
Os eléctrodos são normalmente utilizados no processamento de moldes. Servem como ferramenta para a maquinagem por faísca na maquinagem por descarga eléctrica (EDM), utilizada principalmente para processar as cavidades nos moldes.
O que é um elétrodo?
Os eléctrodos são ferramentas utilizadas para a maquinação por faísca. No processamento de moldes, algumas peças são demasiado complexas ou têm pequenos ângulos internos e filetes que as ferramentas convencionais não conseguem alcançar. Em alternativa, se a peça de trabalho não puder ser maquinada devido ao comprimento excessivo da ferramenta, são utilizados eléctrodos para EDM.
Materiais para eléctrodos
1. Cobre vermelho
O cobre vermelho está amplamente disponível e tem uma boa condutividade eléctrica. Pode ser processado de forma estável em condições difíceis sem gerar facilmente um arco elétrico e com perdas mínimas de processamento. Pode atingir uma elevada precisão com uma rugosidade superficial superior a Ra1,25μm utilizando maquinagem fina. O processo pode manter arestas vivas e formas delicadas.
No entanto, o seu desempenho mecânico de maquinagem é inferior ao da grafite e é difícil de triturar. Tem baixa resistência mecânica, o que não é propício à fixação, ajuste e manutenção de um processamento estável ao longo do tempo. A sua elevada densidade aumenta a carga sobre o sistema de alimentação de processamento e aumenta os requisitos do sistema, tornando-o desfavorável para a instalação e ajuste de eléctrodos.

2. Grafite
Em comparação com os eléctrodos de cobre vermelho, a grafite tem várias vantagens:
1). Menor desgaste do elétrodo (1/5 a 1/3 do desgaste do cobre vermelho durante a maquinação em bruto).
2). Velocidades de maquinagem mais rápidas (cerca de 1,5 a 3 vezes superiores às do cobre vermelho).
3). Melhor maquinabilidade, sendo a resistência ao corte um quarto da do cobre vermelho.
4). Duplica a eficiência de processamento, é mais leve (1/5 do peso do cobre vermelho), adequado para eléctrodos de grandes dimensões.
5). Resistência a altas temperaturas e baixo coeficiente de expansão térmica (cerca de 1/4 do cobre vermelho).
As suas desvantagens incluem a fragilidade (que pode ser reduzida por imersão em fluido de trabalho), a suscetibilidade a danos, a tendência para queimar o arco e uma maior perda na maquinagem de precisão, com uma rugosidade da superfície que só atinge até Ra2,5μm. Não se forma facilmente em placas finas ou arestas vivas.

3. Ligas de tungsténio-cobre e ligas de tungsténio-prata
Eléctrodos de tungsténio de cobre, devido à sua elevada condutividade térmica, baixa taxa de perda, baixa expansão térmica. Além disso, o elevado ponto de fusão do tungsténio é amplamente utilizado em peças de aço para moldes e de carboneto de tungsténio, bem como na maquinagem de precisão. As ligas de tungsténio de cobre e de tungsténio de prata têm uma maquinabilidade comparável, boa estabilidade de processamento e baixa perda de eléctrodos, mas são caras, custando aproximadamente 40 e 100 vezes mais do que o cobre, respetivamente.
4. Latão
Os eléctrodos de latão têm um desgaste mais elevado e velocidades de processamento mais lentas do que o cobre vermelho, mas sofrem menos curto-circuitos durante a descarga, proporcionando um processamento estável. Atualmente, os eléctrodos de latão não são geralmente utilizados na moldagem por EDM, mas continuam a ser utilizados no corte de fio a baixa velocidade.
5. Aço
O aço é utilizado como material de elétrodo devido à sua boa maquinabilidade, mas tem uma estabilidade de processamento mais fraca. No processamento de matrizes de aço, a velocidade de maquinação é de 1/3 a 1/2 da do cobre vermelho e a taxa de desgaste do elétrodo é de 15% a 20%, o que não permite obter perdas reduzidas.
Resumindo as caraterísticas de aplicação destes materiais de eléctrodos comuns, os materiais de eléctrodos para EDM devem cumprir os seguintes requisitos básicos de desempenho:
- Ponto de fusão elevado, quanto mais elevado for o ponto de fusão do material do elétrodo, menor será a perda relativa do elétrodo.
