
A impressão 3D, tecnicamente designada por fabrico aditivo (AM), é uma metodologia de produção em que os objectos são fabricados camada a camada diretamente a partir de modelos tridimensionais digitais. Os processos aditivos diferem dos processos subtractivos, como a maquinagem CNC, em que o material é removido de um bloco sólido. O processo limita-se a depositar ou curar o material onde é necessário. Esta inversão da lógica de fabrico permite geometrias complicadas, prazos de desenvolvimento reduzidos, inventários electrónicos e fabrico localizado.

Quais são os tipos de impressão 3D?
A expressão “tipos de impressão 3D” descreve as tecnologias de impressão fundamentais que regem a forma como o material é depositado ou solidificado.
1. Extrusão de materiais
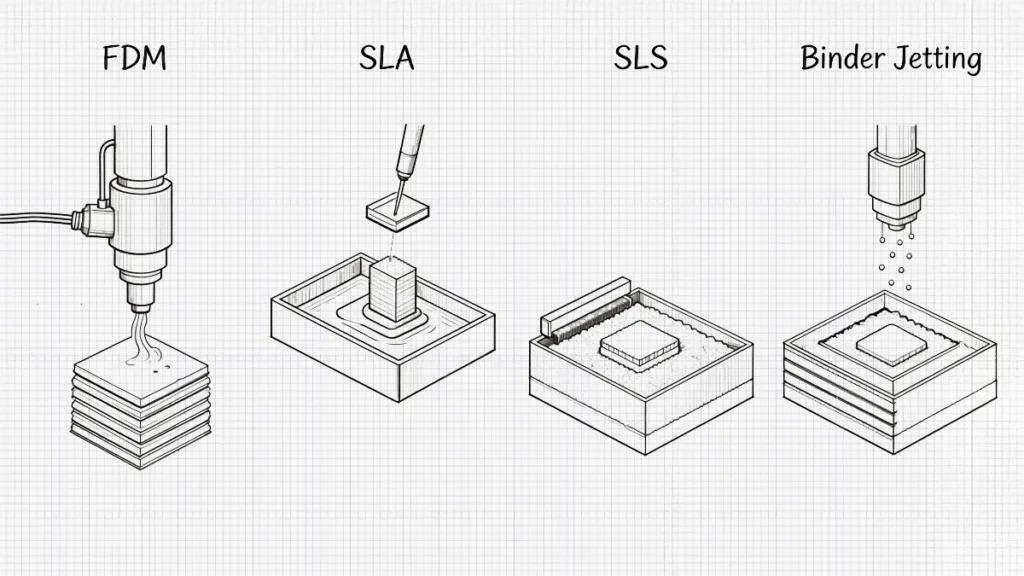
Em primeiro lugar, a extrusão de materiais baseia-se no conceito de aquecer um filamento termoplástico e forçá-lo através de um bocal para criar peças numa camada de cada vez [1]. O seu preço acessível, a sua disponibilidade e o seu vasto ecossistema de materiais tornam-na adequada para o consumidor e para o mercado profissional de nível básico. Os materiais utilizados incluem PLA, ABS e PETG.
É valorizada pelo facto de ter um processo de prototipagem rápido e permitir o teste de funções. No entanto, as linhas de camada visíveis, as tolerâncias dimensionais médias e as caraterísticas mecânicas anisotrópicas têm de ser consideradas aquando da elaboração de especificações de componentes sensíveis ao desempenho.
Vantagens e limitações da extrusão de materiais
A tecnologia adapta-se à maioria dos termoplásticos e os protótipos podem ser utilizados desde a fase de conceção até ao fabrico de componentes funcionais. A extrusão de material é fácil de utilizar e tem um requisito de manutenção relativamente menos rigoroso, pelo que é o método menos complicado de fabrico de aditivos entre os amadores e a indústria.
As suas principais desvantagens são as linhas de camada observáveis, a fraca precisão dimensional e as caraterísticas mecânicas anisotrópicas devido à adesão da camada. O acabamento da superfície exige frequentemente um pós-processamento e as geometrias complexas podem necessitar de estruturas de suporte. A distorção térmica também pode influenciar a precisão, especialmente quando se trabalha com polímeros a alta temperatura.
