
تُستخدم الأقطاب الكهربائية بشكل شائع في معالجة القوالب. وهي تعمل كأداة للتشغيل الآلي بالشرارة في ماكينات التفريغ الكهربائي (EDM)، وتستخدم بشكل أساسي لمعالجة التجاويف في القوالب.
ما هو القطب الكهربائي؟
الأقطاب الكهربائية هي أدوات تُستخدم في التصنيع الآلي بالشرارة. في معالجة القوالب، تكون بعض الأجزاء إما معقدة للغاية أو ذات زوايا داخلية صغيرة وشرائح لا يمكن للأدوات التقليدية الوصول إليها. وبدلاً من ذلك، إذا تعذّر تشكيل قطعة العمل بسبب الطول الزائد للأداة، يتم استخدام الأقطاب الكهربائية في EDM.
مواد الأقطاب الكهربائية
1. نحاس أحمر
يتوفر النحاس الأحمر على نطاق واسع ويتميز بتوصيل كهربائي جيد. يمكن معالجته بثبات في ظل ظروف صعبة دون توليد قوس كهربائي بسهولة وبأقل خسارة في المعالجة. يمكن أن يحقق دقة عالية مع خشونة سطح أفضل من Ra1.25 ميكرومتر باستخدام المعالجة الدقيقة. يمكن أن تحافظ العملية على الحواف الحادة والأشكال الدقيقة.
ومع ذلك، فإن أداء المعالجة الميكانيكية أدنى من الجرافيت، ومن الصعب طحنه. كما أنه يتمتع بقوة ميكانيكية منخفضة، وهو ما لا يساعد على التثبيت والتعديل والحفاظ على استقرار المعالجة بمرور الوقت. تزيد كثافته العالية من العبء على نظام تغذية المعالجة وتزيد من متطلبات النظام، مما يجعله غير مواتٍ لتركيب القطب وتعديله.

2. الجرافيت
بالمقارنة مع أقطاب النحاس الأحمر، يتميز الجرافيت بالعديد من المزايا:
1). تآكل أقل للقطب الكهربائي (1/5 إلى 1/3 من تآكل النحاس الأحمر أثناء التشغيل الآلي الخشن).
2). سرعات تصنيع أسرع (حوالي 1.5 إلى 3 أضعاف سرعة تصنيع النحاس الأحمر).
3). قابلية أفضل للتشغيل الآلي مع مقاومة للقطع تبلغ ربع مقاومة النحاس الأحمر.
4). كفاءة معالجة مضاعفة، ووزن أخف (1/5 من النحاس الأحمر)، ومناسبة للأقطاب الكهربائية الكبيرة.
5). مقاومة درجات الحرارة العالية، ومعامل تمدد حراري منخفض (حوالي ربع النحاس الأحمر).
تشمل عيوبه الهشاشة (التي يمكن تقليلها عن طريق النقع في سائل العمل)، وقابلية التلف، وعرضة لحرق القوس، وفقدان أكبر في التشغيل الآلي الدقيق مع خشونة سطح تصل إلى Ra2.5 ميكرومتر فقط. ليس من السهل تشكيلها في ألواح رقيقة أو حواف حادة.

3. سبائك التنغستن النحاسي والتنغستن الفضي
أقطاب التنغستن النحاسية، بسبب الموصلية الحرارية العالية، ومعدل الفقد المنخفض، والتمدد الحراري المنخفض. إلى جانب ذلك، تُستخدم نقطة الانصهار العالية للتنغستن على نطاق واسع في قطع العمل المصنوعة من الفولاذ القالب وكربيد التنغستن وكذلك في الآلات الدقيقة. وتتمتع سبائك التنغستن النحاسي وسبائك التنغستن الفضي بقدرة تشغيل آلي مماثلة، واستقرار معالجة جيد، وفقدان منخفض للإلكترود، ولكنها باهظة الثمن، حيث تبلغ تكلفتها حوالي 40 و100 ضعف تكلفة النحاس، على التوالي.
