
Los electrodos se utilizan habitualmente en el procesamiento de moldes. Sirven como herramienta para el mecanizado por chispa en el Mecanizado por Descarga Eléctrica (EDM), utilizado principalmente para procesar las cavidades de los moldes.
¿Qué es un electrodo?
Los electrodos son herramientas utilizadas para el mecanizado por chispa. En el mecanizado de moldes, algunas piezas son demasiado complejas o tienen pequeños ángulos internos y filetes que las herramientas convencionales no pueden alcanzar. Por otra parte, si la pieza no puede mecanizarse debido a una longitud excesiva de la herramienta, se utilizan electrodos para la electroerosión.
Materiales para electrodos
1. Cobre rojo
El cobre rojo está ampliamente disponible y tiene una buena conductividad eléctrica. Puede procesarse de forma estable en condiciones difíciles sin generar fácilmente un arco eléctrico y con mínimas pérdidas de procesamiento. Puede lograr una alta precisión con una rugosidad superficial mejor que Ra1,25μm mediante un mecanizado fino. El proceso puede mantener bordes afilados y formas delicadas.
Sin embargo, su rendimiento mecánico en el mecanizado es inferior al del grafito, y es difícil de rectificar. Tiene una resistencia mecánica baja, lo que no favorece la sujeción, el ajuste y el mantenimiento de un procesamiento estable a lo largo del tiempo. Su alta densidad aumenta la carga sobre el sistema de alimentación del procesamiento y eleva los requisitos del sistema, lo que lo hace desfavorable para la instalación y el ajuste de los electrodos.

2. Grafito
En comparación con los electrodos de cobre rojo, el grafito presenta varias ventajas:
1). Menor desgaste del electrodo (de 1/5 a 1/3 del del cobre rojo durante el mecanizado en bruto).
2). Velocidades de mecanizado más rápidas (entre 1,5 y 3 veces la del cobre rojo).
3). Mejor maquinabilidad con una resistencia al corte que es una cuarta parte de la del cobre rojo.
4). Doble eficacia de procesamiento, peso más ligero (1/5 del del cobre rojo), adecuado para electrodos grandes.
5). Resistencia a altas temperaturas y bajo coeficiente de dilatación térmica (aproximadamente 1/4 del cobre rojo).
Sus desventajas incluyen la fragilidad (que puede reducirse sumergiéndolo en fluido de trabajo), la susceptibilidad a los daños, la propensión a la quemadura por arco y la mayor pérdida en el mecanizado de precisión con una rugosidad superficial que sólo alcanza hasta Ra2,5μm. No es fácil de conformar en chapas finas o bordes afilados.

3. Aleaciones de cobre-tungsteno y plata-tungsteno
Los electrodos de cobre-tungsteno, debido a su alta conductividad térmica, baja tasa de pérdida, baja expansión térmica. Además, el alto punto de fusión del tungsteno se utiliza ampliamente en piezas de trabajo de acero moldeado y carburo de tungsteno, así como en el mecanizado de precisión. Las aleaciones de cobre-tungsteno y plata-tungsteno tienen una maquinabilidad comparable, una buena estabilidad de procesamiento y una baja pérdida de electrodo, pero son caras, ya que cuestan aproximadamente 40 y 100 veces más que las de cobre, respectivamente.
4. Latón
Los electrodos de latón tienen un mayor desgaste y velocidades de procesamiento más lentas que los de cobre rojo, pero experimentan menos cortocircuitos durante la descarga, lo que proporciona un procesamiento estable. En la actualidad, los electrodos de latón no suelen utilizarse en el conformado por electroerosión, pero siguen empleándose en el corte por hilo a baja velocidad.
5. Acero
El acero se utiliza como material de electrodo debido a su buena maquinabilidad, pero tiene peor estabilidad de procesamiento. En el mecanizado de matrices de acero, la velocidad de mecanizado es de 1/3 a 1/2 de la del cobre rojo, y la tasa de desgaste del electrodo es de 15% a 20%, con lo que no se pueden conseguir pérdidas bajas.
Resumiendo las características de aplicación de estos materiales de electrodo comunes, los materiales de electrodo para electroerosión deben cumplir los siguientes requisitos básicos de rendimiento:
- Alto punto de fusión, cuanto mayor sea el punto de fusión del material del electrodo, menor será la pérdida relativa del electrodo.