2. Fotopolimerização em cuba
Em contrapartida, o conceito de fotopolimerização em cuba baseia-se no endurecimento seletivo da resina líquida de fotopolímero por uma fonte de luz adaptada. Estas tecnologias foram descritas como sendo de alta resolução, com capacidade para caraterísticas finas e acabamento de superfície suave, bem como como sendo altamente adequadas para modelos dentários, padrões de fundição de jóias, dispositivos microfluídicos e protótipos com caraterísticas muito finas [2]. As contrapartidas são os requisitos de manuseamento da resina, os procedimentos de pós-cura e a questão de os materiais fotopolímeros normais serem relativamente frágeis, a menos que se utilizem formulações especiais.
Vantagens e limitações da fotopolimerização em cuba
As tecnologias de fotopolimerização em cuba, como a estereolitografia (SLA) e o processamento digital de luz (DLP), são particularmente eficazes na produção de objectos com um elevado grau de resolução e acabamentos de superfície suaves. Estes métodos são adequados para desenhos complicados, pormenorizados e operações que exigem um elevado nível de precisão dimensional, como modelos dentários, médicos e estéticos de alta qualidade.
As necessidades em termos de material e de manuseamento são as principais razões pelas quais apresenta alguns inconvenientes. Os termoplásticos de fotopolímero são frágeis, sensíveis aos raios UV e não tão resistentes como os termoplásticos. As operações que entram no ciclo de trabalho são o manuseamento da resina, a limpeza e a pós-cura, o que torna as operações difíceis e mais dispendiosas em comparação com a resina à base de extrusão.
3. Fusão em leito de pó
A fusão em leito de pó engloba tecnologias em que as partículas de pó fino são fundidas seletivamente por energia térmica. A fusão por jato múltiplo (MJF) funde normalmente agentes de fusão por energia infravermelha, enquanto a sinterização selectiva por laser (SLS) é normalmente utilizada no processamento de pós de polímeros, como o Nylon PA12. A sinterização direta de metal a laser (DMLS) e a fusão selectiva a laser (SLM) são utilizadas para sinterizar pós metálicos como titânio, aço inoxidável, alumínio e superligas de níquel [3].
O pó é, por si só, uma arquitetura de suporte natural e, como resultado, rotas internas complexas e estruturas de rede. Os componentes resultantes têm um elevado nível de funcionamento mecânico e são virtualmente caracterizados isotropicamente, tendo a tecnologia sido aplicada nas aplicações aeroespaciais, automóveis e médicas. No entanto, as principais deficiências são descritas pelo elevado custo do equipamento, o desafio do manuseamento do pó e a necessidade de um ambiente controlado.
Vantagens e limitações da fusão em leito de pó
As tecnologias de fusão em leito de pó permitem a produção de caraterísticas internas complexas e elementos de peças resistentes na maioria dos casos sem a utilização de estruturas de suporte em sistemas de polímeros. Isto torna-as adequadas para as exigentes tarefas de engenharia.
As desvantagens incluem o elevado custo do equipamento, o manuseamento complexo do pó e o funcionamento intensivo em termos energéticos. A rugosidade da superfície é normalmente pós-processada e a tensão térmica afecta a integridade da peça.
4. Jato de material
O jato de material deposita gotículas microscópicas de fotopolímero numa plataforma de construção, seguido de cura UV imediata. Neste processo, podem ser impressos simultaneamente vários materiais com diferentes propriedades mecânicas, cores ou opacidade. A tecnologia produz peças de alta qualidade com uma qualidade de superfície notável e uma elevada precisão dimensional.
Vantagens e limitações do jato de material
O jato de material é mais preciso com detalhes finos do que outros processos e pode ser aplicado em modos multimateriais com deposição e cura de pequenas gotas de fotopolímero. É particularmente útil em protótipos realistas, a cores, e em componentes que podem exigir propriedades de materiais variáveis numa única construção.
A tecnologia é proibitiva em termos de máquinas de elevado custo, bem como de materiais patenteados. Os fotopolímeros impressos não oferecem robustez mecânica e resistência ao calor a longo prazo. A sensibilidade às condições de trabalho e as necessidades de manutenção podem aumentar o custo global de produção.
5. Jato de ligante
Finalmente, o jato de aglutinante transfere seletivamente um meio aglutinante líquido para um leito de pó, aglutinando as partículas do processo de impressão sem aplicar calor significativo no processo. É necessária uma cura, sinterização ou infiltração adicional para atingir a resistência final. Esta separação da moldagem e da densificação permite uma maior velocidade de construção e uma distorção térmica reduzida.
É fundido em moldes de areia, numa peça de metal sinterizado e em modelos a cores de arenito. Outras considerações de engenharia são o requisito de processamento secundário e a baixa resistência do estado verde, que também são de importância crítica.
