
Elektrody są powszechnie stosowane w obróbce form. Służą jako narzędzie do obróbki iskrowej w obróbce elektroerozyjnej (EDM), używanej głównie do obróbki wnęk w formach.
Co to jest elektroda?
Elektrody to narzędzia używane do obróbki iskrowej. Podczas obróbki form niektóre części są albo zbyt skomplikowane, albo mają małe kąty wewnętrzne i zaokrąglenia, do których konwencjonalne narzędzia nie są w stanie dotrzeć. Alternatywnie, jeśli przedmiot obrabiany nie może być obrabiany ze względu na zbyt dużą długość narzędzia, elektrody są używane do EDM.
Materiały na elektrody
1. Czerwona miedź
Czerwona miedź jest powszechnie dostępna i ma dobrą przewodność elektryczną. Może być stabilnie przetwarzana w trudnych warunkach bez łatwego generowania łuku elektrycznego i przy minimalnych stratach przetwarzania. Może osiągnąć wysoką precyzję z chropowatością powierzchni lepszą niż Ra1.25μm przy użyciu precyzyjnej obróbki. Proces ten pozwala zachować ostre krawędzie i delikatne kształty.
Jednak jego wydajność obróbki mechanicznej jest niższa niż grafitu i jest trudny do szlifowania. Ma niską wytrzymałość mechaniczną, co nie sprzyja mocowaniu, regulacji i utrzymaniu stabilnej obróbki w czasie. Jego wysoka gęstość zwiększa obciążenie systemu podawania do obróbki i podnosi wymagania systemowe, co czyni go niekorzystnym do instalacji i regulacji elektrod.

2. Grafit
W porównaniu z czerwonymi elektrodami miedzianymi, grafit ma kilka zalet:
1). mniejsze zużycie elektrody (1/5 do 1/3 zużycia czerwonej miedzi podczas obróbki zgrubnej).
2). Większe prędkości obróbki (około 1,5 do 3 razy większe niż w przypadku czerwonej miedzi).
3). Lepsza skrawalność przy odporności na skrawanie wynoszącej jedną czwartą odporności czerwonej miedzi.
4). Podwójna wydajność przetwarzania, mniejsza waga (1/5 masy czerwonej miedzi), odpowiednia dla dużych elektrod.
5). Odporność na wysokie temperatury i niski współczynnik rozszerzalności cieplnej (około 1/4 czerwonej miedzi).
Jego wady obejmują kruchość (którą można zmniejszyć przez namoczenie w płynie roboczym), podatność na uszkodzenia, skłonność do palenia łuku i większe straty w precyzyjnej obróbce z chropowatością powierzchni osiągającą tylko do Ra2.5μm. Niełatwo formuje się w cienkie płyty lub ostre krawędzie.

3. Stopy wolframu z miedzią i wolframu ze srebrem
Miedziane elektrody wolframowe, ze względu na ich wysoką przewodność cieplną, niski współczynnik strat, niską rozszerzalność cieplną. Poza tym, wysoka temperatura topnienia wolframu jest szeroko stosowana w obróbce stali formierskiej i węglika wolframu, a także w precyzyjnej obróbce skrawaniem. Stopy wolframu z miedzią i wolframu ze srebrem mają porównywalną obrabialność, dobrą stabilność przetwarzania i niskie straty elektrody, ale są drogie, kosztując odpowiednio około 40 i 100 razy więcej niż miedź.
4. Mosiądz
Elektrody mosiężne charakteryzują się wyższym zużyciem i wolniejszymi prędkościami obróbki niż czerwona miedź, ale doświadczają mniejszej liczby zwarć podczas wyładowania, zapewniając stabilną obróbkę. Obecnie elektrody mosiężne nie są generalnie stosowane w obróbce elektroerozyjnej, ale nadal są używane do cięcia drutem z niską prędkością.
