

前回までの議論で、我々は次のようなコンセプトを探った。 金型スプルー 供給システムの不可欠な部分として。今日は、このシステムの次の構造であるモールドランナーとサブランナーについて掘り下げてみましょう。スプルーと同様に、多くの 金型デザイナー ランナーやサブランナーの構造は、設計基準が決まっていて比較的単純なため、見落とされがちです。一流の金型設計者になり、クライアントに満足してもらえる最高品質の金型を提供したいのであれば、ぜひ細部までマスターしてください。
ランナーとサブランナーとは?
いつものように、この記事の理解を深めるために、まず供給システム全体をおさらいしておこう。供給システムは、溶融プラスチックを成形機のバレルから供給する構造からなる。 射出成形機 の中へ。 金型キャビティ.機械のノズルから溶融プラスチックが射出された後、溶融プラスチックはスプルー、ランナー、サブランナー、および成形機を通過する。 ゲートそして最後に空洞を埋めてプラスチック部品を形成する。
したがって、ランナーはスプルーとゲートの間の通路であり、溶融プラスチックがスプルーからキャビティに流れ込む過渡的な部分として機能し、溶融物の流れをスムーズに方向転換させる役割を果たします。マルチキャビティ金型では、溶融物を各キャビティに分配する役割を果たします。単一キャビティ金型では、一般的にランナーが含まれないことは注目に値するが、これはキャビティのレイアウトに関係している。

金型ランナーの設計ガイドライン
金型ランナー断面の形状
長方形の断面:
長方形のランナーが一般的である。製造が容易、金型設計が簡単、流動分布が均一などの利点がある。矩形断面の寸法は、成形品の特定の成形要件に基づいて調整することができます。
断面は台形:
台形ランナーは、金型ランナー設計のもう一つの選択肢です。この形状は、より良い流れを促進し、圧力損失を低減するのに役立ち、その結果、金型キャビティへの充填が改善されます。台形の広い方の端は通常スプルーに接続され、狭い方の端はゲートに接続されます。
円形断面:
場合によっては、円形ランナーが第一選択となることもあります。このようなランナーは優れた流れ特性を持ち、複雑な形状の部品やバランスの取れた流れが要求される場合に特に適している。円形断面の直径は、最適な流れを確保し、圧力損失を最小限に抑えるため、慎重に決定する必要があります。
半円形の断面:
半円形ランナーは、半円形のプロファイルが特徴です。この形状はスムーズな材料の流れを促進し、圧力損失を最小限に抑えます。バランスの取れた流れと圧力損失の低減が重要な場合によく使用される。半円形断面の直径は、特定の射出成形プロセスのフロー要件に対応するよう、適切なサイズにする必要があります。
U字型の断面:
U字型ランナーは、底部が湾曲し、2つの垂直壁が「U」の形をしています。この設計により、材料の流れが効率的になり、ランナーシステムと成形品との分離が容易になります。コの字型断面は、ランナーシステムの取外しを容易にしたい場合や、ゲーティングが成形品の底部にある場合に一般的に採用されます。
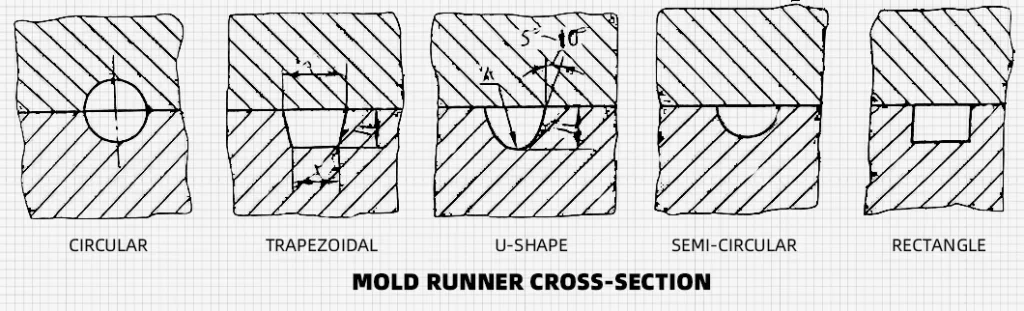
断面形状の選択は、材料特性、部品設計、金型レイアウト、生産要件などの要因によって決まる。それぞれの形状には利点があり、成形工程の特定のニーズに基づいて選択されます。
金型ランナーとサブランナーのサイズ
金型ランナーの形状や大きさは、製品設計、金型構造、射出成形プロセス特有の要件など、さまざまな要因によって決まります。製品サイズと肉厚はランナー設計に影響を与えるかもしれませんが、断面が大きいランナーが常に充填工程を促進する上で効果的であるというのは正確ではありません。材料の流動挙動、成形品の形状、ゲートの位置、工程パラメータが最適なランナー設計を決定します。
さらに、ランナーの長さはプラスチックの粘度に直接影響しません。材料特性と加工条件が主に粘度を決定する。
| 材料 | ランナー径(mm) |
| ABS / SAN(AS) | 4.8~9.5 |
| POM | 3.0~10 |
| アクリリック | 1.6~10 |
| CA | 1.6~11 |
| PA66 | 1.6~10 |
| PPO | 6.4~10 |
| ピーピーエス | 6.4~13 |
| PC | 4.8~10 |
| PE | 4.8~9.5 |
| PP | 1.6~10 |
うまく設計されたランナーは、射出成形プロセスの全体的な性能と効率に大きな影響を与えます:
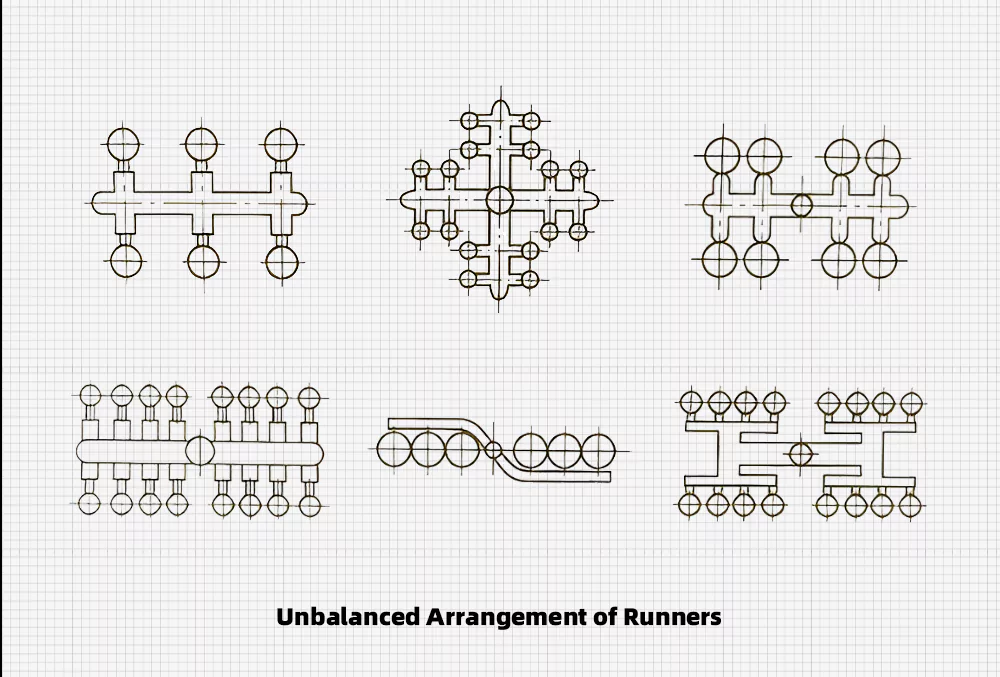
金型ランナーとサブランナーの配置
金型ランナーの配置には、バランス型とアンバランス型の2種類があります。バランスのとれたランナーシステムでは、スプルーから各キャビティまでのランナーの長さ、形状、断面寸法が等しくなるように設計されています。これによって、各キャビティの熱バランスと樹脂流動バランスが達成され、安定した部品品質が得られます。一方、アンバランス・ランナーシステムでは、プラスチックが各キャビティに入るタイミングが異なるため、充填工程にばらつきが生じ、異なる部品ができる可能性がある。しかし、アンバランス・ランナーシステムは、よりコンパクトなキャビティ配置、テンプレートサイズの縮小、ランナー全長の短縮などの利点を提供することができる。
