

Gli stampi a iniezione hanno un importante sistema di guida, costituito principalmente da perni di guida e boccole di guida. In quanto dispositivi di guida, richiedono attenzione durante l'acquisto (o la fabbricazione), la progettazione e l'assemblaggio.
Questo articolo fornisce un'introduzione dettagliata ai perni di guida e alle boccole di guida. È un piacere per gli appassionati di stampi conservarlo come riferimento.

Cosa sono i perni di guida e le boccole di guida negli stampi?
I perni di guida e le boccole di guida sono componenti di precisione comunemente utilizzati nella produzione di stampi. Servono principalmente per il posizionamento e il supporto durante la lavorazione. I perni di guida sono in genere pezzi lunghi, simili a strisce, di forme diverse, ma generalmente cilindriche o quadrate. Le boccole di guida sono i manicotti dei perni di guida e sono anch'esse disponibili in varie forme.


Metodi di montaggio dei perni di guida e delle boccole di guida
Esistono diversi metodi di montaggio, i più comuni dei quali sono l'accoppiamento a gioco e l'accoppiamento per interferenza. L'accoppiamento a gioco lascia un certo spazio tra il perno di guida e la boccola per ridurre la deformazione causata dall'espansione e dalla contrazione termica. L'accoppiamento per interferenza prevede un contatto stretto con pressione tra il perno di guida e la boccola, fornendo un supporto e un posizionamento più robusti.
Funzioni dei perni di guida e delle boccole di guida
Nella lavorazione svolgono principalmente due funzioni:
Posizionamento: Grazie a una lavorazione e a un accoppiamento precisi, garantiscono un posizionamento accurato, consentendo di lavorare e movimentare i pezzi in lavorazione secondo posizioni predeterminate.
Prevenzione del jitter: Nella lavorazione, le vibrazioni e gli urti causano spesso scostamenti e deviazioni dei pezzi. L'accoppiamento tra i due elementi impedisce che ciò accada, garantendo precisione e qualità della lavorazione.
Tipi di perni di guida e boccole
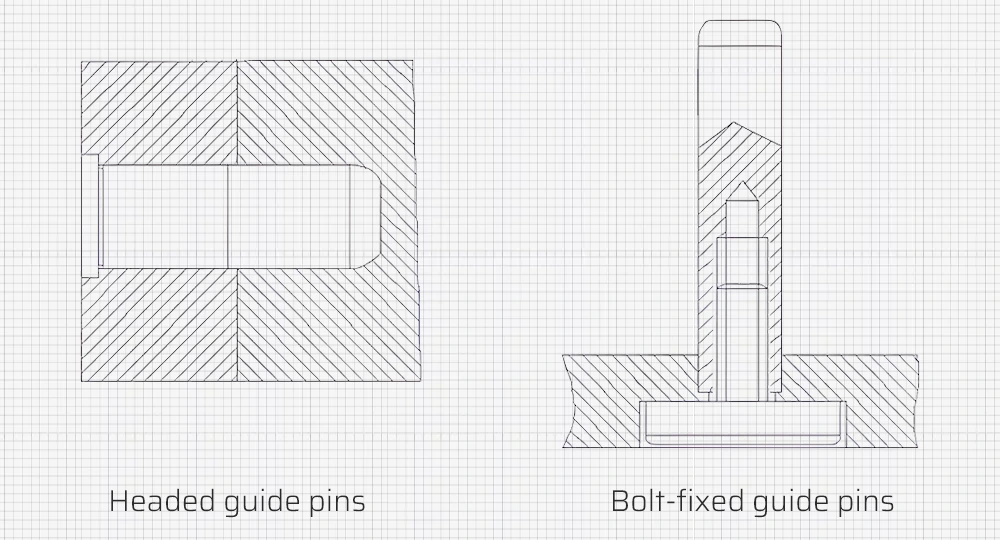
I perni di guida più comuni includono perni di guida con testa e perni di guida fissati con bulloni.
Possiamo classificare le boccole in boccole diritte (a) e boccole a testa (b, c, d).
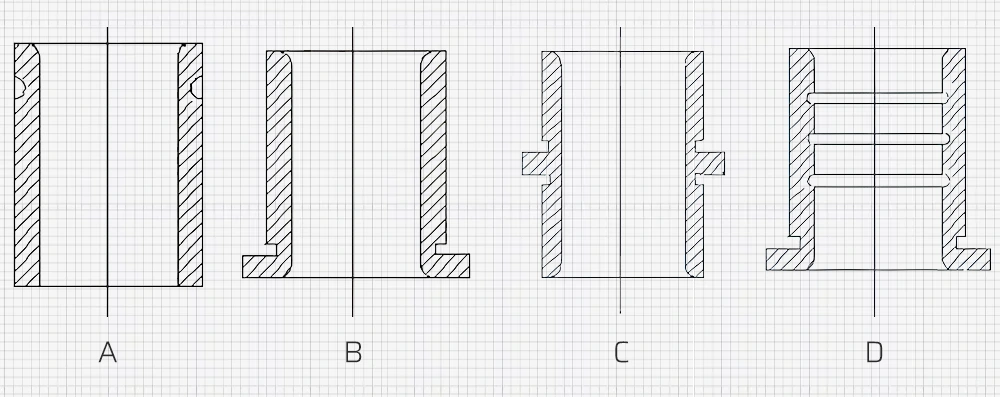
- Figura a: Boccola diritta, utilizzata in situazioni che richiedono una lunghezza ridotta del foro di guida o quando la sagoma è troppo spessa.