5. Stal
Stal jest stosowana jako materiał na elektrody ze względu na dobrą obrabialność, ale ma gorszą stabilność przetwarzania. W przypadku obróbki matryc stalowych prędkość obróbki wynosi od 1/3 do 1/2 prędkości obróbki czerwonej miedzi, a wskaźnik zużycia elektrody wynosi od 15% do 20%, co nie pozwala osiągnąć niskich strat.
Podsumowując charakterystykę zastosowania tych popularnych materiałów elektrodowych, materiały elektrodowe do EDM powinny spełniać następujące podstawowe wymagania dotyczące wydajności:
- Wysoka temperatura topnienia, im wyższa temperatura topnienia materiału elektrody, tym mniejsza względna strata elektrody.
- Dobra przewodność cieplna, która pozwala na szybkie rozproszenie ciepła generowanego przez wyładowanie, szybko przywracając właściwości izolacyjne medium obróbczego i eliminując występowanie oparzeń łukowych.
- Dobra przewodność elektryczna, która ułatwia jonizację i spełnia podstawowe warunki wyładowania.
- Niski współczynnik rozszerzalności cieplnej, który pozwala zachować stabilny rozmiar elektrody podczas obróbki elektroerozyjnej, zapewniając precyzję obróbki.
- Dobre właściwości mechaniczne, łatwość obróbki i dobra odporność na odkształcenia.

Demontaż elektrod
Metody obróbki elektrod zazwyczaj obejmują frezowanie CNC lub cięcie drutem. Gdy elektrody mają złożone wklęsłe i wypukłe powierzchnie, konieczne jest frezowanie CNC. Czasami elektroda nie może być obrabiana jako całość i musi zostać podzielona na dwie lub więcej części do obróbki. Ten proces dzielenia elektrod na różne części w celu wykonania obróbki wyładowań dla różnych części formy nazywany jest demontażem elektrod.
Cel demontażu elektrod
W produkcji form z tworzyw sztucznych obróbka elektroerozyjna (EDM) jest niemal niezbędna. Prędkość obróbki EDM ma bezpośredni wpływ na cykl, jakość i koszt produkcji form. W związku z tym niezbędna jest szczegółowa analiza i racjonalny demontaż elektrod (elektrod miedzianych). Jakość demontażu bezpośrednio determinuje poziom produkcji formy, szybkość obróbki, koszty produkcji, a nawet ogólną strukturę formy. Zdolność do demontażu elektrod odzwierciedla kompleksowy poziom projektantów form, poprawność myślenia strukturalnego i poziom technologii obróbki. Racjonalny demontaż elektrod może mieć następujące skutki:
- Uproszczenie obróbki form.
- Poprawa struktury formy.
- Skrócenie cyklu produkcyjnego form.
- Poprawa jakości form.
- Poprawa dokładności wymiarowej rdzeni form i wnęk.
- Oszczędność na kosztach materiałów elektrodowych.
Proces demontażu elektrod
Demontaż elektrod jest istotną częścią procesu obróbki form. Jakość demontażu elektrod ma bezpośredni wpływ na szybkość obróbki i jakość formy. Projektanci muszą intensywnie komunikować się z producentami form i technikami EDM w celu zebrania i podsumowania doświadczeń. W oparciu o warunki przetwarzania w naszej firmie, należy omówić i zdecydować o rozsądnym planie demontażu.
1. Określenie miejsca demontażu elektrod
Części, które nie mogą być obrabiane przez maszyny CNC, zazwyczaj wymagają demontażu elektrody, takie jak kąty proste, kąty ostre, wąskie rowki (jeśli firma posiada szybkie maszyny i mniejsze narzędzia, możliwa jest bezpośrednia obróbka wąskich rowków) i obszary tekstowe. Demontaż elektrod wymaga przeanalizowania obrabianego przedmiotu, określenia miejsca demontażu i przeprowadzenia go w sposób najbardziej efektywny materiałowo, najszybszy i najskuteczniejszy.