4. نحاس
تتميز الأقطاب الكهربائية النحاسية بسرعات تآكل أعلى وسرعات معالجة أبطأ من النحاس الأحمر ولكنها تواجه دوائر قصيرة أقل أثناء التفريغ، مما يوفر معالجة مستقرة. في الوقت الحالي، لا تُستخدم الأقطاب الكهربائية النحاسية بشكل عام في تشكيل EDM ولكنها لا تزال تُستخدم في قطع الأسلاك منخفضة السرعة.
5. فولاذ
يُستخدم الفولاذ كمادة قطب كهربائي نظرًا لقابليته الجيدة للتشغيل الآلي، ولكن استقرار المعالجة لديه أقل استقرارًا. في معالجة القوالب الفولاذية، تتراوح سرعة المعالجة الآلية من 1/3 إلى 1/2 سرعة معالجة النحاس الأحمر، ومعدل تآكل القطب من 15% إلى 20%، وهو ما لا يمكن أن يحقق خسارة منخفضة.
بتلخيص خصائص تطبيق مواد الأقطاب الكهربائية الشائعة هذه، يجب أن تفي مواد الأقطاب الكهربائية المستخدمة في الصك الكهربائي الإلكتروني بمتطلبات الأداء الأساسية التالية:
- نقطة انصهار عالية، كلما زادت نقطة انصهار مادة القطب الكهربائي، قلّ الفقد النسبي للإلكترود.
- توصيل حراري جيد، مما يسمح للحرارة المتولدة عن التفريغ بالتبدد بسرعة، مما يعيد بسرعة خصائص العزل لوسط التشغيل الآلي ويمنع حدوث احتراق القوس الكهربائي.
- توصيل كهربائي جيد، مما يسهل التأين ويفي بالشروط الأساسية للتفريغ.
- معامل التمدد الحراري المنخفض، مما يسمح ببقاء حجم القطب الكهربائي مستقرًا أثناء التشغيل الآلي للقطع الكهربائي، مما يضمن دقة التصنيع.
- خواص ميكانيكية جيدة، وسهلة التشغيل الآلي ومقاومة جيدة للتشوه.

تفكيك الأقطاب الكهربائية
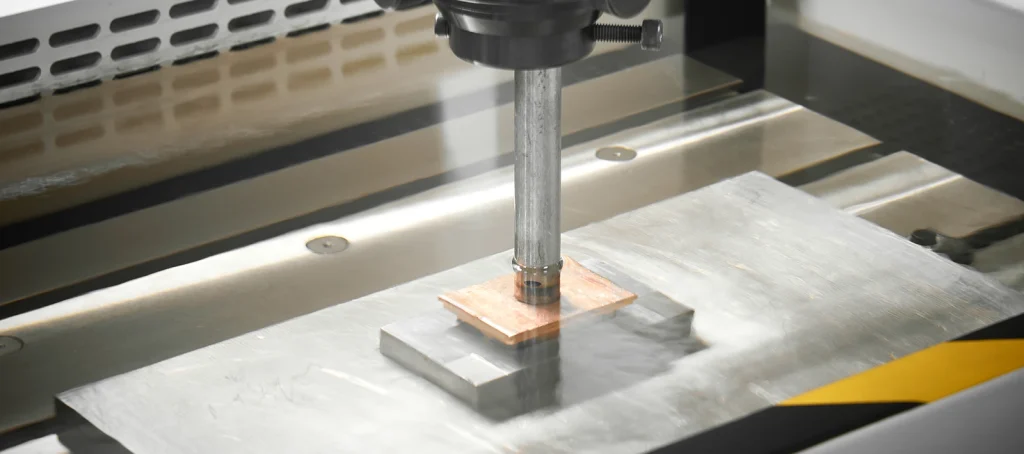
تتضمن طرق معالجة الأقطاب الكهربائية عادةً الطحن باستخدام الحاسب الآلي أو قطع الأسلاك. عندما تحتوي الأقطاب الكهربائية على أسطح مقعرة ومحدبة معقدة، يكون الطحن باستخدام الحاسب الآلي ضروريًا. في بعض الأحيان، لا يمكن تشكيل قطب كهربائي ككل ويحتاج إلى تقسيمه إلى جزأين أو أكثر من أجل المعالجة الآلية. وتسمى عملية تقسيم الأقطاب الكهربائية إلى أجزاء مختلفة لإنجاز عملية التفريغ الآلي لأجزاء مختلفة من القالب بتفكيك الأقطاب الكهربائية.
