

Wcześniej omówiłem system zalewania i układ gniazd form wtryskowych. Wśród nich trzy kluczowe struktury formy to wlew, biegaczoraz brama. Każdy z nich omówię w trzech osobnych artykułach. Wiedza na temat wlewów jest stosunkowo ograniczona; ten artykuł będzie kładł nacisk na zasady projektowania wlewów.
Zrozumienie wlewu jest szczególnie cenne dla projektanci form i profesjonalistów w dziedzinie formowania i wtrysku. Projektanci produktów potrzebują jedynie podstawowej wiedzy.
Co to jest wlew?
Aby lepiej zrozumieć tę koncepcję, podsumujmy system zalewania form: jest to kanał przepływu, przez który tworzywo sztuczne, wtryskiwane z dyszy wtryskarki, wchodzi do wnęki. Składa się on z wlewu, prowadnic, wrót i zimnych studzienek. Jego podstawową funkcją jest zapewnienie płynnego i uporządkowanego wypełnienia wnęki stopionym tworzywem sztucznym, skuteczne przenoszenie ciśnienia wtrysku podczas napełniania i krzepnięcia w celu uzyskania dobrze ustrukturyzowanych części z tworzywa sztucznego.

Wlew oznacza początkową część wejścia tworzywa sztucznego do całego systemu zalewania. Rozciąga się od punktu styku z dyszą formy do prowadnic. Jest to odcinek, do którego stopione tworzywo sztuczne wpływa po raz pierwszy po wejściu do formy.
Zasady projektowania wlewu formy
Różne wzory wlewków
Wlewki występują w kilku formach konstrukcyjnych, w tym pionowych, jedno- i dwukierunkowych.
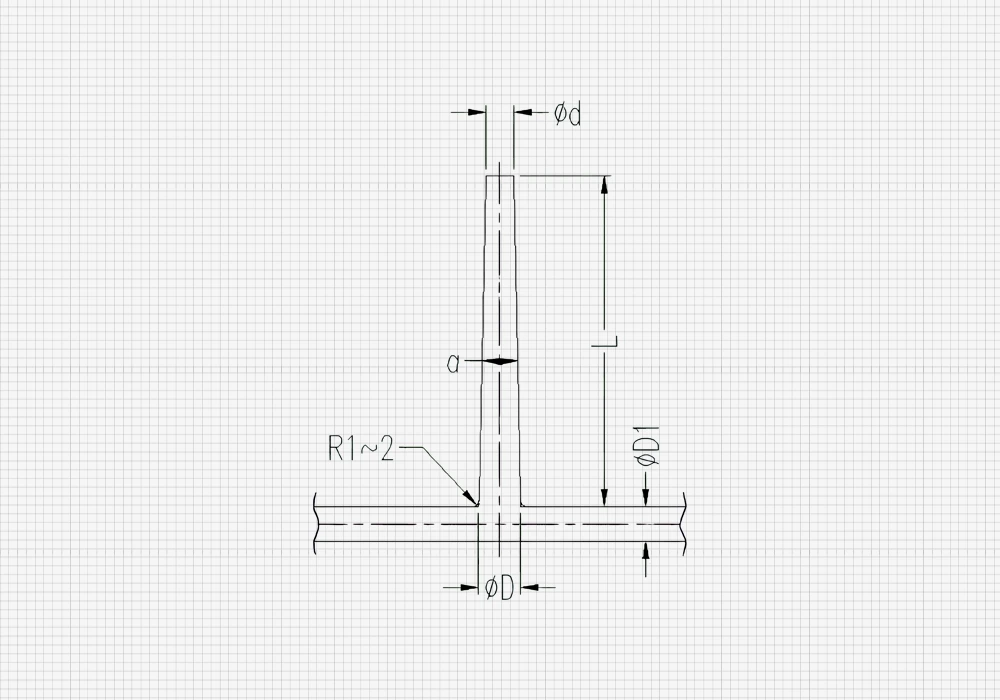
Konstrukcja wlewów pionowych:
- Średnica na mniejszym końcu (d) to rozmiar, zwykle o 0,25 mm większy niż średnica dyszy.
- Długość (L) zależy od struktury formy, zwykle nie przekracza 150 mm.
- Kąt stożka (a) wynosi zazwyczaj od 2° do 4°.