2. Demontaż części formujących elektrody
Demontaż części formujących elektrod zazwyczaj obejmuje wyodrębnianie powierzchni lub obliczanie różnic w celu przybliżenia kształtu, a następnie późniejszą edycję w celu uzyskania struktury części formujących elektrody. Podczas demontażu części formujących ważne jest, aby rozszerzyć je tak bardzo, jak to możliwe, ale należy unikać zakłóceń i zapewnić, że zdemontowane elektrody mogą skutecznie tworzyć wymagane części.

3. Rysowanie pozycji płukania
Wysokość płukania dla EDM jest zwykle ustawiona od 2 do 5 mm powyżej najwyższej części przedmiotu obrabianego, co ułatwia usuwanie pozostałości podczas obróbki EDM. EDM generuje wiele pozostałości, a jeśli nie zostaną one szybko usunięte, wyładowania wtórne mogą uszkodzić elektrody, a nadmierne nagromadzenie węgla może uszkodzić obrabiany przedmiot, szczególnie w głębokich wnękach, prowadząc do wad podczas formowania wtryskowego. Pozycja płukania jest zwykle uzupełniana przy użyciu powierzchni przesuniętych i funkcji rozciągania.

4. Rysowanie układu odniesienia
Punkt odniesienia elektrody jest bardzo ważny, ponieważ może być używany do centrowania, kalibracji i numerów stykowych, bezpośrednio określając dokładność i poprawność części formujących. Zewnętrzne wymiary układu odniesienia są zazwyczaj liczbami całkowitymi, z typową odległością od 3 do 8 mm od krawędzi układu odniesienia do krawędzi części formującej i wysokością od 5 do 15 mm.

Metoda rysowania układu odniesienia zazwyczaj obejmuje dwa podejścia:
Jednym z nich jest równomierne powiększanie wzdłuż krawędzi części formujących, co skutkuje dziesiętnymi od środka punktu odniesienia do środka przedmiotu obrabianego.
Drugą jest wstępne ustawienie środka układu odniesienia i środka przedmiotu obrabianego jako liczb całkowitych, bez uwzględnienia jednolitego powiększenia krawędzi części formującej, co ma tę zaletę, że pozwala uniknąć błędów wymiarowych podczas obróbki EDM, zmniejszając ryzyko błędów. Druga metoda jest ogólnie zalecana.
Orientacja elektrody jest bardzo ważna, a różne fabryki stosują różne metody jej przedstawiania. Ogólnie rzecz biorąc, trzy rogi elektrody są fazowane lub nie, co odpowiada fazowanym kątom odniesienia przedmiotu obrabianego, a następnie na elektrodzie zaznaczane są kody w celu rozróżnienia między elektrodami zgrubnymi i dokładnymi.

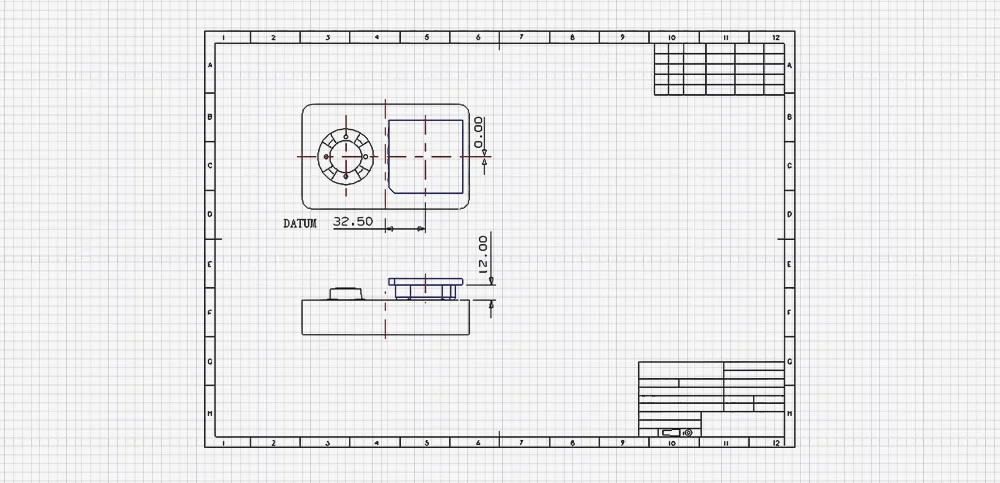
5. Schemat elektrodrążenia elektroerozyjnego
Schemat elektrody EDM służy głównie do prowadzenia technika EDM podczas pracy. Rysunek powinien być tak prosty, jak to możliwe, bez zbyt wielu widoków i wymiarów, wymagając jedynie wyrażenia wymiarów pozycjonowania elektrody, szczeliny EDM i pozycji odniesienia. Jeśli te trzy elementy zostaną przekazane, rysunek jest wykonalny.
