
Les électrodes sont couramment utilisées dans le traitement des moules. Elles servent d'outil pour l'usinage par étincelles dans l'usinage par décharge électrique (EDM), principalement utilisé pour le traitement des cavités dans les moules.
Qu'est-ce qu'une électrode ?
Les électrodes sont des outils utilisés pour l'usinage par étincelles. Dans le traitement des moules, certaines pièces sont trop complexes ou présentent de petits angles internes et des congés que les outils conventionnels ne peuvent atteindre. Par ailleurs, si la pièce ne peut être usinée en raison de la longueur excessive de l'outil, les électrodes sont utilisées pour l'électroérosion.
Matériaux pour les électrodes
1. Cuivre rouge
Le cuivre rouge est largement disponible et présente une bonne conductivité électrique. Il peut être traité de manière stable dans des conditions difficiles sans générer facilement un arc électrique et avec une perte de traitement minimale. Il peut atteindre une grande précision avec une rugosité de surface meilleure que Ra1,25μm en utilisant un usinage fin. Le procédé permet de conserver des arêtes vives et des formes délicates.
Cependant, ses performances mécaniques en matière d'usinage sont inférieures à celles du graphite et il est difficile de le rectifier. Sa résistance mécanique est faible, ce qui ne permet pas de le serrer, de l'ajuster et de maintenir un traitement stable dans le temps. Sa densité élevée augmente la charge sur le système d'alimentation de traitement et augmente les exigences du système, ce qui le rend défavorable à l'installation et à l'ajustement des électrodes.

2. Graphite
Par rapport aux électrodes en cuivre rouge, le graphite présente plusieurs avantages :
1). une usure moindre des électrodes (1/5 à 1/3 de celle du cuivre rouge lors d'un usinage grossier).
2). Des vitesses d'usinage plus rapides (environ 1,5 à 3 fois celles du cuivre rouge).
3). Meilleure usinabilité, la résistance à la coupe étant le quart de celle du cuivre rouge.
4). Efficacité de traitement doublée, poids plus léger (1/5 de celui du cuivre rouge), adapté aux électrodes de grande taille.
5). Résistance aux températures élevées et faible coefficient de dilatation thermique (environ 1/4 du cuivre rouge).
Ses inconvénients sont la fragilité (qui peut être réduite par trempage dans un fluide de travail), la susceptibilité aux dommages, la tendance à la brûlure d'arc, et une plus grande perte dans l'usinage de précision avec une rugosité de surface n'atteignant que Ra2,5μm. Il n'est pas facile de former des plaques minces ou des arêtes vives.

3. Alliages cuivre-tungstène et argent-tungstène
Les électrodes en cuivre tungstène, en raison de leur conductivité thermique élevée, de leur faible taux de perte et de leur faible dilatation thermique. En outre, le point de fusion élevé du tungstène est largement utilisé pour mouler des pièces en acier et en carbure de tungstène, ainsi que pour l'usinage de précision. Les alliages cuivre-tungstène et argent-tungstène ont une usinabilité comparable, une bonne stabilité de traitement et une faible perte d'électrode, mais ils sont chers, coûtant respectivement environ 40 et 100 fois plus que le cuivre.
4. Laiton
Les électrodes en laiton présentent une usure plus importante et des vitesses de traitement plus lentes que celles en cuivre rouge, mais elles subissent moins de courts-circuits pendant la décharge, ce qui permet un traitement stable. Actuellement, les électrodes en laiton ne sont généralement pas utilisées pour le façonnage par électroérosion, mais le sont encore pour le découpage à fil à faible vitesse.
5. L'acier
L'acier est utilisé comme matériau d'électrode en raison de sa bonne usinabilité, mais sa stabilité de traitement est moins bonne. Dans le traitement des matrices en acier, la vitesse d'usinage est de 1/3 à 1/2 de celle du cuivre rouge, et le taux d'usure de l'électrode est de 15% à 20%, ce qui ne permet pas d'obtenir de faibles pertes.
Si l'on résume les caractéristiques d'application de ces matériaux d'électrode courants, les matériaux d'électrode pour l'électroérosion doivent répondre aux exigences de performance de base suivantes :
- Point de fusion élevé : plus le point de fusion du matériau de l'électrode est élevé, plus la perte relative de l'électrode est faible.