الغرض من تفكيك الأقطاب الكهربائية
في تصنيع القوالب البلاستيكية، لا يمكن الاستغناء تقريبًا عن EDM (التفريغ الكهربائي) في تصنيع القوالب البلاستيكية. تؤثر سرعة تصنيع EDM EDM بشكل مباشر على دورة وجودة وتكلفة تصنيع القوالب. لذلك، من الضروري إجراء تحليل مفصل وتفكيك عقلاني للأقطاب الكهربائية (أقطاب النحاس). تحدد جودة التفكيك بشكل مباشر مستوى تصنيع القالب، وسرعة التصنيع، وتكاليف التصنيع، وحتى الهيكل العام للقالب. وتعكس القدرة على تفكيك الأقطاب الكهربائية المستوى الشامل لمصممي القوالب، وصحة التفكير الهيكلي، ومستوى تكنولوجيا التصنيع الآلي. يمكن أن يكون للتفكيك العقلاني للأقطاب الكهربائية التأثيرات التالية:
- تبسيط تصنيع القوالب آليًا.
- تحسين هيكل القالب.
- تقصير دورة تصنيع القوالب.
- تحسين جودة القوالب.
- تحسين دقة الأبعاد لنوى القوالب والتجاويف.
- وفّر في تكلفة مواد القطب الكهربائي.
عملية تفكيك القطب الكهربائي
يعد تفكيك الأقطاب الكهربائية جزءًا أساسيًا من معالجة القوالب. تؤثر جودة تفكيك الأقطاب الكهربائية بشكل مباشر على سرعة التصنيع وجودة القالب. يجب أن يتواصل المصممون على نطاق واسع مع صانعي القوالب وفنيي EDM لجمع الخبرات وتلخيصها. واستنادًا إلى ظروف المعالجة الخاصة بشركتنا، يجب مناقشة خطة تفكيك معقولة واتخاذ قرار بشأنها.
1. تحديد موقع تفكيك الأقطاب الكهربائية
عادةً ما تحتاج الأجزاء التي لا يمكن تشكيلها بواسطة ماكينات التحكم الرقمي CNC إلى تفكيك القطب الكهربائي، مثل الزوايا القائمة والزوايا الحادة والأخاديد الضيقة (إذا كانت الشركة تمتلك ماكينات عالية السرعة وأدوات أصغر، فإن التشغيل الآلي المباشر للأخاديد الضيقة ممكن)، ومناطق النصوص. يجب أن يقوم التفكيك الكهربائي بتحليل قطعة العمل، وتحديد موقع التفكيك، وتنفيذه بأكثر الطرق كفاءة في استخدام المواد وأسرعها وأكثرها فعالية.

2. تفكيك أجزاء تشكيل الأقطاب الكهربائية
تتضمن عملية تفكيك أجزاء تشكيل الأقطاب الكهربائية عمومًا استخراج الأسطح أو حساب الاختلافات لتقريب الشكل، متبوعًا بالتحرير اللاحق للحصول على هيكل أجزاء تشكيل القطب الكهربائي. عند تفكيك أجزاء التشكيل، من المهم التمديد قدر الإمكان، ولكن يجب تجنب التداخل، ويجب التأكد من أن الأقطاب المفككة يمكن أن تشكل الأجزاء المطلوبة بفعالية.