Vantagens e limitações do jato de ligante
O jato de aglutinante tem sido referido como possuindo capacidade de impressão a alta velocidade, escalabilidade e capacidade para processar metais, cerâmica e areia. O mínimo ou a ausência de energia térmica resulta em tensão residual das peças a imprimir, o que é eficaz em peças de grandes dimensões, moldes de fundição e produção rentável de componentes metálicos após sinterização.
As suas limitações centram-se na fragilidade das peças verdes e na necessidade de um pós-processamento extensivo, como a sinterização ou a infiltração. A contração dimensional durante a densificação complica a precisão e as propriedades mecânicas finais podem nem sempre corresponder às obtidas através de processos de metal totalmente fundido.
Quais são os tipos de impressoras 3D?
1. Impressoras 3D de consumo
As impressoras 3D de consumo são o ponto de partida da maioria das viagens para o fabrico aditivo. As máquinas estão disponíveis, são baratas e fáceis de instalar e podem ser colocadas em casa, nas escolas e em espaços para criadores [4]. A tecnologia mais associada a estas impressoras é a extrusão de material, também designada por FDM ou FFF. Estes sistemas têm a capacidade de fabricar um objeto através da fusão de um termoplástico e da sua colocação em camadas. Os materiais mais comuns são o PLA, o PETG e o ABS, uma vez que são estáveis, facilmente disponíveis e relativamente fáceis de imprimir.
A fotopolimerização em cuba também pode ser utilizada em impressoras 3D ao nível do consumidor. As impressoras de secretária (SLA e MSLA) curam a sua resina líquida com luz ultravioleta e podem imprimir detalhes muito finos, enquanto a extrusão de filamentos limita normalmente a finura a alguns décimos de micrómetros. Isto torna-as excelentes para miniaturas, estatuetas e uma grande quantidade de protótipos pormenorizados. No entanto, a impressão em resina implica um procedimento de lavagem e pós-cura mais complicado e medidas de segurança e manuseamento mais rigorosas.
Benefícios e limitações
A beleza das impressoras de consumo reside no facto de serem baratas e de terem uma ampla capacidade de utilização. Podem ser rapidamente utilizadas, experimentadas de forma criativa e permitem a criação de protótipos funcionais simples sem ter de gastar dinheiro em equipamento industrial. A manutenção e a calibração não são normalmente uma tarefa assim tão problemática, mas podem ocupar tempo ao utilizador.
As suas fraquezas reflectem-se no facto de exigirem materiais exactos e repetíveis ou de se darem bem com eles. As tolerâncias dimensionais podem ser reduzidas, um acabamento de superfície necessita de pós-processamento e a resistência mecânica tende a variar consoante a orientação da impressão. Apesar de estas máquinas serem perfeitas no que diz respeito à aprendizagem e aos trabalhos ligeiros, a fiabilidade de nível de produção não é normalmente uma caraterística destas máquinas.
2. Impressoras 3D para particulares
As impressoras 3D para utilizadores profissionais são cómodas para amadores com capacidade profissional. Normalmente, residem em estúdios de design, em departamentos de engenharia e em pequenas empresas de fabrico. Embora a extrusão de materiais continue a ser uma tecnologia considerável neste aspeto, as máquinas são muito mais avançadas. Caraterísticas como câmaras aquecidas fechadas, monitorização do filamento, bicos endurecidos e aumento da temperatura dos hotends permitem o processamento de polímeros de engenharia, incluindo nylon, policarbonato e TPU [5].
O sistema de fotopolimerização de cuba ao nível do consumidor oferece sistemas ópticos óptimos, calibração de ajuste fino e perfis de resina verificados. Isto resultará numa melhor precisão dimensional e previsibilidade das propriedades do material. Estas impressoras são sobretudo aplicadas em áreas como a medicina dentária, a conceção de produtos e a fundição, onde é necessária finura e arestas vivas.
Nos sistemas compactos de fusão em leito de pó de polímero, são anunciados alguns sistemas prosumer tecnologicamente mais avançados, incluindo SLS. Estas impressoras permitem a produção de componentes fortes e isotrópicos sem qualquer tipo de suporte, sendo atualmente possível a produção de pequenas séries e montagens funcionais.