- Buena conductividad térmica, que permite que el calor generado por la descarga se disipe rápidamente, restableciendo rápidamente las propiedades aislantes del medio de mecanizado y suprimiendo la aparición de quemaduras por arco eléctrico.
- Buena conductividad eléctrica, que facilita la ionización y reúne las condiciones básicas para la descarga.
- Bajo coeficiente de dilatación térmica, lo que permite que el tamaño del electrodo permanezca estable durante la electroerosión, garantizando la precisión del mecanizado.
- Buenas propiedades mecánicas, fácil de mecanizar y con buena resistencia a la deformación.

Desmontaje de electrodos
Los métodos de procesamiento de los electrodos suelen implicar el fresado CNC o el corte por hilo. Cuando los electrodos tienen superficies cóncavas y convexas complejas, es necesario el fresado CNC. A veces, un electrodo no puede mecanizarse en su totalidad y es necesario dividirlo en dos o más partes para su mecanizado. Este proceso de dividir los electrodos en varias partes para realizar el mecanizado por descarga de las distintas partes del molde se denomina desmontaje de electrodos.
Finalidad del desmontaje de los electrodos
En la fabricación de moldes de plástico, el mecanizado por electroerosión (EDM) es casi indispensable. La velocidad de mecanizado de la electroerosión afecta directamente al ciclo, la calidad y el coste de la fabricación de moldes. Por lo tanto, un análisis detallado y un desmontaje racional de los electrodos (electrodos de cobre) son esenciales. La calidad del desmontaje determina directamente el nivel de fabricación del molde, la velocidad de mecanizado, los costes de fabricación e incluso la estructura general del molde. La capacidad de desmontaje de los electrodos refleja el nivel integral de los diseñadores de moldes, la corrección del pensamiento estructural y el nivel de la tecnología de mecanizado. El desmontaje racional de los electrodos puede tener los siguientes efectos:
- Simplifique el mecanizado de moldes.
- Mejore la estructura del molde.
- Acortar el ciclo de fabricación de moldes.
- Mejore la calidad de los moldes.
- Mejore la precisión dimensional de los núcleos y cavidades de los moldes.
- Ahorre en el coste de los materiales de los electrodos.
Proceso de desmontaje del electrodo
El desmontaje de los electrodos es una parte esencial del procesamiento del molde. La calidad del desmontaje de los electrodos repercute directamente en la velocidad de mecanizado y la calidad del molde. Los diseñadores deben comunicarse ampliamente con los fabricantes de moldes y los técnicos de electroerosión para recopilar y resumir experiencias. Basándose en las condiciones de procesamiento de nuestra empresa, discuta y decida un plan de desmontaje razonable.
1. Determine el lugar de desmontaje de los electrodos
Las piezas que no pueden mecanizarse con máquinas CNC suelen necesitar el desmontaje de electrodos, como los ángulos rectos, los ángulos agudos, las ranuras estrechas (si la empresa dispone de máquinas de alta velocidad y herramientas más pequeñas, es posible el mecanizado directo de ranuras estrechas) y las zonas de texto. El desmontaje de electrodos debe analizar la pieza, determinar el lugar del desmontaje y llevarlo a cabo de la forma más eficiente, rápida y eficaz para el material.

2. Desmontaje de las piezas de formación de los electrodos
El desmontaje de las piezas de formación de los electrodos implica generalmente la extracción de superficies o el cálculo de diferencias para aproximar la forma, seguido de una edición posterior para obtener la estructura de las piezas de formación de los electrodos. Al desmontar las piezas conformadoras, es importante extenderse al máximo, pero deben evitarse las interferencias, y debe garantizarse que los electrodos desmontados puedan formar eficazmente las piezas requeridas.

3. Dibujar la posición de enjuague
La altura de descarga para la electroerosión suele fijarse entre 2 y 5 mm por encima de la parte más alta de la pieza, lo que facilita la eliminación de residuos durante el mecanizado por electroerosión. La electroerosión genera muchos residuos y, si no se eliminan con prontitud, las descargas secundarias pueden dañar los electrodos y la acumulación excesiva de carbono puede dañar la pieza, especialmente en cavidades profundas, provocando defectos durante el moldeo por inyección. Por lo general, la posición de lavado se completa utilizando superficies desplazadas y funciones de estiramiento.