3. رسم موضع التنظيف
عادةً ما يتم ضبط ارتفاع التنظيف لآلة EDM من 2 إلى 5 مم فوق أعلى جزء من قطعة العمل، مما يسهل إزالة البقايا أثناء التشغيل الآلي EDM. يولد EDM الكثير من المخلفات، وإذا لم تتم إزالتها على الفور، يمكن أن تؤدي التفريغات الثانوية إلى تلف الأقطاب الكهربائية، ويمكن أن يؤدي تراكم الكربون المفرط إلى تلف قطعة العمل، خاصة في التجاويف العميقة، مما يؤدي إلى حدوث عيوب أثناء قولبة الحقن. يتم إكمال وضع التنظيف بشكل عام باستخدام أسطح الإزاحة ووظائف التمدد.

4. رسم الأساس
يعد مسند القطب الكهربائي مهمًا للغاية حيث يمكن استخدامه في التمركز والمعايرة وأرقام اللمس، مما يحدد مباشرةً دقة وصحة أجزاء التشكيل. تكون الأبعاد الخارجية للمسند أعدادًا صحيحة بشكل عام، بمسافة نموذجية من 3 إلى 8 مم من حافة المسند إلى حافة جزء التشكيل، وارتفاع من 5 إلى 15 مم.

تنطوي طريقة رسم المسند عادةً على طريقتين:
أحدهما هو التكبير بشكل منتظم على طول حواف أجزاء التشكيل، مما ينتج عنه كسور عشرية من مركز المسند إلى مركز قطعة العمل.
والأخرى هي التعيين المسبق لمركز المسند ومركز قطعة العمل كأعداد صحيحة، مع عدم مراعاة التوسيع المنتظم لحواف جزء التشكيل، والتي لها ميزة تجنب أخطاء الأبعاد أثناء التصنيع الآلي للقطع بالقطع بالقطع بالقطع بالقطع بالقطع، مما يقلل من فرصة حدوث أخطاء. يوصى بالطريقة الثانية بشكل عام.
يعد اتجاه القطب مهمًا جدًا، والمصانع المختلفة لديها طرق تمثيل مختلفة. بشكل عام، يتم شطب أو عدم شطب ثلاث زوايا للقطب الكهربائي، وهو ما يتوافق مع زوايا المسند المشطوبة لقطعة الشغل، ثم يتم وضع رموز على القطب الكهربائي للتمييز بين الأقطاب الخشنة والناعمة.

5. مخطط EDM EDM الكهربائي
