

غالبًا ما تؤثر جودة القوالب بشكل مباشر على جودة وكفاءة إنتاج قطع العمل. في سير عمل معالجة القوالب، بعد خطوات معالجة الشكل، هناك معالجة سلسة ومعالجة مرآة، تُعرف مجتمعةً باسم طحن السطح وتلميع الأجزاء. وتؤثر جودة التلميع على جودة القالب وعمره الافتراضي، والذي بدوره يحدد جودة المنتجات.
يمكن أن يؤدي فهم مبادئ وعمليات الصقل واختيار طرق ومنتجات الصقل المناسبة إلى تحسين جودة القالب وعمره الافتراضي، وبالتالي تحسين جودة المنتج وكفاءة المعالجة.


طرق تلميع القوالب الشائعة
1. التلميع المادي

يتضمن التلميع المادي للقوالب عادةً استخدام أدوات مثل أحجار الزيت وعجلات الصوف وورق الصنفرة لإحداث تشوه بلاستيكي على سطح المادة، وإزالة النتوءات وتحقيق تشطيب ناعم. يتم تنفيذ هذه العملية يدوياً بشكل عام. أما بالنسبة للأسطح ذات المتطلبات عالية الجودة، فيمكننا استخدام طرق التلميع فائقة النعومة. يستخدم الصقل فائق الدقة أدوات طحن خاصة في ملاط يحتوي على مواد كاشطة يتم ضغطها على سطح قطعة العمل وتدويرها بسرعات عالية. يمكن أن تحقق هذه الطريقة خشونة سطح تبلغ Ra0.008 ميكرومتر.
الصقل المادي للقوالب هو أكثر طرق الصقل استخدامًا حاليًا بين مصنعي القوالب.
1). الأدوات والمواصفات الشائعة لتلميع القوالب
- تشمل الأدوات الشائعة الاستخدام لتلميع القوالب ورق الصنفرة، وأحجار الزيت، وعجلات اللباد الصوفي، ومعجون التلميع، ومبردات السبائك، وإبر الطحن بالماس، وقطع الخيزران، وأحجار الزيت الليفية، وماكينات التلميع الدوارة.
- ورق صنفرة 150#، 180#، 320#، 400#، 600#، 800#، 1000#، 1200#، 1500#
- أحجار الزيت 120#، 220#، 400#، 600#
- عجلات من لباد الصوف: أسطوانية، مخروطية الشكل، مستطيلة الشكل، ذات أطراف مدببة
- معجون التلميع: 1# (أبيض)، 3# (أصفر)، 6# (برتقالي)، 9# (أخضر)، 15# (أزرق)، 25# (بني)، 35# (أحمر)، 60# (أرجواني)
- الملفات: مربعة، ومستديرة، ومسطحة، ومثلثة، وأشكال أخرى
- إبر الطحن الماسية: عادةً ما تكون ذات ساق 3/32 أو 1/8، متوفرة بأشكال دائرية متموجة وأسطوانية وأسطوانية طويلة مستقيمة ومخروطية طويلة
- قطع الخيزران: أشكال مختلفة مناسبة للمشغلين وأشكال القوالب، تُستخدم للضغط على ورق الصنفرة أثناء الطحن لتحقيق خشونة السطح المطلوبة
- أحجار زيت الألياف: 200# (أسود)، 400# (أزرق)، 600# (أبيض)، 800# (أحمر)
2). عملية التلميع
01. التلميع الخشن
بعد عمليات مثل الطحن الدقيق, EDMو الطحنيمكننا صقل الأسطح باستخدام ماكينة صقل دوارة بسرعة 35,000-40,000 دورة/دقيقة. بعد ذلك، يتبع ذلك الطحن اليدوي بحجر الزيت، باستخدام الكيروسين كمادة تشحيم أو مبرد. تسلسل الاستخدام هو 180# → 240# → 320# → 400# → 600# → 800# → 1000#.
02. التلميع شبه النهائي
يستخدم الصقل شبه النهائي في المقام الأول ورق الصنفرة والكيروسين. تسلسل استخدام ورق الصنفرة هو 400# ← 600# ← 800# ← 1000# ← 1200# ← 1500#. لاحظ أن ورق الصنفرة #1500 مناسب فقط للفولاذ المقوى (أعلى من 52HRC) وليس للفولاذ المقوى مسبقًا، حيث أنه قد يتلف السطح، مما يمنع تأثير الصقل المطلوب.
