

Defeitos de moldagem por injeção são questões que todos fábrica de moldagem por injeção podem ser encontrados durante o processo de moldagem. Os defeitos de tiro curto na moldagem por injeção são um defeito comum na moldagem por injeção. No entanto, ao contrário dos defeitos de flash, a maioria dos defeitos de tiro curto são resolvidos antes de ensaios de moldes.
Para as fábricas de moldes e de moldagem por injeção, a análise e a resolução perfeita deste problema de curto prazo é uma competência fundamental. Todos os profissionais de moldes e de moldagem por injeção têm a responsabilidade e a obrigação de dominar todos os defeitos de moldagem por injeção.

Segue-se um quadro com os defeitos mais comuns da moldagem por injeção e os seus canais detalhados, que os amigos interessados podem consultar para uma compreensão mais aprofundada:
| Compreender os diferentes defeitos de moldagem por injeção | ||||
|---|---|---|---|---|
| Flash | Tiro curto | Marca de pia | Deformação/Deformação | Marca de queimadura |
| Marca de Splay/Risco de Prata | Mancha escura/mancha preta | Marca de fluxo | Bolha | Linha de soldadura |
| Diferença de cor/Cor desigual | Marca do pino ejetor | |||
O que é um Short Shot na moldagem por injeção?
Um tiro curto refere-se ao enchimento incompleto no final do fluxo de material ou ao enchimento incompleto em moldes com múltiplas cavidades, especialmente em áreas de paredes finas ou no final do percurso do fluxo. Manifesta-se como a solidificação da massa fundida antes de a cavidade estar totalmente preenchida, resultando numa falta de material no produto.
A principal causa de disparos curtos é a resistência excessiva ao fluxo, impedindo que a massa fundida continue a fluir. Os factores que afectam o comprimento do fluxo da massa fundida incluem a espessura da parede da peça, a temperatura do molde, a pressão de injeção, a temperatura da massa fundida e a composição do material. O manuseamento incorreto destes factores pode resultar em disparos curtos.


Sugestões: Clique em qualquer termo-chave abaixo para saber mais sobre o seu impacto: "Velocidade de injeção e pressão de injeção“, “Espessura da parede" e "Temperatura do molde"
12 causas comuns de tiros curtos
1. Conceção de um sistema de portas não razoável.
Nos moldes com várias cavidades, os defeitos de aparência surgem frequentemente devido a designs desequilibrados da porta e do canal. Ao projetar o sistema de comportas, assegure o equilíbrio das comportas e o peso das peças em cada cavidade deve ser proporcional ao tamanho da comporta, para que cada cavidade possa ser preenchida simultaneamente. O portão deve ser posicionado na parede mais espessa, e também pode ser adotado um design de corrediça equilibrado. Se a comporta ou o corredor forem pequenos, finos e compridos, a pressão da massa fundida durante o fluxo resultará numa perda de pressão excessiva, levando a problemas de enchimento. Para resolver este problema, aumente a secção transversal do corredor e a área do portão, e utilize vários pontos de alimentação, se necessário.
Dicas: Clique para obter mais informações sobre "conceção de portões na moldagem por injeção" e "conceção de canais e sub-canais de moldes“.
2. Ventilação deficiente do molde
Se uma grande quantidade de gás permanecer no molde devido a uma ventilação deficiente e for comprimida pelo fluxo de material a uma pressão superior à pressão de injeção, impedirá que a massa fundida preencha a cavidade, provocando um disparo curto. Para resolver este problema, verifique se existem poços frios ou se estão corretamente posicionados. Para cavidades profundas, adicione ranhuras ou orifícios de ventilação no local do disparo curto; na superfície de separação, crie ranhuras de ventilação com uma profundidade de 0,02-0,04 mm e uma largura de 510 mm, e posicione os orifícios de ventilação no último ponto de enchimento da cavidade.
A utilização de matérias-primas com humidade excessiva ou conteúdo volátil também produzirá grandes quantidades de gás, levando a uma má ventilação do molde. Neste caso, secar as matérias-primas e remover os voláteis.
Além disso, nas operações de processo do sistema de moldes, melhorar a ventilação deficiente aumentando a temperatura do molde, reduzindo a velocidade de injeção, reduzindo a resistência ao fluxo do sistema de canais, diminuindo a força de aperto e aumentando a folga do molde.