- Figura b: La testa dell'estremità è rivettata per evitare che la boccola diritta venga estratta dal perno di guida.
- Figura c: Boccola con testa utilizzata quando lo spessore della dima non soddisfa i requisiti di lunghezza del foro guida. È necessario installarla con un accoppiamento più lento rispetto alla dima primaria.
- Figura d: Boccola scanalata, utilizzata per ridurre l'attrito quando il diametro è grande.
Disposizione nella progettazione dello stampo
Uno stampo ha in genere 2-4 perni di guida. Gli stampi piccoli o portatili ne hanno solitamente 2. Gli stampi medio-grandi ne hanno 3-4, mentre 4 sono la configurazione più comune.
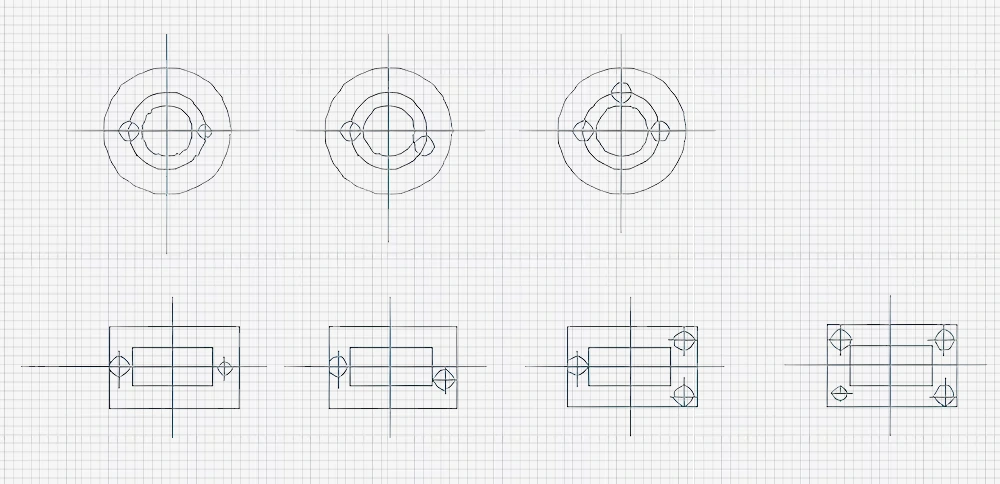
Per ottenere il principio di una direzione di chiusura unica dello stampo, di solito li disponiamo in due modi:
- Distribuiti simmetricamente, con diametri diversi per uno dei perni di guida.
- Distribuzione asimmetrica, con diametri identici ma con un perno di guida posizionato in modo asimmetrico.
Per una guida stabile, è preferibile posizionare i perni di guida più distanti tra loro, di solito all'esterno della cavità. La distanza tra la parete del foro di guida e il bordo della sagoma non deve essere troppo ravvicinata, in genere leggermente superiore al raggio del perno di guida.
Acquisizione di perni di guida e boccole
Acquistati da fornitori esterni
La maggior parte dei produttori di stampi acquista perni di guida e boccole come parti standard. Ciò consente di risparmiare tempo e di concentrarsi sulla lavorazione delle cavità centrali e degli inserti, migliorando così l'efficienza della produzione. Data l'ampia industria manifatturiera cinese, la catena di fornitura dei vari componenti dello stampo è ben sviluppata, rendendo accessibile la lavorazione esterna di perni di guida e boccole.
In questi casi, i produttori devono esprimere giudizi accurati sulla qualità dei perni di guida e delle boccole, concentrandosi su aspetti quali:
- Qualità del prodotto: La stabilità delle dimensioni del prodotto, la finitura superficiale e l'utilizzo del materiale riflettono la qualità dello stampo stesso.
- Durata di vita: Il numero di cicli di lavoro o di pezzi prodotti che uno stampo può completare garantendo la qualità del prodotto.
- Facilità d'uso e manutenzione: Comodità d'uso, tempi minimi di produzione ausiliaria e facilità di manutenzione.
- Costi di manutenzione e ciclicità: Nella valutazione della qualità dello stampo si tiene conto anche del costo e della frequenza della manutenzione.
