

Jakość form często ma bezpośredni wpływ na jakość i wydajność produkcji detali. W procesie obróbki form, po etapach obróbki kształtu, następuje obróbka gładka i obróbka lustrzana, określane łącznie jako szlifowanie i polerowanie powierzchni części. Jakość polerowania wpływa na jakość i żywotność formy, co z kolei determinuje jakość produktów.
Zrozumienie zasad i procesów polerowania oraz wybór odpowiednich metod i produktów do polerowania może poprawić jakość i żywotność formy, zwiększając tym samym jakość produktu i wydajność przetwarzania.


Powszechne metody polerowania form
1. Polerowanie fizyczne

Fizyczne polerowanie form zazwyczaj polega na użyciu narzędzi takich jak kamienie olejowe, koła wełniane i papier ścierny w celu wywołania odkształcenia plastycznego na powierzchni materiału, usunięcia wypukłości i uzyskania gładkiego wykończenia. Proces ten jest zazwyczaj wykonywany ręcznie. W przypadku powierzchni o wysokich wymaganiach jakościowych możemy zastosować metody polerowania ultradokładnego. Polerowanie ultradokładne wykorzystuje specjalne narzędzia szlifierskie w zawiesinie zawierającej materiały ścierne, które są dociskane do powierzchni przedmiotu obrabianego i obracane z dużą prędkością. Metoda ta pozwala osiągnąć chropowatość powierzchni na poziomie Ra0,008 μm.
Fizyczne polerowanie form jest obecnie najczęściej stosowaną metodą polerowania wśród producentów form.
1). Typowe narzędzia i specyfikacje do polerowania form
- Powszechnie używane narzędzia do polerowania form obejmują papier ścierny, kamienie olejowe, koła z filcu wełnianego, pastę polerską, pilniki ze stopu, diamentowe igły szlifierskie, kawałki bambusa, kamienie olejowe z włókna i obrotowe maszyny polerskie.
- Papier ścierny: 150#, 180#, 320#, 400#, 600#, 800#, 1000#, 1200#, 1500#
- Kamienie olejowe: 120#, 220#, 400#, 600#
- Kółka z filcu wełnianego: Cylindryczne, stożkowe, prostokątne z zaostrzonymi końcami
- Pasta polerska: 1# (biała), 3# (żółta), 6# (pomarańczowa), 9# (zielona), 15# (niebieska), 25# (brązowa), 35# (czerwona), 60# (fioletowa)
- Pliki: Kwadratowe, okrągłe, płaskie, trójkątne i inne kształty
- Diamentowe igły szlifierskie: Zwykle z trzpieniem 3/32 lub 1/8, dostępne w kształcie okrągłej fali, cylindrycznym, długiego prostego cylindra i długiego stożka.
- Kawałki bambusa: Różne kształty odpowiednie dla operatorów i kształtów form, używane do dociskania papieru ściernego podczas szlifowania w celu uzyskania pożądanej chropowatości powierzchni
- Kamienie olejowe z włókna: 200# (czarny), 400# (niebieski), 600# (biały), 800# (czerwony)
2). Proces polerowania
01. Polerowanie zgrubne
Po procesach takich jak dokładne mielenie, EDMoraz szlifowanieNastępnie możemy wypolerować powierzchnie za pomocą obrotowej maszyny polerskiej o prędkości 35 000-40 000 obr/min. Następnie następuje ręczne szlifowanie kamienia olejowego, przy użyciu nafty jako środka smarnego lub chłodzącego. Kolejność użycia to 180# → 240# → 320# → 400# → 600# → 800# → 1000#.
02. Polerowanie półwykończeniowe
Polerowanie półwykończeniowe wykorzystuje głównie papier ścierny i naftę. Kolejność użycia papieru ściernego to 400# → 600# → 800# → 1000# → 1200# → 1500#. Należy pamiętać, że papier ścierny #1500 nadaje się tylko do hartowanej stali formierskiej (powyżej 52HRC), a nie do stali wstępnie hartowanej, ponieważ może uszkodzić powierzchnię, uniemożliwiając uzyskanie pożądanego efektu polerowania.