- Bonne conductivité thermique, qui permet à la chaleur générée par la décharge de se dissiper rapidement, rétablissant rapidement les propriétés isolantes du milieu d'usinage et supprimant l'apparition de brûlures d'arc.
- Bonne conductivité électrique, ce qui facilite l'ionisation et remplit les conditions de base pour la décharge.
- Faible coefficient de dilatation thermique, ce qui permet à la taille de l'électrode de rester stable pendant l'électroérosion, garantissant ainsi la précision de l'usinage.
- Bonnes propriétés mécaniques, facile à usiner et bonne résistance à la déformation.

Démontage des électrodes
Les méthodes de traitement des électrodes impliquent généralement un fraisage CNC ou un découpage au fil. Lorsque les électrodes présentent des surfaces concaves et convexes complexes, le fraisage CNC est nécessaire. Parfois, une électrode ne peut pas être usinée dans son intégralité et doit être divisée en deux ou plusieurs parties pour être usinée. Ce processus de division des électrodes en plusieurs parties pour réaliser l'usinage par décharge de différentes parties du moule est appelé désassemblage des électrodes.
Objectif du démontage des électrodes
Dans la fabrication des moules en plastique, l'électroérosion (EDM) est presque indispensable. La vitesse d'usinage de l'électroérosion influe directement sur le cycle, la qualité et le coût de la fabrication des moules. Par conséquent, une analyse détaillée et un démontage rationnel des électrodes (électrodes en cuivre) sont essentiels. La qualité du démontage détermine directement le niveau de fabrication du moule, la vitesse d'usinage, les coûts de fabrication et même la structure globale du moule. La capacité à désassembler les électrodes reflète le niveau global des concepteurs de moules, la justesse de la réflexion structurelle et le niveau de la technologie d'usinage. Le démontage rationnel des électrodes peut avoir les effets suivants :
- Simplifier l'usinage des moules.
- Améliorer la structure du moule.
- Raccourcir le cycle de fabrication des moules.
- Améliorer la qualité des moules.
- Améliorer la précision dimensionnelle des noyaux et des cavités des moules.
- Économiser sur le coût des matériaux d'électrodes.
Processus de démontage des électrodes
Le démontage des électrodes est un élément essentiel du traitement des moules. La qualité du démontage des électrodes a un impact direct sur la vitesse d'usinage et la qualité du moule. Les concepteurs doivent communiquer largement avec les fabricants de moules et les techniciens en électroérosion pour recueillir et résumer leurs expériences. En se basant sur les conditions de traitement de notre entreprise, il faut discuter et décider d'un plan de démontage raisonnable.
1. Déterminer l'emplacement de démontage des électrodes
Les pièces qui ne peuvent pas être usinées par des machines CNC nécessitent généralement un démontage des électrodes, comme les angles droits, les angles aigus, les rainures étroites (si l'entreprise dispose de machines à grande vitesse et d'outils plus petits, l'usinage direct des rainures étroites est possible) et les zones de texte. Le démontage des électrodes doit analyser la pièce, déterminer l'emplacement du démontage et l'effectuer de la manière la plus efficace, la plus rapide et la moins gourmande en matériaux.

2. Démontage des pièces de formation des électrodes
Le démontage des pièces de formation des électrodes implique généralement l'extraction de surfaces ou le calcul de différences pour obtenir une forme approximative, suivie d'une édition ultérieure pour obtenir la structure des pièces de formation des électrodes. Lors du désassemblage des pièces de formation, il est important d'étendre autant que possible, mais les interférences doivent être évitées et il faut s'assurer que les électrodes désassemblées peuvent effectivement former les pièces requises.

3. Dessiner la position de rinçage
La hauteur de rinçage pour l'électroérosion est généralement fixée entre 2 et 5 mm au-dessus de la partie la plus haute de la pièce, ce qui facilite l'élimination des résidus pendant l'usinage par électroérosion. L'électro-érosion génère beaucoup de résidus et, s'ils ne sont pas éliminés rapidement, des décharges secondaires peuvent endommager les électrodes, et une accumulation excessive de carbone peut endommager la pièce, en particulier dans les cavités profondes, ce qui entraîne des défauts lors du moulage par injection. La position de rinçage est généralement complétée par des surfaces décalées et des fonctions d'étirement.

