

射出成形金型には、主にガイドピンとガイドブッシュからなる重要なガイドシステムがあります。ガイド装置としては、購入時(または製造時)、設計時、組み立て時に注意が必要です。
この記事では、ガイドピンとガイドブッシュについて詳しく紹介しています。金型愛好家にとって、参考資料として手元に置いておくのも一興であろう。

金型におけるガイドピンとガイドブッシュとは?
ガイドピンとガイドブッシュは、金型製造において一般的に使用される精密嵌合部品である。主に加工時の位置決めや支持に使われる。ガイドピンは長い帯状の部品で、形状は様々ですが、一般的には円筒形か角形です。ガイドブッシュはガイドピンのスリーブで、形状も様々です。


ガイドピンとガイドブッシュの取り付け方法
はめ合いには複数の方法があるが、最も一般的なのはクリアランス・フィットと干渉はめ合いである。クリアランスフィットは、ガイドピンとブッシングの間に一定の隙間を残し、熱膨張や熱収縮による変形を抑えます。干渉フィットは、ガイドピンとブッシングの間に圧力をかけて密着させ、より強固なサポートと位置決めを行います。
ガイドピンとガイドブッシュの機能
機械加工では主に2つの機能がある:
ポジショニング: 精密な加工とマッチングにより、正確な位置決めが保証され、加工される部品は決められた位置に沿って加工され、取り扱われる。
ジッターの防止: 機械加工では、振動や衝撃が部品のジッターや偏差を引き起こすことがよくあります。両者がフィットすることで、これを防ぎ、加工精度と品質を保証します。
ガイドピンとブッシングの種類
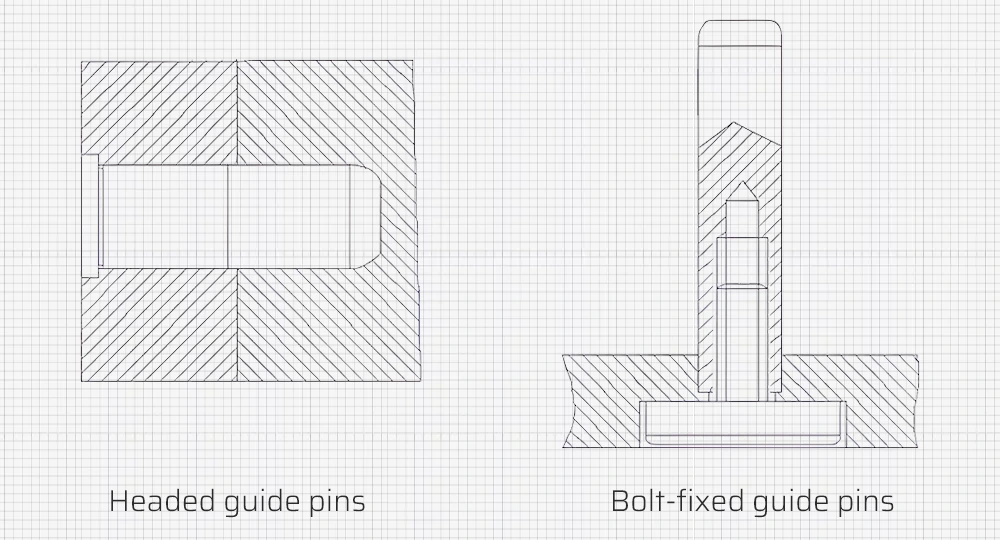
一般的なガイドピンには、頭付きガイドピンとボルト固定ガイドピンがある。
ブッシングは、ストレートブッシング(a)とヘッデッドブッシング(b、c、d)に分類できる。
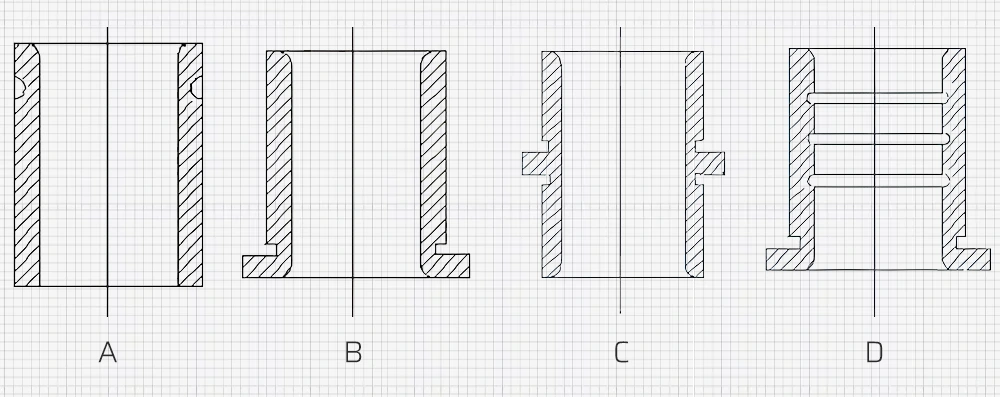
- 図a: ストレートブッシュ。ガイド穴の長さが短い場合や、テンプレートが厚すぎる場合に使用します。
- 図b: エンドヘッドは、ストレートブッシングがガイドピンによって引き抜かれるのを防ぐためにリベット止めされている。
- 図c: テンプレートの厚みがガイド穴の長さの要件を満たさない場合に使用するヘッド付きブッシュ。プライマリーテンプレートより緩く取り付ける必要がある。
- 図d: 直径が大きい場合に摩擦を減らすために使用される溝付きブッシュ。
金型設計における配置
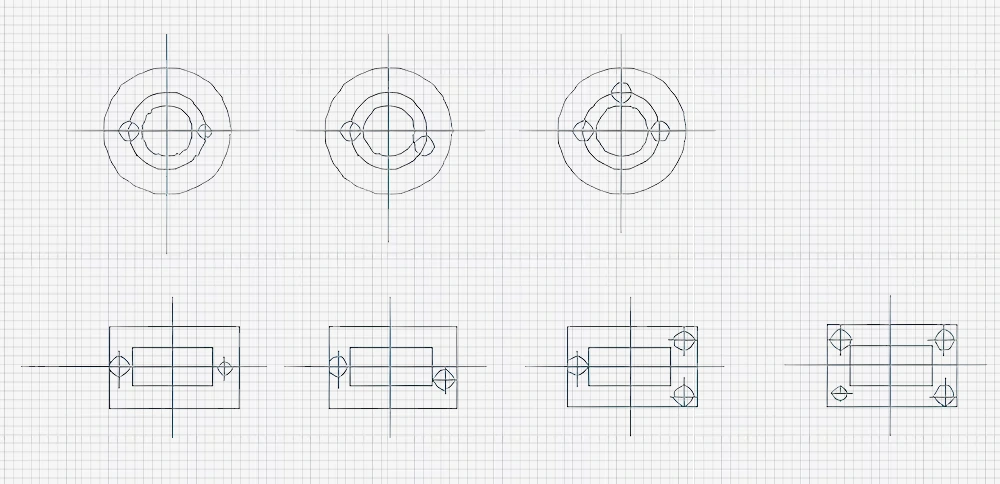