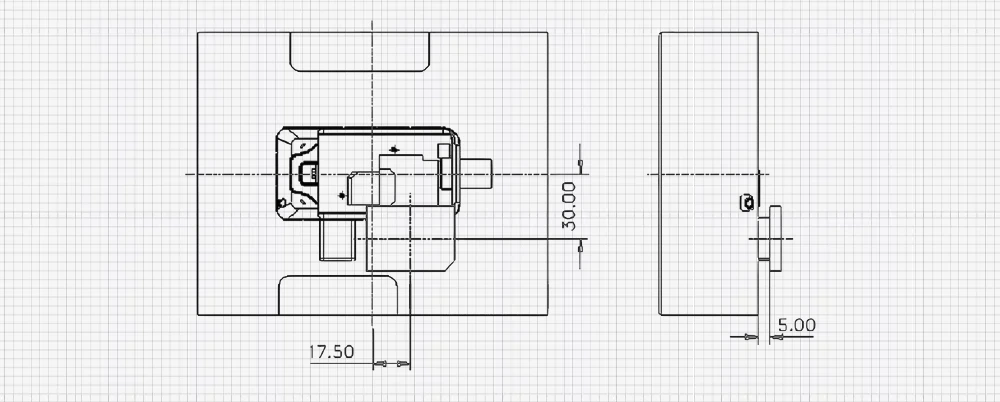
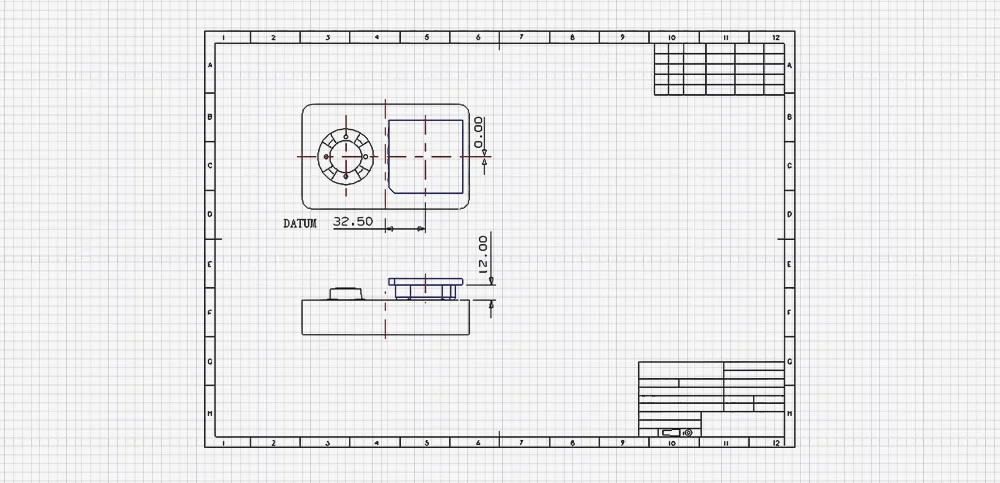
يستخدم مخطط EDM EDM للقطب الكهربائي بشكل أساسي لتوجيه فني EDM أثناء التشغيل. يجب أن يكون الرسم بسيطاً قدر الإمكان، بدون الكثير من المناظر والأبعاد، ويتطلب فقط التعبير عن أبعاد تحديد موضع القطب، وفجوة EDM، وموضع المسند. إذا تم نقل هذه العناصر الثلاثة، يكون الرسم قابلاً للتطبيق.
مبادئ تفكيك الأقطاب الكهربائية
يعد تفكيك الأقطاب الكهربائية مهمة معقدة تتبع بشكل عام هذه المبادئ الثمانية:
- مراعاة متطلبات مظهر المنتج بشكل كامل لتلبية مواصفاته الفنية.
- تمييز اختلافات التفريغ بين أقطاب موضع الغراء الكبيرة والصغيرة.
- النظر بدقة في صعوبة معالجة الأقطاب الكهربائية وتقييمها لضمان كفاءة وجدوى التصنيع الآلي داخل الشركة.
- مراعاة متطلبات الدقة لكل قطب وكل جزء والتمييز بينها بشكل كامل، وتجنب السعي الأعمى وراء المعايير العالية وتنسيق استخدام أنواع مختلفة من معدات التصنيع بشكل فعال.
- تهدف إلى تقليل تكاليف تصنيع القوالب. التكلفة هي المؤشر الأكثر أهمية في معالجة القوالب. التفكيك المعقول للأقطاب الكهربائية فقط يمكن أن يزيد من الفوائد الاقتصادية.
- النظر بشكل كامل في ترتيب وتأثير عمليات التشغيل الآلي. لا يمكن إنتاج مجموعة كاملة من القوالب بشكل جيد وسريع واقتصادي إلا من خلال ترتيب عقلاني للعمليات.
- تحقيق التوازن بين عمليات التصنيع المختلفة وسرعة المعالجة الكلية. بالنسبة لمجموعة القوالب بأكملها، ضع في اعتبارك الأقطاب الكهربائية للقوالب الثابتة والقوالب المتحركة والقوالب المنزلقة، وقضبان الدفع المائلة والإدخالات، وقم بموازنة هذه القوالب على مستوى العالم أثناء التفكيك.
