

Die Qualität der Formen wirkt sich oft direkt auf die Qualität und die Produktionseffizienz der Werkstücke aus. Im Arbeitsablauf der Formenbearbeitung folgen auf die Schritte der Formbearbeitung die Glattbearbeitung und die Spiegelbearbeitung, die zusammenfassend als Oberflächenschleifen und Polieren der Teile bezeichnet werden. Die Qualität des Polierens wirkt sich auf die Qualität und Lebensdauer der Form aus, was wiederum die Qualität der Produkte bestimmt.
Das Verständnis der Prinzipien und Prozesse des Polierens und die Auswahl geeigneter Poliermethoden und -produkte können die Qualität und Lebensdauer von Formen verbessern und damit die Produktqualität und die Verarbeitungseffizienz steigern.


Gängige Methoden zum Polieren von Formen
1. Physikalisches Polieren

Beim physikalischen Polieren von Formen werden in der Regel Werkzeuge wie Ölsteine, Wollräder und Schleifpapier verwendet, um die Materialoberfläche plastisch zu verformen, Vorsprünge zu entfernen und eine glatte Oberfläche zu erzielen. Dieses Verfahren wird im Allgemeinen manuell durchgeführt. Für Oberflächen mit hohen Qualitätsanforderungen können wir ultrafeine Polierverfahren einsetzen. Beim Feinstpolieren werden spezielle Schleifwerkzeuge in einer schleifmittelhaltigen Aufschlämmung gegen die Werkstückoberfläche gepresst und mit hoher Geschwindigkeit gedreht. Mit diesem Verfahren kann eine Oberflächenrauhigkeit von Ra0,008 μm erreicht werden.
Physikalisches Polieren von Formen ist derzeit die am weitesten verbreitete Poliermethode unter Formenbauern.
1). Übliche Werkzeuge und Spezifikationen für das Polieren von Formen
- Zu den häufig verwendeten Werkzeugen für das Polieren von Formen gehören Sandpapier, Ölsteine, Wollfilzräder, Polierpaste, Legierungsfeilen, Diamantschleifnadeln, Bambusstücke, Faserölsteine und rotierende Poliermaschinen.
- Schleifpapier: 150#, 180#, 320#, 400#, 600#, 800#, 1000#, 1200#, 1500#
- Öl-Steine: 120#, 220#, 400#, 600#
- Wollfilz-Räder: Zylindrisch, konisch, rechteckig mit spitzen Enden
- Polierpaste: 1# (weiß), 3# (gelb), 6# (orange), 9# (grün), 15# (blau), 25# (braun), 35# (rot), 60# (lila)
- Feilen: Quadratisch, rund, flach, dreieckig und andere Formen
- Diamant-Schleifnadeln: In der Regel mit 3/32- oder 1/8-Schaft, erhältlich in den Formen runde Welle, zylindrisch, langer gerader Zylinder und lange konische Form
- Bambus-Stücke: Verschiedene Formen geeignet für Betreiber und Form Formen, verwendet, um Sandpapier während des Schleifens drücken, um die gewünschte Oberflächenrauheit zu erreichen
- Faserölsteine: 200# (schwarz), 400# (blau), 600# (weiß), 800# (rot)
2). Polierverfahren
01. Grobpolieren
Nach Prozessen wie Feinmahlen, EDMund Schleifenkönnen wir die Oberflächen mit einer Rotationspoliermaschine mit einer Geschwindigkeit von 35.000-40.000 U/min polieren. Dann folgt das manuelle Ölsteinschleifen unter Verwendung von Kerosin als Schmier- oder Kühlmittel. Die Reihenfolge der Anwendung ist 180# → 240# → 320# → 400# → 600# → 800# → 1000#.
02. Semi-Finishing Polieren
Beim Semi-Finishing-Polieren werden hauptsächlich Schleifpapier und Kerosin verwendet. Die Reihenfolge der Verwendung von Schleifpapier ist 400# → 600# → 800# → 1000# → 1200# → 1500#. Beachten Sie, dass das Schleifpapier #1500 nur für gehärteten Formstahl (über 52HRC) und nicht für vorgehärteten Stahl geeignet ist, da es die Oberfläche beschädigen und den gewünschten Poliereffekt verhindern kann.