金型には通常2~4本のガイドピンがある。小型または携帯用の金型には通常2本。中型から大型の金型は3~4本で、4本が一般的な構成です。
ユニークな金型の閉じ方向の原則を達成するために、私たちは通常、2つの方法でそれらを配置します:
- 左右対称に配置され、一方のガイドピンの直径は異なる。
- 非対称に配置され、直径は同じだが1本のガイドピンが非対称に配置されている。
安定したガイダンスのためには、ガイドピンを離れた位置、通常はキャビティの外側に配置するのが望ましい。ガイド穴の壁面からテンプレートのエッジまでの距離は近すぎないようにし、一般的にはガイドピンの半径よりわずかに大きくする。
ガイドピンとブッシングの入手
外部サプライヤーからの購入
ほとんどの金型メーカーは、ガイドピンとブッシングを標準部品として購入しています。これによって時間が節約され、メーカーはコアキャビティとインサートの加工に集中できるため、生産効率が向上する。中国の広範な製造業を考えると、さまざまな金型部品のサプライチェーンが発達しているため、ガイドピンとブッシングの外部加工を手頃な価格で行うことができる。
このような場合、メーカーはガイドピンとブッシングの品質を正確に判断する必要がある:
- 製品の品質: 製品の寸法、表面仕上げ、材料利用の安定性は、金型そのものの品質を反映する。
- 耐用年数: 金型が製品品質を確保しながら完了できる作業サイクルまたは生産部品の数。
- 使いやすさとメンテナンス: 使用上の利便性、最小限の補助製造時間、メンテナンスの容易さ。
- メンテナンス・コストと周期性: 金型の品質を評価する際には、メンテナンスのコストと頻度も考慮される。
金型部品メーカーによる自社生産
構造形状、サイズ、材料要件に基づいて、人々はブランクとして適切な丸鋼を選択することができます。
ガイドピンの加工
ガイドピンは通常、20本の鋼鉄を使用する。 旋盤熱処理(浸炭深さ0.8~1.2mm、焼き入れ58~62HRC)を施し、外面仕上げ研削を行う。寸法精度と表面粗さをさらに向上させるには、外径研削後に0.01~0.015mmのマージンを残して追加研削を行う。
旋盤でガイドピンをクランプして研削する場合、一般的にはクランプを使用する。研削面には均一な砥粒層が塗布され、ガイドピンには手動で軸方向に往復運動する研削リングが取り付けられる。ガイドピンはスピンドルによって円周方向に回転し、研削を行う。また、大量生産にはグラインディングディスクを使用する。
ブッシング加工
