
Elektroden werden häufig bei der Bearbeitung von Formen eingesetzt. Sie dienen als Werkzeug für die Funkenbearbeitung bei der Funkenerosion (EDM), die hauptsächlich für die Bearbeitung von Hohlräumen in Formen verwendet wird.
Was ist eine Elektrode?
Elektroden sind Werkzeuge, die für die Funkenbearbeitung verwendet werden. Bei der Formenbearbeitung sind einige Teile entweder zu komplex oder haben kleine Innenwinkel und Verrundungen, die mit herkömmlichen Werkzeugen nicht erreicht werden können. Oder wenn das Werkstück aufgrund einer zu großen Werkzeuglänge nicht bearbeitet werden kann, werden Elektroden für die Funkenerosion verwendet.
Materialien für Elektroden
1. Rotes Kupfer
Rotkupfer ist weithin verfügbar und hat eine gute elektrische Leitfähigkeit. Es kann unter schwierigen Bedingungen stabil verarbeitet werden, ohne dass leicht ein elektrischer Lichtbogen entsteht, und mit minimalem Verarbeitungsverlust. Durch Feinbearbeitung kann eine hohe Präzision mit einer Oberflächenrauhigkeit von besser als Ra1,25μm erreicht werden. Das Verfahren kann scharfe Kanten und filigrane Formen erhalten.
Seine mechanische Bearbeitungsleistung ist jedoch schlechter als die von Graphit, und es ist schwer zu schleifen. Es hat eine niedrige mechanische Festigkeit, was für das Einspannen, Einstellen und die Aufrechterhaltung einer stabilen Bearbeitung im Laufe der Zeit nicht förderlich ist. Seine hohe Dichte erhöht die Belastung des Bearbeitungsvorschubs und die Anforderungen an das System, so dass es für den Einbau und die Einstellung der Elektroden ungünstig ist.

2. Graphit
Im Vergleich zu roten Kupferelektroden hat Graphit mehrere Vorteile:
1). geringerer Elektrodenverschleiß (1/5 bis 1/3 des Verschleißes von Rotkupfer bei der Grobbearbeitung).
2). Schnellere Bearbeitungsgeschwindigkeiten (etwa 1,5- bis 3-mal so hoch wie bei Rotkupfer).
3). Bessere Bearbeitbarkeit mit einer Schnittfestigkeit, die ein Viertel der von Rotkupfer beträgt.
4). Doppelte Verarbeitungseffizienz, geringeres Gewicht (1/5 des Gewichts von Rotkupfer), geeignet für große Elektroden.
5). Hohe Temperaturbeständigkeit und niedriger Wärmeausdehnungskoeffizient (etwa 1/4 des roten Kupfers).
Zu seinen Nachteilen gehören Sprödigkeit (die durch Einweichen in Arbeitsflüssigkeit verringert werden kann), Anfälligkeit für Beschädigungen, Neigung zu Lichtbogenverbrennungen und größere Verluste bei der Präzisionsbearbeitung mit einer Oberflächenrauhigkeit von nur bis zu Ra2,5μm. Lässt sich nicht leicht zu dünnen Platten oder scharfen Kanten formen.

3. Kupfer-Wolfram- und Silber-Wolfram-Legierungen
Kupfer-Wolfram-Elektroden, aufgrund ihrer hohen Wärmeleitfähigkeit, geringe Verlustrate, geringe Wärmeausdehnung. Außerdem ist der hohe Schmelzpunkt von Wolfram weit verbreitet in Schimmel Stahl und Hartmetall Werkstücke sowie in der Präzisionsbearbeitung verwendet. Kupfer-Wolfram- und Silber-Wolfram-Legierungen haben eine vergleichbare Bearbeitbarkeit, eine gute Verarbeitungsstabilität und einen geringen Elektrodenverlust, sind aber teuer und kosten etwa 40 bzw. 100 Mal so viel wie Kupfer.
4. Messing
Messingelektroden haben einen höheren Verschleiß und langsamere Bearbeitungsgeschwindigkeiten als Rotkupfer, weisen aber weniger Kurzschlüsse während der Entladung auf und ermöglichen eine stabile Bearbeitung. Gegenwärtig werden Messingelektroden im Allgemeinen nicht für die Erodierformgebung verwendet, aber sie werden immer noch beim Drahtschneiden mit niedriger Geschwindigkeit eingesetzt.