4. Trazado del punto de referencia
El DATUM del electrodo es muy importante ya que puede utilizarse para el centrado, la calibración y los números de toque, determinando directamente la precisión y la corrección de las piezas conformadas. Las dimensiones externas del punto de referencia suelen ser números enteros, con una distancia típica de 3 a 8 mm desde el borde del punto de referencia hasta el borde de la pieza de conformación, y una altura de 5 a 15 mm.

El método para trazar el punto de referencia suele implicar dos enfoques:
uno es ampliar uniformemente a lo largo de los bordes de las piezas conformadas, lo que da como resultado decimales desde el centro del punto de referencia hasta el centro de la pieza.
El otro consiste en prefijar el centro del punto de referencia y el centro de la pieza como números enteros, sin tener en cuenta la ampliación uniforme de los bordes de la pieza conformada, lo que tiene la ventaja de evitar errores dimensionales durante el mecanizado por electroerosión, reduciendo la posibilidad de errores. En general, se recomienda el segundo método.
La orientación del electrodo es muy importante, y las distintas fábricas tienen diferentes métodos de representación. Generalmente, se achaflanan o no tres esquinas del electrodo, que corresponden a los ángulos de referencia achaflanados de la pieza, y luego se marcan códigos en el electrodo para diferenciar entre electrodos rugosos y finos.

5. Diagrama de electroerosión
El diagrama de electroerosión por electrodo se utiliza principalmente para guiar al técnico de electroerosión durante la operación. El dibujo debe ser lo más sencillo posible, sin demasiadas vistas ni dimensiones, requiriendo únicamente la expresión de las dimensiones de posicionamiento del electrodo, la separación de la electroerosión y la posición del punto de referencia. Si se transmiten estos tres elementos, el dibujo es viable.
Principios del desmontaje de electrodos
El desmontaje de electrodos es una tarea compleja que generalmente sigue estos ocho principios:
- Tenga plenamente en cuenta los requisitos de aspecto del producto para cumplir sus especificaciones técnicas.
- Distinga las diferencias de descarga entre los electrodos de posición de cola grandes y pequeños.
- Considere y evalúe minuciosamente la dificultad de procesar los electrodos para garantizar un mecanizado eficaz y viable dentro de la empresa.
- Considerar y diferenciar plenamente los requisitos de precisión de cada electrodo y cada pieza, evitando la búsqueda ciega de altos estándares y coordinando eficazmente el uso de varios tipos de equipos de mecanizado.
- El objetivo es reducir los costes de fabricación de moldes. El coste es el indicador más crucial en la elaboración de moldes. Sólo un desmontaje razonable de los electrodos puede maximizar los beneficios económicos.
- Considere plenamente la disposición y el impacto de los procesos de mecanizado. Sólo con una disposición racional de los procesos se puede producir bien, rápido y económicamente todo el conjunto de moldes.
- Equilibre los distintos procesos de mecanizado y la velocidad de procesamiento global. Para todo el conjunto de moldes, tenga en cuenta los electrodos para moldes fijos, moldes móviles, correderas, varillas de empuje inclinadas e insertos, y equilíbrelos globalmente durante el desmontaje.
- Cuando las condiciones lo permitan, minimice los errores humanos durante el proceso de mecanizado.
Consideraciones para el desmontaje del electrodo
Al desmontar los electrodos, tenga en cuenta su viabilidad, practicidad, indeformabilidad, comodidad de procesamiento, coste y aspecto estético. Cuantos menos electrodos se desmonten, mejor.