03. Dokładne polerowanie
Drobne polerowanie wykorzystuje przede wszystkim diamentową pastę polerską. Jeśli używana jest ściernica polerska zmieszana z diamentowym proszkiem szlifierskim lub pastą, typowa sekwencja polerowania to 9 μm (1800#) → 6 μm (3000#) → 3 μm (8000#). Diamentowa pasta polerska 9μm i tarcza z tkaniny polerskiej mogą usuwać rysy włoskowate pozostawione przez papier ścierny 1200# i 1500#. Następnie polerowanie jest kontynuowane przy użyciu filcu i diamentowej pasty polerskiej w kolejności: 1μm (14000#) → 1/2μm (60000#) → 1/4μm (100000#).
04. Środowisko polerowania
Proces polerowania powinien być wykonywany w dwóch oddzielnych obszarach: jednym do szlifowania zgrubnego i jednym do polerowania dokładnego. Ważne jest, aby dokładnie wyczyścić obrabiany przedmiot między etapami, aby usunąć wszelkie cząstki ścierne z poprzedniego etapu. Po zakończeniu polerowania zgrubnego kamieniami olejowymi do papieru ściernego 1200#, obrabiany przedmiot powinien zostać przeniesiony do bezpyłowego pomieszczenia w celu polerowania, aby upewnić się, że cząsteczki pyłu nie przylegają do powierzchni formy. Procesy polerowania wymagające precyzji powyżej 1 μm (w tym 1 μm) należy zakończyć w czystym pomieszczeniu do polerowania. W przypadku jeszcze bardziej precyzyjnego polerowania konieczne jest absolutnie czyste środowisko, ponieważ kurz, dym, łupież i ślina mogą zniszczyć precyzyjnie wypolerowaną powierzchnię.
Po zakończeniu procesu polerowania należy chronić powierzchnię obrabianego przedmiotu przed kurzem. Po zakończeniu polerowania należy ostrożnie usunąć wszystkie środki polerskie i smary, aby upewnić się, że powierzchnia jest czysta, a na powierzchnię przedmiotu obrabianego należy rozpylić warstwę zapobiegającą rdzewieniu formy.
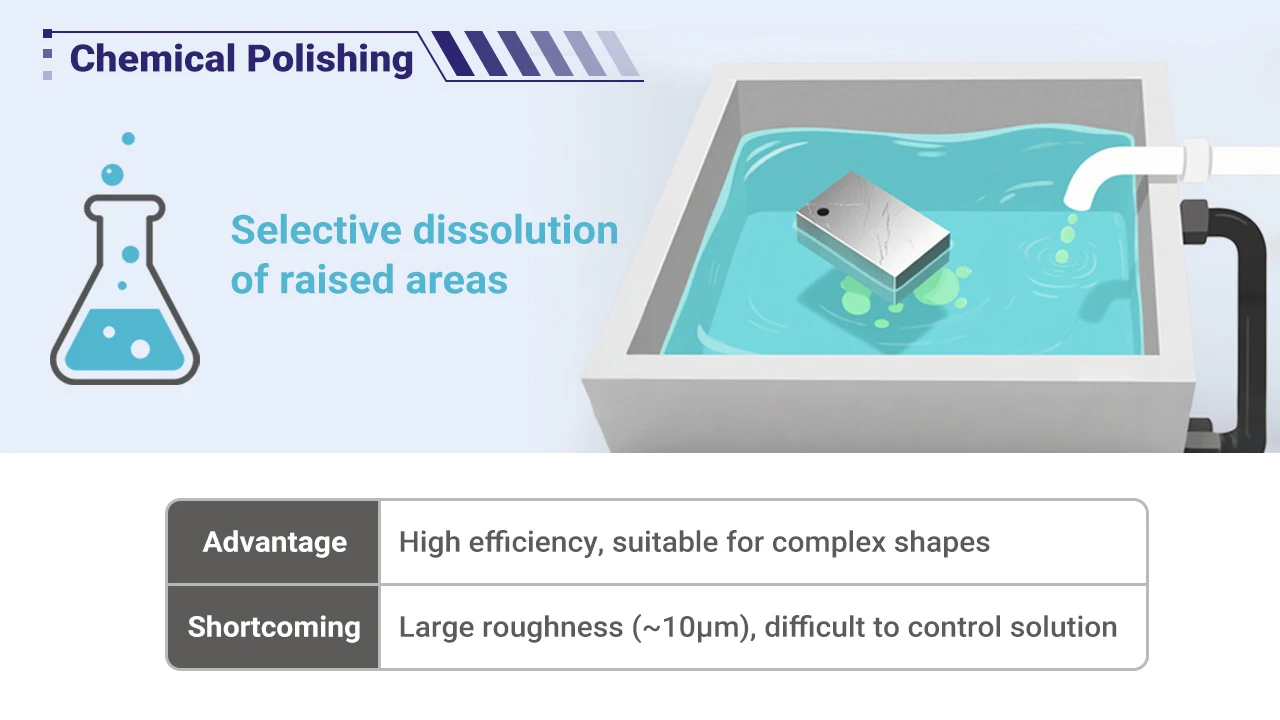
2. Polerowanie chemiczne
