

Les moules d'injection sont dotés d'un important système de guidage, composé principalement de broches et de douilles de guidage. En tant que dispositifs de guidage, ils doivent faire l'objet d'une attention particulière lors de l'achat (ou de la fabrication), de la conception et de l'assemblage.
Cet article présente en détail les goupilles de guidage et les douilles de guidage. Les passionnés de moulage pourront le conserver comme référence.

Que sont les goupilles de guidage et les douilles de guidage dans les moules ?
Les goupilles et les douilles de guidage sont des composants d'ajustement de précision couramment utilisés dans la fabrication de moules. Ils servent principalement à positionner et à soutenir les pièces pendant le processus. Les goupilles de guidage sont généralement de longues pièces en forme de bande aux formes variées, mais elles sont généralement cylindriques ou carrées. Les douilles de guidage sont les manchons des goupilles de guidage et se présentent également sous différentes formes.


Méthodes de montage des goupilles de guidage et des douilles de guidage
Il existe plusieurs méthodes de montage, les plus courantes étant l'ajustement par jeu et l'ajustement par interférence. L'ajustement par jeu laisse un certain espace entre l'axe de guidage et la bague afin de réduire la déformation causée par la dilatation et la contraction thermiques. L'ajustement par interférence implique un contact étroit avec la pression entre l'axe de guidage et la bague, offrant un support et un positionnement plus robustes.
Fonctions des axes de guidage et des douilles de guidage
Ils remplissent principalement deux fonctions dans l'usinage :
Positionnement : Grâce à un traitement et à un appariement précis, ils assurent un positionnement exact, ce qui permet d'usiner et de manipuler les pièces à traiter en fonction de positions prédéterminées.
Prévention de la gigue : Dans le domaine de l'usinage, les vibrations et les chocs sont souvent à l'origine de l'instabilité et de la déviation des pièces. L'ajustement entre les deux pièces empêche cela, garantissant ainsi la précision et la qualité de l'usinage.
Types de goupilles de guidage et de bagues
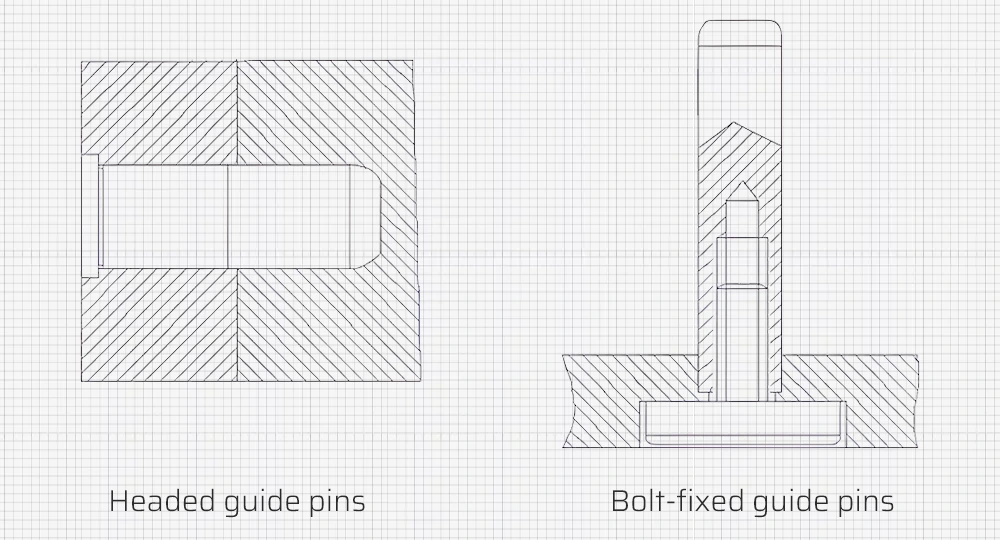
Les goupilles de guidage les plus courantes sont les goupilles de guidage à tête et les goupilles de guidage fixées par boulon.
Nous pouvons classer les bagues en deux catégories : les bagues droites (a) et les bagues à tête (b, c, d).
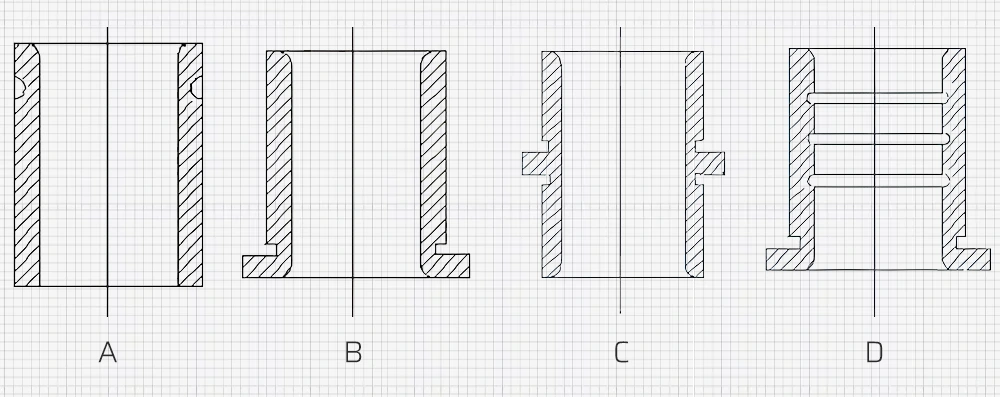
- Figure a : Douille droite, utilisée dans les situations nécessitant une faible longueur de trou de guidage ou lorsque le gabarit est trop épais.