Zasady demontażu elektrod
Demontaż elektrod jest złożonym zadaniem, które zasadniczo opiera się na tych ośmiu zasadach:
- W pełni uwzględnij wymagania dotyczące wyglądu produktu, aby spełnić jego specyfikacje techniczne.
- Rozróżnianie różnic w wyładowaniach między dużymi i małymi elektrodami do klejenia.
- Dokładne rozważenie i ocena trudności przetwarzania elektrod w celu zapewnienia wydajnej i wykonalnej obróbki w firmie.
- W pełni uwzględniaj i różnicuj wymagania dotyczące precyzji każdej elektrody i każdej części, unikając ślepego dążenia do wysokich standardów i skutecznie koordynując wykorzystanie różnych typów sprzętu do obróbki.
- Dążenie do obniżenia kosztów produkcji form. Koszt jest najważniejszym wskaźnikiem w przetwarzaniu form. Tylko rozsądny demontaż elektrod może zmaksymalizować korzyści ekonomiczne.
- Należy w pełni rozważyć rozmieszczenie i wpływ procesów obróbki. Tylko dzięki racjonalnemu rozmieszczeniu procesów cały zestaw form może być produkowany dobrze, szybko i ekonomicznie.
- Należy zrównoważyć różne procesy obróbki i ogólną prędkość przetwarzania. W przypadku całego zestawu form należy wziąć pod uwagę elektrody do form stałych, form ruchomych, suwaków, nachylonych popychaczy i wkładek oraz zrównoważyć je globalnie podczas demontażu.
- Tam, gdzie pozwalają na to warunki, minimalizuj błędy ludzkie podczas procesu obróbki.
Uwagi dotyczące demontażu elektrod
Podczas demontażu elektrod należy wziąć pod uwagę wykonalność, praktyczność, nieodkształcalność, wygodę przetwarzania, koszt i estetyczny wygląd elektrod. Im mniej zdemontowanych elektrod, tym lepiej.