- D > D1 + (1~2 mm)
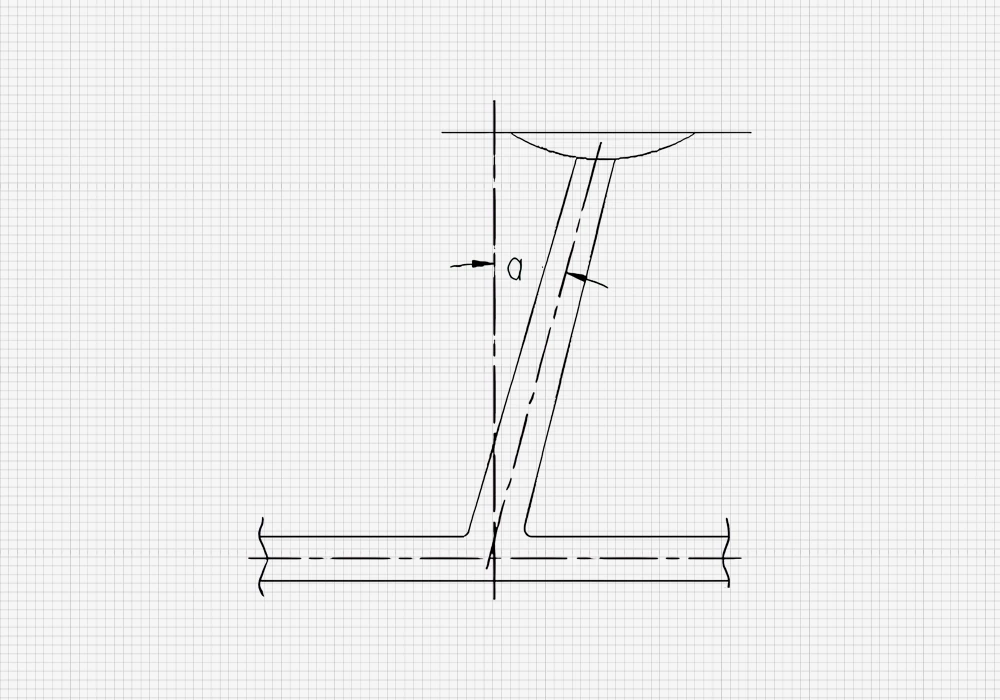
Projektowanie wlewów z pojedynczym nachyleniem:
- Kąt nachylenia (a) zależy od właściwości tworzywa sztucznego; w przypadku niektórych tworzyw sztucznych może on wynosić do 30°.
- Dla innych jest to zwykle do 20°, zwykle kontrolowane w zakresie 10°~20° w oparciu o doświadczenie projektowe.
- Pozostałe parametry konstrukcyjne są podobne do pionowych wlewów.
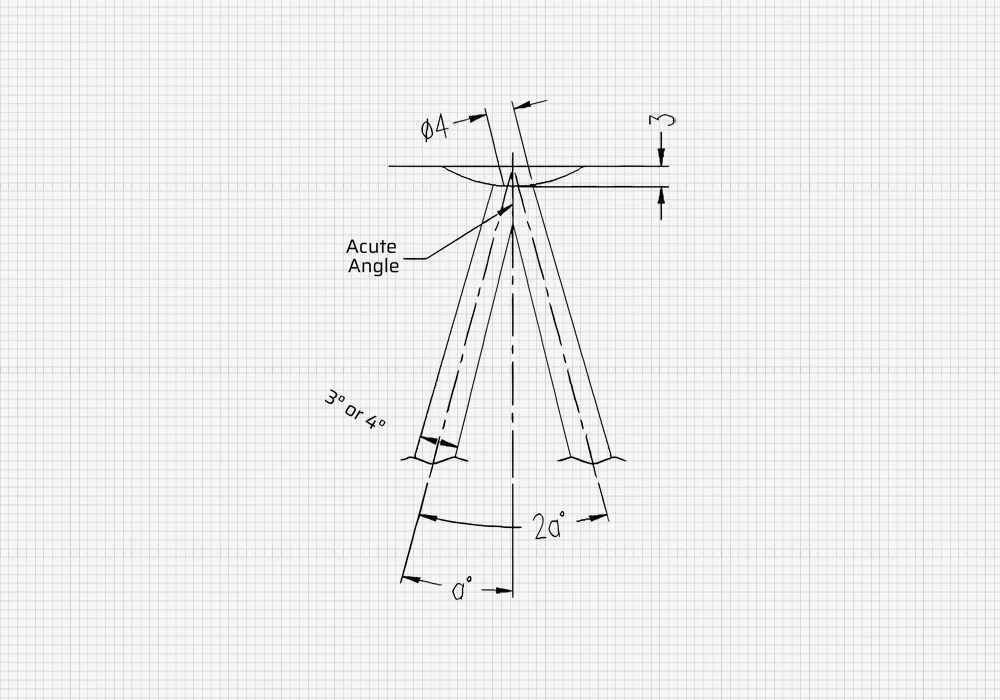
Konstrukcja wlewów z podwójnym wychyleniem:
- Charakteryzuje się dużą przestrzenią przepływu tworzywa sztucznego, szybkim wypełnianiem dużych wnęk i uproszczeniem struktury formy.