03. Feinpolieren
Beim Feinpolieren wird hauptsächlich Diamantpolierpaste verwendet. Wenn ein Poliertuchrad mit Diamantschleifpulver oder -paste verwendet wird, ist die typische Polierfolge 9μm (1800#) → 6μm (3000#) → 3μm (8000#). Mit der 9μm-Diamantpolierpaste und der Poliertuchscheibe können Haarrisse entfernt werden, die durch das Schleifpapier 1200# und 1500# entstanden sind. Anschließend wird der Poliervorgang mit Filz und Diamantpolierpaste in dieser Reihenfolge fortgesetzt: 1μm (14000#) → 1/2μm (60000#) → 1/4μm (100000#).
04. Polieren der Umgebung
Der Poliervorgang sollte in zwei getrennten Bereichen durchgeführt werden: einer für das Grobschleifen und einer für das Feinpolieren. Es ist wichtig, das Werkstück zwischen den einzelnen Arbeitsschritten gründlich zu reinigen, um alle Schleifpartikel aus dem vorherigen Schritt zu entfernen. Nach Abschluss des Grobpolierens mit Ölsteinen bis hin zu Schleifpapier 1200# sollte das Werkstück zum Polieren in einen staubfreien Raum gebracht werden, um sicherzustellen, dass keine Staubpartikel an der Formoberfläche haften. Poliervorgänge, die eine Präzision von mehr als 1 μm (einschließlich 1 μm) erfordern, sollten in einem sauberen Polierraum abgeschlossen werden. Für noch präziseres Polieren ist eine absolut saubere Umgebung erforderlich, da Staub, Rauch, Schuppen und Speichel die hochpräzise polierte Oberfläche ruinieren können.