Polerowanie chemiczne polega na zanurzeniu materiału w środku chemicznym, w którym mikroskopijne wypukłości na powierzchni rozpuszczają się preferencyjnie w stosunku do obszarów zagłębionych, co skutkuje gładką powierzchnią. Głównymi zaletami tej metody jest to, że nie wymaga ona skomplikowanego sprzętu, może polerować elementy o złożonych kształtach i może polerować wiele elementów jednocześnie, oferując wysoką wydajność. Głównym wyzwaniem polerowania chemicznego jest przygotowanie roztworu do polerowania. Chropowatość powierzchni uzyskana dzięki polerowaniu chemicznemu mieści się zazwyczaj w zakresie kilkudziesięciu mikrometrów.
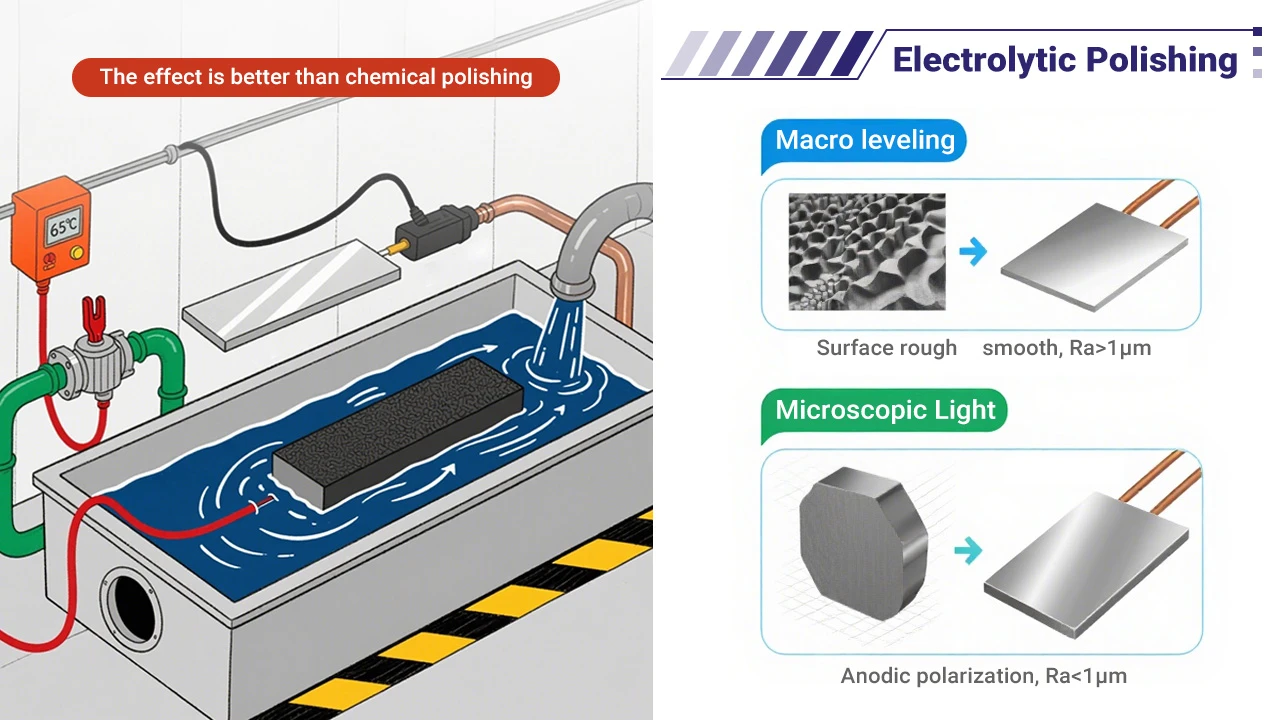
3. Polerowanie elektrolityczne
Podstawowa zasada polerowania elektrolitycznego jest podobna do polerowania chemicznego, w którym mikroskopijne wypukłości na powierzchni materiału rozpuszczają się selektywnie, tworząc gładką powierzchnię. W porównaniu do polerowania chemicznego, może ono wyeliminować skutki reakcji katodowych, oferując lepsze wyniki. Proces polerowania elektrolitycznego obejmuje dwa etapy:
- Wyrównanie makroskopowe: Produkty rozpuszczania dyfundują do elektrolitu, zmniejszając geometryczną chropowatość powierzchni materiału, Ra > 1 μm.
- Mikropoziomowanie: Polaryzacja anodowa zwiększa jasność powierzchni, Ra < 1μm.
4. Polerowanie ultradźwiękowe
W polerowaniu ultradźwiękowym umieściliśmy obrabiany przedmiot w zawiesinie ścierniwa i poddaliśmy go działaniu pola ultradźwiękowego. Wibracje ultradźwiękowe powodują, że materiał ścierny poleruje powierzchnię przedmiotu obrabianego. Obróbka ultradźwiękowa generuje minimalną siłę makroskopową, zapobiegając deformacji przedmiotu obrabianego, ale oprzyrządowanie i konfiguracja mogą stanowić wyzwanie. Obróbkę ultradźwiękową można łączyć z metodami chemicznymi lub elektrochemicznymi. Poprzez