5. Stahl
Stahl wird wegen seiner guten Bearbeitbarkeit als Elektrodenmaterial verwendet, hat aber eine geringere Verarbeitungsstabilität. Bei der Bearbeitung von Stahlwerkzeugen liegt die Bearbeitungsgeschwindigkeit bei 1/3 bis 1/2 der Geschwindigkeit von Rotkupfer, und die Verschleißrate der Elektrode beträgt 15% bis 20%, wodurch keine geringen Verluste erzielt werden können.
Fasst man die Anwendungsmerkmale dieser gängigen Elektrodenwerkstoffe zusammen, so sollten die Elektrodenwerkstoffe für die Funkenerosion die folgenden grundlegenden Leistungsanforderungen erfüllen:
- Hoher Schmelzpunkt: Je höher der Schmelzpunkt des Elektrodenmaterials ist, desto geringer ist der relative Elektrodenverlust.
- Gute Wärmeleitfähigkeit, die eine schnelle Ableitung der durch die Entladung erzeugten Wärme ermöglicht, wodurch die Isolationseigenschaften des Bearbeitungsmediums schnell wiederhergestellt werden und das Auftreten von Lichtbogenverbrennungen verhindert wird.
- Gute elektrische Leitfähigkeit, die die Ionisierung erleichtert und die Grundvoraussetzungen für die Entladung erfüllt.
- Niedriger thermischer Ausdehnungskoeffizient, wodurch die Elektrodengröße während des Erodierens stabil bleibt und die Präzision der Bearbeitung gewährleistet wird.
- Gute mechanische Eigenschaften, leicht zu bearbeiten und mit guter Verformungsbeständigkeit.

Demontage von Elektroden
Die Bearbeitungsmethoden für Elektroden umfassen in der Regel CNC-Fräsen oder Drahtschneiden. Wenn Elektroden komplexe konkave und konvexe Oberflächen haben, ist CNC-Fräsen erforderlich. Manchmal kann eine Elektrode nicht als Ganzes bearbeitet werden und muss für die Bearbeitung in zwei oder mehr Teile geteilt werden. Dieses Verfahren, bei dem die Elektroden in verschiedene Teile zerlegt werden, um die Entladungsbearbeitung für verschiedene Teile der Form durchzuführen, wird als Zerlegen der Elektroden bezeichnet.
Zweck der Demontage von Elektroden
Bei der Herstellung von Kunststoffformen ist EDM (Electrical Discharge Machining) fast unverzichtbar. Die Bearbeitungsgeschwindigkeit der Funkenerosion wirkt sich direkt auf den Zyklus, die Qualität und die Kosten der Formenherstellung aus. Daher sind eine detaillierte Analyse und eine rationelle Demontage der Elektroden (Kupferelektroden) unerlässlich. Die Qualität der Demontage bestimmt direkt das Niveau der Formherstellung, die Bearbeitungsgeschwindigkeit, die Herstellungskosten und sogar die Gesamtstruktur der Form. Die Fähigkeit, Elektroden zu demontieren, spiegelt das umfassende Niveau der Werkzeugkonstrukteure, die Korrektheit des strukturellen Denkens und das Niveau der Bearbeitungstechnologie wider. Eine rationelle Demontage von Elektroden kann die folgenden Auswirkungen haben:
- Vereinfachen Sie die Bearbeitung von Gussformen.
- Verbessern Sie die Struktur der Form.
- Verkürzung des Herstellungszyklus von Formen.
- Verbessern Sie die Qualität der Schimmelpilze.
- Verbessern Sie die Maßhaltigkeit von Formkernen und Kavitäten.
- Sparen Sie bei den Kosten für Elektrodenmaterial.
Prozess der Elektrodenzerlegung
Die Demontage von Elektroden ist ein wesentlicher Bestandteil der Formenbearbeitung. Die Qualität des Elektrodenausbaus wirkt sich direkt auf die Bearbeitungsgeschwindigkeit und die Qualität der Form aus. Die Konstrukteure müssen ausführlich mit Formenbauern und Erodiertechnikern kommunizieren, um Erfahrungen zu sammeln und zusammenzufassen. Auf der Grundlage der Verarbeitungsbedingungen in unserem Unternehmen sollte ein vernünftiger Demontageplan diskutiert und beschlossen werden.