Nach Abschluss des Poliervorgangs sollte die Oberfläche des Werkstücks vor Staub geschützt werden. Nach Beendigung des Poliervorgangs sollten alle Polier- und Schmiermittel sorgfältig entfernt werden, um sicherzustellen, dass die Oberfläche sauber ist, und die Oberfläche des Werkstücks sollte mit einer Schicht aus Rostschutzmittel besprüht werden.
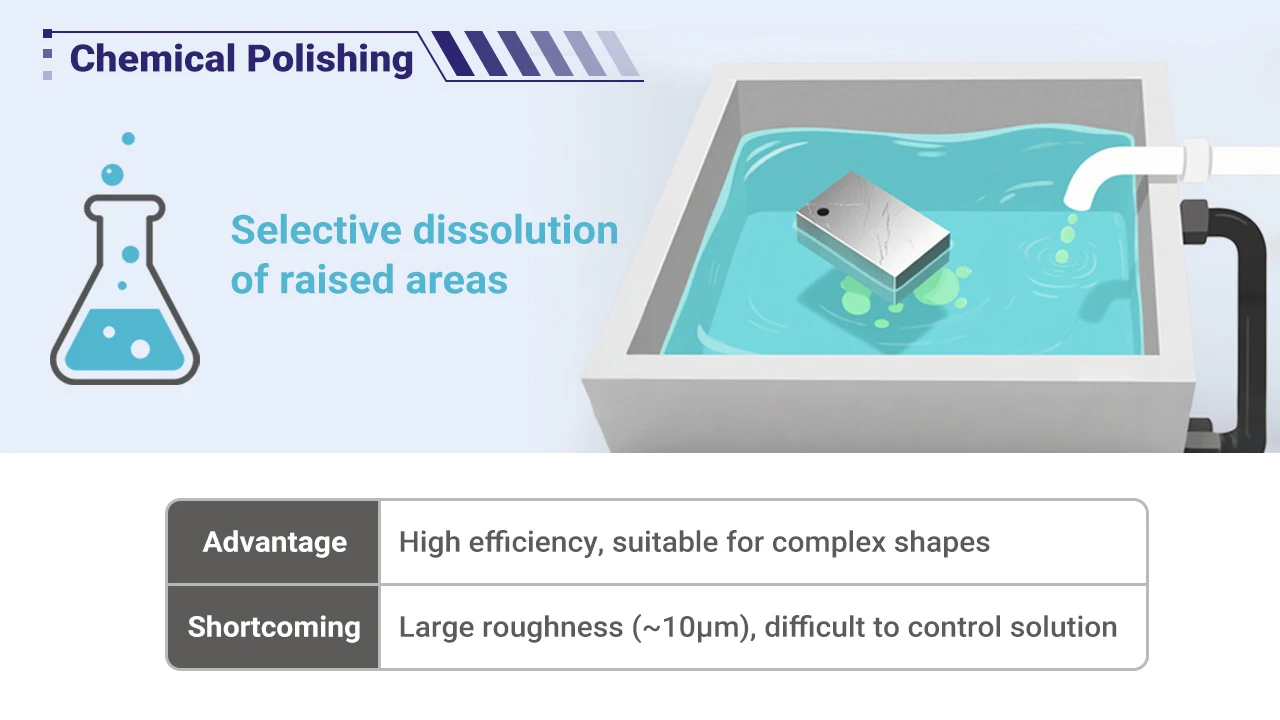
2. Chemisches Polieren
Beim chemischen Polieren wird das Material in ein chemisches Medium getaucht, in dem sich die mikroskopisch kleinen Vorsprünge auf der Oberfläche bevorzugt gegenüber den Vertiefungen auflösen, so dass eine glatte Oberfläche entsteht. Die Hauptvorteile dieser Methode sind, dass sie keine komplexe Ausrüstung erfordert, Werkstücke mit komplexen Formen polieren kann und viele Werkstücke gleichzeitig polieren kann, was eine hohe Effizienz bietet. Die zentrale Herausforderung beim chemischen Polieren liegt in der Aufbereitung der Polierlösung. Die durch chemisches Polieren erzielte Oberflächenrauhigkeit liegt im Allgemeinen im Bereich von einigen zehn Mikrometern.
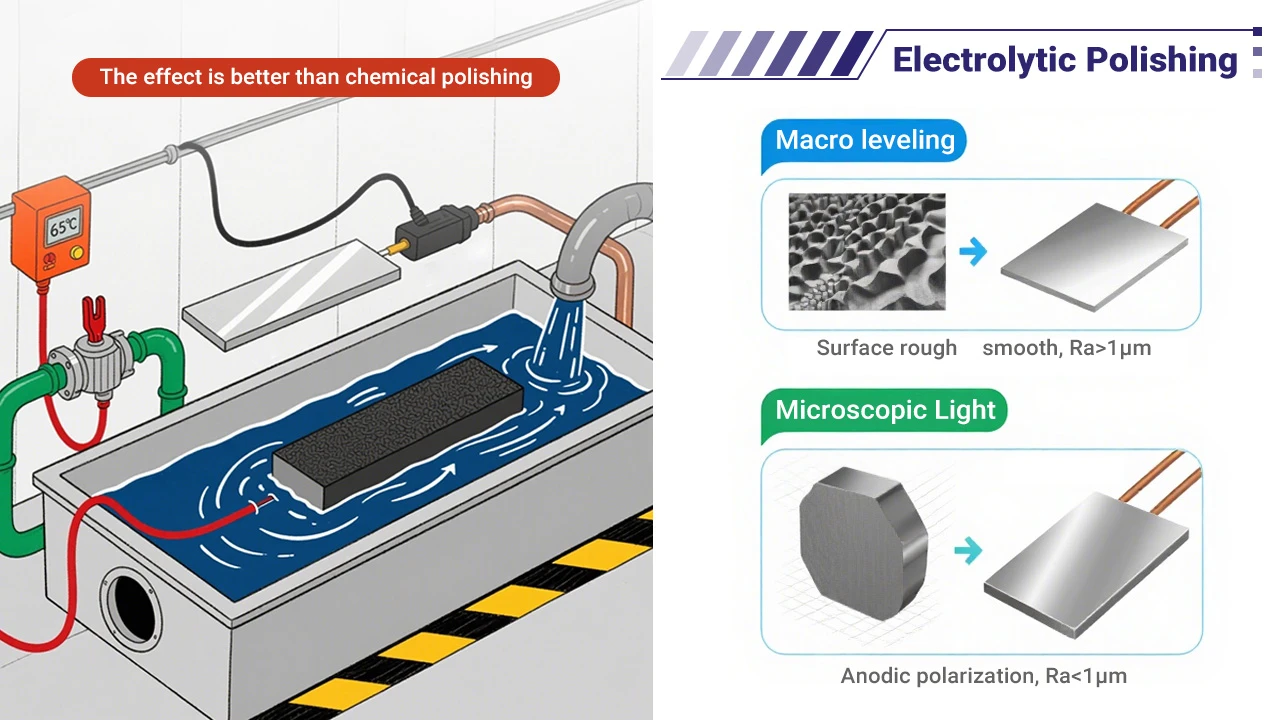
3. Elektrolytisches Polieren
Das Grundprinzip des elektrolytischen Polierens ähnelt dem des chemischen Polierens, bei dem die mikroskopisch kleinen Vorsprünge auf der Oberfläche des Materials selektiv aufgelöst werden, was zu einer glatten Oberfläche führt. Im Vergleich zum chemischen Polieren können die Auswirkungen der kathodischen Reaktionen eliminiert werden, was zu besseren Ergebnissen führt. Der elektrolytische Polierprozess umfasst zwei Schritte:
- Makroskopische Nivellierung: Die Auflösungsprodukte diffundieren in den Elektrolyten und verringern die geometrische Rauheit der Materialoberfläche, Ra > 1μm.