3. Seleção inadequada da máquina de injeção
Ao selecionar o equipamento, a capacidade máxima de injeção da máquina de injeção deve exceder 120% do peso total da peça e do canal de injeção, enquanto o peso total de injeção não deve exceder 85% da capacidade de plastificação da máquina.
4. Fornecimento insuficiente de material
O método comum de controlo da alimentação é a alimentação volumétrica. Verificar se o tamanho das partículas de plástico é uniforme e se ocorre "ponte" na porta de alimentação. Se a temperatura da porta de alimentação for demasiado elevada, também irá dificultar a alimentação. Para resolver este problema, limpe e arrefeça a porta de alimentação.
5. Fraca fluidez do material
Quando a fluidez da matéria-prima é fraca, os parâmetros estruturais do molde afectam os disparos curtos. Melhore o defeito de estagnação do sistema de canais posicionando razoavelmente os canais, aumentando os tamanhos do canal de entrada, do canal de saída e do canal de entrada, e utilizando um bocal maior. Além disso, adicione aditivos adequados à fórmula da matéria-prima para melhorar o desempenho do fluxo da resina.
6. Excesso de lubrificante nas partículas de plástico
Se a fórmula da matéria-prima tiver demasiado lubrificante e a folga entre o anel de verificação do parafuso de injeção e o cilindro for grande, o refluxo grave da fusão no cilindro resultará numa alimentação insuficiente e num disparo curto. Para resolver este problema, reduza a utilização de lubrificante e ajuste a folga entre o cilindro, o parafuso de injeção e o anel de verificação, bem como ajuste o equipamento.
7. Contaminação que bloqueia o trajeto do material
Quando as impurezas na massa fundida bloqueiam o bocal ou o material frio bloqueia a porta e o canal, limpe o bocal ou aumente a secção transversal da cavidade fria e do canal do molde.
8. Baixa temperatura do molde
Quando a massa fundida entra numa cavidade do molde a baixa temperatura, arrefece demasiado depressa, não conseguindo preencher todos os cantos da cavidade. Pré-aqueça o molde à temperatura exigida pelo processo antes de iniciar e controle o fluxo de água de arrefecimento do molde no arranque. Se a temperatura do molde não puder subir, verifique se o projeto do sistema de arrefecimento do molde é razoável.
9. Baixa temperatura de fusão
Geralmente, dentro da gama de moldagem adequada, a temperatura do material é quase proporcional ao comprimento de enchimento. O desempenho do fluxo da massa fundida a baixa temperatura diminui, encurtando o comprimento do enchimento. Se a temperatura do material for inferior aos requisitos do processo, verifique se o aquecedor do tambor está intacto e aumente a temperatura do tambor em conformidade.
No arranque, a temperatura do barril é normalmente inferior à temperatura do indicador do aquecedor do barril. Certifique-se de que o barril é aquecido até à temperatura do indicador e, em seguida, mantenha a temperatura durante algum tempo antes de arrancar.
Se for necessária uma injeção a baixa temperatura para evitar a decomposição da massa fundida, aumentar o tempo do ciclo de injeção para evitar disparos curtos. Nas máquinas de injeção de parafuso, aumentar a temperatura na zona frontal do cilindro.