- Ostre krawędzie na styku dwóch wlewów ułatwiają otwieranie formy.
- Pozostałe parametry konstrukcyjne są takie same, jak w przypadku tulei z pojedynczym nachyleniem.
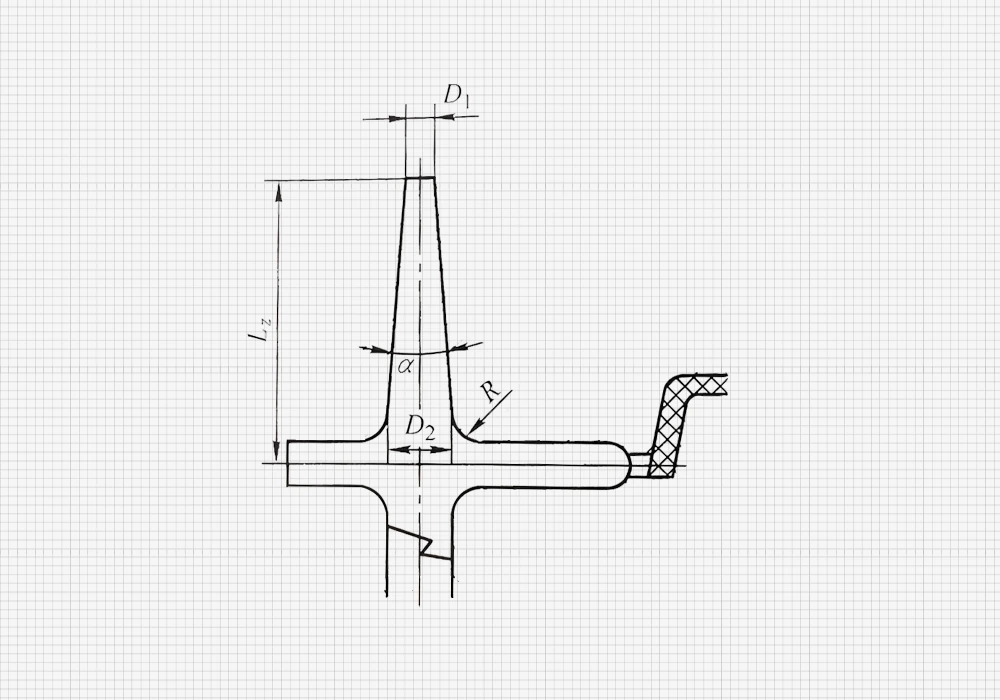
Kształt wlewu
Aby ułatwić wyciąganie zestalonego materiału z wlewu, jest on zwykle zaprojektowany stożkowo z kątem stożka α w zakresie od 2° do 4°. W przypadku tworzyw sztucznych o słabej płynności kąt α może wynosić od 6° do 10°, a chropowatość powierzchni wewnętrznej ścianki wynosi zazwyczaj około Ra 0,8 μm. Zazwyczaj średnica wlotu wynosi od 4 do 8 mm. Jeśli przepływ stopu jest dobry, a produkt jest mały, preferujemy mniejszą średnicę; w przeciwnym razie lepiej wybrać większą średnicę.