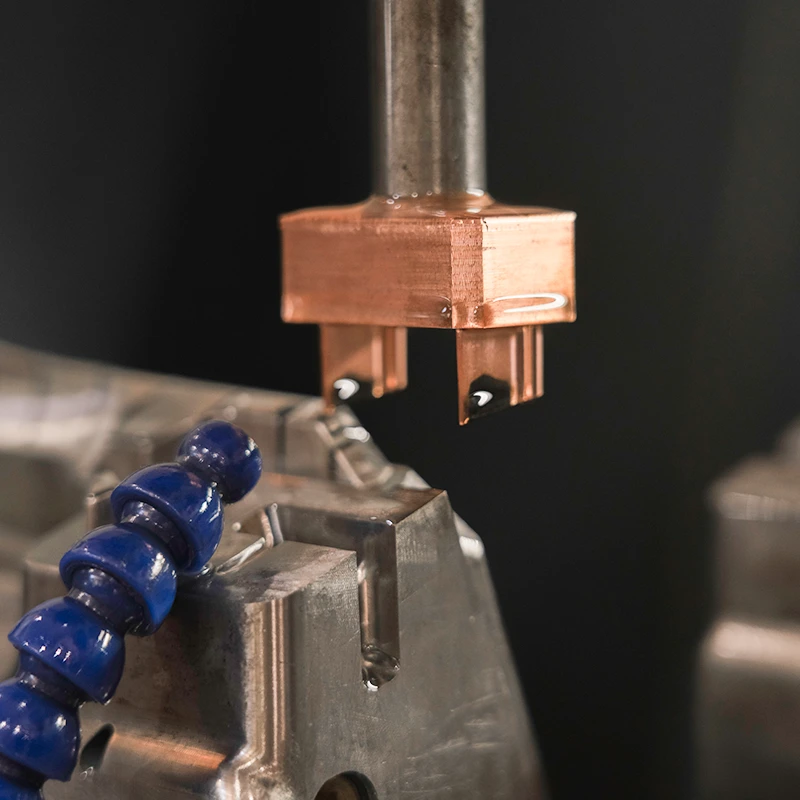
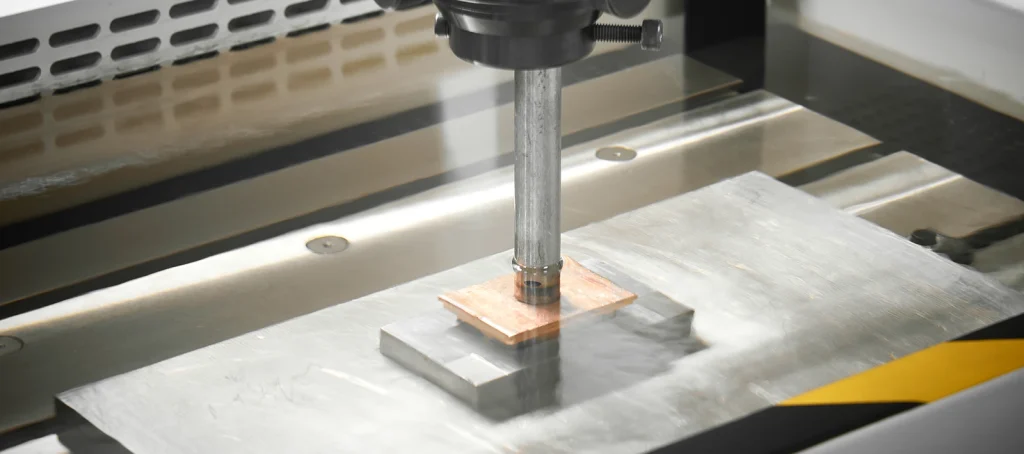
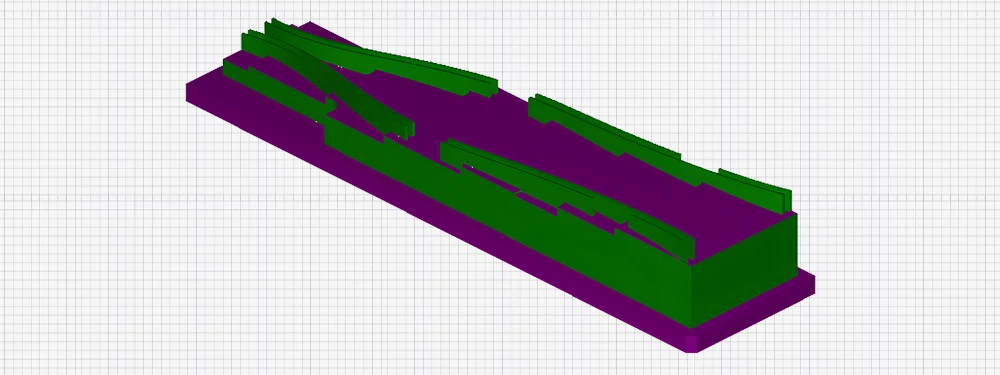
1. Projektowanie i produkcja całych elektrod
W miarę możliwości należy demontować całe elektrody. Należy jednak rozważyć wykonalność przetwarzania i spróbować wykonać je w jednym kroku. Jeśli nie można tego zrobić w jednym kroku, należy rozłożyć na wiele elektrod. Niektóre całe elektrody są specjalne i wymagają wielu etapów przetwarzania, takich jak te pokazane na poniższym obrazku z wykorzystaniem frezowania CNC, cięcia drutu i procesów korozji elektrod. Elektrody te zazwyczaj muszą spełniać wymagania dotyczące precyzji produktu, a rozłożenie ich na wiele elektrod może skutkować powstawaniem śladów połączeń, co utrudnia zapewnienie precyzji produktu.
