

Spritzgießwerkzeuge haben ein wichtiges Führungssystem, das hauptsächlich aus Führungsstiften und Führungsbuchsen besteht. Als Führungsvorrichtungen erfordern sie Aufmerksamkeit beim Kauf (oder der Herstellung), der Konstruktion und der Montage.
Dieser Artikel bietet eine detaillierte Einführung in Führungsstifte und Führungsbuchsen. Formenliebhaber können ihn gerne zum Nachschlagen aufbewahren.

Was sind Führungsstifte und Führungsbuchsen in Werkzeugen?
Führungsstifte und Führungsbuchsen sind häufig verwendete Präzisionsbauteile im Formenbau. Sie dienen hauptsächlich der Positionierung und Unterstützung während der Bearbeitung. Führungsstifte sind in der Regel lange, streifenförmige Teile mit unterschiedlichen Formen, aber im Allgemeinen sind sie zylindrisch oder quadratisch. Führungsbuchsen sind die Hülsen für Führungsstifte und haben ebenfalls verschiedene Formen.


Einbaumethoden für Führungsstifte und Führungsbuchsen
Es gibt mehrere Einbaumethoden, von denen die gängigsten Spiel- und Presspassung sind. Bei der Spielpassung verbleibt ein gewisser Spalt zwischen dem Führungsstift und der Buchse, um Verformungen durch thermische Ausdehnung und Kontraktion zu verringern. Bei der Presspassung kommt es zu einem engen Kontakt mit Druck zwischen Führungsstift und Buchse, wodurch eine robustere Abstützung und Positionierung erreicht wird.
Funktionen von Führungsstiften und Führungsbuchsen
Sie erfüllen bei der Bearbeitung hauptsächlich zwei Funktionen:
Positionierung: Durch eine präzise Bearbeitung und Abstimmung sorgen sie für eine genaue Positionierung, so dass die zu bearbeitenden Teile an den vorgegebenen Positionen bearbeitet und gehandhabt werden können.
Verhindern von Jitter: Bei der maschinellen Bearbeitung verursachen Vibrationen und Erschütterungen oft ein Zittern und eine Abweichung der Teile. Die Passung zwischen ihnen verhindert dies und gewährleistet Bearbeitungsgenauigkeit und Qualität.
Arten von Führungsstiften und Buchsen
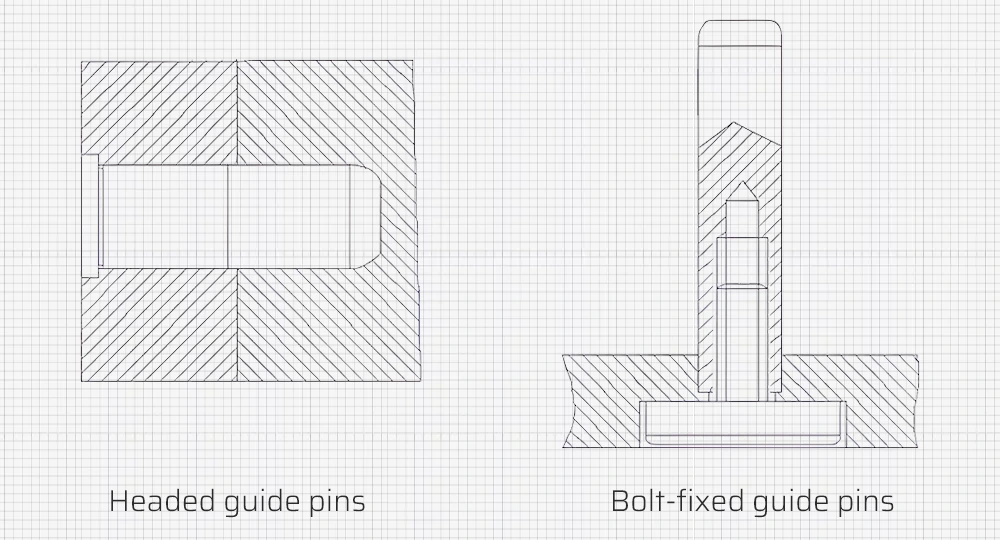
Zu den üblichen Führungsstiften gehören Führungsstifte mit Kopf und bolzenbefestigte Führungsstifte.