- Boa condutividade térmica, o que permite que o calor gerado pela descarga se dissipe rapidamente, restaurando rapidamente as propriedades isolantes do meio de maquinagem e suprimindo a ocorrência de queimaduras de arco.
- Boa condutividade eléctrica, o que facilita a ionização e satisfaz as condições básicas para a descarga.
- Baixo coeficiente de expansão térmica, o que permite que o tamanho do elétrodo se mantenha estável durante a EDM, garantindo a precisão da maquinação.
- Boas propriedades mecânicas, fácil de maquinar e com boa resistência à deformação.

Desmontagem de eléctrodos
Os métodos de processamento dos eléctrodos envolvem normalmente a fresagem CNC ou o corte de fio. Quando os eléctrodos têm superfícies côncavas e convexas complexas, é necessária a fresagem CNC. Por vezes, um elétrodo não pode ser maquinado como um todo e tem de ser dividido em duas ou mais partes para ser maquinado. Este processo de dividir os eléctrodos em várias partes para realizar a maquinação de descarga para diferentes partes do molde é designado por desmontagem de eléctrodos.
Objetivo da desmontagem dos eléctrodos
No fabrico de moldes para plásticos, a EDM (Maquinação por Descarga Eléctrica) é quase indispensável. A velocidade de maquinação da EDM afecta diretamente o ciclo, a qualidade e o custo do fabrico de moldes. Por isso, é essencial uma análise detalhada e uma desmontagem racional dos eléctrodos (eléctrodos de cobre). A qualidade da desmontagem determina diretamente o nível de fabrico do molde, a velocidade de maquinação, os custos de fabrico e até a estrutura geral do molde. A capacidade de desmontar os eléctrodos reflecte o nível abrangente dos projectistas de moldes, a correção do pensamento estrutural e o nível da tecnologia de maquinação. A desmontagem racional dos eléctrodos pode ter os seguintes efeitos
- Simplificar a maquinação de moldes.
- Melhorar a estrutura do molde.
- Reduzir o ciclo de fabrico dos moldes.
- Melhorar a qualidade dos moldes.
- Melhorar a precisão dimensional dos núcleos e cavidades do molde.
- Poupança no custo dos materiais dos eléctrodos.
Processo de desmontagem do elétrodo
A desmontagem dos eléctrodos é uma parte essencial do processamento do molde. A qualidade da desmontagem dos eléctrodos tem um impacto direto na velocidade de maquinação e na qualidade do molde. Os projectistas devem comunicar extensivamente com os fabricantes de moldes e técnicos de EDM para reunir e resumir experiências. Com base nas condições de processamento da nossa empresa, discutir e decidir sobre um plano de desmontagem razoável.
1. Determinar o local de desmontagem dos eléctrodos
As peças que não podem ser maquinadas por máquinas CNC necessitam normalmente de desmontagem de eléctrodos, tais como ângulos rectos, ângulos agudos, ranhuras estreitas (se a empresa tiver máquinas de alta velocidade e ferramentas mais pequenas, é possível a maquinação direta de ranhuras estreitas) e áreas de texto. A desmontagem de eléctrodos deve analisar a peça de trabalho, determinar a localização da desmontagem e executá-la da forma mais eficiente em termos de material, mais rápida e mais eficaz.

2. Desmontagem das peças de formação dos eléctrodos
A desmontagem das partes formadoras dos eléctrodos envolve geralmente a extração de superfícies ou o cálculo de diferenças para aproximar a forma, seguido de edição subsequente para obter a estrutura das partes formadoras dos eléctrodos. Ao desmontar as peças formadoras, é importante estendê-las o mais possível, mas devem evitar-se interferências e garantir que os eléctrodos desmontados possam formar eficazmente as peças necessárias.

3. Desenho da posição de lavagem
A altura de descarga para EDM é normalmente definida 2 a 5 mm acima da parte mais alta da peça de trabalho, facilitando a remoção de resíduos durante a maquinação EDM. A EDM gera muitos resíduos e, se não forem removidos prontamente, as descargas secundárias podem danificar os eléctrodos e a acumulação excessiva de carbono pode danificar a peça de trabalho, especialmente em cavidades profundas, conduzindo a defeitos durante a moldagem por injeção. A posição de lavagem é geralmente completada utilizando superfícies de desvio e funções de alongamento.

