

Para os engenheiros, a retificação não se trata apenas de tornar as coisas mais suaves - trata-se de as tornar melhores. Desde o acabamento elegante de um smartphone até ao ajuste preciso de um componente do motor de um automóvel, a retificação é o herói por detrás de inúmeros produtos. Este processo meticuloso desempenha um papel vital para garantir que os produtos cumprem os mais elevados padrões de qualidade, acabamento e precisão. A retificação envolve a remoção de material de uma peça de trabalho utilizando ferramentas abrasivas para criar superfícies lisas e com formas precisas que cumprem especificações específicas.
No mundo dinâmico da engenharia, a retificação é mais do que um toque final. É um passo vital no processo de produção que deve cumprir os requisitos. É altamente benéfico na indústria de moldagem por injeção para produzir peças com superfícies excelentes. Muitas indústrias, como a automóvel e a de ferramentas, dependem da obtenção de tolerâncias apertadas e de excelentes acabamentos de superfície.
Neste artigo, vamos explorar os princípios da retificação, os tipos de processos de retificação, a sua aplicação e o seu significado geral na transformação de matérias-primas em produtos de precisão. No final, terá um conhecimento sólido dos factores que tornam a retificação importante na engenharia contemporânea. Por conseguinte, ajudará a criar componentes melhores e mais fiáveis.
O que é a trituração?
A retificação é um processo de maquinagem que envolve um material abrasivo para ajudar a remover pequenos pedaços de material da superfície de uma peça de trabalho. É como dar um corte meticuloso à sua peça de trabalho. O objetivo é obter uma dimensão, forma ou acabamento específico que cumpra especificações de engenharia precisas.
Ao contrário de outros processos de maquinagem, como o torneamento ou a fresagem, a retificação pode ser até dez vezes melhor em termos de acabamento e precisão da superfície. As máquinas de retificação modernas têm continuado a evoluir com o avanço de tecnologias como os sistemas CNC automatizados, que são extremamente precisos.
Uma visão histórica
A tecnologia de trituração evoluiu significativamente ao longo dos anos. Nos anos 19th No século XIX, tratava-se de um processo manual em que eram utilizadas ferramentas rudimentares simples e pedras para moer e moldar objectos. Para obter os resultados desejados, era necessário muito trabalho manual e uma perícia considerável. Consequentemente, o processo era de mão de obra intensiva. Estas máquinas envolviam uma pedra rotativa que afiava e dava forma aos metais. Mais tarde, com a introdução de máquinas eléctricas, surgiu um processo mais mecanizado que adaptava máquinas mais sofisticadas.
Princípio de funcionamento das máquinas de moagem
Na sua essência, a retificação envolve uma roda ou cinta abrasiva que normalmente roda à medida que é colocada em contacto controlado com uma superfície de trabalho. A maioria dos discos abrasivos é feita de óxido de alumínio ou diamante. Este rebolo tem alguns grãos abrasivos unidos por um aglutinante. Estes grãos abrasivos actuam como pequenas ferramentas de corte, cortando pequenas lascas de material da peça de trabalho. Durante o processo, a superfície de retificação da ferramenta entra em contacto com a peça de trabalho. Quando os movimentos são relativos um ao outro sob pressão, as arestas afiadas da ferramenta produzem a ação de corte (Deformação plástica). Algumas destas partículas podem rolar ou deslizar entre estas superfícies e resultar em deslizamento (deformação elástica).
Embora estas partículas produzam uma pequena quantidade de ação de corte, removem uniformemente uma fina camada de metal da sua superfície. Da mesma forma, devido à pressão de retificação, a peça de trabalho atinge gradualmente uma elevada precisão dimensional com baixa rugosidade superficial. Isto ocorre devido ao facto de as partículas abrasivas passivadas espremerem os pontos de pico da superfície processada.
Ao utilizar abrasivos como o ácido estérico e o óxido de crómio, pode ocorrer uma reação química. Forma-se uma fina película de óxido na superfície processada. No entanto, esta desgasta-se facilmente durante o processo de retificação. O revestimento de óxido é criado e removido continuamente durante o processo de retificação, alisando a superfície tratada através de numerosos ciclos de repetição.
Devido à fricção, estes grãos abrasivos são sujeitos a um desgaste frequente e a quantidade removida do material é reduzida. Os grânulos abrasivos são removidos da superfície através de um processo de preparação para restaurar a capacidade de corte correto da roda. De seguida, a substância de ligação é vitrificada para a reforçar e endurecer, e a roda é recondicionada.
