
電極は金型加工によく使われる。主に金型の空洞加工に使用される放電加工(EDM)の火花加工用工具として使用されます。
電極とは?
電極は火花加工に使用される工具である。金型加工では、複雑すぎたり、内角やフィレットが小さかったりして、従来の工具では届かない部品がある。また、工具の長さが長すぎてワークが加工できない場合は、放電加工に電極を使用します。
電極材料
1.赤銅
赤銅は広く入手可能で、電気伝導性が良い。厳しい条件下でもアークが発生しにくく、加工ロスが少ないため、安定した加工が可能です。微細加工により表面粗さRa1.25μm以上の高精度を実現。シャープなエッジや繊細な形状を維持できます。
しかし、機械加工性はグラファイトに劣り、研削加工も難しい。機械的強度が低く、クランプ、調整、経時安定加工に不向きである。高密度であるため、加工送り系の負担が大きく、システム要件が高くなり、電極の取り付けや調整に不利である。

2.グラファイト
赤銅電極に比べ、グラファイトにはいくつかの利点がある:
1). 電極消耗が少ない(粗加工時の赤銅の1/5~1/3)。
2).加工速度が速い(赤銅の約1.5~3倍)。
3).切削抵抗は赤銅の1/4で、加工性が良い。
4).加工効率2倍、軽量(赤銅の1/5)、大型電極に最適。
5).耐熱性が高く、熱膨張率が低い(赤銅の約1/4)。
欠点としては、脆い(加工液に浸すことで軽減できる)、損傷しやすい、アーク焼けしやすい、表面粗さがRa2.5μmまでしか達成できず精密加工での損失が大きい、などがある。薄い板や鋭利なエッジにはなりにくい。

3.銅タングステンと銀タングステン合金
銅タングステン電極は、その高い熱伝導率、低損失率、低熱膨張に起因する。加えて、タングステンの高融点は広く金型鋼やタングステンカーバイドのワークピースだけでなく、精密加工で使用されています。銅タングステンと銀タングステン合金は、同等の加工性、良好な加工安定性、低電極損失を持っていますが、彼らはそれぞれ、銅の約40倍と100倍のコスト、高価です。
4.真鍮
黄銅電極は赤銅より消耗が激しく、加工速度が遅いが、放電中の短絡が少なく、安定した加工ができる。現在、黄銅電極は放電加工では一般的に使用されていませんが、低速ワイヤーカットではまだ使用されています。
5.スチール
鋼は被削性が良いため電極材料として使用されるが、加工安定性に劣る。鋼の金型加工では、加工速度は赤銅の1/3~1/2、電極消耗率は15%~20%となり、低損失を実現できない。
これらの一般的な電極材料の応用特性をまとめると、放電加工用の電極材料は以下の基本的な性能要件を満たす必要がある:
- 高融点、電極材料の融点が高いほど、相対的な電極損失は小さくなる。
- 熱伝導性が良く、放電により発生した熱を素早く放散させ、加工媒体の絶縁性を速やかに回復させ、アーク焼けの発生を抑制する。
- 電気伝導性がよく、イオン化を促進し、放電の基本条件を満たす。
- 熱膨張係数が低いため、放電加工中の電極サイズが安定し、加工精度を確保できる。
- 機械的性質が良く、機械加工が容易で、耐変形性に優れている。