zastosowanie drgań ultradźwiękowych do mieszania roztworu, produkty rozpuszczania na powierzchni przedmiotu obrabianego są usuwane, zapewniając równomierną korozję lub elektrolizę w pobliżu powierzchni. Efekt kawitacji ultradźwięków w cieczy również hamuje proces korozji, przyczyniając się do rozjaśnienia powierzchni.

5. Polerowanie płynów
Polerowanie płynów wykorzystuje szybko przepływające materiały ścierne przenoszące ciecz do polerowania powierzchni przedmiotu obrabianego. Typowe metody obejmują obróbkę strumieniem ściernym, obróbkę strumieniem cieczy i dynamiczne szlifowanie płynów. W przypadku dynamicznego szlifowania płynów, hydraulicznie napędzane medium zawierające cząstki ścierne szybko przepływa tam i z powrotem po powierzchni przedmiotu obrabianego. Medium zazwyczaj składa się ze specjalnych związków (substancji polimeropodobnych) zmieszanych z materiałami ściernymi, takimi jak proszek węglika krzemu.
Środki ostrożności dla różnych rodzajów polerowania
1. Środki ostrożności dotyczące szlifowania form papierem ściernym i kamieniem olejowym
- W przypadku powierzchni form o wysokiej twardości należy używać wyłącznie czystych i miękkich narzędzi szlifierskich.
- Podczas zmiany poziomu ziarnistości papieru ściernego podczas szlifowania, zarówno obrabiany przedmiot, jak i ręce operatora muszą być oczyszczone, aby uniknąć przenoszenia grubego ziarna do następnego, drobniejszego etapu szlifowania.
- Podczas każdego procesu szlifowania papier ścierny powinien być używany pod różnymi kątami 45°, aż do usunięcia rys z poprzedniego ziarna. Po usunięciu rys po poprzednim papierze ściernym należy wydłużyć czas szlifowania o 25% przed przejściem na kolejny, drobniejszy papier ścierny.
- Zmiana kierunku szlifowania pomaga uniknąć tworzenia falistych lub nierównych powierzchni na obrabianym przedmiocie.