Materiais
A retificação envolve normalmente vários materiais, especialmente aqueles que são duros ou que requerem um acabamento fino. Estes materiais incluem metais como o aço, alumínio, cerâmica e materiais compósitos. A retificação é também muito preferida para materiais delicados como o vidro e o silício, onde a precisão é fundamental.
Este processo é adequado para a produção de superfícies versáteis, que podem ser cilíndricas, circulares ou mesmo planas.
Considerações chave para a seleção e utilização de abrasivos
Para tirar o máximo partido dos seus instrumentos abrasivos de retificação, é necessário mais do que apenas selecionar o disco adequado. Para os principiantes, é necessário escolher o material abrasivo correto para trabalhar.
As condições de utilização de um abrasivo dependem do seguinte;
- Tipo de material que está a ser trabalhado.
- O tipo de abrasivo que está a ser utilizado.
- A velocidade do abrasivo.
- Que pressão está a ser exercida?
As seguintes diretrizes gerais fornecem a condição de abrasivo adequada para cada aplicação.
- A retificação deve ser efectuada com materiais abrasivos mais duros do que a substância da peça a trabalhar. Os materiais abrasivos de polimento são mais macios do que a substância da peça a trabalhar.
- Uma velocidade mais elevada e uma pressão mais baixa estão associadas a abrasivos mais grosseiros.
- Uma velocidade mais baixa e uma pressão mais elevada estão associadas a abrasivos mais finos.
- Utilize abrasivos de baixa friabilidade para lixar e abrasivos de alta friabilidade para polir.
- A lapidação é para materiais abrasivos com uma dureza Mohs de 9 ou 10.
Se as condições do abrasivo forem incorrectas, os resultados podem ser de má qualidade, o abrasivo pode ficar desgastado e pode gerar muito calor, o que seria preferível evitar.
Especificações técnicas na retificação
O sucesso de qualquer operação de trituração depende em grande parte dos requisitos técnicos adequados para obter os melhores resultados durante a trituração.
Material abrasivo
A escolha da mó tem impacto na operação de retificação.
Os fabricantes selecionam diferentes materiais para fins específicos com base nas suas propriedades únicas.
- Rodas de diamante: utilizado com materiais bastante duros como o vidro, a cerâmica e o carboneto
- Óxido de alumínio Rodas: preferido para aço e ligas metálicas devido a um equilíbrio entre capacidade de corte e tenacidade.
- Rodas de cerâmica de óxido de alumínio: retificação de aço e ligas de alta resistência
- Rodas de carboneto de silício: ideal para ferro fundido, metais não metálicos e não ferrosos.
- Rodas de nitreto de boro cúbico (CBN): utilizado para os aços-ferramenta, certas ligas de aço e o aço rápido.
Velocidade e taxa de alimentação
A velocidade de rotação da mó é muito eficaz no processo. Uma velocidade mais elevada pode acelerar o processo, mas também aumenta a temperatura, o que provoca a distorção térmica da peça de trabalho. A peça de trabalho deve mover-se em relação à mó de forma sincronizada para obter resultados óptimos. A taxa de alimentação da peça na mó afecta a precisão e o acabamento da superfície.
Grau e estrutura da roda
o espaçamento (estrutura)) dos grãos no abrasivo afectam a velocidade a que o material é removido da peça de trabalho e a qualidade do acabamento. A dureza (grau), que é a força da ligação entre os grãos, depende do tipo de material que está a ser lixado. Os discos mais duros são para materiais mais macios, enquanto os discos mais macios são para materiais mais duros.
Pressão de moagem
A pressão aplicada durante o processo tem impacto na precisão da retificação. Também afecta o desgaste da mó e a taxa de remoção de material.
Aplicação do líquido de refrigeração
A utilização do líquido de refrigeração adequado e a sua aplicação correta reduzem a produção de calor. Também lubrifica as superfícies. Além disso, lava as poeiras e limalhas de retificação e prolonga a vida útil da mó.
Material de ligação
Os grãos abrasivos estão ligados entre si por um material que afecta o desempenho da roda. Estes materiais podem ser resinóides, vitrificados ou um metal.
Parâmetros da máquina
factores como a potência, a velocidade do fuso e a rigidez da máquina (capacidade de resistir à deformação sob carga) afectam significativamente o nível de precisão e qualidade.
