

Spuitgietmatrijzen hebben een belangrijk geleidingssysteem, dat voornamelijk bestaat uit geleidepennen en geleidingsbussen. Als geleidingssysteem vereisen ze aandacht tijdens aankoop (of fabricage), ontwerp en assemblage.
Dit artikel geeft een gedetailleerde inleiding tot geleidepennen en geleidingsbussen. Liefhebbers van matrijzen bewaren het graag als naslagwerk.

Wat zijn geleidepennen en geleidebussen in mallen?
Geleidepennen en geleidingsbussen zijn veelgebruikte onderdelen van precisiefittingen bij de productie van matrijzen. Ze dienen vooral voor positionering en ondersteuning tijdens de verwerking. Geleidepennen zijn meestal lange, stripachtige onderdelen met verschillende vormen, maar ze zijn meestal cilindrisch of vierkant. Geleidingsbussen zijn de hulzen voor geleidepennen en zijn er ook in verschillende vormen.


Montage van geleidepennen en geleidebussen
Er zijn meerdere montagemethoden, waarvan de meest voorkomende de passing door speling en de interferentiepassing zijn. Bij een passing met speling is er een bepaalde ruimte tussen de geleidepen en de bus om vervorming door thermische uitzetting en inkrimping te beperken. Bij een interferentiepassing is er een nauw contact met druk tussen de geleidepen en de bus, wat zorgt voor een robuustere ondersteuning en positionering.
Functies van geleidepennen en geleidingsbussen
Ze dienen hoofdzakelijk twee functies bij machinale bewerking:
Positionering: Door nauwkeurige bewerking en afstemming zorgen ze voor een nauwkeurige positionering, zodat de te bewerken onderdelen bewerkt en verwerkt kunnen worden volgens vooraf bepaalde posities.
Jitter voorkomen: Bij machinale bewerking veroorzaken trillingen en schokken vaak jitter en afwijkingen. De passing ertussen voorkomt dit en zorgt voor bewerkingsnauwkeurigheid en -kwaliteit.
Soorten geleidepennen en bussen
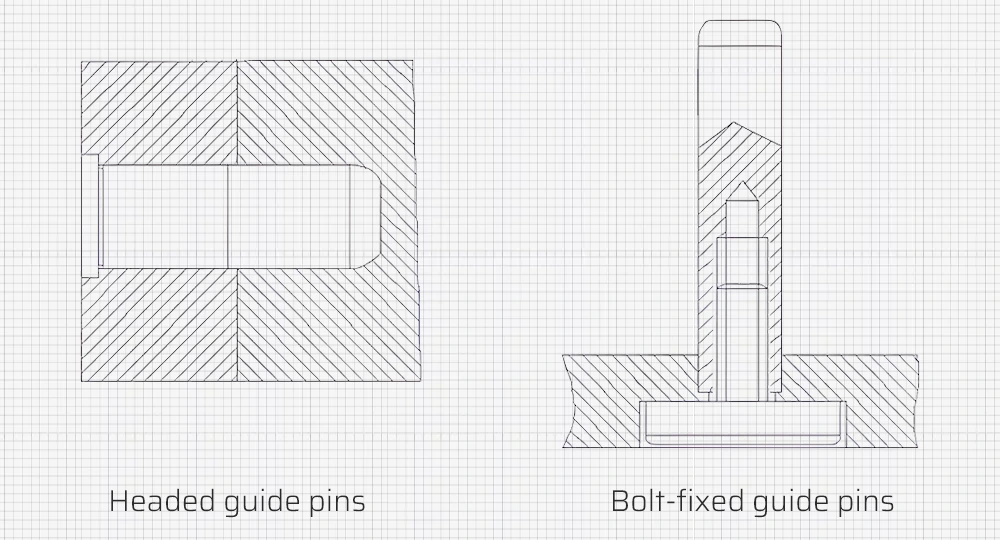
Gangbare geleidepennen zijn geleidepennen met kop en geleidepennen met boutbevestiging.
We kunnen bussen indelen in rechte bussen (a) en kopbussen (b, c, d).
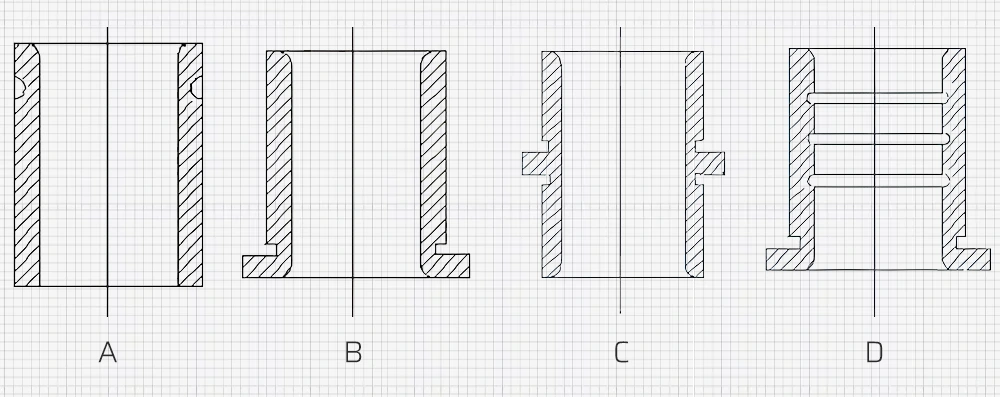
- Figuur a: Rechte bus, gebruikt in situaties waar een korte geleidegatlengte nodig is of waar de sjabloon te dik is.