Prodotti internamente dalle aziende produttrici di componenti per stampi
In base alla forma strutturale, alle dimensioni e ai requisiti del materiale, è possibile scegliere l'acciaio tondo appropriato come grezzo.
Lavorazione dei perni guida
Per i perni di guida si utilizza in genere acciaio 20, lavorato grossolanamente su una tornio, trattato termicamente (carburato a una profondità di 0,8-1,2 mm, temprato a 58-62HRC) e rettificato esternamente. Per migliorare ulteriormente la precisione dimensionale e la rugosità superficiale, eseguire un'ulteriore rettifica dopo aver lasciato un margine di 0,01-0,015 mm dopo la rettifica esterna.
Se si utilizza un tornio per il serraggio e l'affilatura dei perni di guida, di solito si usa una morsa. Sulla superficie rettificata viene applicato uno strato uniforme di abrasivo e il perno di guida è dotato di un anello di rettifica per il movimento alternativo assiale manuale. Il perno guida ruota circonferenzialmente guidato dal mandrino, ottenendo la rettifica. In alternativa, è possibile utilizzare un disco abrasivo per la produzione di massa.
Lavorazione delle boccole
Dopo la sgrossatura, lasciando un margine di rettifica di 0,3 mm, le boccole vengono sottoposte a trattamento termico (carburazione profonda 0,8-1,2 mm, tempra a 58-62HRC) e a rettifica interna ed esterna. A causa dell'elevata precisione e coassialità richiesta per l'accoppiamento, la rettifica interna viene eseguita per prima, seguita dal montaggio con un mandrino per la rettifica esterna. Se la rettifica esterna non è critica, la si può omettere. Quando la rettifica interna lascia un margine di 0,01-0,015 mm, potrebbe essere necessaria un'ulteriore levigatura per la precisione.
Personalizzazione di perni di guida e boccole
Quando si ordinano perni di guida e boccole, le aziende di stampaggio devono considerare quanto segue:
1. Selezione del materiale
I perni di guida e le boccole sono in genere realizzati in metalli come l'acciaio al carbonio, l'acciaio legato o l'acciaio inossidabile. La scelta del materiale deve tenere conto dell'ambiente di lavoro e della frequenza di utilizzo, privilegiando materiali con elevata durezza, resistenza all'usura e alla corrosione.
2. Precisione dimensionale
Gli ordini personalizzati devono rispettare rigorosamente la precisione dimensionale specificata nei disegni. L'alta precisione è essenziale per evitare problemi di assemblaggio e di utilizzo.
3. Precisione di lavorazione
La precisione della lavorazione dei perni di guida e delle boccole influisce direttamente sul loro adattamento e sulla loro durata. La lavorazione ad alta precisione è particolarmente critica in settori come l'elettronica e l'ottica.
4. Qualità della superficie
Un'elevata qualità delle superfici è necessaria per garantire la longevità e l'efficacia. I trattamenti superficiali devono prevenire la corrosione e i danni, mantenendo le prestazioni dei componenti.
5. Metodo di lubrificazione
Metodi di lubrificazione appropriati migliorano la resistenza allo scorrimento e all'usura di perni di guida e boccole. Speciali lubrificanti per stampi, noti come "lubrificanti senza infiltrazioni", assicurano una lunga durata.
6. Manutenzione
La manutenzione, la pulizia e la lubrificazione regolari sono essenziali per mantenere la precisione e le prestazioni.
Montaggio dei perni di guida e delle boccole
Nella progettazione e nell'assemblaggio, devono chiudersi completamente prima che il punzone tocchi il pezzo o che la piastra di pressione tocchi il pezzo. Assicurare uno spazio di 10-15 mm tra la parte superiore del perno di guida e la superficie della base dello stampo superiore. Dopo il montaggio, deve rimanere uno spazio di 2-3 mm tra il perno di guida e la superficie inferiore della base dello stampo e tra l'estremità superiore della boccola e la superficie superiore della base dello stampo.
Per i pezzi simmetrici, diversi diametri o posizioni dei perni di guida evitano errori di direzione durante l'assemblaggio. Le grandi pressioni laterali richiedono cuscinetti di spinta sulla base dello stampo per evitare che i perni di guida e le boccole sopportino le forze laterali. Le boccole dovrebbero essere dotate di fori di sfiato per rilasciare l'aria intrappolata.
Conclusione
Si conclude così la discussione sui perni di guida e sulle boccole. FirstMold è un'azienda di stampi e iniezione professionale con personale esperto che conosce ogni dettaglio. Se desiderate discutere delle conoscenze del settore, contattateci all'indirizzo [email protected]. Per le esigenze di produzione e lavorazione dei pezzi, fare clic sul link per inviare le proprie richieste.











