

Defecten bij het spuitgieten zijn veelvoorkomende problemen die elke leverancier spuitgieten of matrijzenleverancier ontmoetingen. Ze zijn er in verschillende soorten en hebben verschillende oorzaken, waaronder kromtrekken bij spuitgieten een relatief vaak voorkomend defect is.
Omdat het optreden van vervorming verband kan houden met de structuur van het product zelf, dring ik er niet alleen bij de spuitgietindustrie maar ook bij productontwerpers op aan om inzicht te hebben in vervorming. Ondertussen moeten productontwerpbedrijven geschikte acceptatienormen voor spuitgieten opstellen op basis van hun producten. Deze normen moeten expliciet de regels specificeren met betrekking tot mogelijke vervormingen bij spuitgieten.
Als je geïnteresseerd bent in andere spuitgietdefecten, klik dan gerust op de onderstaande links voor meer informatie.
| Defecten bij het spuitgieten begrijpen | ||||
|---|---|---|---|---|
| Flash | Kort schot | Gootsteen | Vervorming | Brandmerk |
| Spelmerk/Zilveren streep | Donkere vlek/Zwarte vlek | Vloeimarkering | Bubbel | Laslijn |
| Kleurverschil/ongelijke kleur | Markering uitwerppin | |||
Wat is vervorming bij spuitgieten?
Vervorming bij spuitgieten (Deformation) is wanneer de vorm van het spuitgegoten product afwijkt van de vorm van de matrijsholte. Het is een veelvoorkomend defect in kunststof producten. Vervorming is gemakkelijk te begrijpen, zoals hieronder geïllustreerd. Wanneer dit spuitgegoten onderdeel horizontaal op een tafel wordt geplaatst, is de linkerkant duidelijk niet waterpas met de tafel. Dit noemen we kromtrekken of vervorming.

Oorzaken van vervorming
De belangrijkste oorzaken van kromtrekken in spuitgietproducten zijn:
1. Schimmelgerelateerde oorzaken van vervorming
- Ongelijkmatige koelingseffecten van schimmelwaterkanalen, wat leidt tot ongelijkmatige temperaturen in de schimmel en inconsistenties krimp van het product.
- Problemen met het uitwerpsysteem van de matrijs die leiden tot onevenwichtige uitwerping en kromtrekken van het product.
- Verhoogde matrijskernen moeten tot bovenaan gekoeld worden om een goede koeling te garanderen. Vermijd vervorming door plaatselijke oververhitting van de mal.
- Ruwheid in de structuurpositie van het product of de geleidingspositie van de matrijs, waardoor het product blijft plakken en vervormt tijdens het uitwerpen.
- Plastic trekt krom doordat het product aan de holte blijft plakken of de kern trekt.
- Onvoldoende watertoevoer in de matrijs, wat leidt tot hoge vloeispanning en spanningsvervorming.
- Aanzienlijke dikteverschillen in de materiaalplaatsing van het product leiden tot krimpverschillen en kromtrekken.
2. Machineafstelling Oorzaken van kromtrekken van kunststof
- Ongelijk matrijstemperaturenwaarbij de holte vijf punten heeft en de kern vijf punten (hoeken plus midden), wat leidt tot inconsistente krimp en vervorming.
- Overmatig houddrukwaardoor het product naar achteren buigt.
- Onvoldoende houddruk, wat leidt tot korte opnamen en zinkvlekken van het product.
- Te korte cyclustijd, waardoor het plastic kromtrekt omdat het product niet goed afkoelt en uithardt.
- Te hoge uitwerpsnelheid, waardoor het product tijdens het uitwerpen kromtrekt.
- Verkeerde instellingen van machineparameters die leiden tot plakken en kromtrekken van producten.
- Ongeschikte vormomstandigheden die leiden tot hoge spanning en vervorming in het product.
- Niet goed ingesteld armatuur voor uitharding die leidt tot kromtrekken.
- Onjuiste verpakkingsmethode die leidt tot vervorming door compressie.
3. Ontwerpoorzaken van vervorming door kromtrekken
- Significante verschillen in diktesecties van de materiaalplaatsing van het product leiden tot inconsistente krimp en kromtrekken.