03. التلميع الدقيق
يستخدم التلميع الدقيق في المقام الأول معجون تلميع الماس. إذا تم استخدام عجلة قماش التلميع الممزوجة بمسحوق أو معجون طحن الماس، فإن تسلسل التلميع النموذجي هو 9 ميكرومتر (1800#) → 6 ميكرومتر (3000#) → 3 ميكرومتر (8000#). يمكن لعجينة التلميع الماسية 9 ميكرومتر وعجلة التلميع القماشية إزالة الخدوش الشعيرية التي يتركها ورق الصنفرة 1200# و1500#. بعد ذلك، يستمر التلميع باستخدام اللباد ومعجون التلميع الماسي بالترتيب: 1 ميكرومتر (14000#) → 1/2 ميكرومتر (60000#) → 1/4 ميكرومتر (100000#).
04. بيئة التلميع
يجب إكمال عملية التلميع في منطقتين منفصلتين: واحدة للطحن الخشن والأخرى للتلميع الدقيق. من المهم تنظيف قطعة العمل جيدًا بين المرحلتين لإزالة أي جزيئات كاشطة من الخطوة السابقة. بعد الانتهاء من الصقل الخشن باستخدام أحجار الزيت حتى 1200#، يجب نقل قطعة العمل إلى غرفة خالية من الغبار لتلميعها لضمان عدم التصاق جزيئات الغبار بسطح القالب. إنهاء عمليات الصقل التي تتطلب دقة أعلى من 1 ميكرومتر (بما في ذلك 1 ميكرومتر) في غرفة صقل نظيفة. للحصول على تلميع أكثر دقة، من الضروري وجود بيئة نظيفة تمامًا، حيث يمكن أن يؤدي الغبار والدخان والقشرة واللعاب إلى إفساد السطح المصقول عالي الدقة.
بعد الانتهاء من عملية التلميع، يجب حماية سطح قطعة العمل من الغبار. عند توقف التلميع، يجب إزالة جميع مواد التلميع ومواد التشحيم بعناية لضمان نظافة السطح، ويجب رش طبقة من الطلاء المانع لصدأ القالب على سطح قطعة العمل.
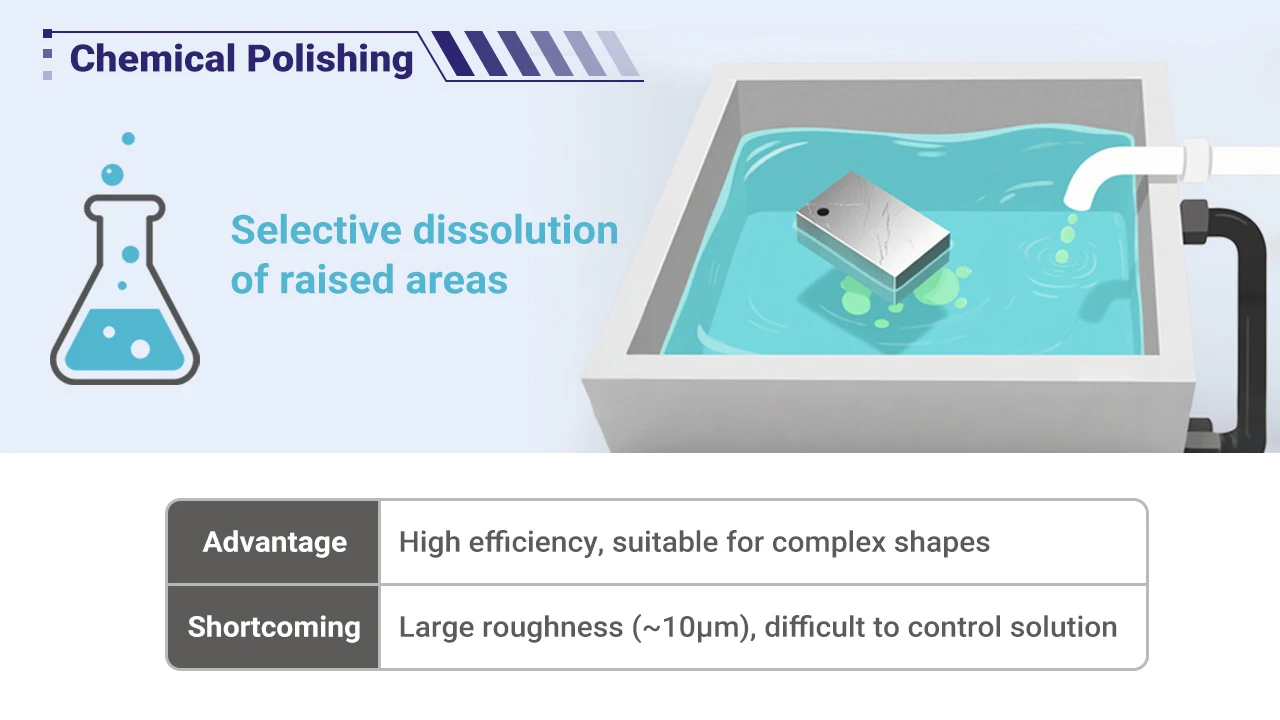
2. التلميع الكيميائي
ينطوي الصقل الكيميائي على غمر المادة في وسط كيميائي حيث تذوب النتوءات المجهرية على السطح بشكل تفضيلي على المناطق الغائرة، مما ينتج عنه سطح أملس. وتتمثل المزايا الأساسية لهذه الطريقة في أنها لا تتطلب معدات معقدة، ويمكنها تلميع قطع العمل ذات الأشكال المعقدة، ويمكنها تلميع العديد من قطع العمل في وقت واحد، مما يوفر كفاءة عالية. يكمن التحدي الأساسي للصقل الكيميائي في تحضير محلول الصقل. وعادةً ما تكون خشونة السطح التي يتم تحقيقها من خلال التلميع الكيميائي في حدود عشرات الميكرومترات.