4. Traçar o ponto de referência
O PONTO DE REFERÊNCIA do elétrodo é muito importante, uma vez que pode ser utilizado para centragem, calibração e números de toque, determinando diretamente a precisão e correção das peças moldadas. As dimensões externas do ponto de referência são geralmente números inteiros, com uma distância típica de 3 a 8 mm entre o bordo do ponto de referência e o bordo da peça de conformação, e uma altura de 5 a 15 mm.

O método para desenhar o ponto de referência envolve normalmente duas abordagens:
um é alargar uniformemente ao longo das arestas das peças a formar, resultando em decimais do centro do ponto de referência para o centro da peça de trabalho.
O outro é predefinir o centro do ponto de referência e o centro da peça de trabalho como números inteiros, não considerando o alargamento uniforme das arestas da peça de formação, o que tem a vantagem de evitar erros dimensionais durante a maquinagem EDM, reduzindo a possibilidade de erros. O segundo método é geralmente recomendado.
A orientação do elétrodo é muito importante, e as diferentes fábricas têm diferentes métodos de representação. Geralmente, os três cantos do elétrodo são chanfrados ou não, correspondendo aos ângulos de referência chanfrados da peça de trabalho, e depois são marcados códigos no elétrodo para diferenciar entre eléctrodos rugosos e finos.

5. Diagrama de EDM de eléctrodos
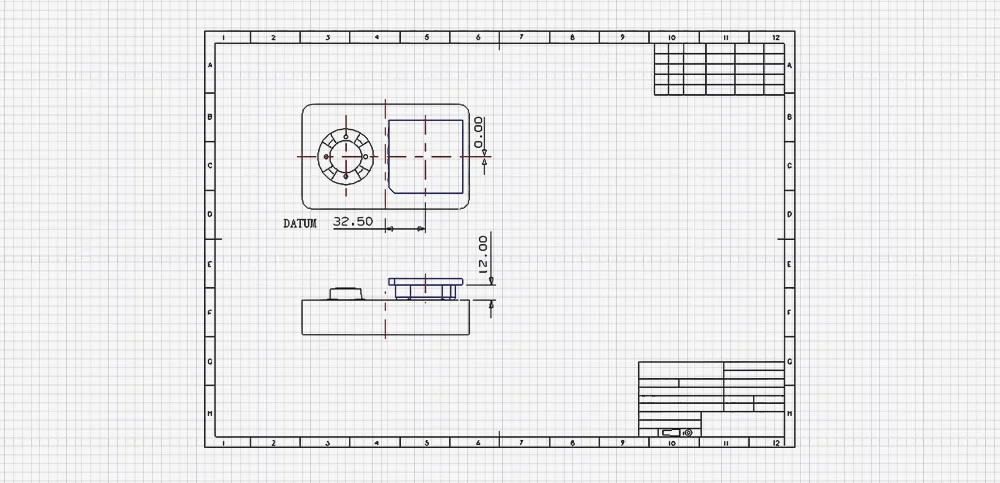
O diagrama EDM do elétrodo é utilizado principalmente para orientar o técnico EDM durante a operação. O desenho deve ser o mais simples possível, sem demasiadas vistas e dimensões, exigindo apenas a expressão das dimensões de posicionamento do elétrodo, da abertura do EDM e da posição do ponto de referência. Se estes três elementos forem transmitidos, o desenho é viável.
Princípios da desmontagem de eléctrodos
A desmontagem dos eléctrodos é uma tarefa complexa que segue geralmente estes oito princípios:
- Considerar plenamente os requisitos de aparência do produto para cumprir as suas especificações técnicas.
- Distinguir as diferenças de descarga entre eléctrodos de posição de cola grandes e pequenos.
- Considerar e avaliar cuidadosamente a dificuldade de processamento dos eléctrodos para garantir uma maquinação eficiente e viável na empresa.
- Considerar e diferenciar plenamente os requisitos de precisão de cada elétrodo e de cada peça, evitando a busca cega de padrões elevados e coordenando a utilização de vários tipos de equipamento de maquinagem de forma eficaz.
- O objetivo é reduzir os custos de fabrico dos moldes. O custo é o indicador mais importante no processamento de moldes. Só uma desmontagem razoável dos eléctrodos pode maximizar os benefícios económicos.
- Considerar totalmente a disposição e o impacto dos processos de maquinação. Só com uma disposição racional dos processos é que o conjunto completo de moldes pode ser produzido de forma adequada, rápida e económica.