1. Diseño y fabricación de electrodos enteros
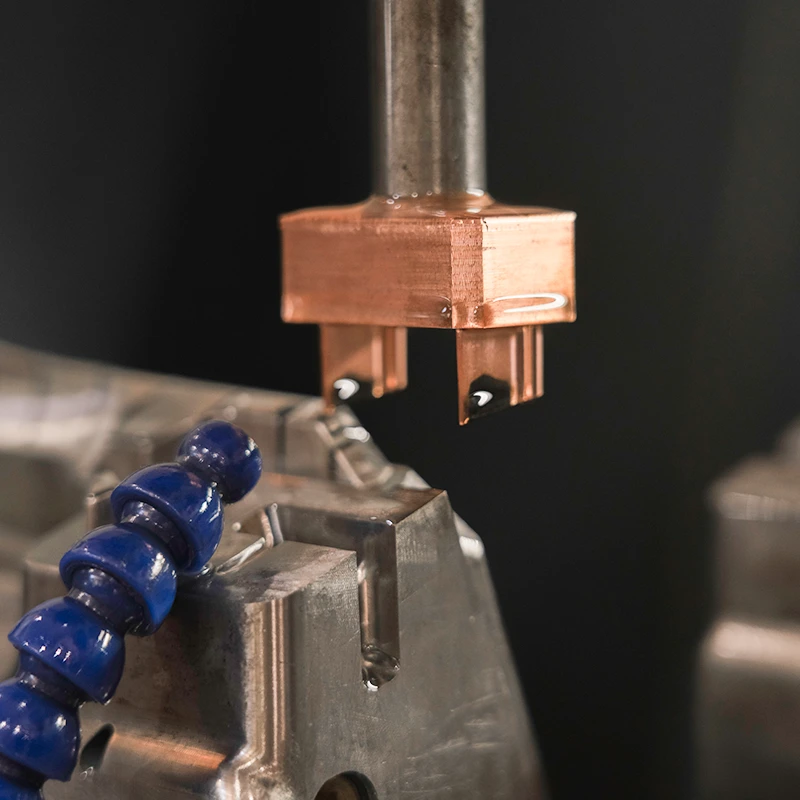
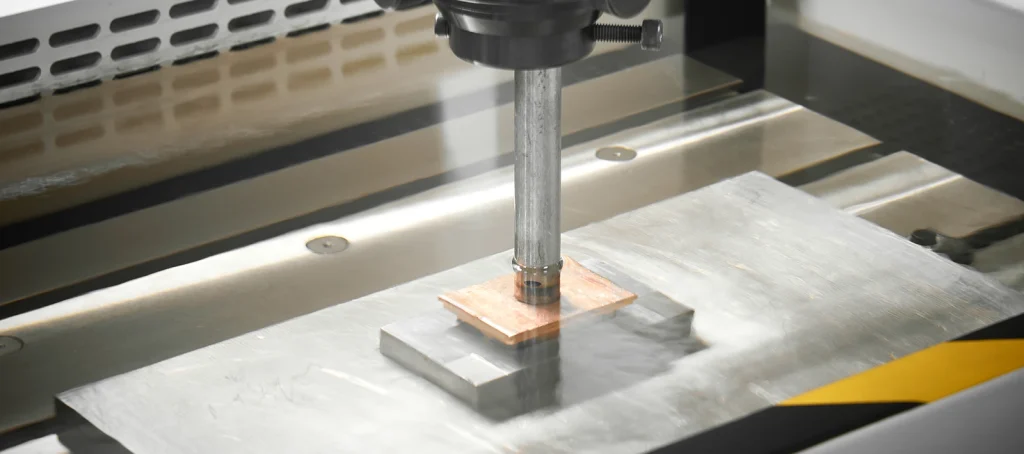
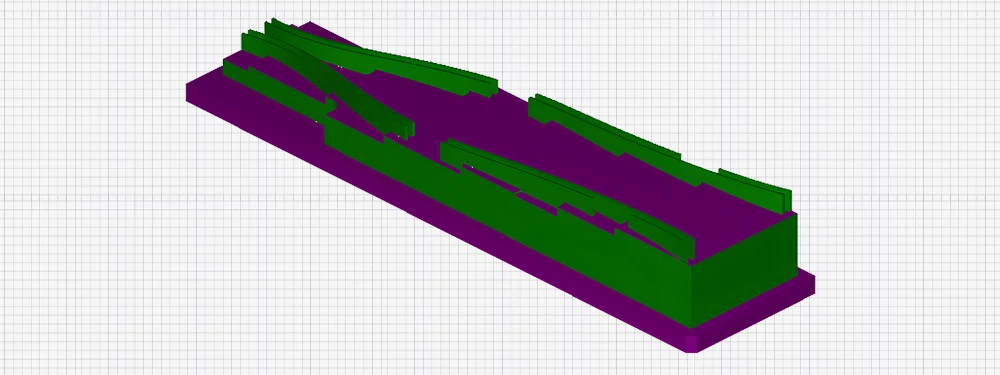
Siempre que sea posible, desmonte los electrodos enteros. Sin embargo, considere la viabilidad del procesamiento e intente completarlo en un solo paso. Si no puede hacerse en un solo paso, desmonte en múltiples electrodos. Algunos electrodos enteros son especiales y requieren múltiples pasos de procesamiento, como los que se muestran en la imagen de abajo, que utilizan procesos de fresado CNC, corte de alambre y corrosión de electrodos. Por lo general, estos electrodos deben cumplir con la precisión del producto, y desmontarlos en múltiples electrodos puede dar lugar a marcas de unión, lo que dificulta garantizar la precisión del producto.
