
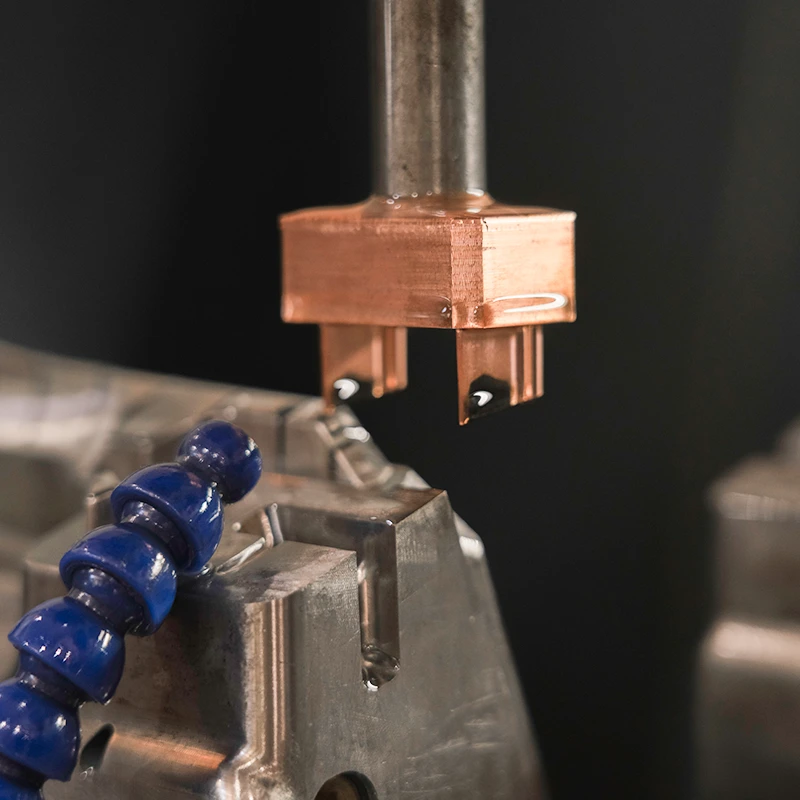
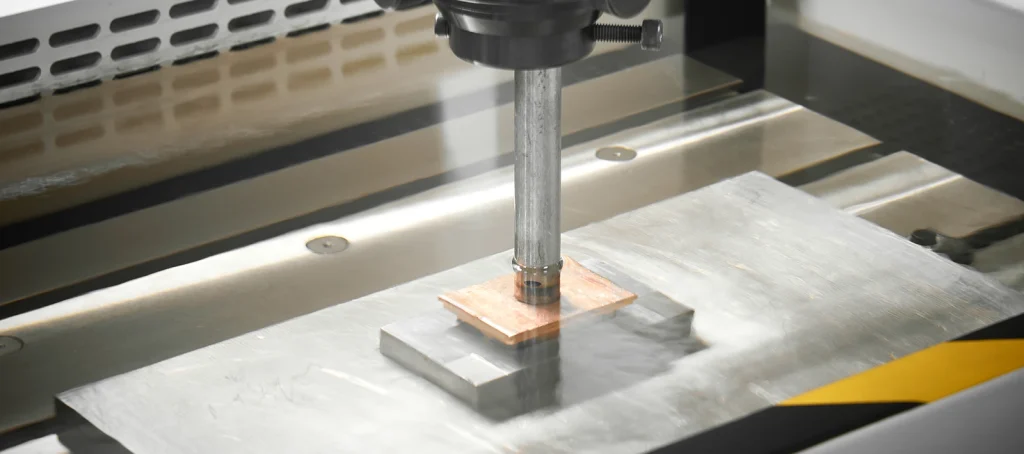
电极通常用于模具加工。它们是放电加工(EDM)中的火花加工工具,主要用于加工模具中的型腔。
什么是电极?
电极是用于火花加工的工具。在模具加工中,有些零件过于复杂,或者内角和圆角较小,传统工具无法加工。另外,如果工件因刀具长度过长而无法加工,则可使用电极进行电火花加工。
电极材料
1.红铜
红铜来源广泛,导电性能良好。它可以在苛刻的条件下稳定加工,不易产生电弧,加工损耗极小。它可以通过精细加工实现高精度,表面粗糙度优于 Ra1.25μm。该工艺可保持锋利的边缘和精致的形状。
但其机械加工性能不如石墨,而且难以磨削。其机械强度低,不利于装夹、调整和保持长期稳定的加工。其密度大,增加了加工进料系统的负担,提高了系统要求,不利于电极的安装和调整。