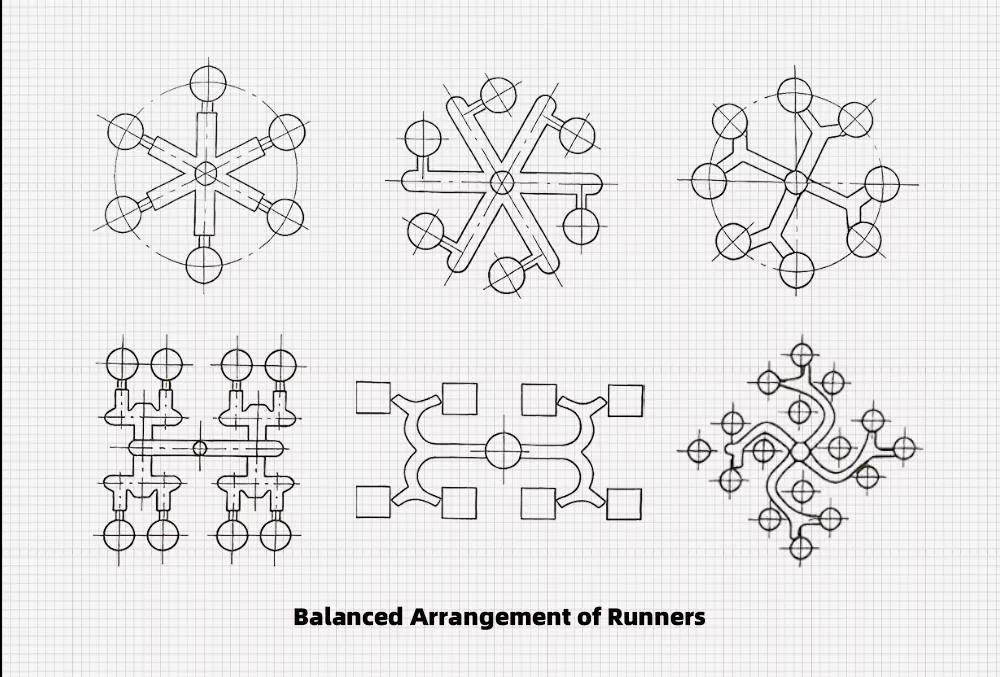
ランナーシステムがバランス型であろうとアンバランス型であろうと、キャビティが金型ベースの中心と対称であることを確認することが重要です。これにより、キャビティとランナーの投影中心が射出成形機の型締力の中心と一致するようになります。そうすることで、射出中にさらに傾くモーメントを避けることができます。
バランスド・ランナー・システムは、安定した噴射を可能にし、有利である。 保圧 を全キャビティにわたって使用することができます。これは、すべての製品の生産において均一性を維持することが望まれるマルチキャビティ金型にとって特に有益です。
ランナー&サブランナーの設計原則
- 溶融プラスチックが最短距離で速やかにキャビティに入り、熱圧損が最小になるようにする。
- 同一の温度と圧力条件下で、さまざまなゲートから溶融物が同時にキャビティに供給されるようにする。
- 断面積が大きいと成形しやすく、十分な充填圧力を確保できるが、材料の節約を考えると、断面積を小さくしてプラスチックの消費を最小限に抑え、冷却時間も短縮することを目指す。
- 材料を節約し、冷却を助けるために、ランナーの体積に対する表面積の比率を最小にするよう努力する。
- ランナーの表面粗さは、冷えた材料をキャビティに引きずり込まないようにするため、低すぎてもいけない。通常、Ra値は1.6μmで十分である。
- ランナーとゲートは通常、斜面や円弧で接続され、流動抵抗を減らしながら溶融プラスチックの流動と充填を促進する。
金型ランナー設計においてサブランナーの設計は必要か?
サブランナーは通常、金型キャビティ内で溶融プラスチックの流れを異なる方向に分ける必要がある場合に使用されます。複雑な金型や複数のキャビティがある金型では、流動を部品の特定の領域や部品に向けることで、充填を容易にすることができます。
しかし、場合によっては、サブランナーなしの単純なランナー設計でも、所望の金型充填と部品品質を達成するのに十分なことがあります。サブランナーを組み込むかどうかは、部品設計と射出成形プロセスの特定の要件に依存します。