- حيثما تسمح الظروف، قلل من الأخطاء البشرية أثناء عملية التصنيع الآلي.
اعتبارات تفكيك القطب الكهربائي
عند تفكيك الأقطاب الكهربائية، ضع في اعتبارك الجدوى والتطبيق العملي وعدم قابلية التشوه وسهولة المعالجة والتكلفة والمظهر الجمالي للأقطاب الكهربائية. كلما قل عدد الأقطاب المفككة، كان ذلك أفضل.
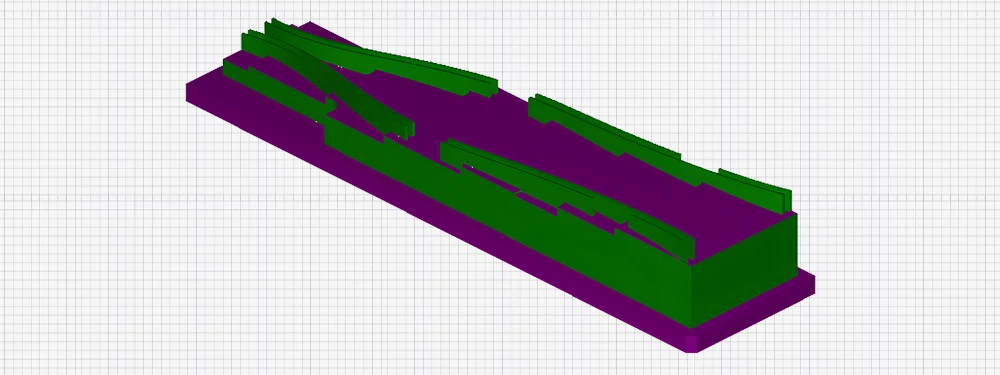
1. تصميم وتصنيع أقطاب كهربائية كاملة
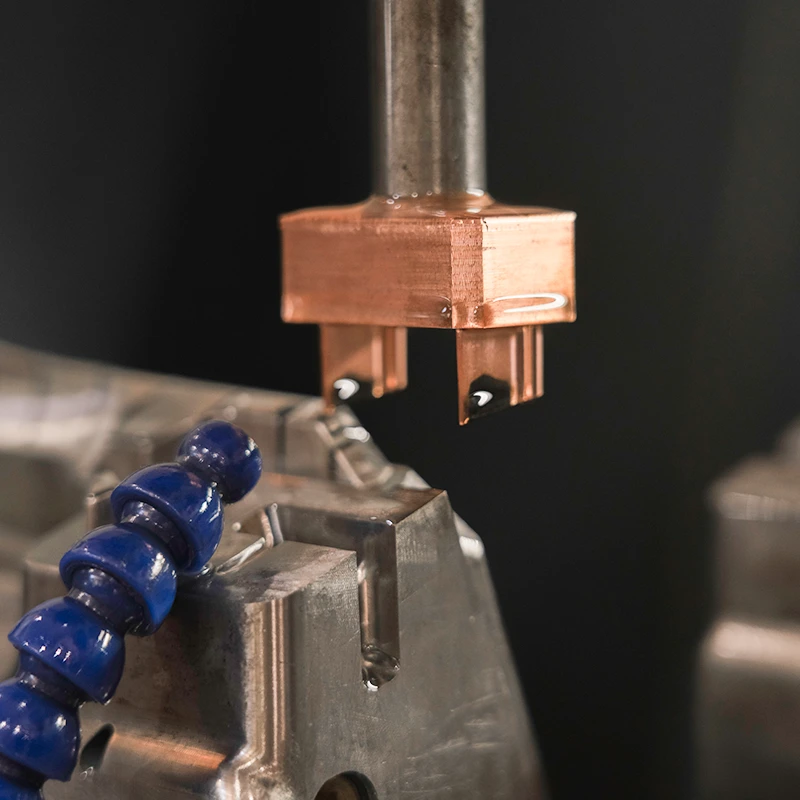
كلما أمكن، فكك الأقطاب الكهربائية بالكامل. ومع ذلك، ضع في اعتبارك جدوى المعالجة وحاول إكمالها في خطوة واحدة. إذا لم يكن من الممكن القيام بذلك في خطوة واحدة، قم بتفكيكها إلى أقطاب كهربائية متعددة. بعض الأقطاب الكهربائية الكاملة خاصة وتتطلب خطوات معالجة متعددة، مثل تلك الموضحة في الصورة أدناه باستخدام عمليات الطحن باستخدام الحاسب الآلي وقطع الأسلاك وتآكل القطب الكهربائي. تحتاج هذه الأقطاب عمومًا إلى تلبية دقة المنتج، ويمكن أن يؤدي تفكيكها إلى أقطاب متعددة إلى ظهور علامات مشتركة، مما يجعل من الصعب ضمان دقة المنتج.