2. Desmontaje de electrodos individuales
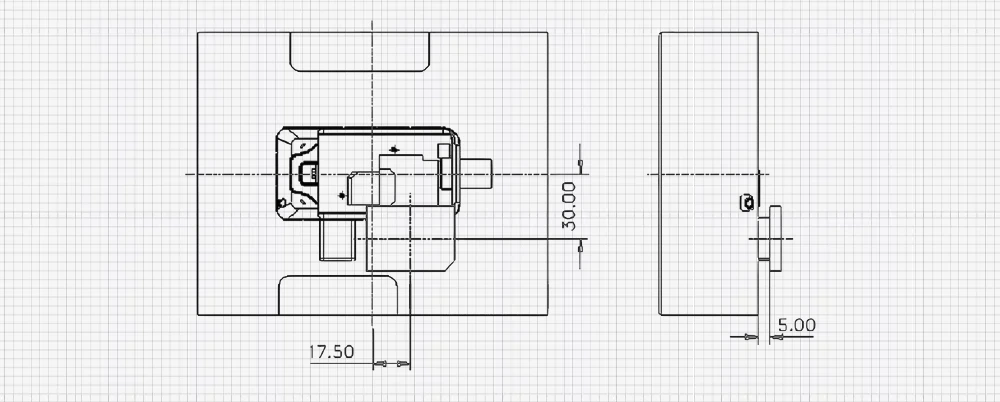
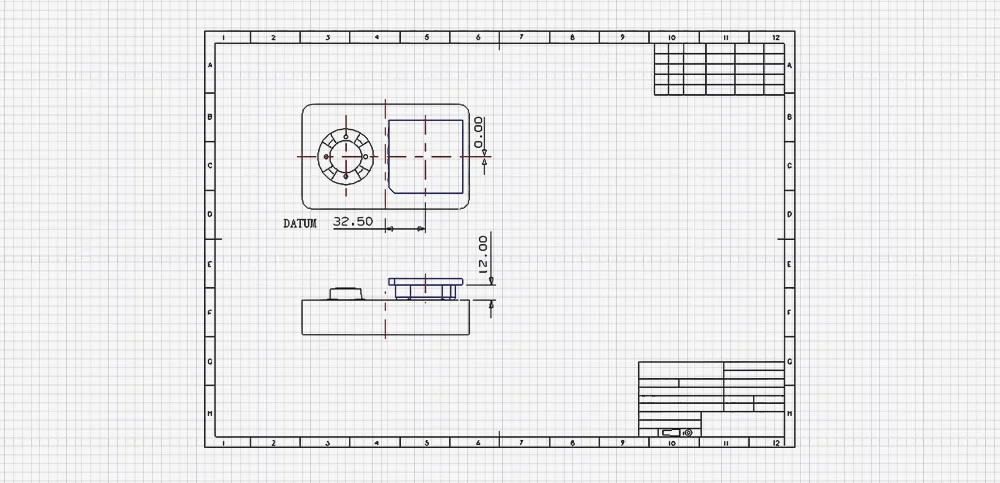
Tras el desmontaje, los electrodos deben ser mecanizables. A veces, los electrodos enteros son difíciles de procesar, tienen esquinas muertas inalcanzables o requieren herramientas demasiado largas o pequeñas, por lo que es razonable considerar el desmontaje de un electrodo adicional. A veces, se necesitan electrodos de limpieza locales, y su procesamiento no es difícil, pero es esencial comprender claramente las compensaciones del mecanizado por descarga eléctrica y las normas de calibración. Durante el mecanizado CNC, es un reto mecanizar directamente las zonas rodeadas en el núcleo del molde, y también es difícil diseñar y procesar un solo electrodo para electroerosión. Desmontar el electrodo en las partes (b) y (c) de la imagen facilita mucho el mecanizado.

