

Os moldes de injeção têm um importante sistema de guia, constituído principalmente por pinos e casquilhos de guia. Como dispositivos de orientação, requerem atenção durante a compra (ou fabrico), conceção e montagem.
Este artigo fornece uma introdução pormenorizada aos pinos-guia e aos casquilhos-guia. É um prazer para os entusiastas dos moldes guardá-lo como referência.

O que são pinos-guia e buchas-guia em moldes?
Os pinos-guia e os casquilhos-guia são componentes de precisão de encaixe normalmente utilizados no fabrico de moldes. Destinam-se principalmente ao posicionamento e apoio durante o processamento. Os pinos-guia são normalmente peças longas, em forma de tira, com várias formas, mas são geralmente cilíndricos ou quadrados. Os casquilhos-guia são os casquilhos para os pinos-guia e também existem em várias formas.


Métodos de montagem de pinos-guia e buchas-guia
Existem vários métodos de encaixe, sendo os mais comuns o encaixe com folga e o encaixe com interferência. O ajuste de folga deixa um certo espaço entre o pino-guia e o casquilho para reduzir a deformação causada pela expansão e contração térmicas. O ajuste por interferência envolve um contacto apertado com pressão entre o pino-guia e o casquilho, proporcionando um suporte e posicionamento mais robustos.
Funções dos pinos-guia e das buchas-guia
Têm principalmente duas funções na maquinagem:
Posicionamento: Através de um processamento e de uma correspondência precisos, asseguram um posicionamento exato, permitindo que as peças em processamento sejam maquinadas e manuseadas de acordo com posições pré-determinadas.
Prevenir o Jitter: Na maquinagem, as vibrações e os choques provocam frequentemente desvios e desvios das peças. O ajuste entre elas evita que isso aconteça, garantindo a precisão e a qualidade da maquinação.
Tipos de pinos-guia e buchas
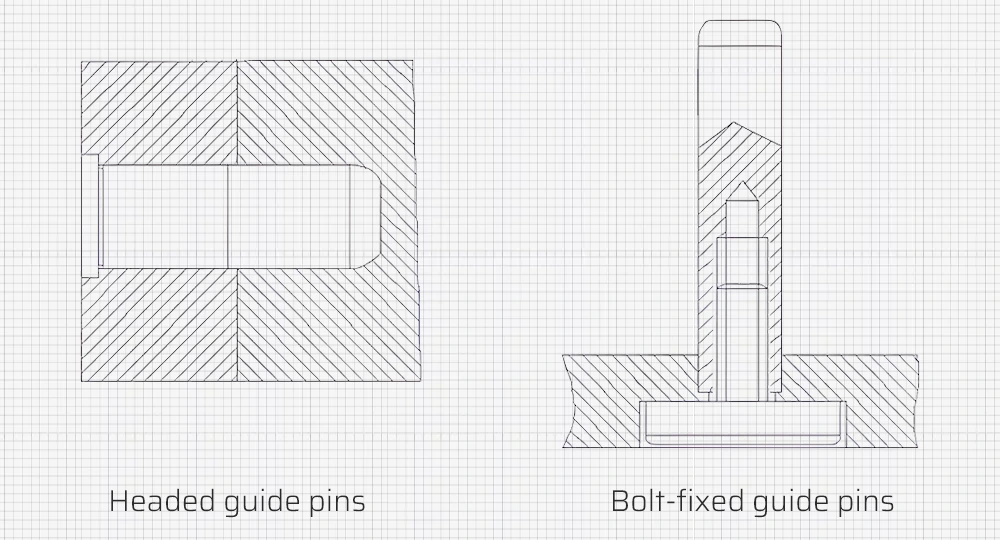
Os pinos-guia comuns incluem pinos-guia com cabeça e pinos-guia com parafusos.
Podemos classificar os casquilhos em casquilhos rectos (a) e casquilhos com cabeça (b, c, d).