電極の分解
電極の加工方法には、一般的にCNCフライス加工かワイヤーカットが用いられる。電極が複雑な凹面や凸面を持つ場合、CNCフライス加工が必要となる。電極を全体として加工することができず、2つ以上の部品に分割して加工する必要がある場合もあります。このように、電極をさまざまな部品に分割して、金型のさまざまな部分の放電加工を行うことを、電極の分解といいます。
電極を分解する目的
プラスチック金型製造において、放電加工(EDM)はほとんど不可欠である。放電加工の加工速度は、金型製造のサイクル、品質、コストに直接影響する。そのため、電極(銅電極)の詳細な分析と合理的な分解が不可欠です。分解の質は、金型製造のレベル、加工速度、製造コスト、さらには金型全体の構造を直接左右する。電極の分解能力は、金型設計者の総合レベル、構造的思考の正しさ、機械加工技術のレベルを反映する。電極の合理的な分解は次のような効果がある:
- 金型加工の簡素化。
- 金型の構造を改善する。
- 金型の製造サイクルを短縮する。
- 金型の品質を高める。
- 金型コアとキャビティの寸法精度を向上させる。
- 電極材料のコストを節約。
電極分解プロセス
電極の分解は、金型加工において不可欠な作業です。電極解体の品質は、金型の加工スピードと品質に直接影響します。設計者は、金型メーカーや放電加工技術者と広くコミュニケーションをとり、経験を収集し、まとめなければなりません。自社の加工条件に基づいて、合理的な分解計画を話し合って決める。
1.電極の分解位置を決める
直角、鋭角、細い溝(高速加工機と小型工具があれば、細い溝の直接加工が可能)、文字部分など、CNC加工機で加工できない部品は、一般的に電極分解が必要である。電極分解は、加工物を分析し、分解箇所を決定し、最も材料効率がよく、最も速く、最も効果的な方法で実施しなければならない。

2.電極形成部品の分解
電極の形成部品の分解は、一般的に、形状を近似するために表面を抽出するか、または差を計算し、その後、電極の形成部品の構造を得るために編集することを含む。形成部品を分解する際、できるだけ伸ばすことが重要であるが、干渉は避けるべきであり、分解された電極が必要な部品を効果的に形成できるようにする必要がある。

3.フラッシングポジションを描く
EDMのフラッシング高さは、一般的に被加工物の最も高い部分から2~5mmの高さに設定され、EDM加工中の残留物の除去を容易にしている。放電加工は多くの残渣を発生させ、速やかに除去しなければ、二次放電が電極を損傷させ、過度のカーボンの蓄積が被加工物、特に深いキャビティに損傷を与え、射出成形時の欠陥につながる可能性がある。フラッシングポジションは、一般的にオフセット面とストレッチ機能を使用して完了します。

4.データムを描く
電極のデータムは、センタリング、キャリブレーション、タッチナンバーに使用され、成形部品の精度と正確さを直接決定することができるため、非常に重要です。データムの外形寸法は一般的に整数であり、データムの端から成形部品の端までの一般的な距離は3~8mm、高さは5~15mmである。

データムの描画方法には、通常2つのアプローチがある:
1つは、成形部品の縁に沿って均一に拡大することであり、その結果、データムの中心からワークピースの中心まで小数点以下となる。
もう1つは、データムの中心とワークの中心を整数としてプリセットし、成形部品のエッジの均一な拡大を考慮しない方法であり、これは放電加工中の寸法誤差を回避し、誤差の可能性を減らすという利点がある。一般的には2番目の方法が推奨される。
電極の向きは非常に重要で、工場によって表現方法が異なる。一般的には、電極の3つの角を面取りするかしないかを、被加工物の面取りされた基準角に対応させ、粗い電極と細かい電極を区別するために電極にコードをマークする。