- Figure b : La tête d'extrémité est rivetée pour éviter que la douille droite ne soit arrachée par la goupille de guidage.
- Figure c : Douille à tête utilisée lorsque l'épaisseur du gabarit ne répond pas à l'exigence de longueur du trou de guidage. Nous devons l'installer avec un ajustement plus lâche que le gabarit primaire.
- Figure d : Bague rainurée, utilisée pour réduire le frottement lorsque le diamètre est important.
Arrangement dans la conception du moule
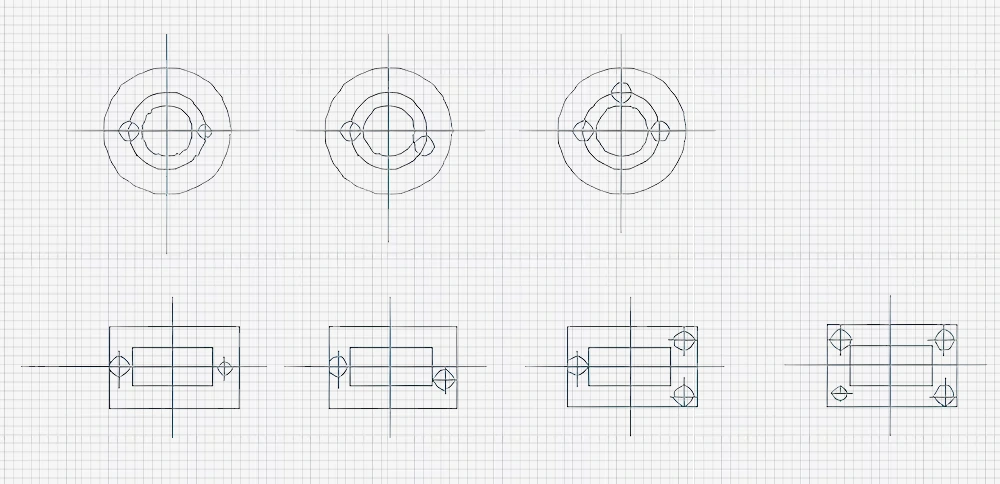
Un moule comporte généralement 2 à 4 broches de guidage. Les moules de petite taille ou portables en ont généralement 2. Les moules de taille moyenne à grande en ont 3 à 4, 4 étant la configuration la plus courante.
Pour respecter le principe d'une direction unique de fermeture des moules, nous les disposons généralement de deux manières :
- Répartition symétrique, avec des diamètres variables pour l'une des broches de guidage.
- Répartition asymétrique, avec des diamètres identiques mais une broche de guidage positionnée de manière asymétrique.
Pour un guidage stable, il est préférable de placer les broches de guidage plus loin les unes des autres, généralement à l'extérieur de la cavité. La distance entre la paroi du trou de guidage et le bord du gabarit ne doit pas être trop proche, elle est généralement légèrement supérieure au rayon de la broche de guidage.
Acquisition de goupilles de guidage et de bagues
Achats auprès de fournisseurs externes
La plupart des fabricants de moules achètent des goupilles de guidage et des douilles en tant que pièces standard. Ils gagnent ainsi du temps, ce qui leur permet de se concentrer sur le traitement des cavités centrales et des inserts, améliorant ainsi l'efficacité de la production. Compte tenu de l'étendue de l'industrie manufacturière chinoise, la chaîne d'approvisionnement des différents composants des moules est bien développée, ce qui rend le traitement externe des tiges de guidage et des bagues abordable.
Dans ce cas, les fabricants doivent juger avec précision de la qualité des axes de guidage et des bagues, en se concentrant sur certains aspects :
- Qualité du produit : La stabilité des dimensions du produit, la finition de la surface et l'utilisation des matériaux reflètent la qualité du moule lui-même.
- Durée de vie : Nombre de cycles de travail ou de pièces produites qu'un moule peut réaliser tout en garantissant la qualité du produit.
- Facilité d'utilisation et d'entretien : Commodité d'utilisation, temps de production auxiliaire minimal et facilité d'entretien.
- Coûts de maintenance et cyclicité : Le coût et la fréquence de l'entretien sont également pris en compte dans l'évaluation de la qualité des moules.