- Mikro-Leveling: Anodische Polarisierung erhöht die Oberflächenhelligkeit, Ra < 1μm.
4. Polieren mit Ultraschall
Beim Ultraschallpolieren haben wir das Werkstück in eine Schleifmittelsuspension gelegt und einem Ultraschallfeld ausgesetzt. Die Ultraschallschwingungen bewirken, dass das Schleifmittel die Oberfläche des Werkstücks poliert. Die Ultraschallbearbeitung erzeugt eine minimale makroskopische Kraft, die eine Verformung des Werkstücks verhindert, aber die Werkzeuge und die Einrichtung können schwierig sein. Die Ultraschallbearbeitung kann mit chemischen oder elektrochemischen Verfahren kombiniert werden. Durch die Anwendung von Ultraschallschwingungen zum Rühren der Lösung werden die Auflösungsprodukte auf der Werkstückoberfläche entfernt, was eine gleichmäßige Korrosion oder Elektrolyse in Oberflächennähe gewährleistet. Die Kavitationswirkung des Ultraschalls in der Flüssigkeit hemmt auch den Korrosionsprozess und trägt zur Aufhellung der Oberfläche bei.

5. Flüssigpolieren
Beim Fluidpolieren werden mit hoher Geschwindigkeit fließende, flüssigkeitstragende Schleifmittel zum Polieren der Werkstückoberfläche eingesetzt. Zu den gängigen Methoden gehören die Bearbeitung mit Schleifmittelstrahlen, die Bearbeitung mit Flüssigkeitsstrahlen und das dynamische Flüssigkeitsschleifen. Beim Fluiddynamischen Schleifen fließt ein hydraulisch angetriebenes Medium, das Schleifpartikel enthält, schnell über die Oberfläche des Werkstücks hin und her. Das Medium besteht in der Regel aus speziellen Verbindungen (polymerähnlichen Substanzen), die mit Schleifmitteln wie Siliziumkarbidpulver vermischt sind.
Vorsichtsmaßnahmen für verschiedene Arten des Polierens
1. Vorsichtsmaßnahmen für das Schleifen von Formen mit Sandpapier und Ölstein
- Für hochharte Formoberflächen sollten nur saubere und weiche Ölsteinschleifwerkzeuge verwendet werden.
- Beim Wechsel der Schleifpapierkörnung während des Schleifens müssen sowohl das Werkstück als auch die Hände des Bedieners gereinigt werden, um zu vermeiden, dass grobes Schleifkorn in die nächst feinere Schleifstufe gelangt.
- Bei jedem Schleifvorgang sollte das Schleifpapier in verschiedenen 45°-Winkeln verwendet werden, bis die Kratzer der vorherigen Körnung beseitigt sind. Nach dem Entfernen der Kratzer der vorherigen Körnung verlängern Sie die Schleifzeit um 25%, bevor Sie zur nächst feineren Körnung wechseln.
- Ein Wechsel der Schleifrichtung hilft, die Entstehung von welligen oder unebenen Oberflächen auf dem Werkstück zu vermeiden.