1. Bestimmen Sie die Demontageposition der Elektroden
Teile, die nicht mit CNC-Maschinen bearbeitet werden können, erfordern in der Regel eine Elektrodenzerlegung, wie z. B. rechte Winkel, scharfe Winkel, schmale Nuten (wenn das Unternehmen über Hochgeschwindigkeitsmaschinen und kleinere Werkzeuge verfügt, ist die direkte Bearbeitung schmaler Nuten möglich) und Textbereiche. Bei der Elektrodenzerlegung muss das Werkstück analysiert, die Stelle der Zerlegung bestimmt und die Zerlegung auf die materialsparendste, schnellste und effektivste Weise durchgeführt werden.

2. Demontage der formgebenden Teile der Elektroden
Bei der Demontage der Formteile der Elektroden werden in der Regel Flächen extrahiert oder Differenzen berechnet, um die Form anzunähern, gefolgt von einer anschließenden Bearbeitung, um die Struktur der Elektrodenformteile zu erhalten. Bei der Demontage von Formteilen ist es wichtig, so weit wie möglich zu gehen, aber Interferenzen sollten vermieden werden, und es sollte sichergestellt werden, dass die demontierten Elektroden die erforderlichen Teile effektiv formen können.

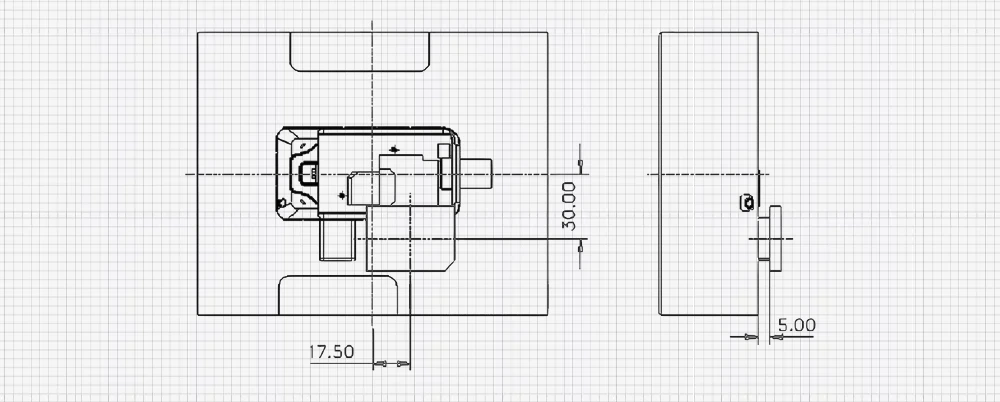
3. Zeichnen der Spülposition
Die Spülhöhe beim Erodieren wird in der Regel 2 bis 5 mm über dem höchsten Teil des Werkstücks eingestellt, um die Entfernung von Rückständen während der Erodierbearbeitung zu erleichtern. Beim Erodieren fallen viele Rückstände an, und wenn sie nicht rechtzeitig entfernt werden, können Sekundärentladungen die Elektroden beschädigen, und übermäßige Kohlenstoffablagerungen können das Werkstück beschädigen, insbesondere in tiefen Kavitäten, was zu Defekten beim Spritzgießen führt. Die Spülposition wird im Allgemeinen durch Offset-Flächen und Streckfunktionen ergänzt.