- Verkeerd ontwerp van verstevigingsribben van producten, waardoor kunststof kromtrekt als gevolg van kunststofkrimp. Dit fenomeen doet zich vooral voor bij doosvormige producten gemaakt van PP en PE.
- Verkeerd ontwerp van de positie van de poort, wat leidt tot onvolledig vullen en krimpen.
- Verkeerd ontwerp van poortstijl leidt tot ongelijkmatige materiaalstroom en spanning.
- Verkeerd ontwerp van de productstructuur leidt tot krimp.
- Slecht ontworpen deellijnen voor holtes en kernen wat leidt tot kromtrekken van het product.
- Onjuiste instelling van plastische krimpwaarden die overmatige vervorming veroorzaken.
4. Machinegerelateerde oorzaken van vervorming
- Ongebalanceerde uitwerping van de uitwerpstang waardoor het product kromtrekt.
- Ongebalanceerde matrijsopening waardoor het product kromtrekt.
5. Materiaalgerelateerde oorzaken van het kromtrekken van vormstukken
- Hoge krimpsnelheden van materialen leiden tot kromtrekken, wat kan worden verminderd door het materiaal aan te passen om de krimpsnelheden te verminderen.
- Verschillen in de oriëntatie van moleculaire ketens in de vloeirichting en loodrecht op de vloeirichting, waardoor verschillende krimpsnelheden en vervorming ontstaan.
Hoe kromtrekkende vervorming vermijden na het gieten
Het voorkomen van kromtrekken begint bij het productontwerp en het matrijsontwerp, zoals hieronder beschreven:
1. Uniforme wanddikte
Tijdens het fabricageproces moet speciale aandacht worden besteed aan het vermijden van abrupte veranderingen in de wanddikte. Dergelijke plotselinge veranderingen kunnen leiden tot ongelijkmatige afkoelingskrimp, waardoor de onderdelen vervormen. Om de stabiliteit en consistentie van het product te garanderen, is het essentieel dat de wanddikte overal gelijk is.
Om dit doel te bereiken kan een reeks procesmaatregelen worden toegepast. In eerste instantie moet tijdens de ontwerpfase grondig worden nagedacht over de verdeling van de wanddikte om er zeker van te zijn dat deze redelijk is. Dit helpt niet alleen bij het verminderen van fabricageproblemen, maar verbetert ook de productkwaliteit aanzienlijk. Daarnaast kunnen tijdens de verwerkingsfase geavanceerde productiemethoden zoals precisiegieten of CNC-bewerking moet worden gebruikt voor een nauwkeurige controle van de wanddikte.
Gebruik bovendien een geleidelijke overgangsmethode om abrupte veranderingen in wanddikte te voorkomen. Deze methode kan spanningsconcentratie effectief verminderen en vervorming verder voorkomen. Tussen twee secties met verschillende wanddiktes kunnen we bijvoorbeeld een overgangszone ontwerpen waar de wanddikte geleidelijk verandert.
Samengevat is het behoud van uniformiteit en consistentie in wanddikte de sleutel tot productkwaliteit. Door een doordacht ontwerp, geavanceerde productietechnieken en geleidelijke veranderingen in de wanddikte kan vervorming als gevolg van ongelijkmatige afkoeling effectief worden voorkomen, waardoor de stabiliteit en betrouwbaarheid van het product toenemen.
2. Versterkende ribben en ondersteunende structuren
Bij dunwandige of grote vlakke oppervlakken is de toevoeging van verstevigingsribben of -ribben bijzonder belangrijk. Ze fungeren als beschermers van de constructie en voegen een robuuste verdedigingslinie toe aan de totale constructie. Deze verstevigingsribben of -ribben spelen mechanisch een belangrijke rol en verbeteren de stijfheid en stabiliteit van de constructie aanzienlijk.
Stel je een dunwandig of groot vlak voor zonder verstevigende ribben; het is als een breekbaar stuk glas dat zou kunnen breken bij licht contact. Maar met deze ribben of verstevigingsribben is de constructie als een stevig pantser, dat in staat is om zijn integriteit te behouden ongeacht de druk of torsiekracht waarmee het wordt geconfronteerd.