4. Dessiner le point de référence
Le POINT DE REFERENCE de l'électrode est très important car il peut être utilisé pour le centrage, l'étalonnage et les numéros de contact, ce qui détermine directement la précision et l'exactitude des pièces de formage. Les dimensions externes du point de référence sont généralement des nombres entiers, avec une distance typique de 3 à 8 mm entre le bord du point de référence et le bord de la pièce à former, et une hauteur de 5 à 15 mm.

La méthode d'établissement du point de référence comporte généralement deux approches :
l'une consiste à élargir uniformément le long des bords des pièces de forme, ce qui donne des décimales entre le centre du point de référence et le centre de la pièce à usiner.
L'autre méthode consiste à prédéfinir le centre du point de référence et le centre de la pièce à usiner comme des nombres entiers, sans tenir compte de l'élargissement uniforme des bords de la pièce à usiner, ce qui présente l'avantage d'éviter les erreurs dimensionnelles lors de l'usinage par électroérosion et de réduire le risque d'erreurs. La deuxième méthode est généralement recommandée.
L'orientation de l'électrode est très importante et les méthodes de représentation varient d'une usine à l'autre. En général, les trois coins de l'électrode sont chanfreinés ou non, ce qui correspond aux angles de référence chanfreinés de la pièce, puis des codes sont marqués sur l'électrode pour différencier les électrodes brutes des électrodes fines.

5. Diagramme d'électro-érosion
Le diagramme d'électroérosion est principalement utilisé pour guider le technicien d'électroérosion pendant l'opération. Le dessin doit être aussi simple que possible, sans trop de vues et de dimensions, et n'exiger que l'expression des dimensions de positionnement de l'électrode, de l'écart d'électroérosion et de la position du point de référence. Si ces trois éléments sont transmis, le dessin est viable.
Principes du démontage des électrodes
Le démontage des électrodes est une tâche complexe qui suit généralement ces huit principes :
- Prendre pleinement en compte les exigences en matière d'apparence du produit pour répondre à ses spécifications techniques.
- Distinguer les différences de décharge entre les grandes et les petites électrodes de positionnement de la colle.
- Examiner et évaluer de manière approfondie la difficulté du traitement des électrodes afin de garantir un usinage efficace et réalisable au sein de l'entreprise.
- Prendre pleinement en compte et différencier les exigences de précision de chaque électrode et de chaque pièce, en évitant la recherche aveugle de normes élevées et en coordonnant efficacement l'utilisation de divers types d'équipements d'usinage.
- Vise à réduire les coûts de fabrication des moules. Le coût est l'indicateur le plus crucial dans le traitement des moules. Seul un démontage raisonnable des électrodes peut maximiser les avantages économiques.
- Prendre pleinement en compte la disposition et l'impact des processus d'usinage. Seule une organisation rationnelle des processus permet de produire l'ensemble des moules de manière satisfaisante, rapide et économique.
- Équilibrer les différents processus d'usinage et la vitesse de traitement globale. Pour l'ensemble des moules, prendre en compte les électrodes pour les moules fixes, les moules mobiles, les glissières, les tiges de poussée inclinées et les inserts, et les équilibrer globalement lors du démontage.
- Lorsque les conditions le permettent, minimiser les erreurs humaines au cours du processus d'usinage.
Considérations relatives au démontage des électrodes
Lors du démontage des électrodes, il convient de tenir compte de la faisabilité, de la praticité, de l'indéformabilité, de la facilité de traitement, du coût et de l'aspect esthétique des électrodes. Moins il y a d'électrodes démontées, mieux c'est.