Wir können Buchsen in gerade Buchsen (a) und Buchsen mit Kopf (b, c, d) einteilen.
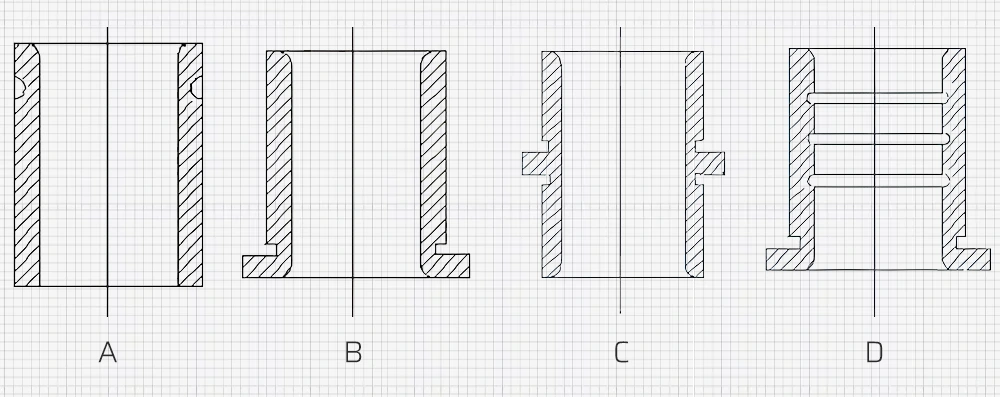
- Abbildung a: Gerade Buchse, die in Situationen verwendet wird, die eine kurze Führungslochlänge erfordern oder bei denen die Schablone zu dick ist.
- Abbildung b: Der Endkopf ist vernietet, um zu verhindern, dass die gerade Buchse durch den Führungsstift herausgezogen wird.
- Abbildung c: Kopfbuchse, die verwendet wird, wenn die Dicke der Schablone nicht der erforderlichen Länge des Führungslochs entspricht. Wir müssen sie mit einer lockereren Passform als die primäre Schablone installieren.
- Abbildung d: Gerillte Buchse, die zur Verringerung der Reibung bei großen Durchmessern verwendet wird.
Anordnung in der Formgestaltung
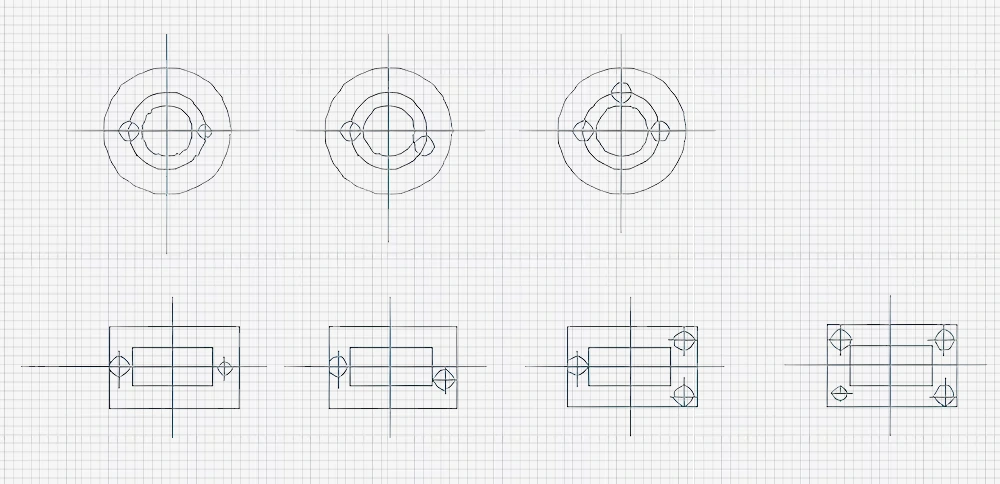
Eine Form hat normalerweise 2-4 Führungsstifte. Kleine oder tragbare Gussformen haben in der Regel 2. Mittlere bis große Formen haben 3-4, wobei 4 die übliche Konfiguration ist.