Vooral wanneer het eigengewicht van de kunststof onderdelen of de interne spanning aanzienlijk is, kan de rol van versterkingsribben of -ribben niet worden onderschat. Ze werken als een barrière en verminderen effectief kromtrekken veroorzaakt door eigengewicht of interne spanning. Dit type vervorming beïnvloedt niet alleen het esthetische uitzicht van de kunststof onderdelen, maar kan ook, en dat is nog belangrijker, de prestaties en levensduur van de onderdelen beïnvloeden.
Daarom kunnen we door versterkende ribben of verstevigingsribben toe te voegen in dunwandige of grote vlakke gebieden niet alleen de algehele stijfheid en stabiliteit van de kunststof onderdelen verbeteren, maar ook effectief het risico op kromtrekken verminderen. Deze ontwerpfilosofie weerspiegelt niet alleen het streven naar productkwaliteit, maar benadrukt ook de charme van technologische innovatie. In de toekomst kijken we uit naar meer ontwerpen van versterkende ribben of ribben die de kwaliteit en stabiliteit van kunststof onderdelen waarborgen.
3. Juist geometrisch ontwerp
In het productontwerpproces is een speciale behandeling van onderdelen die gevoelig zijn voor vervorming noodzakelijk om de stabiliteit en duurzaamheid van het product te garanderen. De rand van een doosopening is een van de meest voorkomende gebieden die gevoelig zijn voor vervorming. Om dit probleem aan te pakken, kunnen we dit onderdeel een gebogen vorm geven of afgeronde overgangen gebruiken.
Gebogen constructies hebben goede mechanische eigenschappen omdat ze spanningen effectief kunnen verspreiden en het risico van geconcentreerde spanning kunnen verminderen. Bij externe druk of impact kan een gebogen constructie de kracht over een groter gebied verdelen, waardoor de kans op vervorming en scheuren afneemt. Bovendien helpt het ontwerp van afgeronde overgangen ook om de spanningsverdeling van de structuur te verbeteren, waardoor de algehele stijfheid en stabiliteit van de kist verder verbetert.
Deze ontwerpmethode verbetert niet alleen de betrouwbaarheid van het product, maar ook de gebruikerservaring. Een stabiele, niet-vervormende doos kan de inhoud beter beschermen en voorkomt schade of lekkage door vervorming. Bovendien maakt het gebogen en afgeronde ontwerp het product ook esthetischer, waardoor het er comfortabel en harmonieus uitziet.
Houd rekening met kosten en haalbaarheid van productie
Bij het implementeren van dit ontwerp moeten we ook rekening houden met de productiekosten en de haalbaarheid van het proces. Hoewel gebogen en afgeronde ontwerpen de productiekosten kunnen verhogen, maken de verbeteringen in stabiliteit, esthetiek en gebruikerservaring deze kosten de moeite waard. Daarnaast is nauwe samenwerking met de productieafdeling noodzakelijk. Dit zorgt voor nauwkeurigheid en consistentie tijdens het productieproces om de beste ontwerpresultaten te behalen.
Samengevat is het ontwerpen van onderdelen die gevoelig zijn voor plastic kromtrekken, zoals de rand van een doosopening, met een gebogen vorm of afgeronde overgangen een effectieve methode om de stabiliteit en duurzaamheid van het product te verbeteren. Door gebruik te maken van de mechanische eigenschappen van gebogen structuren om spanningsconcentratie te verminderen en het risico op kromtrekken bij spuitgieten te verkleinen, kunnen we consumenten betrouwbaardere en esthetisch mooiere producten bieden.
4. Lay-out van poort en looprail
Bij het ontwerp van kunststof matrijzen is de juiste opstelling van de positie, het aantal en de grootte van de poort van cruciaal belang. De poort is het kanaal dat de matrijs en de matrijsholte verbindt en de positie, het aantal en de grootte ervan hebben een directe invloed op de stroming van gesmolten kunststof die de matrijsholte binnenkomt. Om een gelijkmatige plastic vulling te garanderen, is een zorgvuldige planning van het poortontwerp vereist.
Ten eerste moet de positie van de poort zorgvuldig worden gekozen. De poort moet op de scheidingslijn van de matrijs of het drukcentrum van de matrijsholte worden geplaatst, zodat gesmolten kunststof tijdens het vullen gelijkmatig in de matrijsholte kan stromen. Bovendien moet de positie van de poort belangrijke structuren op het kunststofdeel vermijden om de prestaties en het uiterlijk van het deel niet te beïnvloeden.