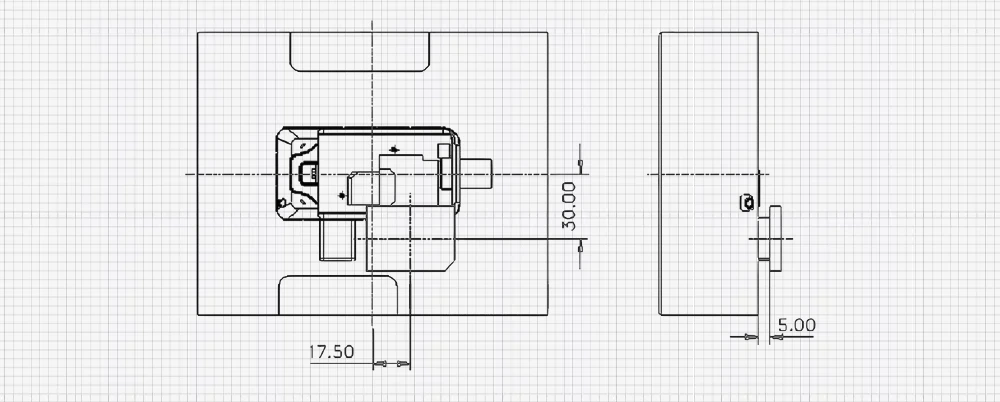
2. Demontaż poszczególnych elektrod
Po demontażu elektrody muszą nadawać się do obróbki. Czasami całe elektrody są trudne w obróbce, mają nieosiągalne martwe kąty lub wymagają narzędzi, które są zbyt długie lub zbyt małe, co sprawia, że rozsądne jest rozważenie demontażu dodatkowej elektrody. Czasami potrzebne są lokalne elektrody czyszczące, a ich obróbka nie jest trudna, ale konieczne jest jasne zrozumienie przesunięć obróbki elektroerozyjnej i standardów kalibracji. Podczas obróbki CNC trudno jest bezpośrednio obrabiać zakreślone obszary w rdzeniu formy, a także trudno jest zaprojektować i przetworzyć pojedynczą elektrodę do obróbki elektroerozyjnej. Rozłożenie elektrody na części (b) i (c) na zdjęciu znacznie ułatwia obróbkę.

3. Demontaż elektrod żebrowych
Aby zwiększyć wytrzymałość cienkich konstrukcji płytowych zaprojektowanych początkowo dla produktów z tworzyw sztucznych, są one nazywane żebrami. Żebra są zarówno wąskie, jak i głębokie, co utrudnia ich bezpośrednią obróbkę. Zazwyczaj konieczne jest zaprojektowanie elektrod żebrowych. Elektrody te są podatne na odkształcenia podczas obróbki. Należy używać nowych narzędzi o mniejszych średnicach i umiarkowanych prędkościach posuwu. Najpierw należy dokładnie obrobić wymiary długości, ale pozostawić pewien margines (np. 1 mm) dla wymiarów szerokości, a następnie obrobić szerokość, przesuwając narzędzie po obu stronach jednocześnie, bez otaczania całego konturu. Ponadto każde cięcie powinno mieć głębokość od 0,2 do 1 mm. Zbyt głębokie cięcie nie jest wskazane.