- Figuur b: De eindkop is vastgeklonken om te voorkomen dat de rechte bus door de geleidepen naar buiten wordt getrokken.
- Figuur c: Doorvoer met kop die wordt gebruikt als de dikte van de sjabloon niet voldoet aan de vereiste lengte van het geleidingsgat. We moeten het installeren met een lossere pasvorm dan de primaire sjabloon.
- Figuur d: Gegroefde bus, gebruikt om wrijving te verminderen als de diameter groot is.
Plaatsing in het matrijsontwerp
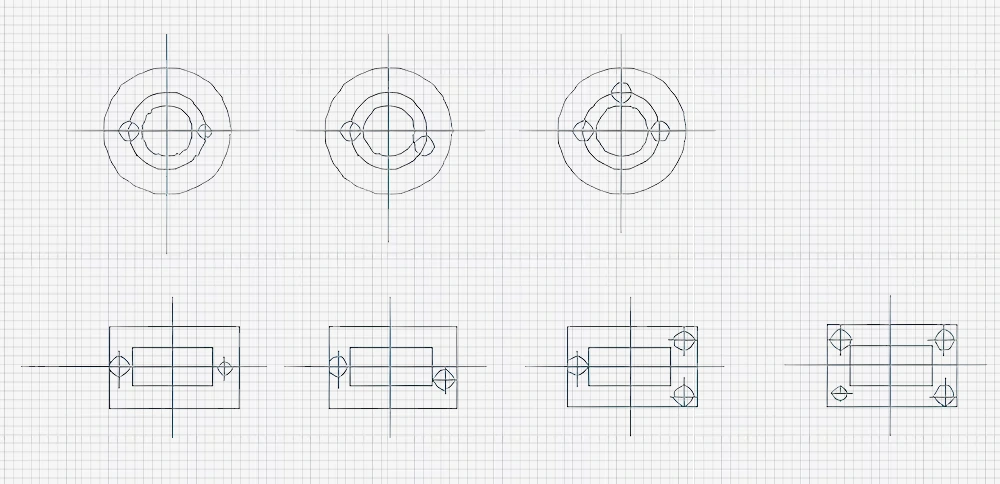
Een mal heeft meestal 2-4 geleidepennen. Kleine of draagbare mallen hebben er meestal 2. Middelgrote tot grote mallen hebben er 3-4, waarbij 4 de meest voorkomende configuratie is.
Om het principe van een unieke sluitrichting van de mal te bereiken, regelen we ze meestal op twee manieren:
- Symmetrisch verdeeld, met verschillende diameters voor een van de geleidepennen.
- Asymmetrisch verdeeld, met identieke diameters maar één geleidepen asymmetrisch geplaatst.
Voor een stabiele geleiding worden de geleidepennen bij voorkeur verder uit elkaar geplaatst, meestal buiten de holte. De afstand tussen de wand van het geleidingsgat en de rand van de mal mag niet te klein zijn, meestal iets groter dan de radius van de geleidepen.
Aanschaf van geleidepennen en bussen
Gekocht van externe leveranciers
De meeste matrijsfabrikanten kopen geleidepennen en bussen als standaardonderdelen. Dit bespaart tijd, zodat fabrikanten zich kunnen richten op het verwerken van de kernholtes en inzetstukken, waardoor de productie efficiënter verloopt. Gezien China's uitgebreide productie-industrie is de toeleveringsketen voor verschillende matrijsonderdelen goed ontwikkeld, waardoor externe verwerking van geleidepennen en bussen betaalbaar is.
In dergelijke gevallen moeten fabrikanten een nauwkeurig oordeel vellen over de kwaliteit van geleidepennen en bussen, waarbij ze zich moeten richten op aspecten als:
- Kwaliteit van het product: De stabiliteit van productafmetingen, oppervlakteafwerking en materiaalgebruik weerspiegelt de kwaliteit van de matrijs zelf.
- Levensduur: Het aantal werkcycli of geproduceerde onderdelen dat een matrijs kan voltooien terwijl de productkwaliteit gewaarborgd blijft.
- Gebruiks- en onderhoudsgemak: Gebruiksgemak, minimale extra productietijd en onderhoudsgemak.
- Onderhoudskosten en cycliciteit: De kosten en de frequentie van het onderhoud worden ook in aanmerking genomen bij de beoordeling van de kwaliteit van de schimmel.