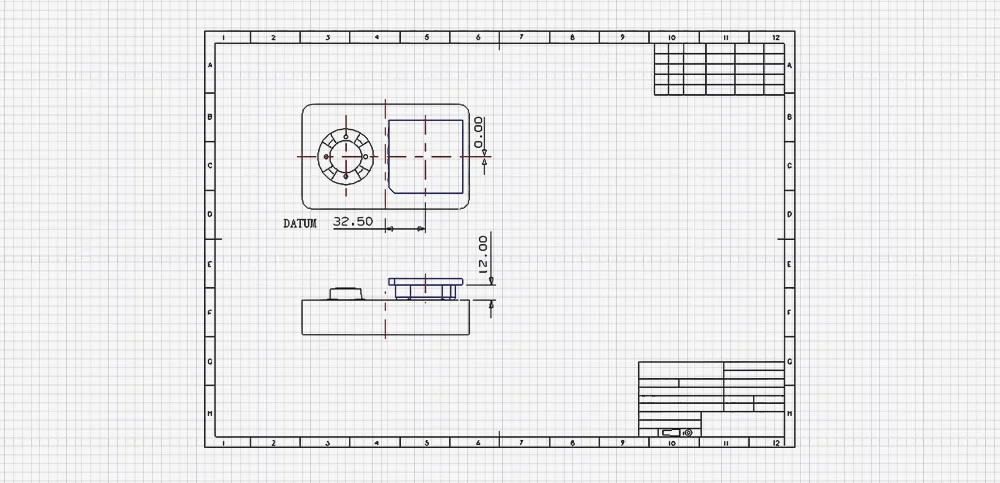
4. Zeichnen des Bezugspunkts
Der BEZUGSPUNKT der Elektrode ist sehr wichtig, da er zur Zentrierung, Kalibrierung und zum Anschlagen von Zahlen verwendet werden kann, wodurch die Genauigkeit und Korrektheit der Formteile direkt bestimmt wird. Die Außenabmessungen des Bezugspunkts sind in der Regel ganzzahlig, mit einem typischen Abstand von 3 bis 8 mm von der Kante des Bezugspunkts zur Kante des Formteils und einer Höhe von 5 bis 15 mm.

Die Methode zum Zeichnen des Bezugspunkts umfasst in der Regel zwei Ansätze:
Eine davon ist die gleichmäßige Vergrößerung entlang der Kanten der Umformteile, was zu Dezimalen von der Mitte des Bezugspunkts bis zur Mitte des Werkstücks führt.
Die andere Methode besteht darin, die Mitte des Bezugspunkts und die Mitte des Werkstücks als ganze Zahlen vorzugeben, wobei die gleichmäßige Vergrößerung der Formteilkanten nicht berücksichtigt wird, was den Vorteil hat, dass Maßfehler bei der EDM-Bearbeitung vermieden und die Fehlerwahrscheinlichkeit verringert werden. Die zweite Methode wird allgemein empfohlen.
Die Ausrichtung der Elektrode ist sehr wichtig, und verschiedene Fabriken haben unterschiedliche Darstellungsmethoden. Im Allgemeinen werden drei Ecken der Elektrode entweder abgeschrägt oder nicht, entsprechend den abgeschrägten Bezugswinkeln des Werkstücks, und dann werden Codes auf der Elektrode markiert, um zwischen groben und feinen Elektroden zu unterscheiden.

5. Elektroden-EDM-Diagramm
Das Elektroden-EDM-Diagramm dient in erster Linie dazu, den EDM-Techniker während des Betriebs anzuleiten. Die Zeichnung sollte so einfach wie möglich sein, ohne zu viele Ansichten und Abmessungen, und nur die Abmessungen für die Positionierung der Elektrode, den Erodierspalt und die Bezugsposition enthalten. Wenn diese drei Elemente vermittelt werden, ist die Zeichnung brauchbar.
Grundsätze der Elektrodenzerlegung
Die Demontage von Elektroden ist eine komplexe Aufgabe, die im Allgemeinen diesen acht Grundsätzen folgt:
- Berücksichtigen Sie die Anforderungen an das Aussehen des Produkts, damit es den technischen Spezifikationen entspricht.
- Unterscheiden Sie die Entladungsunterschiede zwischen großen und kleinen Leimpositionselektroden.
- Gründliche Prüfung und Bewertung der Schwierigkeit der Bearbeitung von Elektroden, um eine effiziente und machbare Bearbeitung im Unternehmen zu gewährleisten.
- Die Präzisionsanforderungen für jede Elektrode und jedes Teil müssen vollständig berücksichtigt und differenziert werden, um ein blindes Streben nach hohen Standards zu vermeiden und den Einsatz verschiedener Arten von Bearbeitungsmaschinen effektiv zu koordinieren.