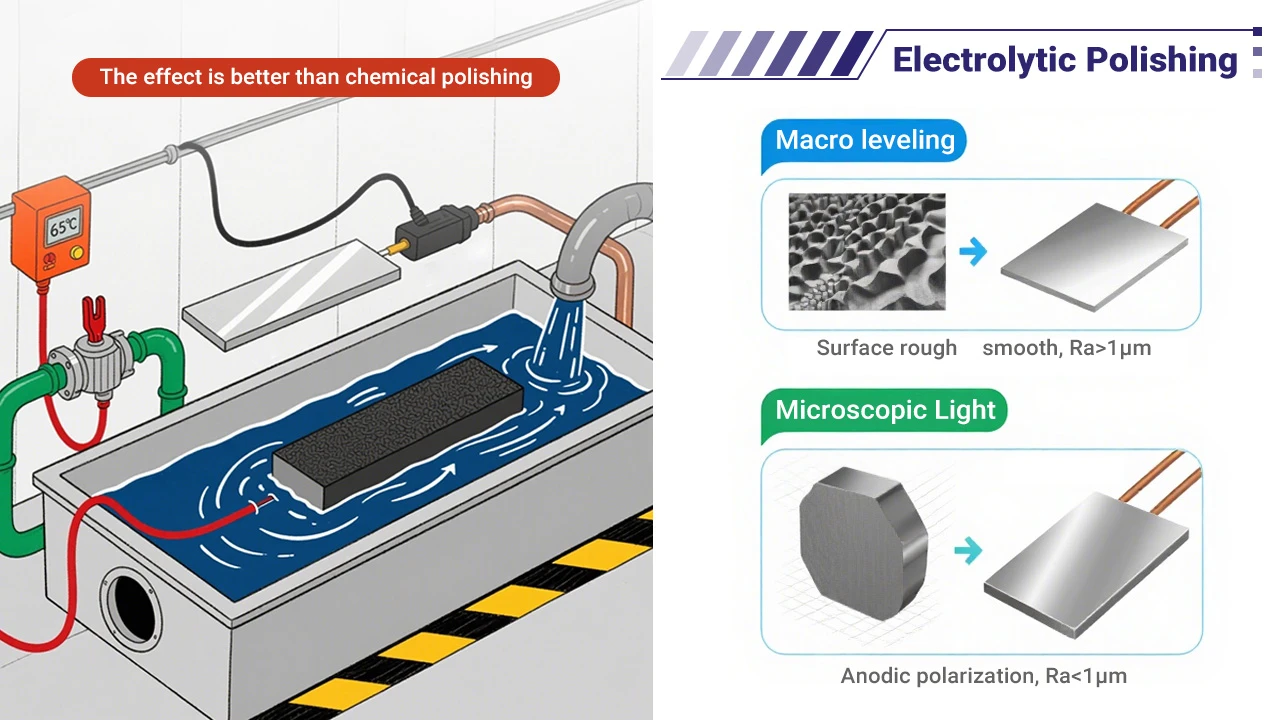
3. التلميع الكهربائي
يشبه المبدأ الأساسي للتلميع الإلكتروليتي مبدأ التلميع الكيميائي، حيث تذوب النتوءات المجهرية على سطح المادة بشكل انتقائي، مما يؤدي إلى سطح أملس. وبالمقارنة مع التلميع الكيميائي، فإنه يمكن أن يزيل آثار التفاعلات الكاثودية، مما يوفر نتائج أفضل. تتضمن عملية الصقل الإلكتروليتي خطوتين:
- التسوية العيانية: تنتشر نواتج الذوبان في الإلكتروليت، مما يقلل من الخشونة الهندسية لسطح المادة، Ra > 1 ميكرومتر.
- التسوية الجزئية: يزيد الاستقطاب الأنودي من سطوع السطح، Ra <1 ميكرومتر.