5.電極放電加工図
電極放電加工図は、主に放電加工技術者の作業時のガイドとして使用されます。図面はできるだけシンプルで、あまり多くの図や寸法を用いず、電極の位置決め寸法、放電加工間隙、データム位置の表現だけを必要とします。この3つの要素が伝われば、図面は成立する。
電極分解の原理
電極の分解は複雑な作業であるが、一般的には以下の8つの原則に従う:
- 製品の技術仕様を満たすために必要な外観を十分に考慮すること。
- グルーポジション電極の大小による放電の違いを区別する。
- 社内で効率的かつ実現可能な加工ができるよう、電極加工の難易度を徹底的に検討・評価する。
- 各電極と各パーツに要求される精度を十分に考慮し、差別化することで、やみくもな高水準の追求を避け、さまざまな種類の加工設備を効果的に使用できるように調整する。
- 金型の製造コスト削減を目指す。金型加工においてコストは最も重要な指標である。電極を合理的に分解することでしか、経済的なメリットを最大化することはできません。
- 加工工程の配置と影響を十分に考慮する。合理的な工程配置があって初めて、金型一式をうまく、早く、経済的に生産することができる。
- さまざまな加工工程と全体の加工速度のバランスをとる。金型一式について、固定金型用電極、可動金型用電極、スライダー用電極、傾斜プッシュロッド用電極、インサート用電極を検討し、分解時にこれらをグローバルにバランスさせる。
- 条件が許す限り、加工プロセス中の人的ミスを最小限に抑える。
電極の分解に関する考察