Benefícios e limitações
As impressoras Prosumer oferecem um elevado aumento de fiabilidade, consistência e flexibilidade de materiais. O número de falhas nas impressões diminui, as tolerâncias aumentam e as máquinas são sempre adequadas para utilização profissional. Representam um investimento viável porque permitem a experimentação e fluxos de trabalho geradores de receitas.
Estas soluções de compromisso implicam custos de aquisição mais elevados, maior complexidade de manutenção e requisitos ambientais rigorosos. Existem requisitos de manuseamento de pó e de ventilação quando se utilizam tecnologias como a SLS. Embora as impressoras sejam excelentes para a produção em pequena escala e para a criação de protótipos a nível funcional, podem não fornecer estruturas de produção e certificação, como acontece nas indústrias altamente regulamentadas.
3. Impressoras 3D industriais
As impressoras 3D industriais são desenvolvidas para funcionar no ambiente empresarial, onde as condições de fabrico não podem ser comprometidas em termos de repetibilidade, rastreabilidade e desempenho [6]. Estes sistemas são maiores, mais robustos e estão profundamente integrados nos processos de trabalho geridos. As tecnologias de fusão em leito de pó são particularmente notáveis quando utilizadas com estas máquinas. As máquinas SLS e MJF para polímeros podem fabricar componentes de utilização final com propriedades mecânicas elevadas e quase isotrópicas. A fusão em leito de pó metálico DMLS e SLM são tecnologias utilizadas para fabricar peças metálicas densas utilizadas na indústria aeroespacial, instrumentos médicos e dispositivos.
Os sistemas de deposição por energia dirigida são também outro pilar do fabrico aditivo industrial. Destacam-se na reparação de peças metálicas de elevado valor, na produção de grandes estruturas e permitem a produção de configurações de produção híbridas que combinam a deposição aditiva com a maquinagem CNC.
O jato de material também desempenha um papel a este nível, especialmente quando a capacidade multimaterial, a precisão da cor e o realismo da superfície são importantes. Existem também sistemas de extrusão de materiais industriais, especialmente para polímeros de elevado desempenho como o PEEK e o PEI, que requerem câmaras aquecidas e uma regulação térmica precisa.
Benefícios e limitações
As impressoras industriais oferecem uma elevada repetibilidade, desempenho do material e escalabilidade. São codificadas como programas de execução automática com monitorização em tempo real, feedback em circuito fechado e são frequentemente utilizadas bases de dados de materiais certificados. O fabrico aditivo é um mecanismo de fabrico fiável nestes contextos.
As principais desvantagens são as limitações financeiras e operacionais. O investimento de capital é elevado, as condições de instalação são rígidas e é necessário pessoal qualificado. Outras complicações incluem fluxos de trabalho de pós-processamento, procedimentos de garantia de qualidade e certificação de materiais. Estas máquinas justificam-se quando o desempenho, a personalização ou a liberdade geométrica têm mais valor do que as restrições de fabrico convencionais.
Conclusão
A impressão 3D tornou-se uma tecnologia de produção estratégica que influencia o projeto de engenharia, a cadeia de fornecimento e a economia da produção. A compreensão dos diferentes tipos de impressão 3D, das impressoras e dos sistemas de materiais permite que os designers e engenheiros tomem as decisões certas que ajudam a acrescentar valor às metas e objectivos de fabrico.
Referências
[1] Instituto de Soldadura. (2025). O que é a extrusão de materiais? (Um guia completo). https://www.twi-global.com/technical-knowledge/faqs/what-is-material-extrusion
[2] Peiling. (2025, 25 de abril). O que é a fotopolimerização em cuba: Processo, aplicações, materiais e custo. https://www.raise3d.com/blog/vat-photopolymerization-3d-printing/
[3] Conceção de produtos de engenharia (2024, 8 de junho). Fusão em leito de pó - SLS, DMLS, EBM e MJF. https://engineeringproductdesign.com/knowledge-base/powder-bed-fusion/
[4] Quimera 3D (2018, 15 de agosto) Impressoras 3D industriais vs. de consumo. https://3dchimera.com/blogs/connecting-the-dots/industrial-vs-consumer-3d-printer
[5] 3D Mag (2026, 28 de janeiro). Compreender as impressoras 3D para particulares: Soluções avançadas de secretária e semi-profissionais. https://www.3dmag.com/3d-wikipedia/prosumer-3d-printers-advanced-desktop-semi-professional/
[6] 3D Gence (2026). 9 caraterísticas da impressora 3D industrial. https://3dgence.com/3dnews/industrial-3d-printers/