- Equilibrar os vários processos de maquinação e a velocidade de processamento global. Para todo o conjunto de moldes, considerar os eléctrodos para moldes fixos, moldes móveis, deslizadores, hastes inclinadas e inserções, e equilibrá-los globalmente durante a desmontagem.
- Sempre que as condições o permitam, minimizar os erros humanos durante o processo de maquinagem.
Considerações sobre a desmontagem do elétrodo
Ao desmontar os eléctrodos, ter em conta a viabilidade, a praticidade, a não deformabilidade, a conveniência do processamento, o custo e o aspeto estético dos eléctrodos. Quanto menos eléctrodos forem desmontados, melhor.
1. Conceção e fabrico de eléctrodos inteiros
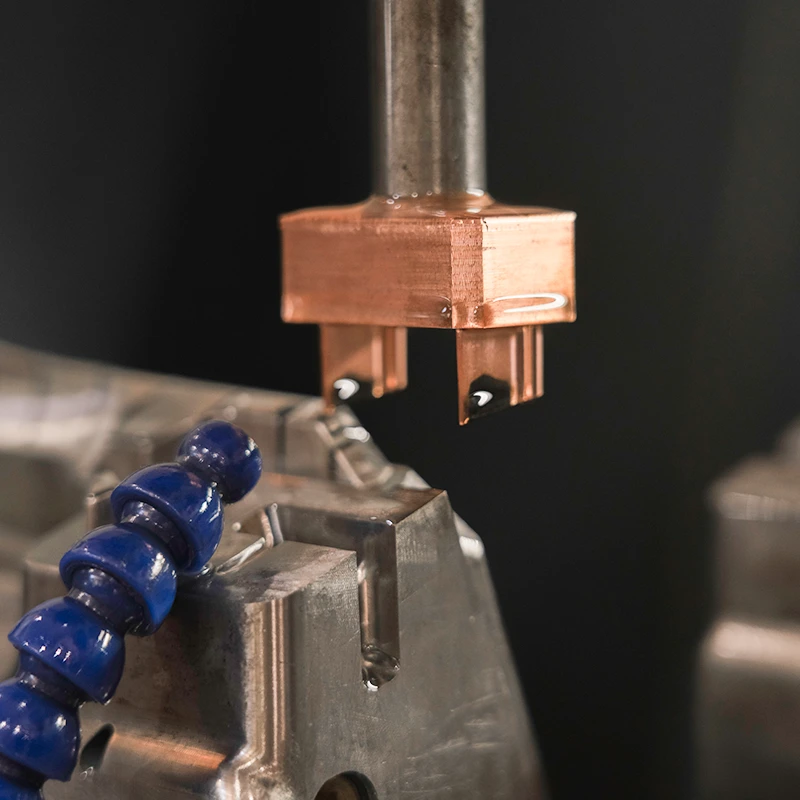
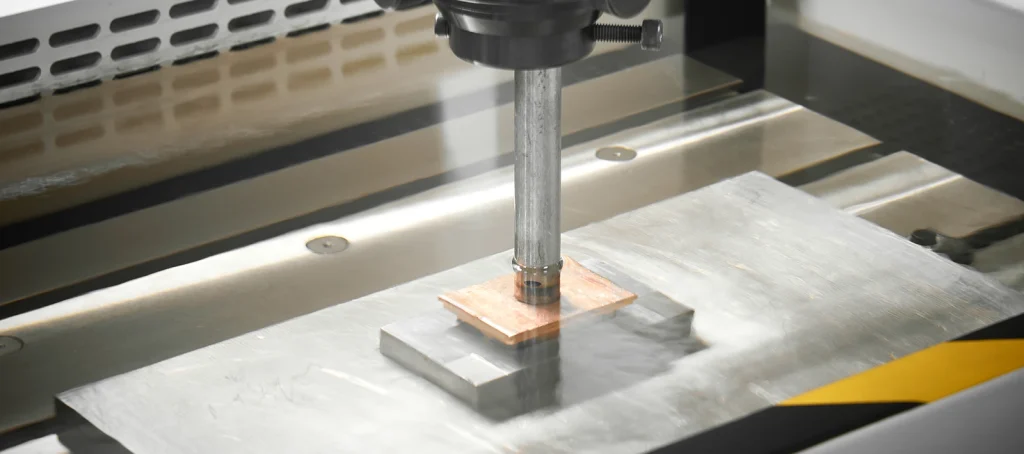
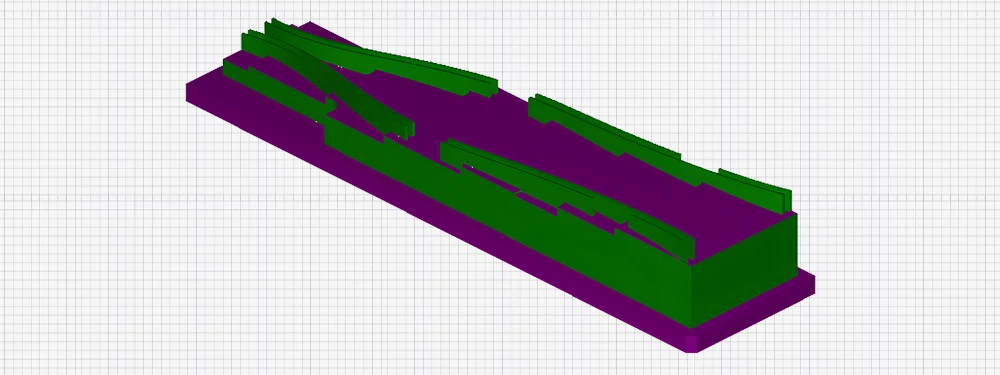
Sempre que possível, desmontar eléctrodos inteiros. No entanto, considere a viabilidade do processamento e tente completá-lo numa única etapa. Se não for possível fazê-lo num só passo, desmonte em vários eléctrodos. Alguns eléctrodos inteiros são especiais e requerem várias etapas de processamento, como os