2. Środki ostrożności przy polerowaniu diamentowym
Polerowanie diamentowe musi być wykonywane z jak najmniejszym naciskiem, zwłaszcza podczas polerowania wstępnie hartowanej stali i przy użyciu drobnoziarnistej pasty polerskiej. W przypadku stosowania pasty polerskiej 8000#, zwykłe obciążenie wynosi 100-200 g/cm², ale precyzyjne utrzymanie tego obciążenia jest trudne. Aby to ułatwić, można wykonać cienki i wąski uchwyt na drewnianej listwie lub wyciąć część bambusowej listwy, aby uczynić ją bardziej elastyczną. Pomaga to kontrolować nacisk polerowania, zapewniając, że nacisk na powierzchnię formy nie jest zbyt wysoki. Podczas polerowania diamentowego nie tylko powierzchnia robocza musi być czysta, ale także ręce pracownika muszą być bardzo czyste.

3. Środki ostrożności przy polerowaniu form plastikowych
Polerowanie form plastikowych różni się znacznie od polerowania powierzchni wymaganego w innych branżach. Ściśle mówiąc, polerowanie form plastikowych powinno być określane jako wykończenie lustrzane. Wymaga wysokich standardów nie tylko w zakresie polerowania, ale także płaskości powierzchni, gładkości i dokładności geometrycznej.
Standardy polerowania luster są podzielone na cztery poziomy:
- A0 = Ra0.008μm
- A1 = Ra0.016μm
- A3 = Ra0.032μm
- A4 = Ra0.063μm
Metody takie jak polerowanie elektrolityczne i polerowanie płynne mają trudności z precyzyjną kontrolą dokładności geometrycznej części, podczas gdy jakość powierzchni osiągana przez polerowanie chemiczne, polerowanie ultradźwiękowe i polerowanie ze szlifowaniem magnetycznym nie spełnia wymagań. Dlatego też polerowanie mechaniczne pozostaje podstawową metodą wykańczania lustrzanego precyzyjnych form.

4. Środki ostrożności podczas polerowania:

1). Rozpoczynając obróbkę nowego gniazda formy, należy najpierw sprawdzić powierzchnię przedmiotu obrabianego i wyczyścić ją naftą, aby upewnić się, że powierzchnia kamienia olejowego nie zostanie zanieczyszczona, co spowoduje utratę funkcji cięcia.
2). Podczas szlifowania chropowatych tekstur należy przechodzić od obszarów trudnych do łatwych, koncentrując się najpierw na trudno dostępnych narożnikach i głębszych obszarach, a następnie na bokach i dużych płaskich powierzchniach.
3). Jeśli musimy wypolerować kilka części razem, najpierw zeszlifuj szorstkie tekstury lub ślady EDM na poszczególnych częściach, a następnie złóż wszystkie części i wypoleruj do gładkiego wykończenia.
4). W przypadku dużych płaskich lub bocznych powierzchni, po usunięciu szorstkich tekstur za pomocą kamienia olejowego, użyj płaskiej stalowej płytki do przeprowadzenia testów przepuszczalności światła w celu sprawdzenia nierówności lub wad ujemnego ciągu. Ujemne przeciągi mogą utrudniać rozformowywanie lub powodować zarysowania części.
5). Aby zapobiec szlifowaniu ujemnych przeciągów lub chronić niektóre powierzchnie współpracujące, należy przymocować brzeszczoty lub papier ścierny do krawędzi w celu ochrony, uzyskując idealne rezultaty.
6). Podczas szlifowania płaskich powierzchni formy, przesuwaj uchwyt kamienia olejowego do przodu i do tyłu, utrzymując uchwyt tak płasko, jak to możliwe, nie przekraczając 25°; większy kąt może spowodować powstanie grubych rys na obrabianym przedmiocie.
7). W przypadku używania miedzianego lub bambusowego elementu do dociskania papieru ściernego w celu wypolerowania powierzchni przedmiotu obrabianego, należy upewnić się, że rozmiar papieru ściernego nie przekracza obszaru narzędzia, aby uniknąć szlifowania niezamierzonych obszarów.
