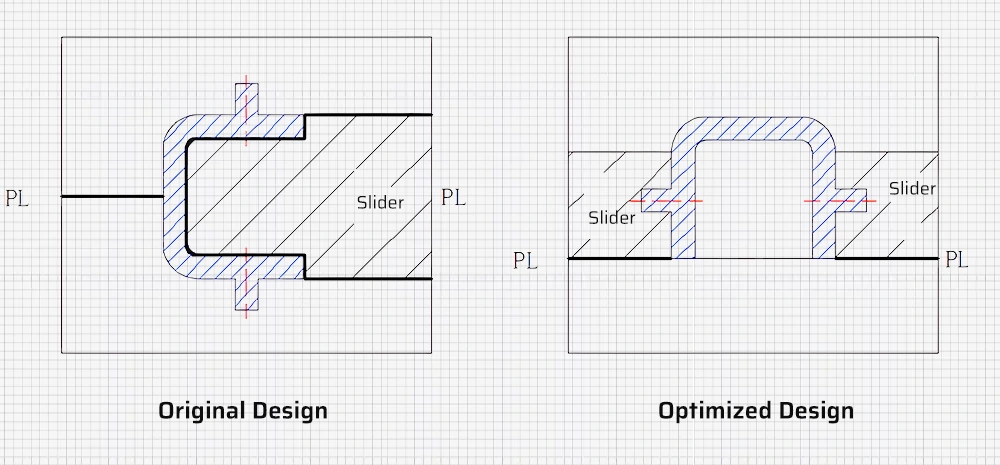
Se i meccanismi di trazione dell'anima (cursore) sono inevitabili, scegliere la distanza di trazione dell'anima più breve per ridurre le dimensioni dello stampo. Assicurarsi che l'anima grande si trovi nella direzione di apertura dello stampo a causa dell'elevata forza di serraggio. Il posizionamento nel meccanismo laterale è sfavorevole allo stampaggio.
Sintesi
Sebbene la selezione e la progettazione delle linee di giunzione avvengano principalmente nella fase di progettazione dello stampo, gli ingegneri strutturali devono considerare la direzione complessiva durante la fase di progettazione strutturale, soprattutto per i pezzi con linee di giunzione facilmente determinabili. Se durante la progettazione strutturale si tiene conto dell'impatto della linea di divisione sulla struttura (precisione dimensionale, gioco di accoppiamento, qualità estetica, ecc. DFM e prove di stampo può essere evitato.
Anche altri fattori possono influenzare la scelta della linea di taglio, e ogni schema di linea di taglio ha pro e contro. Scegliere la linea di separazione in base ai requisiti effettivi del pezzo per soddisfare le esigenze attuali.