Ten tweede moeten we het aantal poorten redelijk plannen. Te veel poorten kan een chaotische kunststofstroom veroorzaken, waardoor de inwendige spanning toeneemt; te weinig poorten kan leiden tot ongelijkmatige kunststofvulling, waardoor ook de inwendige spanning toeneemt. Daarom is het selecteren van het juiste aantal poorten op basis van de grootte en vorm van het kunststofdeel essentieel voor een gelijkmatige kunststofvulling.
Tot slot is de controle over de poortgrootte even belangrijk. Te kleine poorten kunnen een slechte doorstroming van de kunststof veroorzaken, waardoor de vormcyclus langer duurt; te grote poorten kunnen ervoor zorgen dat de kunststof te snel wordt gevuld, wat leidt tot ongelijkmatige vulling. Daarom moet de juiste poortgrootte ingesteld worden op basis van het type kunststof en de structuur van de matrijs om een gelijkmatige vulling van de kunststof te garanderen.
Samengevat is de juiste opstelling van de positie, het aantal en de grootte van de poorten van cruciaal belang om te zorgen voor een gelijkmatige vulling van gesmolten kunststof in de matrijsholte en om inwendige spanning door ongelijkmatige vulling te vermijden. Bij het ontwerp van kunststof matrijzen moeten we veel aandacht besteden aan het ontwerp van de poorten om de kwaliteit en prestaties van kunststof onderdelen te garanderen.
5. Ventilatie- en koelsystemen:
Bij het ontwerpen van ontluchtingssystemen moeten we nagaan hoe we het fenomeen van gasinsluiting kunnen verminderen en zo de interne druk kunnen verlagen. Een uitstekend ontluchtingssysteem kan gassen effectief uit de matrijs verdrijven en zorgen voor een soepele afvoer van gassen tijdens het spuitgietproces, zodat er geen gaszakken of andere defecten ontstaan.
Daarnaast moeten we het koelsysteem van de matrijs optimaliseren. Door gebruik te maken van efficiënte koelleidingen, een redelijke verdeling van het koelwater en een effectieve doorstroming van het koelmiddel kunnen we zorgen voor een gelijkmatige koeling van alle delen van de matrijs, waardoor de thermische spanning afneemt en de productkwaliteit verbetert. Dergelijke optimalisaties verkorten niet alleen de vormcyclus en verbeteren de productie-efficiëntie, maar verlengen ook effectief de levensduur van de matrijs.
Samengevat zijn goed ontworpen ontluchtings- en matrijskoelsystemen cruciaal voor spuitgieten. Alleen door te zorgen voor een soepele gasafvoer en een uniforme koeling van de matrijs kunnen producten van hoge kwaliteit worden verkregen en kunnen de productievoordelen worden vergroot. In toekomstig onderzoek en de praktijk zullen we ons blijven richten op de optimalisatie van het ontwerp van ontluchtingssystemen en matrijskoelsystemen om de spuitgiettechnologie te verbeteren.
6. Geschikte materialen selecteren
Om het spuitgieten soepel te laten verlopen en de vervorming van producten te beperken, moeten we veel aandacht besteden aan de selectie van kunststof materialen. Bij de selectie van kunststof materialen zijn het beoogde gebruik en de procesvereisten factoren die benadrukt moeten worden. Voor producten met een hoge maatnauwkeurigheid moeten we kunststoffen kiezen met een lagere krimpsnelheid. Hoe lager de krimpsnelheid, hoe gemakkelijker het is om de maatnauwkeurigheid van het product te garanderen.
Naast krimpsnelheid is vloeibaarheid ook een belangrijke factor om te overwegen bij het selecteren van kunststof materialen. Kunststoffen met een goede vloeibaarheid kunnen de matrijs soepeler vullen tijdens het spuitgietproces, waardoor er minder vormfouten ontstaan. Daarnaast is de stabiliteit van de mechanische eigenschappen een aspect dat we niet over het hoofd mogen zien. Als de mechanische eigenschappen van de kunststof materialen onstabiel zijn, kunnen er tijdens het spuitgietproces gemakkelijk problemen ontstaan zoals breuken en kromtrekken, wat niet alleen het uiterlijk van het product beïnvloedt, maar ook de levensduur.