In huis geproduceerd door matrijsonderdelenbedrijven
Op basis van hun structurele vorm, grootte en materiaalvereisten kunnen mensen geschikt rond staal selecteren als vormstukken.
Verwerking van geleidepennen
Voor geleidepennen wordt meestal 20 staal gebruikt, ruw bewerkt op een draaibankwarmtebehandeld (gecarboneerd tot een diepte van 0,8-1,2 mm, gehard tot 58-62HRC) en uitwendig afgewerkt. Om de maatnauwkeurigheid en oppervlakteruwheid nog verder te verbeteren, moet er na het uitwendig slijpen nog 0,01-0,015 mm marge overblijven.
Als we een draaibank gebruiken voor het opspannen en slijpen van geleidepennen, gebruiken we meestal een klem. Er wordt een gelijkmatige laag slijpmiddel op het geslepen oppervlak aangebracht en de geleidepen is voorzien van een slijpring voor handmatige axiale heen en weer gaande beweging. De geleidepen roteert om de as, aangedreven door de spindel, waardoor er geslepen wordt. Als alternatief kan een slijpschijf gebruikt worden voor massaproductie.
Verwerking van bussen
Na het ruwdraaien, waarbij een slijpmarge van 0,3 mm overblijft, ondergaan de bussen een warmtebehandeling (carboneren 0,8-1,2 mm diep, gehard tot 58-62HRC) en worden ze inwendig en uitwendig geslepen. Vanwege de hoge precisie en coaxialiteit die nodig is om ze op elkaar af te stemmen, wordt er eerst inwendig geslepen, gevolgd door montage met een doorn voor uitwendig slijpen. Als het uitwendig slijpen niet kritisch is, kun je het weglaten. Als er bij het inwendig slijpen een marge van 0,01-0,015 mm overblijft, moet er mogelijk verder worden gehoon voor precisie.
Geleidepennen en bussen aanpassen
Bij het op maat bestellen van geleidepennen en bussen moeten matrijsbedrijven rekening houden met het volgende:
1. Materiaalkeuze
Geleidepennen en bussen worden meestal gemaakt van metalen zoals koolstofstaal, gelegeerd staal of roestvrij staal. Bij de materiaalkeuze moet rekening worden gehouden met de werkomgeving en de gebruiksfrequentie, waarbij de voorkeur wordt gegeven aan materialen met een hoge hardheid, slijtvastheid en corrosiebestendigheid.
2. Maatnauwkeurigheid
Aangepaste bestellingen moeten strikt voldoen aan de maatnauwkeurigheid die op de tekeningen staat. Hoge nauwkeurigheid is essentieel om problemen met assemblage en gebruik te voorkomen.
3. Verwerkingsprecisie
De precisie waarmee geleidepennen en bussen worden bewerkt, heeft een directe invloed op hun pasvorm en levensduur. Met name op gebieden als elektronica en optica is een zeer nauwkeurige bewerking van groot belang.
4. Kwaliteit van het oppervlak
Een hoge oppervlaktekwaliteit is noodzakelijk voor een lange levensduur en doeltreffendheid. Oppervlaktebehandelingen moeten corrosie en schade voorkomen, waardoor de prestaties van de onderdelen behouden blijven.
5. Smeermethode
De juiste smeringsmethoden verbeteren de glij- en slijtvastheid van geleidepennen en bussen. Speciale smeermiddelen voor matrijzen, bekend als "niet-lekkende smeermiddelen", zorgen voor duurzaamheid op lange termijn.
6. Onderhoud
Regelmatig onderhoud, reiniging en smering zijn essentieel om de nauwkeurigheid en prestaties op peil te houden.
Montage van geleidepennen en bussen
Bij ontwerp en montage moeten ze volledig sluiten voordat de stempel het werkstuk raakt of de drukplaat het werkstuk raakt. Zorg voor een ruimte van 10-15 mm tussen de bovenkant van de geleidepen en het oppervlak van de bovenste malbasis. Na montage moet er 2-3 mm ruimte overblijven tussen de geleidepen en het onderste oppervlak van de malbasis en tussen het bovenste uiteinde van de bus en het bovenste oppervlak van de malbasis.
Voor symmetrische werkstukken vermijden verschillende diameters of posities voor geleidepennen richtingsfouten tijdens de assemblage. Voor grote zijdelingse druk zijn drukkussens op de malbasis nodig om te voorkomen dat geleidepennen en bussen zijdelingse krachten opvangen. Bussen moeten ontluchtingsgaten hebben om ingesloten lucht af te voeren.
Conclusie
Dit is het einde van de discussie over geleidepennen en bussen. FirstMold is een professioneel matrijzen- en spuitgietbedrijf met ervaren personeel met kennis van elk detail. Als u de kennis van de industrie wilt bespreken, neem dan contact met ons op via [email protected]. Klik op de link om uw vereisten in te dienen voor de productie en fabricage van onderdelen.