Um das Prinzip einer eindeutigen Schließrichtung der Form zu erreichen, ordnen wir sie normalerweise auf zwei Arten an:
- Symmetrisch verteilt, mit unterschiedlichen Durchmessern für einen der Führungsstifte.
- Asymmetrisch verteilt, mit gleichen Durchmessern, aber einem asymmetrisch angeordneten Führungsstift.
Für eine stabile Führung ist es besser, die Führungsstifte weiter auseinander zu platzieren, in der Regel außerhalb der Kavität. Der Abstand zwischen der Wand des Führungslochs und der Schablonenkante sollte nicht zu gering sein, im Allgemeinen etwas größer als der Radius des Führungsstifts.
Beschaffung von Führungsstiften und Buchsen
Von externen Anbietern eingekauft
Die meisten Formenhersteller kaufen Führungsstifte und -buchsen als Standardteile. Dies spart Zeit und ermöglicht es den Herstellern, sich auf die Bearbeitung der Kernkavitäten und Einsätze zu konzentrieren, was die Produktionseffizienz verbessert. Angesichts der umfangreichen Fertigungsindustrie in China ist die Lieferkette für verschiedene Formkomponenten gut entwickelt, was die externe Bearbeitung von Führungsstiften und Buchsen erschwinglich macht.
In solchen Fällen müssen die Hersteller die Qualität der Führungsbolzen und -buchsen genau beurteilen und sich dabei auf Aspekte wie:
- Produktqualität: Die Stabilität der Produktabmessungen, die Oberflächenbeschaffenheit und die Materialausnutzung spiegeln die Qualität der Form selbst wider.
- Nutzungsdauer: Die Anzahl der Arbeitszyklen oder der produzierten Teile, die ein Werkzeug unter Gewährleistung der Produktqualität bewältigen kann.
- Benutzerfreundlichkeit und Wartung: Bequemer Gebrauch, minimale Produktionszeit und einfache Wartung.
- Wartungskosten und Zyklizität: Auch die Kosten und die Häufigkeit der Wartung werden bei der Bewertung der Schimmelpilzqualität berücksichtigt.
In-House-Produktion von Unternehmen für Werkzeugkomponenten
Je nach Bauform, Größe und Materialanforderungen kann man den passenden Rundstahl als Zuschnitt auswählen.
Verarbeitung von Führungsstiften
Für Führungsstifte wird in der Regel 20er Stahl verwendet, der grob auf einer Drehmaschinewärmebehandelt (aufgekohlt auf eine Tiefe von 0,8-1,2 mm, gehärtet auf 58-62 HRC) und außen fertig geschliffen. Zur weiteren Verbesserung der Maßgenauigkeit und der Oberflächenrauheit ist nach dem Außenschleifen ein zusätzliches Schleifen mit einem Rand von 0,01-0,015 mm vorzunehmen.
Wenn eine Drehmaschine zum Einspannen und Schleifen von Führungsstiften verwendet wird, kommt in der Regel eine Spannvorrichtung zum Einsatz. Auf die geschliffene Oberfläche wird eine gleichmäßige Schicht Schleifmittel aufgetragen, und der Führungsstift wird mit einem Schleifring für eine manuelle axiale Hin- und Herbewegung versehen. Der Führungsstift wird von der Spindel in Umfangsrichtung gedreht, wodurch das Schleifen erreicht wird. Alternativ kann für die Massenproduktion auch eine Schleifscheibe verwendet werden.