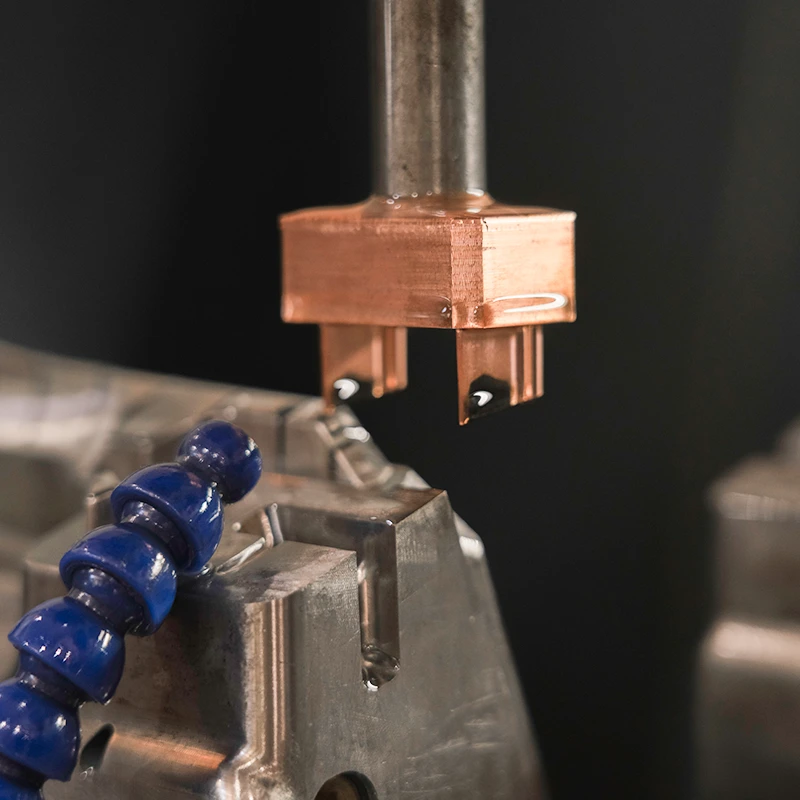
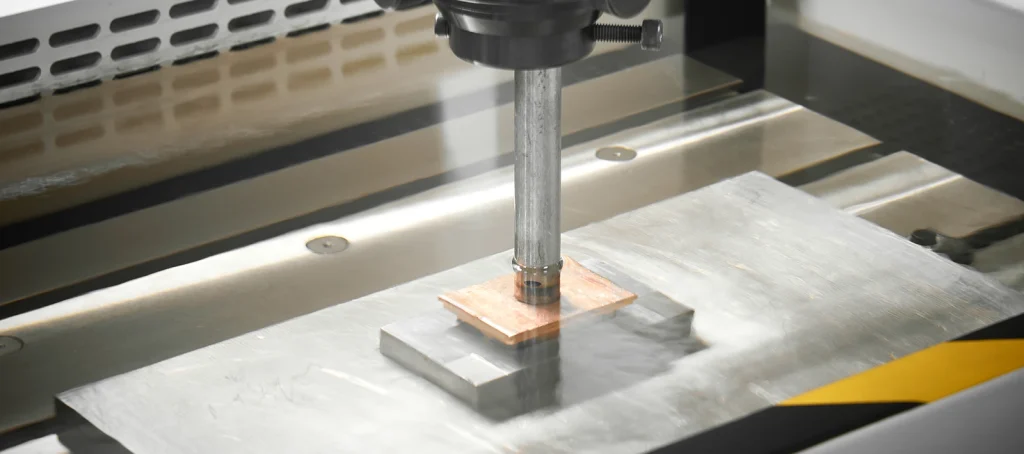
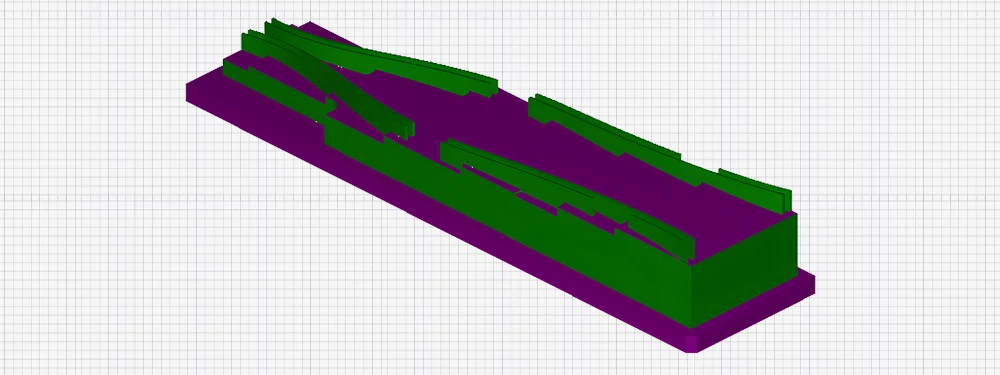
1. Conception et fabrication d'électrodes entières
Dans la mesure du possible, désassembler les électrodes entières. Toutefois, tenez compte de la faisabilité du traitement et essayez de le réaliser en une seule étape. S'il n'est pas possible de le faire en une seule étape, désassemblez les électrodes en plusieurs parties. Certaines électrodes entières sont spéciales et nécessitent plusieurs étapes de traitement, comme celles illustrées dans l'image ci-dessous, qui utilisent les processus de fraisage CNC, de coupe du fil et de corrosion de l'électrode. Ces électrodes doivent généralement répondre aux exigences de précision du produit et leur désassemblage en plusieurs électrodes peut entraîner des marques de joint, ce qui rend difficile la garantie de la précision du produit.