3. Desmontaje de los electrodos de costilla
Para aumentar la resistencia de las delgadas estructuras en forma de placa diseñadas inicialmente para los productos de plástico, éstas se denominan costillas. Las nervaduras son estrechas y profundas, lo que dificulta su mecanizado directo. Por lo general, es necesario diseñar electrodos de nervaduras. Estos electrodos son propensos a deformarse durante el mecanizado. Utilice herramientas nuevas con diámetros más pequeños y velocidades de avance moderadas. Primero, mecanice las dimensiones de longitud con precisión, pero deje cierto margen (como 1 mm) para las dimensiones de anchura, después mecanice la anchura, moviendo la herramienta a ambos lados simultáneamente, sin rodear todo el contorno. Además, cada corte debe tener una profundidad de 0,2 a 1 mm. Un corte demasiado profundo no es aconsejable.
4. Situación material
Antes de desmontar los electrodos, comprenda primero la situación de los materiales de la empresa y esfuércese por aprovecharlos al máximo. El cobre importado suele requerir añadir de 1 a 1,5 mm por lado a las dimensiones estándar, lo que es suficiente para la mayoría de los propósitos. El cobre forjado en el país está menos normalizado y se recomienda añadir 2 mm por lado.
5. Configuración de lavado y calibración
Ajuste la parte recta del electrodo de 2 a 5 mm para facilitar el lavado por la máquina de electroerosión. Ajuste la calibración del eje XY a unos 3 a 8 mm por lado, con una altura de base de más de 5 mm.
6. Diseño del punto de referencia del electrodo
Se recomienda utilizar tres esquinas redondeadas y una en ángulo para la base del electrodo, alineando la esquina en ángulo con el punto de referencia de la cavidad del molde. Alinee el centro del electrodo con el punto de referencia de la cavidad del molde utilizando números enteros.
7. Desmontaje eficaz del electrodo
Procure no desmontar el electrodo por separado. Si es posible desmontarlo todo, hágalo junto para ahorrar material y tiempo de descarga. Cuando el mecanizado sea difícil, utilice corte de alambre o una máquina de grabado para limpiar las esquinas.
8. Conservación del material en el desmontaje
Los electrodos con diferencias de altura significativas deben desmontarse en varios electrodos para ahorrar material.
9. Procesamiento de electrodos simétricos
Los electrodos simétricos suelen procesarse juntos, desplazando el número durante el mecanizado. Los electrodos de forma similar deben distinguirse (por ejemplo, añadiendo una esquina angular o redondeada adicional), y prolongar la unión entre dos electrodos 1 mm.
10. Inspección posterior al desmontaje
Tras el desmontaje, encaje los electrodos en la pieza de trabajo para comprobar cuidadosamente si hay interferencias. Compruebe si los electrodos similares y simétricos están razonablemente desmontados, y verifique que las distancias y los centros de rotación de los electrodos trasladados o girados son correctos.
11. Precisión en el acabado del electrodo
La rugosidad y la finura de los electrodos suelen venir determinadas por los requisitos de aspecto del producto. A veces, para ahorrar cobre, después de completar el electrodo, rebaje el diseño general de la superficie curva del electrodo, realice un fresado de precisión en el electrodo y, a continuación, lleve a cabo la electroerosión de precisión.
12. Mecanizado de cavidades profundas
Para las cavidades estrechas y profundas de los moldes, donde las herramientas no pueden llegar para el mecanizado en bruto, a menudo es necesario realizar electrodos de desbaste y de acabado, ya sea parcial o totalmente.
13. Fortalecimiento de los electrodos costales
Al diseñar electrodos de costilla, para aumentar la resistencia del electrodo y evitar su deformación, cambie el ángulo de la costilla y diseñe una base reforzada.
13. Garantizar el afilado del molde
Separe la cara de la cola de la cavidad del molde y el núcleo de la cara de la almohada cuando desmonte el electrodo para garantizar la nitidez de la cavidad del molde.
14. Mantenimiento de la integridad de las coordenadas del electrodo
Cuando diseñe electrodos desmontados, se recomienda no cambiar fácilmente el sistema de coordenadas del electrodo. Utilice el desmontaje por montaje para un electrodo por archivo de dibujo. Las capas también pueden utilizarse para distinguir entre electrodos.