2. Vorsichtsmaßnahmen beim Diamantpolieren
Das Diamantpolieren muss mit möglichst geringem Druck erfolgen, insbesondere beim Polieren von vorgehärtetem Stahl und bei der Verwendung feiner Polierpasten. Bei der Verwendung der Polierpaste 8000# liegt die übliche Belastung bei 100-200 g/cm², aber es ist schwierig, diese Belastung genau einzuhalten. Um dies zu erleichtern, kann ein dünner und schmaler Griff auf einer Holzleiste angebracht oder ein Teil einer Bambusleiste zugeschnitten werden, um sie flexibler zu machen. Auf diese Weise lässt sich der Polierdruck besser kontrollieren, so dass der Flächendruck der Form nicht zu hoch ist. Beim Diamantpolieren muss nicht nur die Arbeitsfläche sauber sein, sondern auch die Hände des Arbeiters müssen sehr sauber sein.

3. Vorsichtsmaßnahmen beim Polieren von Kunststoffformen
Das Polieren von Kunststoffformen unterscheidet sich deutlich von der Oberflächenpolitur, die in anderen Branchen erforderlich ist. Streng genommen sollte das Polieren von Kunststoffformen als Hochglanzpolieren bezeichnet werden. Es stellt hohe Anforderungen nicht nur an das Polieren, sondern auch an die Ebenheit, die Glätte und die geometrische Genauigkeit der Oberfläche.
Die Normen für das Spiegelpolieren sind in vier Stufen unterteilt:
- A0 = Ra0,008μm
- A1 = Ra0.016μm
- A3 = Ra0,032μm
- A4 = Ra0.063μm
Methoden wie elektrolytisches Polieren und Flüssigkeitspolieren haben Schwierigkeiten, die geometrische Genauigkeit der Teile genau zu kontrollieren, während die durch chemisches Polieren, Ultraschallpolieren und Magnetschleifpolieren erreichte Oberflächenqualität nicht den Anforderungen entspricht. Daher bleibt das mechanische Polieren die wichtigste Methode für die Hochglanzpolitur von Präzisionsformen.

4. Vorsichtsmaßnahmen beim Polieren:

1). Wenn Sie mit der Bearbeitung eines neuen Formhohlraums beginnen, prüfen Sie zunächst die Oberfläche des Werkstücks und reinigen Sie sie mit Petroleum, um sicherzustellen, dass die Oberfläche des Ölsteins nicht verschmutzt wird, wodurch er seine Schneidfunktion verliert.
2). Gehen Sie beim Schleifen von rauen Strukturen von den schwierigen zu den einfachen Bereichen über und konzentrieren Sie sich zuerst auf schwer zugängliche Ecken und tiefere Bereiche, gefolgt von den Seiten und großen ebenen Flächen.
3). Wenn mehrere Teile zusammen poliert werden müssen, schleifen Sie zuerst die rauen Texturen oder Erodierspuren an den einzelnen Teilen, setzen Sie dann alle Teile zusammen und polieren Sie sie glatt.
4). Bei großen ebenen oder seitlichen Flächen sollten Sie nach dem Entfernen rauer Strukturen mit einem Ölstein mit einer flachen Stahlplatte Lichttransmissionstests durchführen, um zu prüfen, ob Unebenheiten oder negativer Luftzug vorhanden sind. Negativer Luftzug kann die Entformung erschweren oder Kratzer auf dem Teil verursachen.
5). Um das Ausschleifen negativer Entwürfe zu verhindern oder einige Gegenflächen zu schützen, bringen Sie zum Schutz Sägeblätter oder Schleifpapier an den Kanten an und erzielen so ideale Ergebnisse.
6). Bewegen Sie beim Schleifen der ebenen Flächen der Form den Griff des Ölsteins hin und her, wobei Sie den Griff so flach wie möglich halten und einen Winkel von 25° nicht überschreiten sollten; ein größerer Winkel kann gewaltsam grobe Kratzer auf dem Werkstück verursachen.
7). Wenn Sie ein Kupfer- oder Bambusstück verwenden, um das Schleifpapier zum Polieren der Werkstückoberfläche anzudrücken, stellen Sie sicher, dass die Größe des Schleifpapiers nicht größer ist als der Werkzeugbereich, um das Schleifen unbeabsichtigter Bereiche zu vermeiden.