8). Unikaj używania szlifierki do naprawy powierzchni podziału, ponieważ głowica ściernicy pozostawia szorstką i falistą powierzchnię. W razie potrzeby należy wyregulować głowicę ściernicy w celu uzyskania wyważenia koncentrycznego.
9). Kształt narzędzi szlifierskich powinien być ściśle dopasowany do kształtu powierzchni formy, aby zapewnić, że obrabiany przedmiot nie zostanie zdeformowany podczas szlifowania.
Jak rozwiązywać typowe problemy związane z polerowaniem?

1. Nadmierne polerowanie
Największym problemem napotykanym podczas codziennego polerowania jest "nadmierne polerowanie", gdzie im dłuższy czas polerowania, tym gorsza jakość powierzchni formy. Nadmierne polerowanie objawia się dwoma zjawiskami: "skórką pomarańczową" i "wżerami". Nadmierne polerowanie często występuje podczas polerowania mechanicznego.
2. Przyczyny powstawania "pomarańczowej skórki" na obrabianych elementach
Nieregularnie chropowate powierzchnie są określane jako "skórka pomarańczowa". Istnieje wiele przyczyn pomarańczowej skórki, z których najczęstszą jest przegrzanie powierzchni formy lub nadmierne nawęglenie. Nadmierne ciśnienie polerowania i wydłużony czas polerowania są głównymi przyczynami skórki pomarańczowej. Na przykład, tarcze polerskie mogą generować ciepło, które łatwo powoduje pomarańczową skórkę. Twardsze stale mogą wytrzymać większy nacisk polerowania, podczas gdy stosunkowo miękkie stale są podatne na nadmierne polerowanie. Badania wykazały, że czas nadmiernego polerowania różni się w zależności od twardości stali.
3. Środki mające na celu wyeliminowanie "pomarańczowej skórki" na przedmiotach obrabianych
W przypadku wykrycia słabej jakości powierzchni, wiele osób zwiększa ciśnienie polerowania i wydłuża czas polerowania, co często pogarsza jakość powierzchni.
Następujące metody mogą być wykorzystane do zaradzenia tej sytuacji:
- Usuń wadliwą powierzchnię za pomocą nieco grubszego materiału ściernego niż poprzednio, a następnie wypoleruj ponownie z mniejszym naciskiem niż poprzednio.
- Przeprowadzić odprężanie w temperaturze o 25°C niższej od temperatury odpuszczania. Przed polerowaniem użyj najdrobniejszego ziarna do szlifowania, aż uzyskasz pożądany efekt, a następnie poleruj z mniejszym naciskiem.
4. Przyczyny powstawania "wżerów" na powierzchniach przedmiotu obrabianego
Zanieczyszczenia niemetaliczne w stali, zwykle twarde i kruche tlenki, są wyciągane z powierzchni stali podczas polerowania, tworząc mikrowżery lub wżery. Głównymi czynnikami powodującymi powstawanie wżerów są
1) Nadmierne ciśnienie polerowania i wydłużony czas polerowania.
2) Niewystarczająca czystość stali, wysoka zawartość twardych zanieczyszczeń.
3) Rdza na powierzchni formy.
4) Czarny materiał skóry nie został usunięty.
5. Środki eliminujące wżery na elementach obrabianych
- Ostrożnie przeszlifuj powierzchnię nieco grubszym materiałem ściernym niż poprzednio. Do ostatniego etapu szlifowania przed przystąpieniem do procesu polerowania należy użyć miękkich i ostrych kamieni olejowych.
- Należy unikać stosowania najbardziej miękkich narzędzi polerskich, gdy wielkość ziarna ściernego jest mniejsza niż 1 mm.
- Należy stosować jak najkrótszy czas polerowania i jak najmniejszy nacisk.
Wnioski
Polerowanie wnęki w produkcji form jest kluczowym etapem. Wpływa ono na jakość i żywotność formy oraz determinuje jakość produktów końcowych. Zrozumienie zasad i procesów polerowania oraz wybór odpowiednich metod polerowania może poprawić jakość i żywotność formy, a tym samym poprawić jakość produktu.