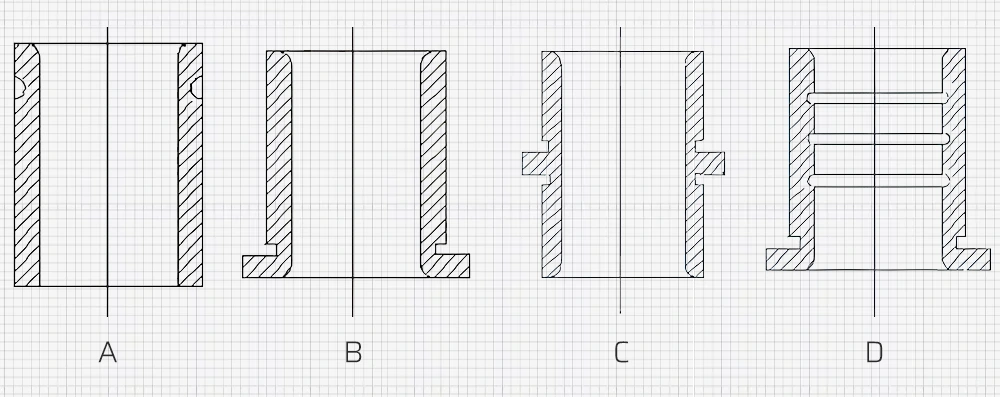
- Figura a: Bucha reta, utilizada em situações que requerem um comprimento de furo guia curto ou quando o gabarito é demasiado espesso.
- Figura b: A cabeça da extremidade é rebitada para evitar que o casquilho reto seja puxado para fora pela cavilha-guia.
- Figura c: Bucha com cabeça utilizada quando a espessura do gabarito não cumpre o requisito de comprimento do furo de guia. É necessário instalá-lo com um ajuste mais solto do que o modelo primário.
- Figura d: Casquilho ranhurado, utilizado para reduzir o atrito quando o diâmetro é grande.
Disposição no projeto do molde
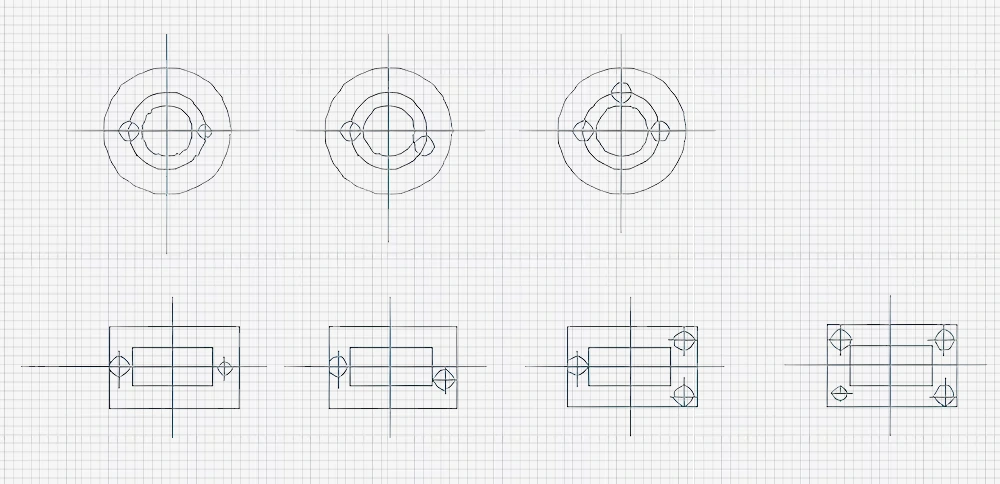
Um molde tem tipicamente 2-4 pinos guia. Os moldes pequenos ou portáteis têm normalmente 2. Os moldes médios a grandes têm 3-4, sendo 4 a configuração comum.
Para alcançar o princípio de uma direção de fecho de molde única, normalmente organizamo-las de duas formas:
- Distribuídos simetricamente, com diâmetros variáveis para um dos pinos-guia.
- Distribuídos assimetricamente, com diâmetros idênticos, mas com um pino-guia posicionado assimetricamente.
Para uma orientação estável, é preferível colocar os pinos-guia mais afastados, normalmente fora da cavidade. A distância entre a parede do furo-guia e a borda do gabarito não deve ser muito estreita, geralmente um pouco maior do que o raio do pino-guia.
Aquisição de pinos-guia e buchas
Comprados a fornecedores externos
A maioria dos fabricantes de moldes adquire pinos-guia e casquilhos como peças padrão. Isto poupa tempo, permitindo que os fabricantes se concentrem no processamento das cavidades do núcleo e dos insertos, melhorando assim a eficiência da produção. Dada a extensa indústria de fabrico da China, a cadeia de fornecimento de vários componentes de moldes está bem desenvolvida, tornando o processamento externo de pinos-guia e casquilhos acessível.
Nesses casos, os fabricantes precisam de fazer juízos precisos sobre a qualidade dos pinos-guia e dos casquilhos, concentrando-se em aspectos como:
- Qualidade do produto: A estabilidade das dimensões do produto, o acabamento da superfície e a utilização do material reflectem a qualidade do próprio molde.
- Vida útil: O número de ciclos de trabalho ou de peças produzidas que um molde pode completar, garantindo a qualidade do produto.