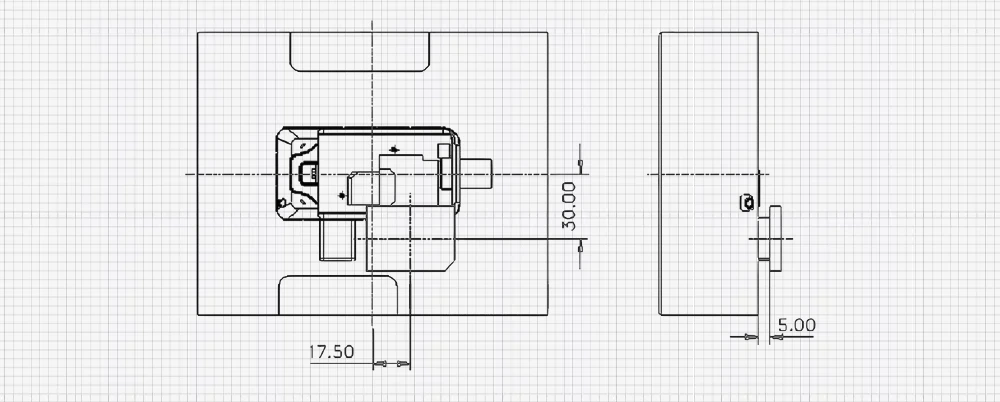
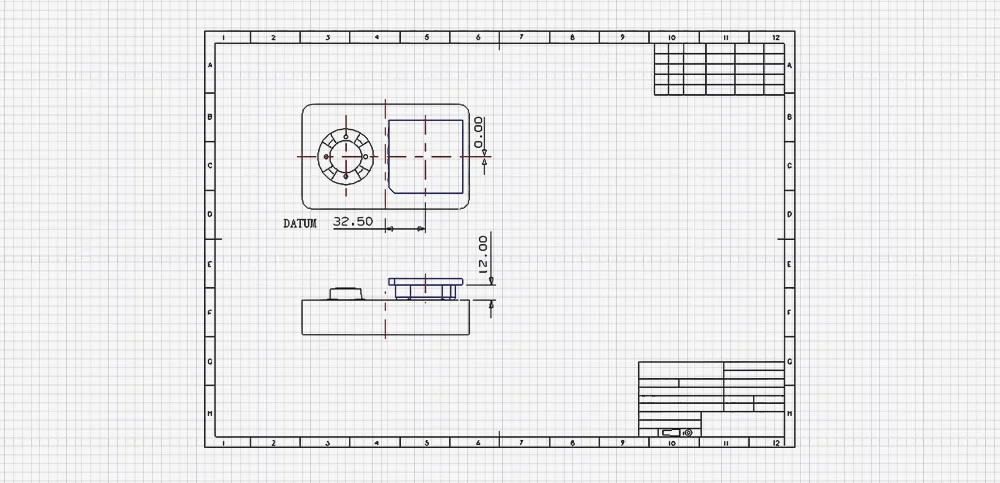
2. Démontage des électrodes individuelles
Après le démontage, les électrodes doivent pouvoir être usinées. Il arrive que des électrodes entières soient difficiles à traiter, qu'elles présentent des angles morts inaccessibles ou qu'elles nécessitent des outils trop longs ou trop petits, de sorte qu'il est raisonnable d'envisager le démontage d'une électrode supplémentaire. Parfois, des électrodes de nettoyage locales sont nécessaires et leur traitement n'est pas difficile, mais il est essentiel de bien comprendre les décalages et les normes d'étalonnage de l'usinage par électroérosion. Lors de l'usinage CNC, il est difficile d'usiner directement les zones encerclées dans le noyau du moule, et il est également difficile de concevoir et de traiter une seule électrode pour l'électroérosion. Le démontage de l'électrode en deux parties (b) et (c) sur l'image facilite grandement l'usinage.

