

Formy wtryskowe mają ważny system prowadzący, składający się głównie z kołków prowadzących i tulei prowadzących. Jako urządzenia prowadzące, wymagają one uwagi podczas zakupu (lub produkcji), projektowania i montażu.
Ten artykuł zawiera szczegółowe wprowadzenie do sworzni prowadzących i tulei prowadzących. Entuzjaści form z przyjemnością zachowają go do wglądu.

Czym są kołki prowadzące i tuleje prowadzące w formach?
Kołki prowadzące i tuleje prowadzące są powszechnie stosowanymi precyzyjnymi elementami montażowymi w produkcji form. Służą one głównie do pozycjonowania i wsparcia podczas przetwarzania. Kołki prowadzące są zwykle długimi, podobnymi do pasków częściami o różnych kształtach, ale generalnie są cylindryczne lub kwadratowe. Tuleje prowadzące są tulejami dla sworzni prowadzących i również mają różne kształty.


Metody montażu sworzni prowadzących i tulei prowadzących
Istnieje wiele metod montażu, z których najpopularniejsze to pasowanie z luzem i pasowanie z wciskiem. Pasowanie z luzem pozostawia pewną szczelinę między sworzniem prowadzącym a tuleją, aby zmniejszyć odkształcenia spowodowane rozszerzalnością cieplną i kurczeniem się. Pasowanie z wciskiem polega na ścisłym kontakcie z naciskiem między sworzniem prowadzącym a tuleją, zapewniając solidniejsze podparcie i pozycjonowanie.
Funkcje sworzni prowadzących i tulei prowadzących
Pełnią one przede wszystkim dwie funkcje w obróbce skrawaniem:
Pozycjonowanie: Dzięki precyzyjnemu przetwarzaniu i dopasowywaniu zapewniają dokładne pozycjonowanie, umożliwiając obróbkę i przenoszenie przetwarzanych części zgodnie z wcześniej ustalonymi pozycjami.
Zapobieganie drganiom: Podczas obróbki skrawaniem wibracje i wstrząsy często powodują drgania i odchylenia części. Dopasowanie między nimi zapobiega temu zjawisku, zapewniając dokładność i jakość obróbki.
Rodzaje sworzni prowadzących i tulei
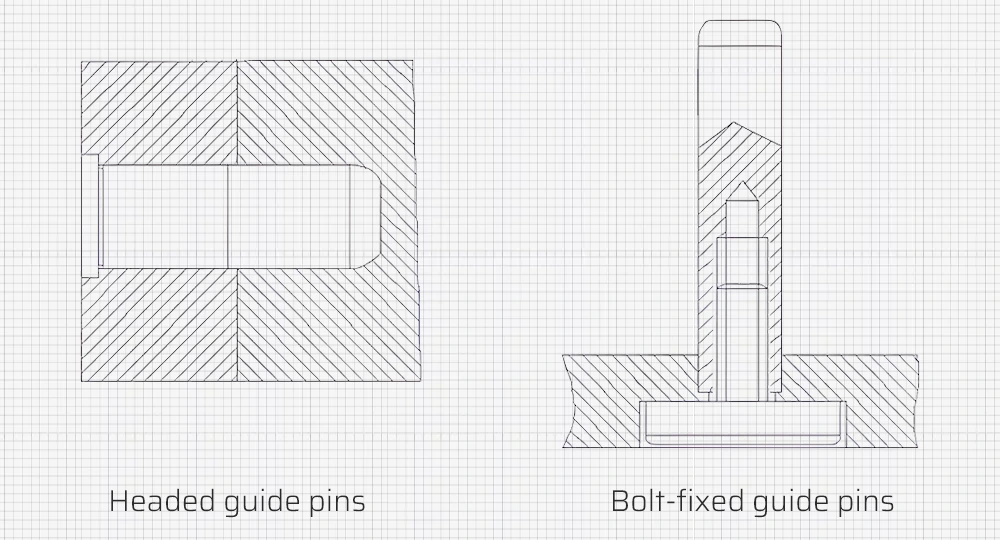
Typowe sworznie prowadzące obejmują sworznie prowadzące z łbem i sworznie prowadzące mocowane śrubami.