- Ziel ist es, die Herstellungskosten von Formen zu senken. Die Kosten sind der wichtigste Indikator für die Verarbeitung von Formen. Nur eine vernünftige Demontage von Elektroden kann den wirtschaftlichen Nutzen maximieren.
- Berücksichtigen Sie die Anordnung und Auswirkung von Bearbeitungsprozessen vollständig. Nur mit einer rationellen Prozessanordnung lässt sich der gesamte Formensatz gut, schnell und wirtschaftlich herstellen.
- Stimmen Sie die verschiedenen Bearbeitungsprozesse und die Gesamtbearbeitungsgeschwindigkeit ab. Berücksichtigen Sie für den gesamten Formensatz Elektroden für feste Formen, bewegliche Formen, Schieber, schräge Schubstangen und Einsätze, und gleichen Sie diese bei der Demontage global aus.
- Soweit es die Umstände erlauben, sollten menschliche Fehler während des Bearbeitungsprozesses minimiert werden.
Überlegungen zur Demontage von Elektroden
Bei der Demontage der Elektroden sind die Durchführbarkeit, die Praktikabilität, die Unverformbarkeit, die Bequemlichkeit der Verarbeitung, die Kosten und das ästhetische Aussehen der Elektroden zu berücksichtigen. Je weniger Elektroden demontiert werden, desto besser.
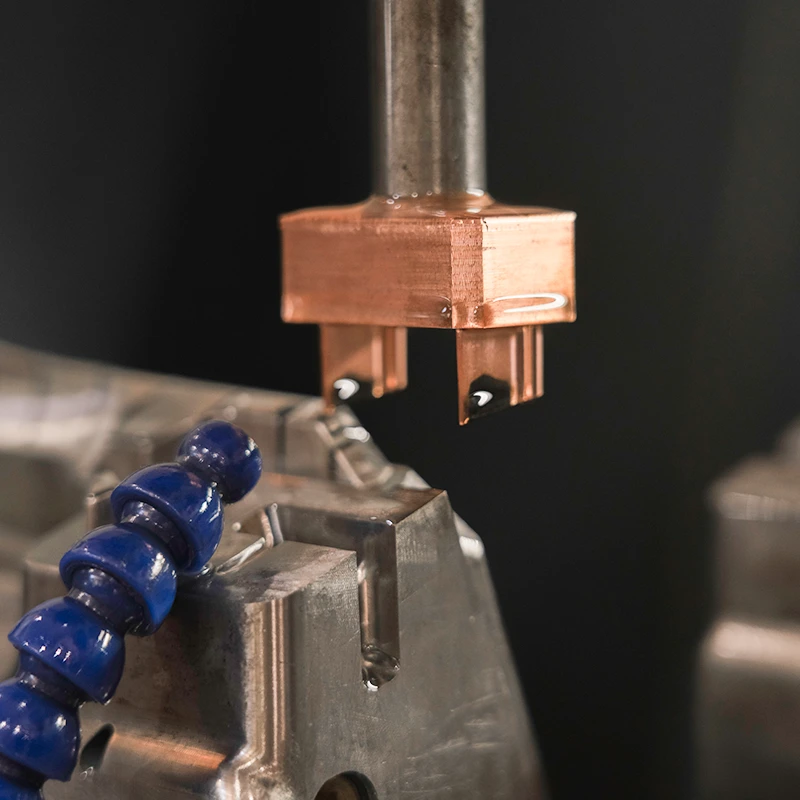
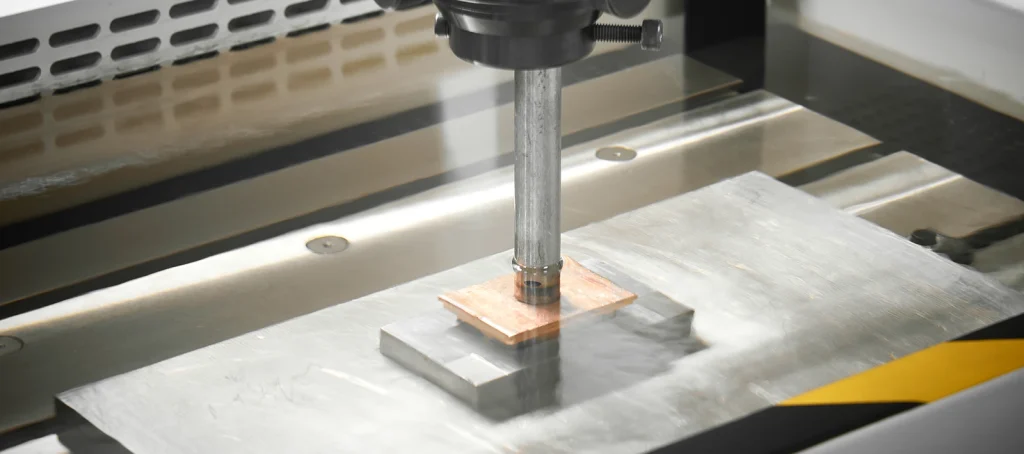
1. Entwurf und Herstellung ganzer Elektroden
Wann immer möglich, sollten Sie ganze Elektroden zerlegen. Berücksichtigen Sie jedoch die Machbarkeit der Verarbeitung und versuchen Sie, sie in einem Schritt durchzuführen. Wenn dies nicht möglich ist, zerlegen Sie die Elektroden in mehrere Teile. Einige ganze Elektroden sind speziell und erfordern mehrere Bearbeitungsschritte, wie die in der Abbildung unten gezeigten, bei denen CNC-Fräsen, Drahtschneiden und Elektrodenkorrosionsverfahren zum Einsatz kommen. Diese Elektroden müssen in der Regel der Produktpräzision entsprechen, und ihre Zerlegung in mehrere Elektroden kann zu Verbindungsstellen führen, was die Gewährleistung der Produktpräzision erschwert.
2. Einzelne Elektroden demontieren