電極を分解する際は、実現可能性、実用性、変形しないこと、加工の利便性、コスト、外観の美しさなどを考慮する。分解する電極は少なければ少ないほどよい。
1.電極全体の設計と製作
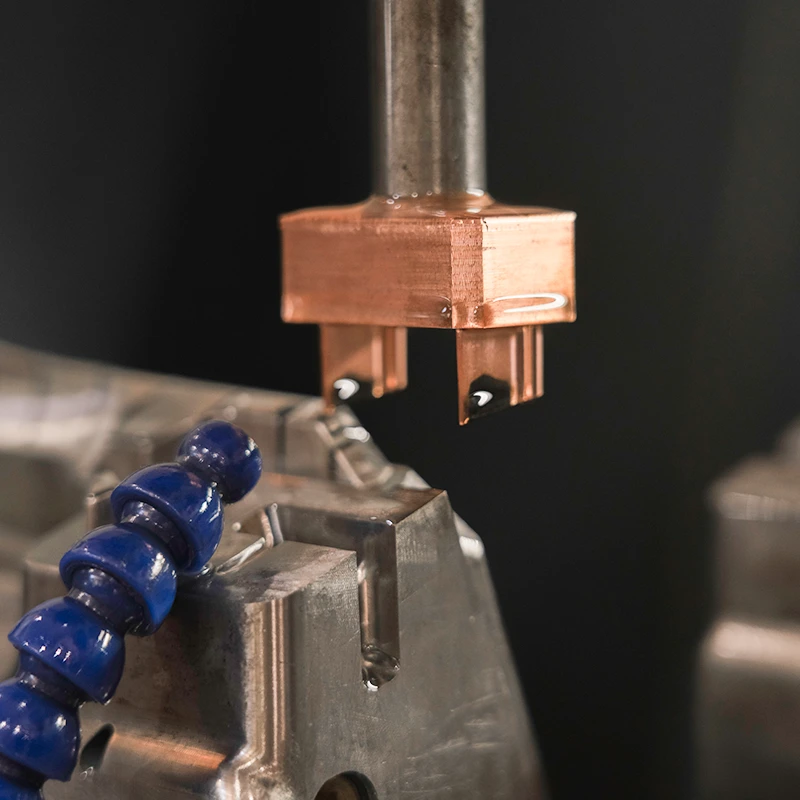
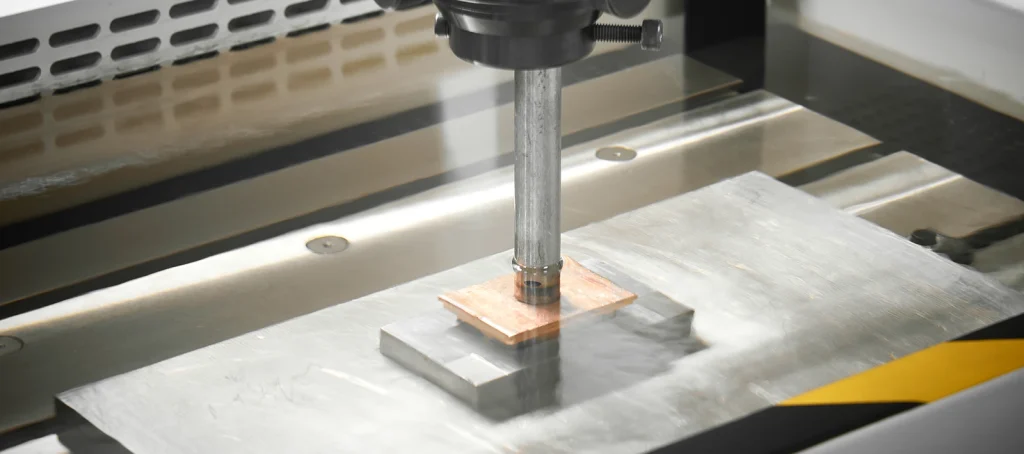
可能な限り、電極全体を分解する。ただし、加工の可能性を考慮し、一工程で完了するようにする。一工程でできない場合は、複数の電極に分解します。電極全体の中には、CNCフライス加工、ワイヤーカット加工、電極腐食加工を用いた下の写真のような、複数の加工工程を必要とする特殊なものもあります。このような電極は一般的に製品精度を満たす必要があり、複数の電極に分解してしまうと継ぎ目ができてしまい、製品精度の確保が難しくなります。
2.個々の電極の分解
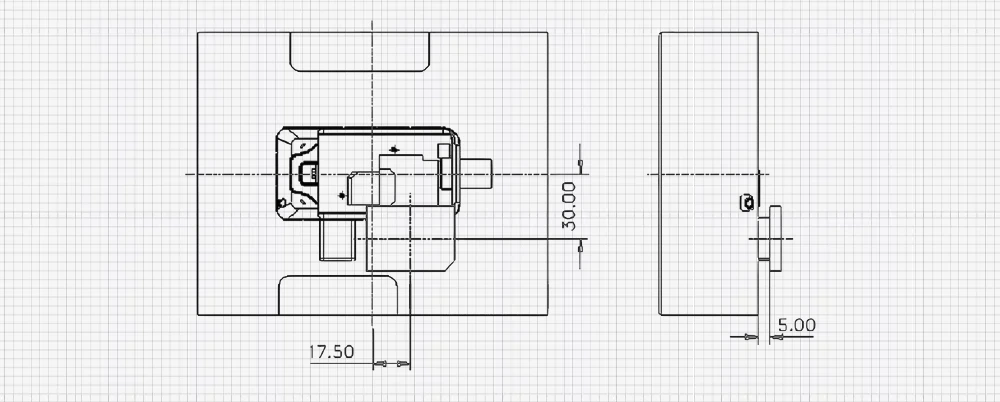
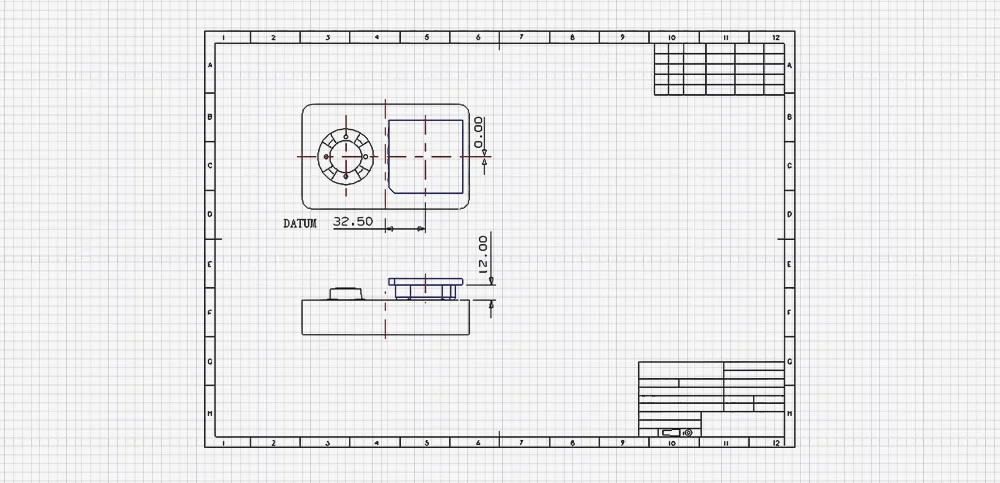
分解後の電極は加工可能でなければなりません。電極全体の加工が困難であったり、デッドコーナーが届かなかったり、長すぎたり小さすぎたりする工具が必要な場合があり、追加電極の分解を検討することが合理的である。局所的なクリーンアップ電極が必要な場合もあり、その加工は難しくありませんが、放電加工のオフセットと校正基準を明確に理解することが不可欠です。CNC加工では、金型コアの丸で囲んだ部分を直接加工するのは難しく、放電加工用の単一電極を設計・加工するのも難しい。写真の(b)と(c)の部分に電極を分解すると、加工が非常に簡単になります。