0.3mmの削り代を残して荒旋削した後、熱処理(浸炭深さ0.8~1.2mm、硬度58~62HRC)を施し、内径研削と外径研削を行う。高い精度と同軸度が要求されるため、まず内面研削を行い、その後マンドレルで嵌合させて外面研削を行います。外径研削が重要でない場合は省略する。内面研削で0.01~0.015mmのマージンが残る場合は、精度を上げるためにさらにホーニングが必要になることがあります。
ガイドピンとブッシングのカスタマイズ
ガイドピンとブッシングを特注する場合、金型会社は以下の点を考慮すべきである:
1.材料の選択
ガイドピンとブッシングは通常、炭素鋼、合金鋼、ステンレス鋼などの金属から作られる。使用環境や使用頻度を考慮し、硬度、耐摩耗性、耐食性の高い材料を選ぶ必要がある。
2.寸法精度
特注品は、図面で指定された寸法精度を厳守しなければなりません。組み立てや使用上の問題を避けるためには、高い精度が不可欠です。
3.加工精度
ガイドピンとブッシングの加工精度は、その適合性と寿命に直接影響します。高精度加工は、エレクトロニクスや光学などの分野で特に重要です。
4.表面品質
長寿命と有効性のためには、高い表面品質が必要である。表面処理は腐食や損傷を防ぎ、部品の性能を維持する必要があります。
5.潤滑方法
適切な潤滑方法により、ガイドピンとブッシングの摺動性と耐摩耗性が向上します。ノンシーブ潤滑剤」と呼ばれる特殊な金型潤滑剤により、長期間の耐久性を確保しています。
6.メンテナンス
精度と性能を維持するためには、定期的なメンテナンス、洗浄、潤滑が不可欠である。
ガイドピンとブッシングの組み立て
設計および組立においては、パンチがワークに接触する前、またはプレッシャープレートがワークに接触する前に、完全に閉じる必要があります。ガイドピンの上端と上型ベースの表面との間に10~15mmの隙間を確保してください。組立後、ガイドピンと下型ベース下面との間、およびブッシュ上端と上型ベース上面との間には、2~3mmの隙間を残すこと。
左右対称のワークの場合、ガイドピンの直径や位置を変えることで、組み立て時の方向誤差を防ぐことができます。横方向の圧力が大きい場合は、ガイドピンとブッシングが横からの力に耐えるのを防ぐため、金型ベースにスラストパッドが必要です。ブッシングには、こもった空気を逃がすための通気孔が必要です。
結論
これでガイドピンとブッシングについての説明は終わりです。FirstMoldは金型と射出成形の専門会社で、経験豊富なスタッフが細部まで熟知しています。業界の知識についてのご相談は、下記までご連絡ください。 [email protected].部品生産と製造のニーズについては、リンクをクリックして要件を提出してください。