Nach der Demontage müssen die Elektroden bearbeitbar sein. Manchmal sind ganze Elektroden schwer zu bearbeiten, haben unerreichbare tote Ecken oder erfordern zu lange oder zu kleine Werkzeuge, so dass es sinnvoll ist, die Demontage einer zusätzlichen Elektrode in Betracht zu ziehen. Manchmal werden lokale Reinigungselektroden benötigt, deren Bearbeitung nicht schwierig ist, aber es ist wichtig, die Offsets und Kalibrierungsstandards der Funkenerosion genau zu kennen. Bei der CNC-Bearbeitung ist es schwierig, die eingekreisten Bereiche im Formkern direkt zu bearbeiten, und es ist auch schwierig, eine einzelne Elektrode für die Funkenerosion zu konstruieren und zu bearbeiten. Das Zerlegen der Elektrode in die Teile (b) und (c) auf dem Bild erleichtert die Bearbeitung erheblich.

3. Rippenelektroden demontieren
Um die Festigkeit der dünnen, plattenartigen Strukturen zu erhöhen, die ursprünglich für Kunststoffprodukte entwickelt wurden, werden diese als Rippen bezeichnet. Rippen sind sowohl schmal als auch tief, so dass sie sich nur schwer direkt bearbeiten lassen. Im Allgemeinen müssen Rippenelektroden entworfen werden. Diese Elektroden sind anfällig für Verformungen während der Bearbeitung. Verwenden Sie neue Werkzeuge mit kleineren Durchmessern und mäßigen Vorschubgeschwindigkeiten. Bearbeiten Sie zunächst die Längenmaße genau, lassen Sie aber einen gewissen Spielraum (etwa 1 mm) für die Breitenmaße, und bearbeiten Sie dann die Breite, indem Sie das Werkzeug auf beiden Seiten gleichzeitig bewegen, ohne den gesamten Umriss zu umfahren. Außerdem sollte jeder Schnitt eine Tiefe von 0,2 bis 1 mm haben. Ein zu tiefer Schnitt ist nicht ratsam.
4. Materielle Situation
Bevor Sie Elektroden demontieren, sollten Sie sich zunächst über die Materialsituation in Ihrem Unternehmen informieren und sich bemühen, das Beste aus den Materialien herauszuholen. Bei importiertem Kupfer müssen im Allgemeinen 1 bis 1,5 mm pro Seite zu den Standardabmessungen hinzugefügt werden, was für die meisten Zwecke ausreichend ist. Inländisch geschmiedetes Kupfer ist weniger genormt, und es wird empfohlen, pro Seite 2 mm hinzuzufügen.