Produit en interne par des entreprises de composants de moules
En fonction de leur forme structurelle, de leur taille et de leurs exigences en matière de matériaux, les gens peuvent sélectionner l'acier rond approprié sous forme de flans.
Traitement des broches de guidage
Les goupilles de guidage utilisent généralement de l'acier 20, grossièrement traité sur un tourL'acier est ensuite traité thermiquement (cémentation à une profondeur de 0,8-1,2 mm, durcissement à 58-62HRC) et rectifié extérieurement. Pour améliorer encore la précision dimensionnelle et la rugosité de la surface, effectuez un meulage supplémentaire après avoir laissé une marge de 0,01-0,015 mm après le meulage externe.
Si l'on utilise un tour pour serrer et rectifier les broches de guidage, on utilise généralement une pince. Une couche uniforme d'abrasif est appliquée sur la surface rectifiée et la broche de guidage est équipée d'une bague de rectification pour un mouvement de va-et-vient axial manuel. La broche de guidage tourne sur sa circonférence, entraînée par la broche, ce qui permet de réaliser le meulage. Il est également possible d'utiliser un disque de meulage pour la production de masse.
Traitement des bagues
Après un tournage grossier, laissant une marge de rectification de 0,3 mm, les douilles subissent un traitement thermique (cémentation de 0,8 à 1,2 mm de profondeur, durcissement à 58-62 HRC) et une rectification interne et externe. En raison de la haute précision et de la coaxialité requises pour l'appariement, la rectification interne est effectuée en premier, suivie de l'installation d'un mandrin pour la rectification externe. Si la rectification externe n'est pas critique, elle peut être omise. Lorsque la rectification interne laisse une marge de 0,01-0,015 mm, il peut être nécessaire de procéder à un honage supplémentaire pour plus de précision.
Personnalisation des goupilles de guidage et des douilles
Lorsqu'elles commandent des axes de guidage et des bagues sur mesure, les entreprises de moulage doivent tenir compte des éléments suivants :
1. Sélection des matériaux
Les axes de guidage et les bagues sont généralement fabriqués à partir de métaux tels que l'acier au carbone, l'acier allié ou l'acier inoxydable. Le choix du matériau doit tenir compte de l'environnement de travail et de la fréquence d'utilisation, en privilégiant les matériaux présentant une dureté, une résistance à l'usure et une résistance à la corrosion élevées.
2. Précision dimensionnelle
Les commandes personnalisées doivent respecter strictement la précision dimensionnelle spécifiée dans les dessins. Une grande précision est essentielle pour éviter les problèmes d'assemblage et d'utilisation.
3. Précision de la transformation
La précision de l'usinage des broches de guidage et des douilles a une incidence directe sur leur ajustement et leur durée de vie. L'usinage de haute précision est particulièrement important dans des domaines tels que l'électronique et l'optique.
4. Qualité de la surface
Une qualité de surface élevée est nécessaire pour assurer la longévité et l'efficacité des produits. Les traitements de surface doivent prévenir la corrosion et les dommages, afin de maintenir les performances des composants.
5. Méthode de lubrification
Des méthodes de lubrification appropriées améliorent la résistance au glissement et à l'usure des axes de guidage et des bagues. Des lubrifiants spéciaux pour moules, connus sous le nom de "lubrifiants sans suintement", garantissent une durabilité à long terme.
6. L'entretien
Un entretien, un nettoyage et une lubrification réguliers sont essentiels pour maintenir la précision et les performances.
Assemblage des goupilles de guidage et des bagues
Lors de la conception et de l'assemblage, ils doivent se fermer complètement avant que le poinçon n'entre en contact avec la pièce à usiner ou que la plaque de pression n'entre en contact avec la pièce à usiner. Veillez à ce qu'il y ait un espace de 10 à 15 mm entre le haut de la broche de guidage et la surface de la base supérieure du moule. Après l'assemblage, un espace de 2 à 3 mm doit subsister entre la tige de guidage et la surface inférieure de la base du moule et entre l'extrémité supérieure de la douille et la surface supérieure de la base du moule.
Pour les pièces symétriques, des diamètres ou des positions différents pour les goupilles de guidage permettent d'éviter les erreurs de direction lors de l'assemblage. Les pressions latérales importantes nécessitent des patins de poussée sur la base du moule pour éviter que les broches de guidage et les bagues ne supportent des forces latérales. Les bagues doivent être munies de trous d'aération pour évacuer l'air emprisonné.
Conclusion
Ceci conclut la discussion sur les goupilles de guidage et les bagues. FirstMold est une entreprise professionnelle de moulage et d'injection dont le personnel expérimenté connaît tous les détails. Si vous souhaitez discuter des connaissances de l'industrie, contactez-nous à l'adresse suivante [email protected]. Pour les besoins de production de pièces et de fabrication, cliquez sur le lien pour soumettre vos besoins.