2.石墨
与红铜电极相比,石墨有几个优点:
1). 减少电极磨损(粗加工时为红铜的 1/5 至 1/3)。
2).加工速度更快(约为红铜的 1.5 至 3 倍)。
3).机加工性能更好,切削阻力仅为红铜的四分之一。
4).加工效率提高一倍,重量更轻(仅为红铜的 1/5),适用于大型电极。
5).耐高温,热膨胀系数低(约为红铜的 1/4)。
其缺点是脆性大(可通过在工作液中浸泡来降低脆性)、易损坏、易烧弧,而且在精密加工中损失较大,表面粗糙度最高只能达到 Ra2.5μm。不易形成薄板或尖锐边缘。

3.铜钨和银钨合金
铜钨电极,由于其导热率高、损耗率低、热膨胀率低。此外,钨的熔点高,可广泛用于模具钢和硬质合金工件以及精密加工。铜钨合金和银钨合金的加工性能相当,加工稳定性好,电极损耗低,但价格昂贵,分别约为铜的 40 倍和 100 倍。
4.黄铜
与红铜相比,黄铜电极的磨损率较高,加工速度较慢,但放电时短路现象较少,加工过程稳定。目前,黄铜电极一般不用于电火花成形,但仍用于低速线切割。
5.钢材
钢因其良好的加工性而被用作电极材料,但其加工稳定性较差。在钢模加工中,加工速度是红铜的 1/3 至 1/2 ,电极磨损率为 15% 至 20%,无法实现低损耗。
综合这些常见电极材料的应用特点,电火花加工用电极材料应满足以下基本性能要求:
- 熔点高,电极材料的熔点越高,相对电极损耗就越小。
- 良好的导热性,使放电产生的热量迅速散失,迅速恢复加工介质的绝缘性能,抑制电弧烧伤的发生。
- 良好的导电性,有利于电离,满足放电的基本条件。
- 热膨胀系数低,使电极尺寸在放电加工过程中保持稳定,确保加工精度。
- 机械性能好,易于加工,抗变形能力强。

拆卸电极
电极的加工方法通常包括数控铣削或线切割。当电极具有复杂的凹面和凸面时,需要进行数控铣削。有时,电极无法作为一个整体进行加工,需要分成两个或多个部分进行加工。这种将电极分成不同部分以完成模具不同部分放电加工的过程称为拆卸电极。
拆卸电极的目的
在塑料模具制造中,放电加工(EDM)几乎是不可或缺的。放电加工的加工速度直接影响到模具制造的周期、质量和成本。因此,对电极(铜电极)进行详细分析和合理拆卸至关重要。拆卸质量直接决定了模具制造水平、加工速度、制造成本,甚至模具的整体结构。拆卸电极的能力反映了模具设计人员的综合水平、结构思维的正确性和加工技术的高低。合理拆卸电极可产生以下效果:
- 简化模具加工。
- 改进模具结构。
- 缩短模具制造周期
- 提高模具质量。
- 提高模芯和模腔的尺寸精度。
- 节省电极材料成本
电极拆卸工艺
电极拆卸是模具加工的重要组成部分。电极拆卸的质量直接影响模具的加工速度和质量。设计人员必须与模具制造商和放电加工技术人员进行广泛交流,收集和总结经验。根据本公司的加工条件,讨论并确定合理的拆卸方案。
1.确定电极的拆卸位置
数控机床无法加工的零件通常需要进行电极拆卸,如直角、锐角、窄槽(如果公司拥有高速机床和小型刀具,则可以直接加工窄槽)和文本区域。电极拆卸必须对工件进行分析,确定拆卸位置,并以最节省材料、最快和最有效的方式进行拆卸。

2.电极成型部件的拆卸
电极成型部件的拆卸一般包括提取表面或计算差异以近似形状,然后进行后续编辑以获得电极成型部件的结构。在拆解成形部件时,要尽可能地延伸,但应避免干涉,并确保拆解后的电极能有效成形所需的部件。

3.绘制冲洗位置图
电火花加工的冲洗高度通常设置在工件最高处以上 2 至 5 毫米的位置,以便于在电火花加工过程中清除残留物。放电加工会产生大量残留物,如果不及时清除,二次放电会损坏电极,过多的积碳会损坏工件,特别是在深腔中,导致注塑成型时出现缺陷。冲洗位置一般使用偏移表面和拉伸功能来完成。