2. تفكيك الأقطاب الكهربائية الفردية
بعد التفكيك، يجب أن تكون الأقطاب الكهربائية قابلة للتشغيل الآلي. في بعض الأحيان يكون من الصعب معالجة أقطاب كهربائية كاملة، أو يكون لها زوايا ميتة لا يمكن الوصول إليها، أو تتطلب أدوات طويلة جدًا أو صغيرة جدًا، مما يجعل من المعقول التفكير في تفكيك قطب كهربائي إضافي. في بعض الأحيان، تكون هناك حاجة إلى أقطاب تنظيف محلية، ومعالجتها ليست صعبة، ولكن من الضروري فهم معاوضة أقطاب التفريغ الكهربائي ومعايير المعايرة بوضوح. أثناء التصنيع الآلي باستخدام الحاسب الآلي، من الصعب تشغيل المناطق المحاطة بدائرة في قلب القالب مباشرةً، ومن الصعب أيضًا تصميم ومعالجة قطب كهربائي واحد للتفريغ الكهربائي بالتفريغ الكهربائي. إن تفكيك القطب الكهربائي إلى جزأين (ب) و(ج) في الصورة يجعل عملية التشغيل الآلي أسهل بكثير.

3. تفكيك أقطاب الضلوع الكهربائية
لزيادة قوة الهياكل الرقيقة الشبيهة بالألواح المصممة للمنتجات البلاستيكية في البداية، تسمى هذه الأضلاع. تكون الأضلاع ضيقة وعميقة على حد سواء، مما يجعل من الصعب تشغيلها آليًا بشكل مباشر. بشكل عام، يجب تصميم أقطاب كهربائية ضلعية. هذه الأقطاب الكهربائية عرضة للتشوه أثناء التشغيل الآلي. استخدم أدوات جديدة بأقطار أصغر ومعدلات تغذية معتدلة. أولاً، قم بتشغيل أبعاد الطول بدقة، ولكن اترك بعض الهامش (مثل 1 مم) لأبعاد العرض، ثم قم بتشغيل العرض، مع تحريك الأداة على كلا الجانبين في وقت واحد، دون تطويق المخطط بالكامل. أيضًا، يجب أن يكون عمق كل قطع من 0.2 إلى 1 مم. لا يُنصح بالقطع العميق جدًا.
4. الوضع المادي
قبل تفكيك الأقطاب الكهربائية، يجب أولاً فهم الوضع المادي للشركة والسعي لتحقيق أقصى استفادة من المواد. يتطلب النحاس المستورد عمومًا إضافة 1 إلى 1.5 مم لكل جانب إلى الأبعاد القياسية، وهو ما يكفي لمعظم الأغراض. النحاس المطروق محليًا أقل توحيدًا، ويوصى بإضافة 2 مم لكل جانب.