apresentados na imagem abaixo, que utilizam processos de fresagem CNC, corte de fio e corrosão de eléctrodos. Geralmente, estes eléctrodos têm de cumprir a precisão do produto e a sua desmontagem em vários eléctrodos pode resultar em marcas de junção, dificultando a garantia da precisão do produto.
2. Desmontagem de eléctrodos individuais
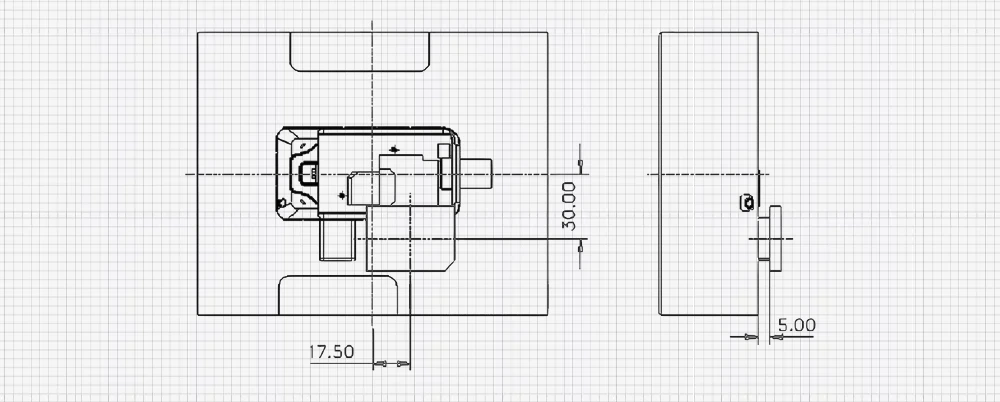
Após a desmontagem, os eléctrodos devem ser maquináveis. Por vezes, os eléctrodos inteiros são difíceis de processar, têm cantos mortos inacessíveis ou requerem ferramentas demasiado longas ou demasiado pequenas, pelo que é razoável considerar a desmontagem de um elétrodo adicional. Por vezes, são necessários eléctrodos de limpeza locais e o seu processamento não é difícil, mas é essencial compreender claramente os desvios de maquinação por descarga eléctrica e as normas de calibração. Durante a maquinação CNC, é difícil maquinar diretamente as áreas circuladas no núcleo do molde e também é difícil conceber e processar um único elétrodo para EDM. A desmontagem do elétrodo nas partes (b) e (c) da imagem facilita muito a maquinação.