Om ons aan te passen aan het spuitgietproces en productvervorming te beperken, moeten we daarom kunststofmaterialen kiezen met een lage krimpsnelheid, een goede vloeibaarheid en stabiele mechanische eigenschappen op basis van het beoogde gebruik en de procesvereisten. Dergelijke materialen garanderen niet alleen de maatnauwkeurigheid van het product, maar verbeteren ook de productie-efficiëntie en verlagen de productiekosten. Tegelijkertijd zorgen ze ook voor langdurige gebruikszekerheid van het product, waardoor het concurrentievermogen op de markt wordt vergroot.
7. Regeling van de gietconditie
Om het spuitgietproces te optimaliseren en de ophoping van restspanning te verminderen, is het nodig om de betreffende parameters zorgvuldig aan te passen. Injectiesnelheid en druk zijn twee belangrijke parameters die rechtstreeks van invloed zijn op de stroming en het vuleffect van kunststof in de matrijs. Door de injectiesnelheid op de juiste manier te verhogen, kunnen we de vloei van kunststof in de matrijs versnellen, het vuleffect verbeteren en zo de ophoping van restspanning verminderen.
Tegelijkertijd zorgt het redelijk afstellen van de injectiedruk ervoor dat de kunststof soepel de matrijs ingaat en elke hoek vult, waardoor de restspanning effectief wordt verminderd.
De houddruktijd is ook een belangrijke factor die de restspanning beïnvloedt. Onvoldoende houddruktijd leidt tot onvoldoende afkoeling van de kunststof, waardoor de interne spanning toeneemt. Door de juiste houddruktijd te verlengen, kan de kunststof volledig afkoelen in de matrijs, waardoor de restspanning afneemt.
Daarnaast is ook de controle over de koeltijd cruciaal. Een te korte koeltijd leidt tot een ongelijkmatige afkoeling van de kunststof, wat gemakkelijk thermische spanning veroorzaakt. Daarom is het instellen van een redelijke koeltijd op basis van de eigenschappen van de kunststof en de structuur van de matrijs cruciaal voor het verminderen van restspanningen.
Samenvattend: door de parameters van het spuitgietproces zoals injectiesnelheid, druk, houddruk en koeltijd zorgvuldig aan te passen en retorische technieken te gebruiken om de effectiviteit van de expressie te verbeteren, kan de ophoping van restspanning effectief worden verminderd, waardoor de kwaliteit en stabiliteit van spuitgegoten producten verbetert.
8. Precisie en onderhoud van matrijzen:
Precisie is een kritieke factor in het productieproces van matrijzen. Om de productieprecisie van de matrijs te garanderen, hebben we een reeks strenge kwaliteitscontrolemaatregelen geïmplementeerd. Ten eerste gebruiken we zeer nauwkeurige bewerkingsapparatuur en voeren we nauwkeurige kalibraties uit om de stabiliteit en nauwkeurigheid van de apparatuur te garanderen. Ten tweede selecteren en controleren we matrijsmaterialen streng om hun kwaliteit en stabiliteit te garanderen. Daarnaast verbeteren we de kwaliteitscontrole tijdens het bewerkingsproces door strenge inspecties en controles uit te voeren in elke fase om de overdracht en opeenhoping van fouten te voorkomen.
Naast precisie is ook de oppervlaktegladheid van de matrijsholte een belangrijke factor die de productkwaliteit en de levensduur van de matrijs beïnvloedt. Om de oppervlaktegladheid van de matrijsholte te verbeteren, gebruiken we geavanceerde polijsttechnieken en versterken we de controle en het beheer van het polijstproces. Tegelijkertijd voeren we strenge inspecties en evaluaties uit van de gepolijste matrijs om ervoor te zorgen dat de oppervlaktekwaliteit en gladheid voldoen aan de vereisten.