Tuleje można podzielić na proste (a) i z główką (b, c, d).
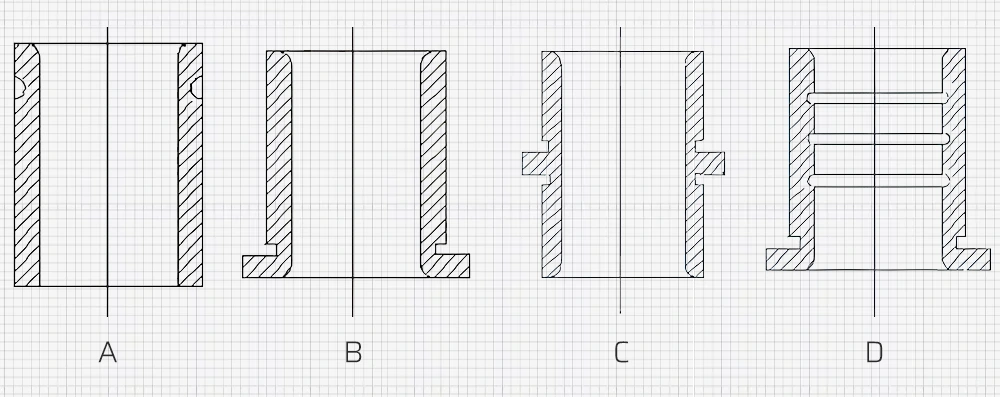
- Rysunek a: Tuleja prosta, używana w sytuacjach wymagających krótkiego otworu prowadzącego lub gdy szablon jest zbyt gruby.
- Rysunek b: Głowica końcowa jest nitowana, aby zapobiec wyciągnięciu prostej tulei przez trzpień prowadzący.
- Rysunek c: Tuleja z główką używana, gdy grubość szablonu nie spełnia wymagań dotyczących długości otworu prowadzącego. Musimy zainstalować go z luźniejszym dopasowaniem niż główny szablon.
- Rysunek d: Tuleja rowkowana, stosowana w celu zmniejszenia tarcia, gdy średnica jest duża.
Rozmieszczenie w projekcie formy
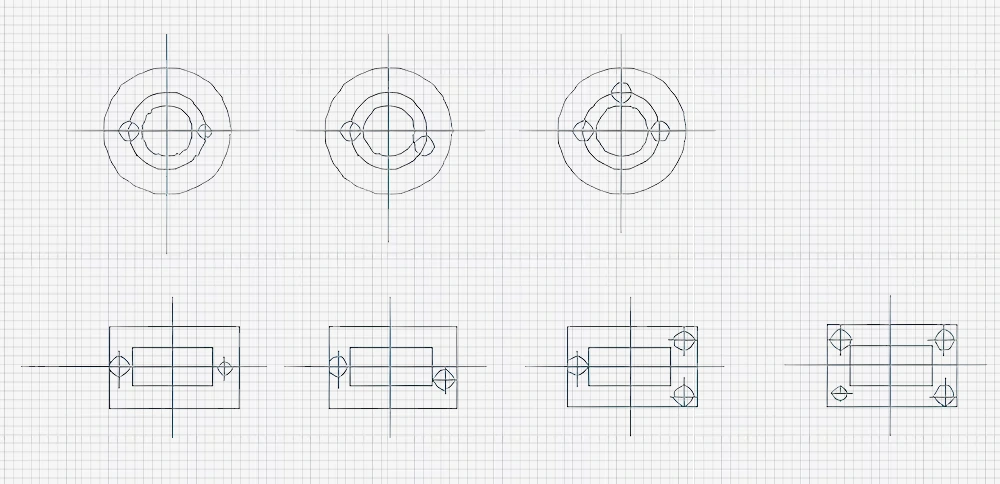
Forma ma zazwyczaj 2-4 kołki prowadzące. Małe lub przenośne formy mają zwykle 2. Średnie i duże formy mają 3-4, przy czym 4 są powszechną konfiguracją.