3.リブ電極の分解
プラスチック製品用に設計された薄い板状の構造物の強度を高めるために、当初はリブと呼ばれていた。リブは幅が狭く奥行きが深いため、直接加工するのは難しい。一般的にはリブ電極を設計する必要がある。これらの電極は加工中に変形しやすい。小径で適度な送り速度の新しい工具を使用する。まず、長さ寸法を正確に加工するが、幅寸法には若干のマージン(1mmなど)を残し、次に、外形全体を囲むことなく、工具を両側で同時に動かしながら幅を加工する。また、各カットの深さは0.2~1mmにする。深すぎるカットは好ましくない。
4.素材の状況
電極を分解する前に、まず自社の材料事情を理解し、材料を最大限に生かす努力をする。輸入銅の場合、一般的に標準寸法に片側1~1.5mm加える必要があるが、ほとんどの目的には十分である。国産鍛造銅は規格が少なく、片側2mm加えることを推奨する。
5.フラッシングとキャリブレーションのセットアップ
放電加工機によるフラッシングを容易にするため、電極の直線部分を2~5mmに設定する。XY軸のキャリブレーションは、片側3~8mm程度、底面の高さは5mm以上に設定してください。
6.電極基準設計
電極ベースには、角の丸い角3つと角度のある角1つを使用し、角度のある角を金型キャビティのデータムに合わせることを推奨します。電極の中心を、整数を使って金型キャビティのデータムに合わせます。
7.効率的な電極分解
電極を別々に分解しないようにしてください。材料と放電時間を節約するため、全体を分解できる場合は一緒に行う。加工が難しい場合は、ワイヤーカットや彫刻機で角をきれいにする。
8.解体における材料保存
高さの差が大きい電極は、材料を節約するために複数の電極に分解すべきである。
9.対称電極の加工
左右対称の電極は、加工中に数を移動させながら一緒に加工されることが多い。似たような形状の電極は区別し(例えば、角度をつけたり角を丸くしたり)、2つの電極の接合部を1mm延長する。
10.分解後の検査
分解後、電極を被加工物にはめ込み、干渉がないか注意深くチェックする。類似した電極や対称的な電極が合理的に分解されているか確認し、平行移動または回転させた電極の距離と回転中心が正しいことを確認する。
11.電極仕上げの精度
電極の粗さと細かさは、製品の外観要求によって決定されることが多い。時には、銅を節約するために、電極を完成させた後、電極全体の曲面デザインを下げ、電極に精密フライス加工を施し、精密放電加工を行います。
12.深いキャビティの加工
金型の狭くて深いキャビティでは、粗加工のために工具が届かないため、部分的または全体的に粗加工と微細加工を行う必要があることが多い。
13.リブ電極の強化
リブ電極を設計する場合、電極の強度を高め、変形を防ぐために、リブの角度を変え、補強ベースを設計する。
13.金型のシャープさを確保する
電極を分解する際、金型キャビティとコアの接着面を枕面から切り離し、金型キャビティの切れ味を確保する。
14. 電極座標の整合性の維持
分解電極を設計する場合、電極の座標系を安易に変更しないことを推奨します。1つの図面ファイルにつき、1つの電極に対して組立分解を使用してください。また、電極を区別するためにレイヤーを使用することもできます。