Om de maatvastheid en levensduur van de mal te garanderen, onderhouden en onderhouden we de mal regelmatig. We hebben een uitgebreid onderhoudssysteem opgezet, waarin elke onderhoudsstap gedetailleerd wordt vastgelegd. Tegelijkertijd verbeteren we ook de training en het management van het onderhoudspersoneel, waardoor de professionaliteit en kwaliteit van het onderhoudswerk verbetert. Door deze maatregelen te implementeren, verlengen we effectief de levensduur van de matrijs, verhogen we de productie-efficiëntie en verbeteren we de productkwaliteit.
Kortom, om de precisie van de matrijsproductie, de oppervlaktegladheid van de matrijsholte, de maatvastheid en de levensduur te garanderen, hebben we een reeks strenge kwaliteitscontrolemaatregelen en beheersystemen geïmplementeerd. De implementatie van deze maatregelen verbetert niet alleen de kwaliteit en stabiliteit van de matrijs, maar biedt ook een sterke ondersteuning voor de ontwikkeling van het bedrijf.
9. De Multi-Cavity Balance-technologie gebruiken:
In het productieproces van mallen met meerdere caviteiten is het van cruciaal belang om de druk en vulsnelheid van elke caviteit in balans te houden. Aangezien de positie, grootte en structuur van elke caviteit in de mal kan verschillen, variëren ook de vloeistofdruk en de vulsnelheid tijdens het vulproces. Als dit niet in balans is, kan het product vervormen.
Om deze situatie te voorkomen, moeten producenten de druk en vulsnelheid van elke caviteit nauwlettend in de gaten houden. Ze moeten geavanceerde bewakingsapparatuur gebruiken om de druk en vulsnelheid van elke caviteit in realtime te controleren en aanpassingen maken om consistentie tijdens het vulproces te garanderen. Als de druk of vulsnelheid van een holte te hoog of te laag blijkt te zijn, moeten er onmiddellijk aanpassingen worden gedaan om de vorm en kwaliteit van het product te waarborgen.
Daarnaast moeten producenten de mal ook regelmatig onderhouden en onderhouden om ervoor te zorgen dat deze normaal werkt. Ze moeten de afdichting, het koelsysteem en andere belangrijke onderdelen van de mal controleren om er zeker van te zijn dat ze goed werken. Als er problemen worden gevonden, moeten er snel reparaties of vervangingen worden uitgevoerd om te voorkomen dat producten vervormen door defecte mallen.
Samengevat is het balanceren van de druk en vulsnelheid van elke caviteit in een mal met meerdere caviteiten essentieel om de vorm en kwaliteit van het product te garanderen. Fabrikanten moeten een reeks maatregelen nemen om ervoor te zorgen dat elke caviteit tijdens het vulproces de juiste druk en vulsnelheid ondervindt. Ze moeten de matrijs ook regelmatig onderhouden om een normale werking te garanderen. Alleen zo kunnen producten van hoge kwaliteit worden geproduceerd die voldoen aan de behoeften van de klant.
Twee casestudies illustreren oplossingen voor vervorming
Casestudie één: vervorming van het deksel van een verzegelde doos
Het zwarte deksel van de verzegelde doos is gemaakt van PA6+30%GF-materiaal en maakt gebruik van een puntpoort. Na het ontvormen beïnvloedt het kromtrekken de latere lasnaad.

Mogelijke oorzaken en oplossingen
Het aanvankelijke plan voor dit geval was om een enkel materiaalinvoerpunt in te stellen aan de lange kant van het onderdeel. Dit veroorzaakt ernstige kromtrekking aan beide uiteinden van het product, wat leidt tot een slechte sterkte bij trillingslassen en falen bij druktests. Door de oriëntatie van de glasvezels tijdens het stromingsproces met de smelt krimpt het product ongelijkmatig langs de stromingsrichting en loodrecht op de stromingsrichting, wat kromtrekken veroorzaakt.
Daarom verbetert het kromtrekken door de smeltstroom te veranderen in een stroom in één richting. Door de positie van de gate te verplaatsen van het midden van de lange kant van het product naar de korte kant, wordt de oorspronkelijke glasvezeloriëntatie effectief veranderd, waardoor de oriëntatie uniformer wordt. De vormfouten van het product worden aanzienlijk verbeterd.