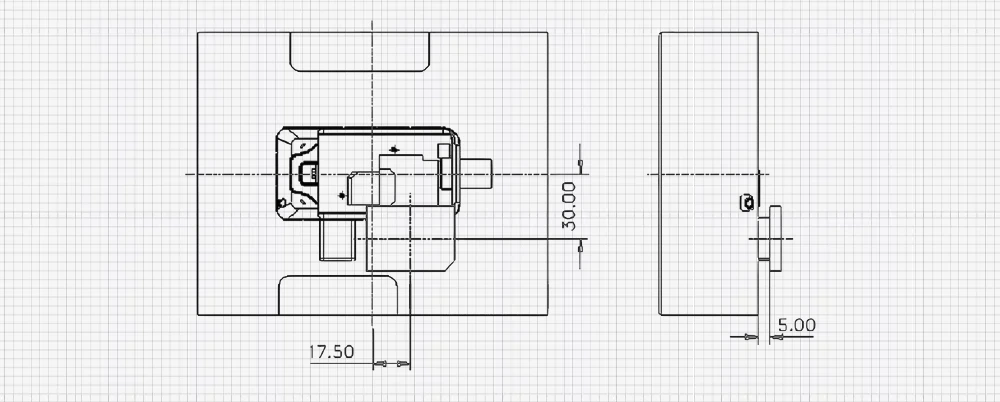
4.绘制基准
电极的基准面非常重要,因为它可用于定心、校准和摸数,直接决定成形部件的精度和正确性。基准的外部尺寸一般为整数,从基准边缘到成形部件边缘的距离一般为 3 至 8 毫米,高度为 5 至 15 毫米。

绘制基准线的方法通常包括两种:
一种是沿着成形部件的边缘均匀放大,结果是从基准中心到工件中心的小数点。
另一种是将基准中心和工件中心预设为整数,不考虑成形零件边缘的均匀放大,这种方法的优点是可以避免电火花加工过程中的尺寸误差,减少出错的几率。一般推荐使用第二种方法。
电极的方向非常重要,不同的工厂有不同的表示方法。一般来说,电极的三个角要么倒角,要么不倒角,与工件的倒角基准角相对应,然后在电极上标注代码,以区分粗电极和细电极。

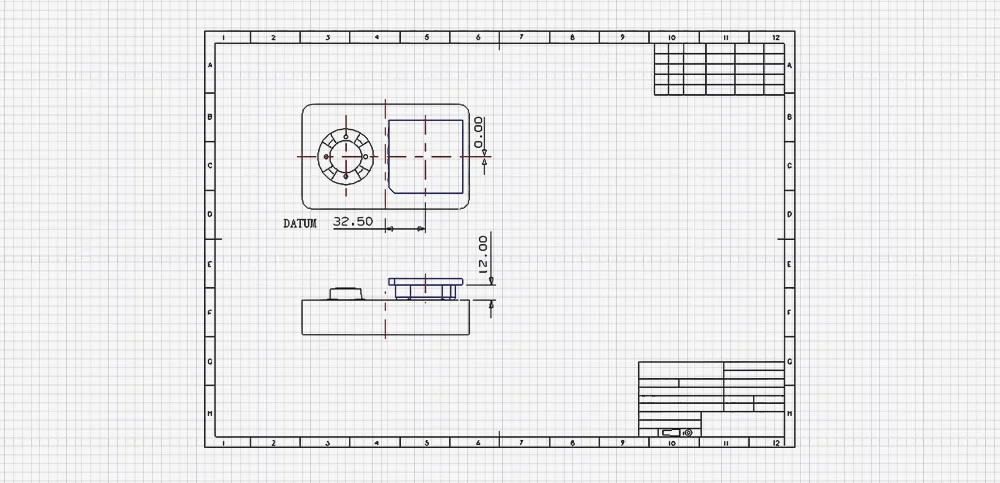
5.电极放电加工示意图
电极放电加工图主要用于指导放电加工技术人员进行操作。图纸应尽量简单,不要有太多的视图和尺寸,只需表达电极定位尺寸、放电加工间隙和基准位置。如果能表达这三个要素,图纸就是可行的。
电极拆卸原理
拆卸电极是一项复杂的工作,一般要遵循以下八项原则:
- 充分考虑产品的外观要求,以满足其技术规格。
- 区分大胶位电极和小胶位电极的放电差异。
- 充分考虑和评估电极加工的难度,确保在公司内部进行高效可行的加工。
- 充分考虑和区分每个电极、每个零件的精度要求,避免盲目追求高标准,有效协调各类加工设备的使用。
- 旨在降低模具制造成本。成本是模具加工中最关键的指标。只有合理拆卸电极,才能实现经济效益最大化。
- 充分考虑加工工序的安排和影响。只有合理安排工序,才能又好又快又经济地生产出整套模具。
- 平衡各种加工工序和整体加工速度。对于整套模具,应考虑用于固定模具、活动模具、滑块、倾斜推杆和镶件的电极,并在拆卸时对这些电极进行全面平衡。
- 在条件允许的情况下,尽量减少加工过程中的人为错误。
电极拆卸注意事项
拆卸电极时,应考虑电极的可行性、实用性、不变形性、加工方便性、成本和美观性。拆卸的电极越少越好。
1.整体电极的设计和制造
尽可能拆卸整个电极。但要考虑加工的可行性,尽量一步完成。如果不能一步完成,则拆成多个电极。有些整体电极比较特殊,需要多个加工步骤,例如下图中使用数控铣削、线切割和电极腐蚀工艺的电极。这些电极一般需要满足产品精度要求,拆卸成多个电极会造成接痕,难以保证产品精度。
2.拆卸单个电极
拆卸后的电极必须可以加工。有时,整个电极难以加工,有无法触及的死角,或者需要的工具太长或太小,因此考虑拆卸一个额外的电极是合理的。有时需要局部清理电极,其加工并不困难,但必须清楚了解放电加工偏置和校准标准。在数控加工过程中,直接加工模芯中的圈定区域具有挑战性,而且设计和加工放电加工用单个电极也很困难。将电极拆卸成图中的 (b) 和 (c) 两部分后,加工就容易多了。