4. Sytuacja materialna
Przed demontażem elektrod należy najpierw zrozumieć sytuację materiałową firmy i dążyć do jak najlepszego wykorzystania materiałów. Importowana miedź wymaga zazwyczaj dodania od 1 do 1,5 mm na stronę do standardowych wymiarów, co jest wystarczające do większości celów. Miedź kuta w kraju jest mniej znormalizowana i zaleca się dodanie 2 mm na stronę.
5. Konfiguracja płukania i kalibracji
Ustaw prostą część elektrody na 2 do 5 mm, aby ułatwić płukanie przez maszynę EDM. Ustaw kalibrację osi XY na około 3 do 8 mm na stronę, z wysokością podstawy większą niż 5 mm.
6. Projekt układu odniesienia elektrody
Zaleca się użycie trzech zaokrąglonych narożników i jednego narożnika kątowego dla podstawy elektrody, wyrównując narożnik kątowy z punktem odniesienia gniazda formy. Wyrównaj środek elektrody z punktem odniesienia gniazda formy za pomocą liczb całkowitych.
7. Wydajny demontaż elektrod
Staraj się nie demontować elektrody osobno. Jeśli możliwe jest zdemontowanie całości, zrób to razem, aby zaoszczędzić materiał i czas rozładowania. Jeśli obróbka jest trudna, użyj wycinarki drutowej lub grawerki do oczyszczenia narożników.
8. Ochrona materiałów podczas demontażu
Elektrody o znacznych różnicach wysokości należy rozłożyć na kilka elektrod, aby zaoszczędzić materiał.
9. Przetwarzanie elektrod symetrycznych
Elektrody symetryczne są często obrabiane razem, przesuwając ich liczbę podczas obróbki. Elektrody o podobnym kształcie należy rozróżnić (np. dodając dodatkowy kąt lub zaokrąglony narożnik) i wydłużyć połączenie między dwiema elektrodami o 1 mm.
10. Kontrola po demontażu
Po demontażu należy zamontować elektrody w obrabianym przedmiocie, aby dokładnie sprawdzić, czy nie występują zakłócenia. Sprawdzić, czy podobne i symetryczne elektrody są odpowiednio zdemontowane i zweryfikować, czy odległości i środki obrotu przesuniętych lub obróconych elektrod są prawidłowe.
11. Precyzja wykończenia elektrody
Chropowatość i dokładność elektrod są często określane przez wymagania dotyczące wyglądu produktu. Czasami, aby zaoszczędzić miedź, po wykonaniu elektrody należy obniżyć ogólną zakrzywioną powierzchnię elektrody, wykonać precyzyjne frezowanie elektrody, a następnie wykonać precyzyjną obróbkę elektroerozyjną.
12. Obróbka głębokich wnęk
W przypadku wąskich i głębokich wgłębień w formach, gdzie narzędzia nie mogą dosięgnąć do obróbki zgrubnej, często konieczne jest częściowe lub całkowite wykonanie obróbki zgrubnej i dokładnej elektrodami.
13. Wzmocnienie elektrod żebrowych
Podczas projektowania elektrod żebrowych, aby zwiększyć wytrzymałość elektrody i zapobiec deformacji, należy zmienić kąt żebra i zaprojektować wzmocnioną podstawę.
13. Zapewnienie ostrości formy
Podczas demontażu elektrody należy oddzielić powierzchnię klejącą wnęki formy i rdzenia od powierzchni poduszki, aby zapewnić ostrość wnęki formy.
14. Utrzymanie integralności współrzędnych elektrody
Podczas projektowania zdemontowanych elektrod nie zaleca się łatwej zmiany układu współrzędnych elektrody. Użyj demontażu zespołu dla jednej elektrody na plik rysunku. Warstwy mogą być również używane do rozróżniania elektrod.