3. Démontage des électrodes à nervures
Pour augmenter la résistance des structures minces en forme de plaques conçues initialement pour les produits en plastique, on les appelle des nervures. Les nervures sont à la fois étroites et profondes, ce qui les rend difficiles à usiner directement. En général, il faut concevoir des électrodes pour les nervures. Ces électrodes sont susceptibles de se déformer pendant l'usinage. Utilisez de nouveaux outils avec des diamètres plus petits et des vitesses d'avance modérées. Commencez par usiner les dimensions de la longueur avec précision, mais laissez une marge (1 mm par exemple) pour les dimensions de la largeur, puis usinez la largeur en déplaçant l'outil des deux côtés simultanément, sans encercler l'ensemble du contour. De même, chaque coupe doit avoir une profondeur de 0,2 à 1 mm. Une coupe trop profonde n'est pas conseillée.
4. Situation matérielle
Avant de démonter les électrodes, il faut d'abord comprendre la situation matérielle de l'entreprise et s'efforcer de tirer le meilleur parti des matériaux. Le cuivre importé nécessite généralement d'ajouter 1 à 1,5 mm par côté aux dimensions standard, ce qui est suffisant pour la plupart des applications. Le cuivre forgé localement est moins normalisé et il est recommandé d'ajouter 2 mm par côté.
5. Rinçage et étalonnage
Réglez la partie droite de l'électrode entre 2 et 5 mm pour faciliter le rinçage par la machine EDM. Réglez l'étalonnage de l'axe XY à environ 3 à 8 mm par côté, avec une hauteur de base de plus de 5 mm.
6. Conception du point de référence des électrodes
Il est recommandé d'utiliser trois coins arrondis et un coin angulaire pour la base de l'électrode, en alignant le coin angulaire sur le point de référence de la cavité du moule. Alignez le centre de l'électrode sur le point de référence de la cavité du moule en utilisant des nombres entiers.
7. Démontage efficace des électrodes
Essayez de ne pas démonter l'électrode séparément. S'il est possible de démonter l'ensemble, faites-le ensemble pour économiser du matériel et du temps de décharge. Lorsque l'usinage est difficile, utilisez la découpe par fil ou une machine à graver pour nettoyer les coins.
8. Conservation des matériaux lors du démontage
Les électrodes présentant des différences de hauteur importantes doivent être démontées en plusieurs électrodes afin d'économiser du matériel.
9. Traitement des électrodes symétriques
Les électrodes symétriques sont souvent traitées ensemble, en déplaçant le nombre pendant l'usinage. Les électrodes de forme similaire doivent être distinguées (par exemple, en ajoutant un angle ou un arrondi supplémentaire) et le joint entre deux électrodes doit être prolongé d'un millimètre.
10. Inspection après démontage
Après le démontage, placez les électrodes dans la pièce à usiner pour vérifier soigneusement qu'il n'y a pas d'interférences. Vérifiez si des électrodes similaires et symétriques sont raisonnablement désassemblées et si les distances et les centres de rotation des électrodes déplacées ou tournées sont corrects.
11. Précision de la finition des électrodes
La rugosité et la finesse des électrodes sont souvent déterminées par les exigences d'apparence du produit. Parfois, pour économiser du cuivre, après avoir terminé l'électrode, on réduit la conception de la surface courbe globale de l'électrode, on effectue un fraisage de précision sur l'électrode, puis on procède à une électroérosion de précision.
12. Usinage de cavités profondes
Pour les cavités étroites et profondes dans les moules, où les outils ne peuvent pas atteindre l'usinage grossier, il est souvent nécessaire d'effectuer des électrodes grossières et fines, partiellement ou entièrement.
13. Renforcement des électrodes de nervure
Lors de la conception des électrodes à nervures, pour améliorer la résistance de l'électrode et éviter les déformations, il convient de modifier l'angle de la nervure et de concevoir une base renforcée.
13. Assurer la netteté des moules
Lors du démontage de l'électrode, séparer la face collée de la cavité du moule et du noyau de la face de l'oreiller afin de garantir la netteté de la cavité du moule.
14. Maintien de l'intégrité des coordonnées des électrodes
Lors de la conception d'électrodes désassemblées, il est recommandé de ne pas modifier facilement le système de coordonnées de l'électrode. Utilisez le désassemblage d'assemblage pour une électrode par fichier de dessin. Les couches peuvent également être utilisées pour faire la distinction entre les électrodes.