8). Vermeiden Sie die Verwendung einer Schleifmaschine zur Reparatur der Trennfläche, da der Schleifscheibenkopf eine raue und wellige Oberfläche hinterlässt. Gegebenenfalls muss der Schleifscheibenkopf für eine konzentrische Auswuchtung eingestellt werden.
9). Die Form der Schleifwerkzeuge sollte genau der Oberflächenform der Form entsprechen, um sicherzustellen, dass das Werkstück beim Schleifen nicht verformt wird.
Wie man häufige Probleme beim Polieren löst

1. Überpolieren
Das größte Problem beim täglichen Polieren ist das "Überpolieren": Je länger die Polierzeit, desto schlechter die Oberflächenqualität der Form. Das Überpolieren äußert sich in zwei Phänomenen: "Orangenhaut" und "Lochfraß". Überpolieren tritt in der Regel beim mechanischen Polieren auf.
2. Ursachen für "Orangenhaut" auf Werkstücken
Unregelmäßig raue Oberflächen werden als "Orangenhaut" bezeichnet. Es gibt viele Ursachen für Orangenhaut, wobei die häufigste eine Überhitzung der Formoberfläche oder eine übermäßige Aufkohlung ist. Übermäßiger Polierdruck und lange Polierzeiten sind die Hauptgründe für Orangenhaut. Polierscheiben zum Beispiel können Hitze erzeugen, die leicht zu Orangenhaut führt. Härtere Stähle können einem höheren Polierdruck standhalten, während relativ weiche Stähle anfällig für Überpolieren sind. Untersuchungen haben gezeigt, dass die Zeit für das Überpolieren mit der Härte des Stahls variiert.
3. Maßnahmen zur Beseitigung von "Orangenhaut" auf Werkstücken
Wenn eine schlechte Oberflächenqualität festgestellt wird, erhöhen viele Menschen den Polierdruck und verlängern die Polierzeit, wodurch sich die Oberflächenqualität oft verschlechtert.
Die folgenden Methoden können zur Abhilfe eingesetzt werden:
- Entfernen Sie die schadhafte Oberfläche mit einem etwas gröberen Schleifmittel als zuvor und polieren Sie dann mit geringerem Druck als zuvor nach.
- Führen Sie den Spannungsabbau bei einer Temperatur durch, die 25 °C unter der Anlasstemperatur liegt. Verwenden Sie vor dem Polieren die feinste Körnung zum Schleifen, bis Sie den gewünschten Effekt erzielen, und polieren Sie dann mit geringerem Druck.
4. Ursachen für "Pitting" auf Werkstückoberflächen
Nichtmetallische Verunreinigungen im Stahl, in der Regel harte und spröde Oxide, werden beim Polieren aus der Stahloberfläche herausgelöst und bilden Mikrolöcher oder Lochfraß. Die wichtigsten Faktoren, die Lochfraß verursachen, sind:
1) Zu hoher Polierdruck und zu lange Polierzeit.
2) Unzureichender Reinheitsgrad des Stahls, hoher Gehalt an harten Verunreinigungen.
3) Rost auf der Oberfläche der Form.
4) Schwarzes Hautmaterial nicht entfernt.
5. Maßnahmen zur Beseitigung von Lochfraß an Werkstücken
- Schleifen Sie die Oberfläche mit einem etwas gröberen Schleifmittel als dem zuvor verwendeten vorsichtig nach. Verwenden Sie für den letzten Schleifschritt weiche und scharfe Ölsteine, bevor Sie mit dem Polieren fortfahren.
- Vermeiden Sie die Verwendung der weichsten Polierwerkzeuge, wenn die Korngröße des Schleifmittels weniger als 1 mm beträgt.
- Verwenden Sie die kürzeste Polierzeit und den geringstmöglichen Polierdruck.
Schlussfolgerung
Das Polieren der Kavität im Formenbau ist ein entscheidender Schritt. Es beeinflusst die Qualität und Lebensdauer der Form und bestimmt die Qualität der Endprodukte. Das Verständnis der Prinzipien und Prozesse des Polierens und die Auswahl geeigneter Poliermethoden können die Qualität und Lebensdauer der Form verbessern und damit die Produktqualität erhöhen.