3. Desmontagem dos eléctrodos das nervuras
Para aumentar a resistência das estruturas em forma de placa fina, inicialmente concebidas para produtos de plástico, estas estruturas são designadas por nervuras. As nervuras são estreitas e profundas, o que as torna difíceis de maquinar diretamente. Geralmente, os eléctrodos das nervuras têm de ser concebidos. Estes eléctrodos são propensos a deformação durante a maquinação. Utilize novas ferramentas com diâmetros mais pequenos e taxas de avanço moderadas. Primeiro, maquine as dimensões do comprimento com precisão, mas deixe alguma margem (como 1 mm) para as dimensões da largura, depois maquine a largura, movendo a ferramenta em ambos os lados simultaneamente, sem circundar todo o contorno. Além disso, cada corte deve ter uma profundidade de 0,2 a 1 mm. Um corte demasiado profundo não é aconselhável.
4. Situação material
Antes de desmontar os eléctrodos, é necessário compreender primeiro a situação dos materiais da empresa e esforçar-se por tirar o máximo partido dos materiais. O cobre importado geralmente requer a adição de 1 a 1,5 mm por lado às dimensões padrão, o que é suficiente para a maioria das finalidades. O cobre forjado internamente é menos padronizado, e recomenda-se a adição de 2 mm por lado.
5. Configuração da lavagem e da calibração
Ajustar a parte reta do elétrodo para 2 a 5 mm para facilitar a lavagem pela máquina EDM. Ajustar a calibração do eixo XY para cerca de 3 a 8 mm por lado, com uma altura de base superior a 5 mm.
6. Desenho do ponto de referência do elétrodo
Recomenda-se a utilização de três cantos arredondados e um canto angular para a base do elétrodo, alinhando o canto angular com o ponto de referência da cavidade do molde. Alinhe o centro do elétrodo com o ponto de referência da cavidade do molde utilizando números inteiros.
7. Desmontagem eficiente do elétrodo
Tente não desmontar o elétrodo separadamente. Se for possível desmontar o conjunto, faça-o em conjunto para poupar material e tempo de descarga. Quando a maquinagem for difícil, utilize o corte de fio ou uma máquina de gravação para limpar os cantos.
8. Conservação de materiais na desmontagem
Os eléctrodos com diferenças de altura significativas devem ser desmontados em eléctrodos múltiplos para poupar material.
9. Processamento de eléctrodos simétricos
Os eléctrodos simétricos são frequentemente processados em conjunto, deslocando o número durante a maquinação. Os eléctrodos de forma semelhante devem ser distinguidos (por exemplo, adicionando um canto angular ou arredondado extra) e prolongar a junção entre dois eléctrodos em 1 mm.
10. Inspeção pós-desmontagem
Após a desmontagem, colocar os eléctrodos na peça de trabalho para verificar cuidadosamente se existem interferências. Verificar se os eléctrodos semelhantes e simétricos são razoavelmente desmontados e verificar se as distâncias e os centros de rotação dos eléctrodos transladados ou rodados estão corretos.
11. Precisão no acabamento do elétrodo
A rugosidade e a finura dos eléctrodos são frequentemente determinadas pelos requisitos de aparência do produto. Por vezes, para poupar cobre, após a conclusão do elétrodo, reduz-se o desenho geral da superfície curva do elétrodo, realiza-se uma fresagem de precisão no elétrodo e, em seguida, executa-se a EDM de precisão.
12. Maquinação de cavidades profundas
Para cavidades estreitas e profundas em moldes, onde as ferramentas não conseguem alcançar a maquinação em bruto, é muitas vezes necessário fazer eléctrodos grosseiros e finos, parcial ou totalmente.
13. Reforço dos eléctrodos das nervuras
Ao conceber eléctrodos com nervuras, para aumentar a resistência do elétrodo e evitar a deformação, altere o ângulo da nervura e conceba uma base reforçada.
13. Garantir a nitidez do molde
Separe a face de cola da cavidade do molde e o núcleo da face da almofada quando desmontar o elétrodo para garantir a nitidez da cavidade do molde.
14. Manter a integridade da coordenada do elétrodo
Ao desenhar eléctrodos desmontados, recomenda-se que não se altere facilmente o sistema de coordenadas do elétrodo. Utilize a desmontagem de montagem para um elétrodo por ficheiro de desenho. As camadas também podem ser utilizadas para distinguir entre eléctrodos.