- Facilidade de utilização e manutenção: Conveniência de utilização, tempo mínimo de produção auxiliar e facilidade de manutenção.
- Custos de manutenção e ciclicidade: O custo e a frequência da manutenção também são considerados na avaliação da qualidade do molde.
Produzido internamente por empresas de componentes de moldes
Com base na sua forma estrutural, tamanho e requisitos de material, as pessoas podem selecionar o aço redondo adequado como peças em bruto.
Processamento de pinos-guia
Os pinos-guia utilizam normalmente aço 20, processado grosseiramente numa tornoO aço é tratado termicamente (cementado a uma profundidade de 0,8-1,2 mm, endurecido a 58-62HRC) e rectificado externamente. Para melhorar ainda mais a precisão dimensional e a rugosidade da superfície, efetuar uma retificação adicional depois de deixar uma margem de 0,01-0,015 mm após a retificação externa.
Se utilizarmos um torno para fixar e retificar pinos-guia, utilizamos normalmente uma pinça. É aplicada uma camada uniforme de abrasivo na superfície retificada e o pino-guia é equipado com um anel de retificação para movimento axial alternativo manual. O pino-guia roda circunferencialmente impulsionado pelo fuso, conseguindo a retificação. Em alternativa, utilizar um disco de lixa para produção em massa.
Processamento de buchas
Após o torneamento em bruto, deixando uma margem de retificação de 0,3 mm, os casquilhos são submetidos a um tratamento térmico (cementação a 0,8-1,2 mm de profundidade, endurecidos a 58-62 HRC) e a uma retificação interna e externa. Devido à elevada precisão e à coaxialidade necessárias para a sua correspondência, a retificação interna é efectuada em primeiro lugar, seguida da montagem com um mandril para a retificação externa. Se a retificação externa não for crítica, deve ser omitida. Quando a retificação interna deixa uma margem de 0,01-0,015 mm, pode ser necessário efetuar uma retificação adicional para obter precisão.
Personalização de pinos-guia e buchas
Ao encomendar pinos-guia e casquilhos personalizados, as empresas de moldes devem considerar o seguinte:
1. Seleção de materiais
Os pinos-guia e os casquilhos são normalmente feitos de metais como o aço-carbono, aço-liga ou aço inoxidável. A escolha do material deve ter em conta o ambiente de trabalho e a frequência de utilização, favorecendo materiais com elevada dureza, resistência ao desgaste e resistência à corrosão.
2. Precisão dimensional
As encomendas personalizadas devem respeitar rigorosamente a exatidão dimensional especificada nos desenhos. A elevada precisão é essencial para evitar problemas de montagem e de utilização.
3. Precisão de processamento
A precisão do processamento de pinos-guia e casquilhos afecta diretamente o seu ajuste e vida útil. A maquinação de alta precisão é especialmente crítica em áreas como a eletrónica e a ótica.
4. Qualidade da superfície
A elevada qualidade da superfície é necessária para a longevidade e eficácia. Os tratamentos de superfície devem evitar a corrosão e os danos, mantendo o desempenho dos componentes.
5. Método de lubrificação
Métodos de lubrificação adequados melhoram a resistência ao deslizamento e ao desgaste dos pinos-guia e casquilhos. Os lubrificantes especiais para moldes, conhecidos como "lubrificantes não infiltrados", garantem uma durabilidade a longo prazo.
6. Manutenção
A manutenção, limpeza e lubrificação regulares são essenciais para manter a precisão e o desempenho.
Montagem de pinos-guia e buchas
Na conceção e montagem, devem fechar completamente antes de o punção entrar em contacto com a peça de trabalho ou de a placa de pressão entrar em contacto com a peça de trabalho. Assegure-se de que existe um espaço de 10-15 mm entre o topo do pino guia e a superfície superior do porta-molde. Após a montagem, deve permanecer uma folga de 2-3 mm entre o pino guia e a superfície inferior da base do molde e entre a extremidade superior do casquilho e a superfície superior da base do molde.
Para peças simétricas, diferentes diâmetros ou posições dos pinos-guia evitam erros de direção durante a montagem. Grandes pressões laterais requerem almofadas de impulso na base do molde para evitar que os pinos-guia e os casquilhos suportem forças laterais. As buchas devem ter orifícios de ventilação para libertar o ar preso.
Conclusão
Isto conclui a discussão sobre pinos-guia e buchas. A FirstMold é uma empresa profissional de moldes e injeção com pessoal experiente e conhecedor de todos os pormenores. Se desejar discutir o conhecimento da indústria, contacte-nos em [email protected]. Para necessidades de produção e fabrico de peças, clique na ligação para enviar os seus requisitos.