5. إعداد التنظيف والمعايرة
اضبط الجزء المستقيم من القطب على 2 إلى 5 مم لتسهيل التنظيف بواسطة ماكينة EDM. اضبط معايرة المحور XY على حوالي 3 إلى 8 مم لكل جانب، مع ارتفاع قاعدة يزيد عن 5 مم.
6. تصميم القطب الكهربائي
يوصى باستخدام ثلاث زوايا مستديرة وزاوية واحدة لقاعدة القطب الكهربائي، مع محاذاة الزاوية المائلة مع مسند تجويف القالب. قم بمحاذاة مركز القطب مع مسند تجويف القالب باستخدام الأعداد الصحيحة.
7. تفكيك القطب الكهربائي بكفاءة
حاول ألا تفكك القطب بشكل منفصل. إذا كان من الممكن تفكيكه بالكامل، فقم بذلك معًا لتوفير المواد ووقت التفريغ. عندما يكون التفكيك صعبًا، استخدم القطع السلكي أو ماكينة الحفر لتنظيف الزوايا.
8. حفظ المواد في التفكيك
يجب تفكيك الأقطاب الكهربائية ذات الاختلافات الكبيرة في الارتفاع إلى أقطاب كهربائية متعددة لتوفير المواد.
9. معالجة الأقطاب الكهربائية المتماثلة
غالبًا ما تتم معالجة الأقطاب الكهربائية المتماثلة معًا، مع تحريك الرقم أثناء التشغيل الآلي. يجب التمييز بين الأقطاب الكهربائية المتشابهة الشكل (على سبيل المثال، إضافة زاوية إضافية بزاوية أو زاوية مستديرة)، وتمديد الوصلة بين قطبين بمقدار 1 مم.
10. الفحص بعد التفكيك
بعد التفكيك، قم بتركيب الأقطاب الكهربائية في قطعة العمل للتحقق بعناية من عدم وجود تداخل. تحقق مما إذا كانت الأقطاب الكهربائية المتشابهة والمتناظرة مفككة بشكل معقول، وتحقق من صحة المسافات ومراكز دوران الأقطاب الكهربائية المترجمة أو المدورة.
11. الدقة في تشطيب القطب الكهربائي
غالبًا ما يتم تحديد خشونة ودقة الأقطاب الكهربائية حسب متطلبات مظهر المنتج. في بعض الأحيان، لحفظ النحاس، بعد الانتهاء من القطب الكهربائي، قم بتخفيض التصميم السطحي المنحني الكلي للقطب الكهربائي، وقم بإجراء طحن دقيق على القطب الكهربائي، ثم قم بإجراء EDM دقيق.
12. تصنيع التجاويف العميقة
بالنسبة للتجويفات الضيقة والعميقة في القوالب، حيث لا يمكن للأدوات الوصول إلى التصنيع الخشن، غالبًا ما يكون من الضروري عمل أقطاب كهربائية خشنة ودقيقة إما جزئيًا أو كليًا.
13. تقوية أقطاب الأضلاع الكهربائية
عند تصميم الأقطاب الكهربائية الضلعية، لتعزيز قوة القطب الكهربائي ومنع التشوه، قم بتغيير زاوية الضلع وتصميم قاعدة مقواة.
13. ضمان حدة القالب
افصل وجه الغراء في تجويف القالب واللب عن وجه الوسادة عند تفكيك القطب الكهربائي لضمان حدة تجويف القالب.
14. الحفاظ على تكامل إحداثيات القطب الكهربائي
عند تصميم أقطاب مفككة، يوصى بعدم تغيير نظام إحداثيات القطب بسهولة. استخدم تفكيك التجميع لقطب كهربائي واحد لكل ملف رسم. يمكن أيضًا استخدام الطبقات للتمييز بين الأقطاب الكهربائية.