3.拆卸肋电极
为了提高最初为塑料产品设计的薄板状结构的强度,这些结构被称为肋条。肋既窄又深,因此很难直接加工。一般来说,需要设计肋条电极。这些电极在加工过程中容易变形。使用直径较小、进给速度适中的新刀具。首先,准确加工长度尺寸,但要为宽度尺寸留出一定的余量(如 1 毫米),然后加工宽度,同时在两侧移动刀具,不要包围整个轮廓。此外,每个切口的深度应为 0.2 至 1 毫米。切口不宜过深。
4.物质条件
在拆卸电极之前,首先要了解公司的材料情况,努力做到物尽其用。进口铜一般需要在标准尺寸的基础上每边增加 1 至 1.5 毫米,这足以满足大多数用途。国产锻造铜的标准化程度较低,建议每边增加 2 毫米。
5.冲洗和校准设置
将电极的直线部分设置为 2 至 5 毫米,以方便电火花机床进行冲洗。将 XY 轴校准设置为每边约 3 至 8 毫米,底座高度大于 5 毫米。
6.电极基准设计
建议电极底座使用三个圆角和一个斜角,将斜角与模腔基准对齐。使用整数将电极中心与模腔基准对齐。
7.高效电极拆卸
尽量不要单独拆卸电极。如果可以整体拆卸,就一起拆卸,以节省材料和放电时间。加工困难时,可使用线切割或雕刻机清理边角。
8.拆卸过程中的材料保护
高度差异较大的电极应拆成多个电极,以节省材料。
9.加工对称电极
对称电极通常一起加工,在加工过程中移动编号。形状相似的电极应加以区分(例如多加一个斜角或圆角),并将两个电极之间的连接处延长 1 毫米。
10.拆卸后检查
拆卸后,将电极装入工件,仔细检查是否存在干涉。检查相似和对称电极的拆卸是否合理,并验证平移或旋转电极的距离和旋转中心是否正确。
11.电极表面处理精度
电极的粗糙度和细度通常由产品的外观要求决定。有时,为了节省铜,在完成电极后,降低电极的整体曲面设计,对电极进行精密铣削,然后再进行精密电火花加工。
12.加工深腔
对于模具中的窄腔和深腔,刀具无法进行粗加工,通常需要部分或全部进行粗细电极加工。
13.加强肋电极
在设计肋条电极时,为了提高电极的强度和防止变形,应改变肋条的角度并设计一个加固的底座。
13.确保模具锋利
拆卸电极时,应将模腔和型芯的胶面与枕面分开,以确保模腔的锋利度。
14. 保持电极坐标的完整性
在设计分解电极时,建议不要轻易改变电极的坐标系。在每个绘图文件中使用一个电极的装配分解。层也可用于区分电极。