10. Baixa temperatura do bico
Durante a injeção, o bico entra em contacto com o molde e, uma vez que a temperatura do molde é geralmente inferior à temperatura do bico, e a diferença de temperatura é grande, o contacto frequente arrefece o bico, congelando a fusão no bico.
Se a estrutura do molde não tiver um poço frio, o material frio que entra na cavidade solidifica imediatamente, impedindo que a fusão a quente subsequente preencha a cavidade. Durante a abertura do molde, separe o bocal do molde, reduzindo o impacto da temperatura do molde no bocal, e mantenha a temperatura do bocal dentro dos requisitos do processo.
Se a temperatura do bico for baixa e não conseguir subir, verifique se o aquecedor do bico está danificado e aumente a temperatura do bico em conformidade. Caso contrário, a perda excessiva de pressão no fluxo também provocará um disparo curto.
11. Pressão de injeção ou pressão de retenção insuficientes
A pressão de injeção é quase proporcional ao comprimento de enchimento. Uma pressão de injeção baixa encurta o comprimento de enchimento e deixa a cavidade por encher. Resolva este problema diminuindo a velocidade de injeção, prolongando o tempo de injeção, etc., para aumentar a pressão de injeção.
Se a pressão de injeção não puder ser aumentada, remediar aumentando a temperatura do material, reduzindo a viscosidade da fusão e melhorando o desempenho do fluxo da fusão. Note-se que uma temperatura excessiva do material pode provocar a decomposição térmica da fusão, afectando o desempenho da peça.
Além disso, um tempo de espera curto também pode resultar num disparo curto. Controle o tempo de espera dentro de um intervalo adequado, mas tenha em atenção que um tempo de espera excessivo pode causar outras falhas. Ajuste durante a moldagem com base na peça específica.
12. Velocidade de injeção lenta
A velocidade de injeção afecta diretamente a velocidade de enchimento. Se a velocidade de injeção for lenta, a massa fundida enche-se lentamente e a massa fundida que flui a baixa velocidade arrefece facilmente, reduzindo ainda mais o desempenho do fluxo e provocando um disparo curto.
Aumente a velocidade de injeção adequadamente, mas tenha em atenção que uma velocidade de injeção excessiva pode causar outras falhas de moldagem.
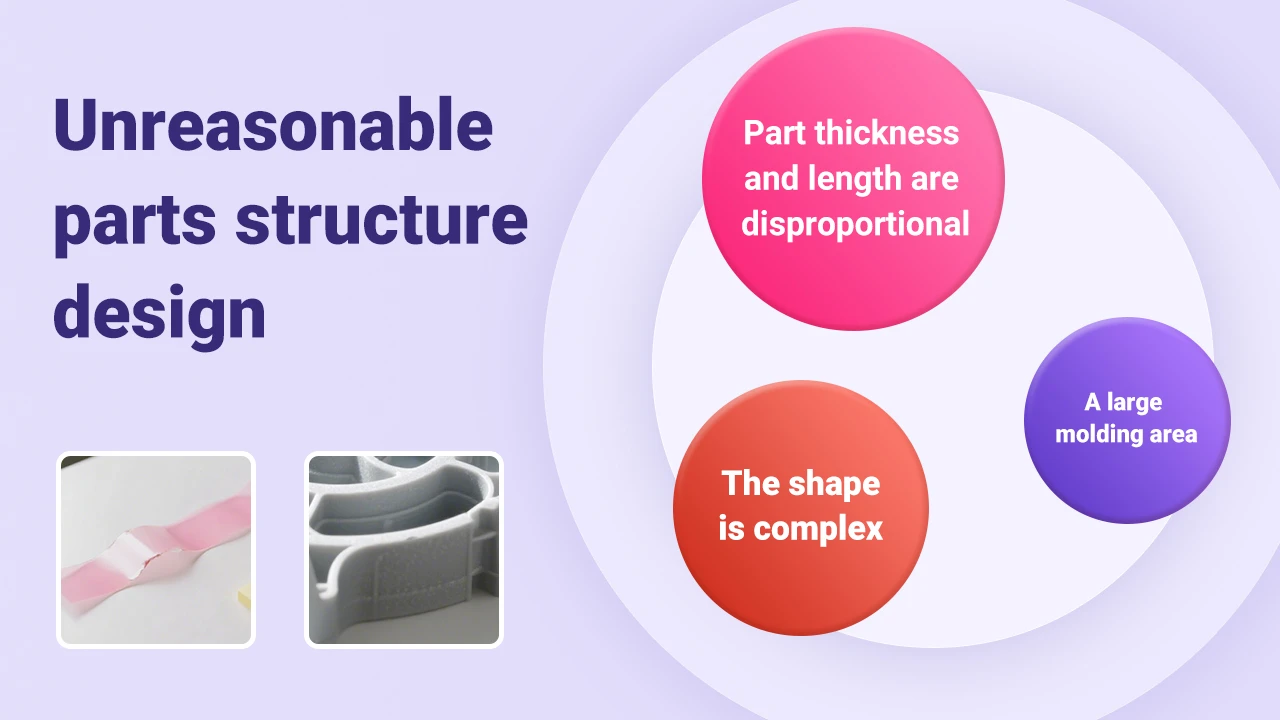
13. Conceção não razoável da estrutura da peça
Se a espessura e o comprimento da peça forem desproporcionais e a forma for complexa com uma grande área de moldagem, a massa fundida encontra facilmente resistência ao fluxo na entrada da parede fina, dificultando o enchimento da cavidade. Conceber a forma da peça tendo em conta a espessura e o comprimento do fluxo limite de enchimento da massa fundida.
Em conclusão
Enfrentar falhas na moldagem por injeção não é assustador; o que é verdadeiramente assustador é quando a fábrica não compreende ou não consegue resolver o problema. A familiaridade com o design estrutural, o design de moldes, o teste de amostras, a análise e resolução de problemas, a garantia de aparência, as características dos materiais e muito mais são competências essenciais para todos os profissionais de moldagem por injeção.
Se tiver alguma dúvida sobre o tiro curto, contacte-nos através de [email protected].