Aby osiągnąć zasadę unikalnego kierunku zamykania formy, zwykle układamy je na dwa sposoby:
- Symetrycznie rozmieszczone, o różnych średnicach dla jednego z kołków prowadzących.
- Asymetrycznie rozmieszczone, o identycznych średnicach, ale z jednym trzpieniem prowadzącym umieszczonym asymetrycznie.
Aby zapewnić stabilne prowadzenie, zaleca się umieszczenie kołków prowadzących dalej od siebie, zwykle poza wgłębieniem. Odległość od ścianki otworu prowadzącego do krawędzi szablonu nie powinna być zbyt mała, zazwyczaj nieco większa niż promień kołka prowadzącego.
Zakup sworzni prowadzących i tulei
Zakupione od dostawców zewnętrznych
Większość producentów form kupuje sworznie prowadzące i tuleje jako części standardowe. Oszczędza to czas, pozwalając producentom skupić się na przetwarzaniu wnęk rdzenia i wkładek, poprawiając w ten sposób wydajność produkcji. Biorąc pod uwagę rozległy chiński przemysł produkcyjny, łańcuch dostaw różnych komponentów form jest dobrze rozwinięty, dzięki czemu zewnętrzne przetwarzanie sworzni prowadzących i tulei jest przystępne cenowo.
W takich przypadkach producenci muszą dokonywać dokładnych ocen jakości sworzni prowadzących i tulei, koncentrując się na takich aspektach jak:
- Jakość produktu: Stabilność wymiarów produktu, wykończenie powierzchni i wykorzystanie materiału odzwierciedlają jakość samej formy.
- Żywotność: Liczba cykli roboczych lub wyprodukowanych części, które forma może wykonać przy jednoczesnym zapewnieniu jakości produktu.
- Łatwość użytkowania i konserwacji: Wygoda użytkowania, minimalny czas produkcji pomocniczej i łatwość konserwacji.
- Koszty utrzymania i cykliczność: Koszt i częstotliwość konserwacji są również brane pod uwagę przy ocenie jakości formy.
Produkowane we własnym zakresie przez firmy produkujące komponenty form
W oparciu o kształt strukturalny, rozmiar i wymagania materiałowe, ludzie mogą wybrać odpowiednią stal okrągłą jako półfabrykaty.
Przetwarzanie kołków prowadzących
Kołki prowadzące zazwyczaj wykorzystują stal 20, z grubsza przetworzoną na tokarkaPoddane obróbce cieplnej (nawęglane do głębokości 0,8-1,2 mm, hartowane do 58-62 HRC) i zewnętrznie szlifowane. Aby jeszcze bardziej poprawić dokładność wymiarową i chropowatość powierzchni, należy wykonać dodatkowe szlifowanie po pozostawieniu marginesu 0,01-0,015 mm po szlifowaniu zewnętrznym.
W przypadku korzystania z tokarki do mocowania i szlifowania kołków prowadzących, zwykle używamy zacisku. Jednolita warstwa materiału ściernego jest nakładana na szlifowaną powierzchnię, a trzpień prowadzący jest wyposażony w pierścień szlifierski do ręcznego osiowego ruchu posuwisto-zwrotnego. Trzpień prowadzący obraca się obwodowo napędzany przez wrzeciono, uzyskując szlifowanie. Alternatywą jest użycie tarczy szlifierskiej do produkcji masowej.