Verarbeitung von Buchsen
Nach dem Schruppdrehen, bei dem eine Schleifspanne von 0,3 mm verbleibt, werden die Buchsen einer Wärmebehandlung unterzogen (Aufkohlung mit einer Tiefe von 0,8 bis 1,2 mm, gehärtet auf 58-62 HRC) und innen und außen geschliffen. Aufgrund der hohen Präzision und Koaxialität, die für die Anpassung erforderlich sind, wird zuerst das Innenschleifen durchgeführt, gefolgt vom Einpassen mit einem Dorn für das Außenschleifen. Wenn das Außenschleifen nicht kritisch ist, kann es weggelassen werden. Wenn beim Innenschleifen ein Spielraum von 0,01 bis 0,015 mm verbleibt, ist möglicherweise ein weiteres Honen für die Präzision erforderlich.
Anpassung von Führungsstiften und Buchsen
Bei der Bestellung von Führungsstiften und -buchsen sollten Werkzeugbaubetriebe Folgendes beachten:
1. Auswahl des Materials
Führungsbolzen und -buchsen werden in der Regel aus Metallen wie Kohlenstoffstahl, legiertem Stahl oder Edelstahl hergestellt. Bei der Wahl des Materials sollten die Arbeitsumgebung und die Häufigkeit der Verwendung berücksichtigt werden, wobei Materialien mit hoher Härte, Verschleißfestigkeit und Korrosionsbeständigkeit zu bevorzugen sind.
2. Maßhaltigkeit
Bei kundenspezifischen Bestellungen muss die in den Zeichnungen angegebene Maßgenauigkeit strikt eingehalten werden. Hohe Präzision ist unerlässlich, um Probleme bei der Montage und Verwendung zu vermeiden.
3. Verarbeitung Präzision
Die Präzision der Bearbeitung von Führungsstiften und -buchsen wirkt sich direkt auf deren Passform und Lebensdauer aus. Eine hochpräzise Bearbeitung ist vor allem in Bereichen wie Elektronik und Optik entscheidend.
4. Oberflächenqualität
Eine hohe Oberflächenqualität ist Voraussetzung für Langlebigkeit und Wirksamkeit. Oberflächenbehandlungen sollten Korrosion und Beschädigungen verhindern und die Leistungsfähigkeit der Bauteile erhalten.
5. Schmierung Methode
Geeignete Schmierverfahren verbessern die Gleit- und Verschleißfestigkeit von Führungsstiften und Buchsen. Spezielle Formschmierstoffe, die als "nicht versickernde Schmierstoffe" bekannt sind, gewährleisten eine lange Lebensdauer.
6. Wartung
Regelmäßige Wartung, Reinigung und Schmierung sind unerlässlich, um die Genauigkeit und Leistung aufrechtzuerhalten.
Montage von Führungsstiften und Buchsen
Bei der Konstruktion und Montage müssen sie sich vollständig schließen, bevor der Stempel das Werkstück berührt oder die Druckplatte das Werkstück berührt. Achten Sie auf einen Spalt von 10-15 mm zwischen der Oberseite des Führungsstifts und der Oberfläche des oberen Formbodens. Nach der Montage sollte zwischen dem Führungsstift und der Unterseite des unteren Formbodens sowie zwischen dem oberen Ende der Buchse und der Oberseite des oberen Formbodens ein Spalt von 2-3 mm verbleiben.
Bei symmetrischen Werkstücken werden durch unterschiedliche Durchmesser oder Positionen der Führungsstifte Richtungsfehler bei der Montage vermieden. Große seitliche Drücke erfordern Druckstücke auf dem Formboden, um zu verhindern, dass Führungsstifte und Buchsen Seitenkräfte aufnehmen. Buchsen sollten Entlüftungslöcher haben, um eingeschlossene Luft abzulassen.
Schlussfolgerung
Damit ist die Diskussion über Führungsstifte und -buchsen abgeschlossen. FirstMold ist ein professionelles Werkzeug- und Spritzgussunternehmen mit erfahrenen Mitarbeitern, die sich mit jedem Detail auskennen. Wenn Sie über Branchenkenntnisse sprechen möchten, kontaktieren Sie uns unter [email protected]. Für die Produktion und Fertigung von Teilen klicken Sie auf den Link, um Ihre Anforderungen einzureichen.