5. Spülen und Kalibrierung einrichten
Stellen Sie den geraden Teil der Elektrode auf 2 bis 5 mm ein, um das Spülen durch die Erodiermaschine zu erleichtern. Stellen Sie die Kalibrierung der XY-Achse auf etwa 3 bis 8 mm pro Seite ein, mit einer Basishöhe von mehr als 5 mm.
6. Elektrodenbezugspunkt Design
Es wird empfohlen, drei abgerundete Ecken und eine abgewinkelte Ecke für die Elektrodenbasis zu verwenden, wobei die abgewinkelte Ecke mit dem Bezugspunkt des Formhohlraums ausgerichtet werden sollte. Richten Sie die Mitte der Elektrode mit Hilfe ganzer Zahlen am Bezugspunkt des Formhohlraums aus.
7. Effiziente Demontage von Elektroden
Versuchen Sie nicht, die Elektrode einzeln zu zerlegen. Wenn es möglich ist, die gesamte Elektrode zu zerlegen, sollten Sie dies gemeinsam tun, um Material und Entladungszeit zu sparen. Wenn die Bearbeitung schwierig ist, verwenden Sie einen Drahtschneider oder eine Graviermaschine, um die Ecken zu reinigen.
8. Materialerhaltung bei der Demontage
Elektroden mit erheblichen Höhenunterschieden sollten in mehrere Elektroden zerlegt werden, um Material zu sparen.
9. Verarbeitung symmetrischer Elektroden
Symmetrische Elektroden werden oft gemeinsam bearbeitet, wobei die Anzahl während der Bearbeitung verschoben wird. Ähnlich geformte Elektroden sollten unterschieden werden (z. B. durch Hinzufügen einer zusätzlichen eckigen oder abgerundeten Ecke), und die Verbindung zwischen zwei Elektroden sollte um 1 mm verlängert werden.
10. Inspektion nach der Demontage
Setzen Sie die Elektroden nach der Demontage in das Werkstück ein und prüfen Sie sorgfältig, ob sie sich gegenseitig behindern. Prüfen Sie, ob gleichartige und symmetrische Elektroden vernünftig demontiert sind, und vergewissern Sie sich, dass die Abstände und Drehpunkte der verschobenen oder gedrehten Elektroden korrekt sind.
11. Präzision in der Elektrodenoberfläche
Die Rauheit und Feinheit der Elektroden wird häufig durch die Anforderungen an das Aussehen des Produkts bestimmt. Um Kupfer zu sparen, wird manchmal nach der Fertigstellung der Elektrode die gesamte gekrümmte Oberfläche der Elektrode verringert, die Elektrode präzise gefräst und dann eine Präzisionserosion durchgeführt.
12. Bearbeitung von tiefen Hohlräumen
Für enge und tiefe Hohlräume in Formen, in denen die Werkzeuge für eine Grobbearbeitung nicht hineingelangen können, ist es oft notwendig, Grob- und Feinelektroden entweder teilweise oder ganz einzusetzen.
13. Verstärkung der Rippenelektroden
Um die Festigkeit der Elektrode zu erhöhen und Verformungen zu vermeiden, sollten Sie bei der Konstruktion von Rippenelektroden den Winkel der Rippe ändern und eine verstärkte Basis entwerfen.
13. Sicherstellung der Schärfe der Form
Trennen Sie die Klebefläche des Formhohlraums und des Kerns von der Kissenfläche, wenn Sie die Elektrode ausbauen, um die Schärfe des Formhohlraums zu gewährleisten.
14. Aufrechterhaltung der Integrität der Elektrodenkoordinaten
Wenn Sie zerlegte Elektroden entwerfen, sollten Sie das Koordinatensystem der Elektrode nicht einfach ändern. Verwenden Sie die Baugruppen-Demontage für eine Elektrode pro Teilbild. Ebenen können auch zur Unterscheidung zwischen Elektroden verwendet werden.