Casestudie twee: vervorming van een beugel voor een tv-standaard
De zwarte TV-standaard beugel, gemaakt van PBT+30%GF, maakt gebruik van een puntpoort en ondervindt vervorming door hoekverdraaiing, wat de montage bemoeilijkt. Als een gewichtdragend onderdeel van de TV-standaard, vereist het een bepaalde druksterkte, en de vlakheid is ook cruciaal. Vervorming door kromtrekken beïnvloedt de normale montage en het normale gebruik.
Mogelijke oorzaken en oplossingen
Gietproces: Het aanvankelijke plan voor dit geval omvatte het gebruik van twee punten voor materiaalinvoer, wat resulteerde in een ongelijk assemblageoppervlak en kromtrekken op de hoeken. Door de oriëntatie van de glasvezels tijdens het stromingsproces met de smelt krimpt het product minder langs de stromingsrichting en meer loodrecht op de stromingsrichting, wat ongelijkmatige krimp en kromtrekken veroorzaakt.
Hoe complexer de situatie van de smeltstroom, hoe ongelijkmatiger de krimp. Vereenvoudiging van de vloeivorm om de kromming te verbeteren is een van de effectieve maatregelen. In dit geval werd na het verwijderen van een poort de materiaalinvoermethode veranderd in een enkel punt, waardoor de glasvezeloriëntatie uniformer werd. De vereenvoudigde vloei verbeterde effectief de vervorming door kromtrekken.
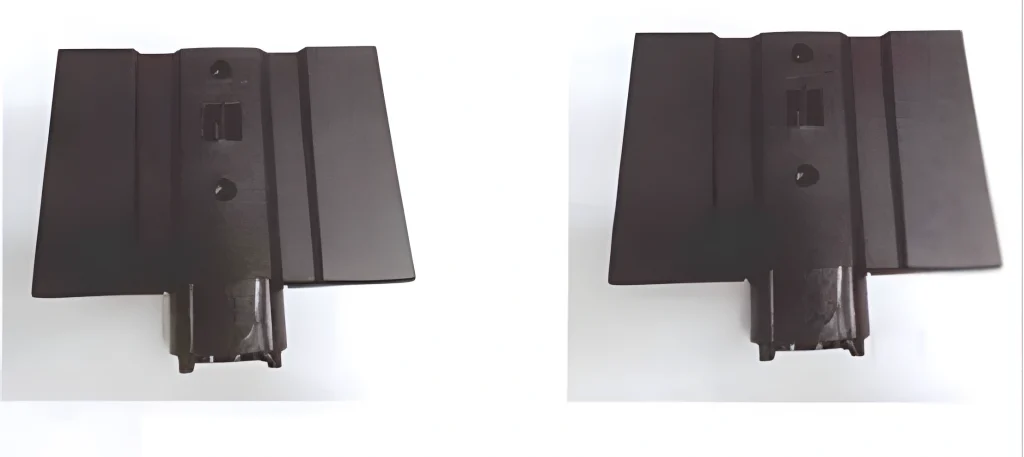
Dit geval laat zien dat het kromtrekken van het product wordt veroorzaakt door ongelijke oriëntatie van het versterkingsmateriaal. De langwerpige vezels in de plastic smelt vloeien langs de vloeirichting, waardoor er minder krimp langs de vloeirichting is en meer loodrecht erop. De ongelijke krimp als gevolg van de oriëntatie leidt tot kromtrekken van het product. In deze situatie kan het vervormen verbeteren door de positie van de poort en de structuur van het product te veranderen. Voor glasvezelversterkte materialen kan het gebruik van een uniforme glasvezeloriëntatie vaak een kleiner vervormingseffect bereiken.
Samenvatting
Het vermijden van kromtrekken in spuitgietproducten vereist samenwerking tussen ontwerpers en fabrikanten. Enerzijds moeten productontwerpers tijdens het ontwerp volledig rekening houden met de eigenschappen van spuitgieten en deze factoren integreren in het structurele ontwerp om kromtrekken na het gieten te minimaliseren. Aan de andere kant moeten matrijsleveranciers verschillende defecten aanpakken met professionele ervaring, om lage kosten en hoge kwaliteit te bereiken.
Als u meer wilt weten over kromtrekken of vervorming, kunt u contact opnemen met de technische dienst van FirstMold via het e-mailadres [email protected].