| Średnica wlotu i wylotu wlewu | ||||||||||||||
| Objętość wtrysku wtryskarki/g | 10 | 10 | 30 | 30 | 60 | 60 | 125 | 125 | 250 | 250 | 500 | 500 | 1000 | 1000 |
| Średnica wlotu i wylotu wlewu | D1 | D2 | D1 | D2 | D1 | D2 | D1 | D2 | D1 | D2 | D1 | D2 | D1 | D2 |
| PE, PS/mm | 3 | 4.5 | 3.5 | 5 | 4.5 | 6 | 4.5 | 6 | 4.5 | 6.5 | 5.5 | 7.5 | 5.5 | 8.5 |
| ABS, AS/mm | 3 | 4.5 | 3.5 | 5 | 4.5 | 6 | 4.5 | 6.5 | 4.5 | 7 | 5.5 | 8 | 5.5 | 8.5 |
| Zasilacz, PC/mm | 3.5 | 5 | 4 | 5.5 | 5 | 6.5 | 5 | 7 | 5 | 7.5 | 6 | 8.5 | 6 | 9 |
Koordynacja między dyszą maszyny a tuleją wlewu
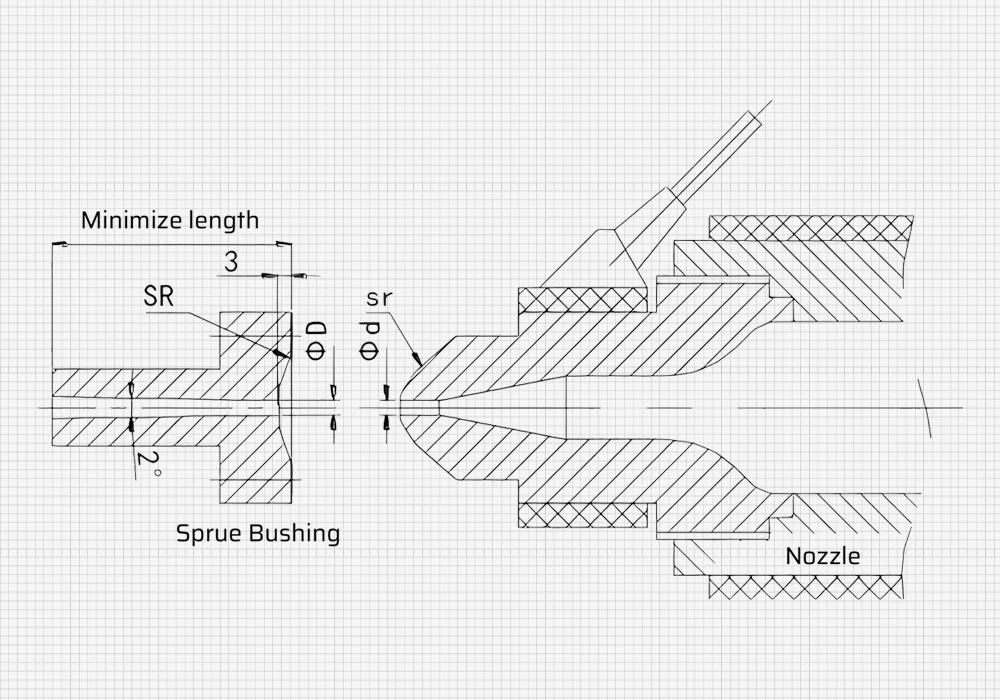
Sferyczne SR tulei wlewowej formy powinno być o 1-2 mm większe niż SR dyszy maszyny. Można sprawdzić SR dyszy maszyny względem jej specyfikacji.
| Tonaż wtryskarki | <130t | <350t | >350t |
| Łuk dyszy | Sprawdź specyfikację wtryskarki | ||
| Tuleja wlewu | 12 | 14 | 23 |
Uwaga: Dla formy z gorącymi kanałami lub rozszerzone dysze, musimy zapewnić zgodność z tymi przepisami przed zakupem.
Podczas projektowania formy należy sprawdzić długość, na jaką dysza maszyny może sięgać do formy. Wszelkie potrzeby związane z wydłużonymi dyszami powinny być rozwiązane z wyprzedzeniem.
Określanie średnicy otworu tulei wlewu
| Tonaż wtryskarki | ≤60t | ≤130t | ≤220t | 350t | 450t | ≥550t |
| ABS, HI-PS, POM, PE, PP, PA | 2.5 | 3 | 3.5 | 4.5 | 5.5 | |
| PC, PPS, PPE | 3 | 3.5 | 4 | 5 | 6 | |
Wartość D dla tulei wlewu powinna być o 0,5 mm większa niż wartość d dyszy maszyny.
Środki do skracania wlewu:
(1) W przypadku form dwupłytowych tuleja wlewu musi być wpuszczona w płytę A (z wyjątkiem specjalnych wymagań klienta).
(2) W przypadku trójpłytowych struktur formy, jeśli długość wlewu przekracza 25 mm (w tym 25 mm), lepiej jest użyć większej tulei wlewu.
(3) W przypadku produktów o wyglądzie i innych specjalnych wymaganiach należy stosować gorące kanały.
Wnioski
Wlew i prowadnica są stosunkowo prostymi konstrukcjami w systemie podawania. Przestrzeganie powyższych wytycznych projektowych powinno zapobiec wszelkim problemom. Jeśli napotkasz jakiekolwiek problemy w projektowaniu form, możesz zostawić komentarz w sekcji poniżej. W następnym artykule omówimy prowadnice.