Przetwarzanie tulei
Po toczeniu zgrubnym, pozostawiającym margines szlifowania 0,3 mm, tuleje poddawane są obróbce cieplnej (nawęglanie na głębokość 0,8-1,2 mm, hartowanie do 58-62 HRC) oraz szlifowaniu wewnętrznemu i zewnętrznemu. Ze względu na wysoką precyzję i współosiowość wymaganą do ich dopasowania, najpierw wykonuje się szlifowanie wewnętrzne, a następnie mocowanie za pomocą trzpienia do szlifowania zewnętrznego. Jeśli szlifowanie zewnętrzne nie jest krytyczne, należy je pominąć. Gdy szlifowanie wewnętrzne pozostawia margines 0,01-0,015 mm, może być konieczne dalsze honowanie w celu uzyskania precyzji.
Dostosowywanie sworzni prowadzących i tulei
Przy zamawianiu sworzni prowadzących i tulei na zamówienie, firmy produkujące formy powinny wziąć pod uwagę następujące kwestie:
1. Wybór materiału
Trzpienie prowadzące i tuleje są zazwyczaj wykonane z metali takich jak stal węglowa, stal stopowa lub stal nierdzewna. Wybór materiału powinien uwzględniać środowisko pracy i częstotliwość użytkowania, preferując materiały o wysokiej twardości, odporności na zużycie i korozję.
2. Precyzja wymiarów
Zamówienia niestandardowe muszą ściśle przestrzegać dokładności wymiarowej określonej na rysunkach. Wysoka precyzja jest niezbędna, aby uniknąć problemów z montażem i użytkowaniem.
3. Precyzja przetwarzania
Precyzja obróbki sworzni prowadzących i tulei ma bezpośredni wpływ na ich dopasowanie i żywotność. Precyzyjna obróbka jest szczególnie istotna w takich dziedzinach jak elektronika i optyka.
4. Jakość powierzchni
Wysoka jakość powierzchni jest niezbędna dla długowieczności i skuteczności. Obróbka powierzchni powinna zapobiegać korozji i uszkodzeniom, utrzymując wydajność komponentów.
5. Metoda smarowania
Odpowiednie metody smarowania zwiększają odporność na poślizg i zużycie sworzni prowadzących i tulei. Specjalne smary do form, znane jako "smary bez wycieków", zapewniają długoterminową trwałość.
6. Konserwacja
Regularna konserwacja, czyszczenie i smarowanie są niezbędne do utrzymania dokładności i wydajności.
Montaż sworzni prowadzących i tulei
Podczas projektowania i montażu muszą się one całkowicie zamknąć, zanim stempel dotknie przedmiotu obrabianego lub płyta dociskowa dotknie przedmiotu obrabianego. Należy zapewnić odstęp 10-15 mm między górną częścią sworznia prowadzącego a górną powierzchnią podstawy formy. Po montażu, pomiędzy sworzniem prowadzącym a dolną powierzchnią dolnej podstawy formy oraz pomiędzy górnym końcem tulei a górną powierzchnią górnej podstawy formy powinna pozostać szczelina 2-3 mm.
W przypadku symetrycznych przedmiotów obrabianych, różne średnice lub pozycje sworzni prowadzących pozwalają uniknąć błędów kierunku podczas montażu. Duże naciski boczne wymagają podkładek oporowych na podstawie formy, aby zapobiec przenoszeniu sił bocznych przez sworznie prowadzące i tuleje. Tuleje powinny mieć otwory wentylacyjne do uwalniania uwięzionego powietrza.
Wnioski
Na tym kończymy dyskusję na temat sworzni prowadzących i tulei. FirstMold to profesjonalna firma zajmująca się formowaniem i wtryskiem z doświadczonym personelem znającym każdy szczegół. Jeśli chcesz omówić wiedzę branżową, skontaktuj się z nami pod adresem [email protected]. W przypadku produkcji części i potrzeb produkcyjnych kliknij łącze, aby przesłać swoje wymagania.