Tipos de processos de retificação
Retificação de superfícies
Isto ocorre quando uma roda abrasiva entra em contacto com uma superfície plana das peças de trabalho, resultando num acabamento liso. O processo é efectuado na retificadora de superfícies. O operador posiciona a peça de trabalho numa mesa e esta desloca-se horizontalmente sob a mó rotativa. Este processo é ideal para o acabamento de superfícies planas, afiação de ferramentas e obtenção de uma planicidade óptima.
A gama de velocidades das máquinas de retificação de superfícies é de 28-33 m/s (5.500-6.500 fpm) e uma taxa de remoção de material de cerca de 1 in³ por segundo, dependendo do material abrasivo e da dureza da peça.
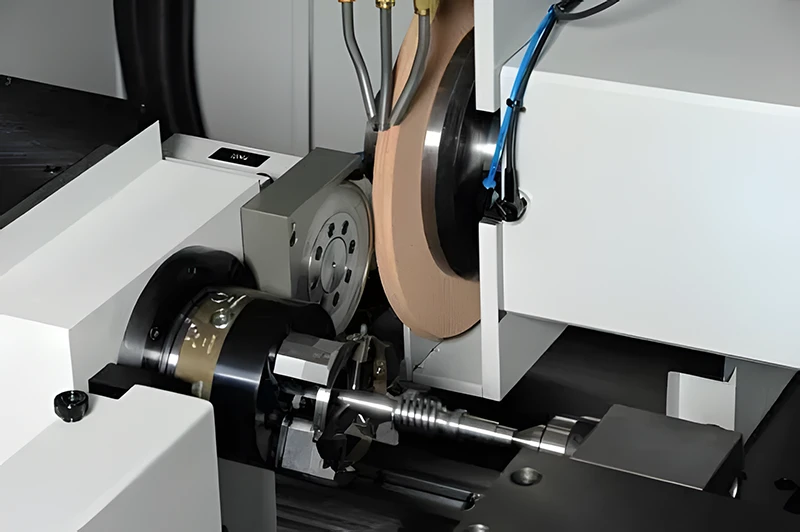
Retificação cilíndrica
A retificação cilíndrica é ideal para criar peças redondas. A peça de trabalho roda à medida que se aproxima da mó, o que permite uma elevada precisão das superfícies cilíndricas. Os processos são particularmente úteis na criação de eixos, veios e outros designs cilíndricos. A velocidade operacional da rectificadora cilíndrica situa-se entre 5000-6500 fpm (25 a 33m/s) e a taxa de remoção de 1 in³ por segundo.
Retificação sem centros
Na retificação sem centros, a peça de trabalho não é mantida mecanicamente no lugar; em vez disso, é apoiada entre a mó e uma mó de regulação.
Este método permite uma retificação estável e a alta velocidade de componentes cilíndricos sem necessidade de apoio. É normalmente utilizado para retificar peças cilíndricas que não requerem equipamentos ou centros, tornando-a ideal para a produção em massa de objectos cilíndricos. A retificação sem centros pode funcionar a velocidades de cerca de 4500-6000 fpm (23-30m/s) com uma taxa de remoção de material de aproximadamente 1 in³ por segundo.
Retificação interna
Como o nome indica, os fabricantes utilizam este método para efetuar o acabamento de superfícies internas. Uma pequena mó roda para retificar as partes internas da peça de trabalho, quer sejam cilíndricas ou cónicas, para obter a suavidade desejada. Este método é ideal para o acabamento de cilindros, furos e para a produção de geometrias internas precisas. Funciona a altas velocidades de cerca de 6500-9500 fpm (33-48m/s) com uma taxa de remoção de material de aproximadamente 0,5 a 1 in³ por segundo.
Retificação com alimentação por fluência
A retificação por arrastamento é ideal para cortes profundos e formas complexas, diferindo dos processos de retificação comuns. Durante este processo, a mó move-se lentamente ao longo da peça de trabalho, removendo uma quantidade significativa de material numa única passagem e reduzindo a necessidade de passagens adicionais. A velocidade de avanço extremamente lenta e o corte mais profundo tornam-na adequada para a produção de ferramentas especializadas e para a afiação de ferramentas de corte. A rebarbadora funciona normalmente a velocidades de cerca de 4000-600 fpm (20-30m/s) com uma taxa de remoção de material de 1 in³ em aproximadamente 20 a 30 segundos.
Retificação por coordenadas
A retificação de gabaritos aperfeiçoa matrizes, moldes, gabaritos e dispositivos. Este método oferece os melhores resultados em situações que exigem uma precisão extrema. É particularmente bom para retificar formas e furos complexos com grande precisão e um acabamento limpo.
Retificação de engrenagens
A técnica de retificação de engrenagens produz engrenagens muito precisas com uma superfície lisa. É normalmente reservada às engrenagens que têm de cumprir requisitos de precisão exactos e apresentar uma superfície de alta qualidade. É habitualmente utilizada na indústria aeroespacial e automóvel para o fabrico de engrenagens que requerem um funcionamento com baixo ruído e elevada eficiência. A velocidade de funcionamento é de cerca de 3.500 a 4.500 fpm (18 a 23 m/s), e a taxa de remoção de material é de cerca de 1 in³ a cada 30 segundos.
Retificação de roscas
A retificação de roscas é utilizada para produzir fios em porcas, parafusos e outros elementos de fixação. A sua excelência no fabrico de roscas uniformes e precisas. Ideal para roscas de alta precisão em fixadores e é apropriada quando são necessárias tolerâncias apertadas e acabamentos de rosca suaves. A velocidade de funcionamento situa-se entre 2000-2500fpm (10 a 13m/), e a taxa de remoção é de 1 in³ em cada 30 - 40 segundos.
Retificação por imersão
A retificação de imersão é especializada no acabamento de superfícies cilíndricas e funciona como um subtipo de retificação cilíndrica. Neste processo, a mó mergulha radialmente na peça de trabalho, completando uma única passagem ao longo de todo o seu comprimento. A rectificadora funciona a velocidades de cerca de 6500 fpm (33m/s) com uma taxa de remoção de material de 1 in³ por cada 20 segundos. Este método é normalmente utilizado para retificar peças automóveis, rolos cilíndricos e pistas de rolamentos, tornando-o ideal para acabamento cilíndrico de alta precisão.
Retificação de formas
A retificação de formas é ideal para peças que necessitam de ter um contorno ou perfil precisos, uma vez que utiliza mós rectificadoras formadas para gerar formas complexas. Utilizada no fabrico de artigos com formas únicas, como placas de engrenagens e pás de turbinas. Têm uma velocidade de funcionamento de cerca de 3.500-4.500 fpm (18-23 m/s) e uma taxa de remoção de material de 1 in³ em 30 a 40 segundos
Retificação de perfis
Maquinação super abrasiva
A maquinagem super abrasiva utiliza mós de diamante ou de nitreto cúbico de boro (CBN) com maior dureza e poder de corte. As velocidades de operação excedem 6.500 fpm (33 m/s), e a taxa de remoção é de 1 in³ em 10 a 15 segundos.
Esta técnica é excelente na retificação de materiais extremamente duros, como carbonetos, cerâmicas e aços endurecidos. É amplamente utilizada na produção de componentes precisos para as indústrias automóvel e aeroespacial.
Para além dos vários tipos que discutimos, existe uma vasta gama de outras técnicas de retificação, cada uma adequada a determinados requisitos, dependendo do tipo de material, do grau de precisão e do polimento de superfície necessário.
Vantagens e desvantagens do processo de moagem
| Vantagens | Desvantagens |
|---|---|
| Elevada precisão e exatidão | Custo elevado do equipamento |
| Acabamento de superfície melhorado | Configuração e operação complexas |
| Capacidade de maquinar materiais duros | Taxa de remoção de material limitada |
| Versatilidade (utilizado para vários materiais) | Risco de danos térmicos (se o calor não for gerido) |
| Fabrico de formas complexas (ranhuras, ranhuras) | Substituição dispendiosa de rodas |
| Consistência e reprodutibilidade (utilização de máquinas CNC) | Produção de ruído e poeiras |
| Geração de calor limitada (utilização de líquido de refrigeração) | |
| Sem formação de rebarbas. |
Conclusão
A retificação é um processo integral e flexível utilizado no sector da produção. Uma compreensão pormenorizada dos processos de retificação é fundamental para a melhoria operacional dos engenheiros e fabricantes. No futuro, o mundo da produção terá ainda mais opções à medida que a tecnologia se desenvolve, uma vez que estarão disponíveis melhores ferramentas e procedimentos de retificação.