4. التلميع بالموجات فوق الصوتية
في عملية التلميع بالموجات فوق الصوتية، نضع قطعة العمل في مادة كاشطة معلقة ونعرضها لمجال فوق صوتي. تتسبب الاهتزازات بالموجات فوق الصوتية في صقل سطح الشُّغْلَة بمادة كاشطة. تولد المعالجة بالموجات فوق الصوتية الحد الأدنى من القوة العيانية مما يمنع تشوه قطعة العمل، ولكن قد تكون الأدوات والإعدادات صعبة. يمكن الجمع بين المعالجة بالموجات فوق الصوتية والطرق الكيميائية أو الكهروكيميائية. من خلال تطبيق الاهتزازات بالموجات فوق الصوتية لتحريك المحلول، تتم إزالة نواتج الذوبان على سطح قطعة العمل، مما يضمن تآكلًا موحدًا أو تحليلاً كهربائيًا بالقرب من السطح. كما يعمل تأثير التجويف بالموجات فوق الصوتية في السائل على تثبيط عملية التآكل، مما يساهم في تفتيح السطح.

5. تلميع السوائل
يستخدم التلميع بالسوائل مواد كاشطة متدفقة عالية السرعة تحمل سائلًا لتلميع سطح قطعة العمل. تشمل الطرق الشائعة التصنيع الآلي النفاث الكاشطة والتصنيع الآلي النفاث السائل والطحن الديناميكي بالسوائل. في الطحن الديناميكي بالسوائل، يتدفق وسيط مدفوع هيدروليكيًا يحتوي على جزيئات كاشطة بسرعة ذهابًا وإيابًا على سطح قطعة العمل. يتكون الوسيط عادةً من مركبات خاصة (مواد تشبه البوليمر) ممزوجة بمواد كاشطة، مثل مسحوق كربيد السيليكون.
احتياطات لأنواع التلميع المختلفة
1. الاحتياطات اللازمة لطحن القوالب بالصنفرة وحجر الزيت
- بالنسبة لأسطح القوالب عالية الصلابة، يجب استخدام أدوات الطحن بالحجر الزيتي النظيف والناعم فقط.
- عند تغيير مستويات حصى ورق الصنفرة أثناء الطحن، يجب تنظيف كل من الشُّغْلَة ويدي المشغل لتجنب نقل الحبيبات الخشنة إلى مرحلة الطحن التالية الأدق.
- أثناء كل عملية طحن، يجب استخدام ورق الصنفرة بزاوية 45 درجة مختلفة حتى يتم التخلص من الخدوش من الحبيبات السابقة. بعد إزالة الخدوش من الحبيبات السابقة، قم بتمديد وقت الطحن بمقدار 25% قبل الانتقال إلى الحبيبات الدقيقة التالية.
- يساعد تغيير اتجاهات الطحن على تجنب إنشاء أسطح متموجة أو غير مستوية على قطعة العمل.
2. الاحتياطات اللازمة لتلميع الماس
يجب أن يتم الصقل بالماس بأخف ضغط ممكن، خاصةً عند صقل الفولاذ المقوى مسبقًا واستخدام معجون الصقل الناعم. عند استخدام معجون التلميع 8000#، يكون الحمل المعتاد 100-200 جم/سم²، ولكن من الصعب الحفاظ على هذا الحمل بدقة. ولتسهيل ذلك، يمكن عمل مقبض رفيع وضيق على شريط خشبي، أو يمكن قطع جزء من شريط الخيزران لجعله أكثر مرونة. يساعد ذلك على التحكم في ضغط التلميع، مما يضمن ألا يكون ضغط سطح القالب مرتفعًا جدًا. عند استخدام الصقل بالألماس، لا يجب أن يكون سطح العمل نظيفًا فحسب، بل يجب أن تكون يدا العامل نظيفتين جدًا أيضًا.

3. احتياطات تلميع القوالب البلاستيكية
يختلف تلميع القوالب البلاستيكية تمامًا عن تلميع الأسطح المطلوب في الصناعات الأخرى. بالمعنى الدقيق للكلمة، يجب أن يشار إلى تلميع القوالب البلاستيكية على أنه تشطيب المرآة. فهو يتطلب معايير عالية ليس فقط للتلميع ولكن أيضًا لتسطيح السطح والنعومة والدقة الهندسية.
تنقسم معايير تلميع المرايا إلى أربعة مستويات:
- A0 = Ra0.008μm
- A1 = Ra0.016μm
- A3 = Ra0.032μm
- A4 = Ra0.063μm
تكافح طرق مثل التلميع الإلكتروليتي والتلميع بالسوائل للتحكم بدقة في الدقة الهندسية للأجزاء، في حين أن جودة السطح التي يتم تحقيقها عن طريق التلميع الكيميائي والتلميع بالموجات فوق الصوتية والتلميع بالطحن المغناطيسي لا تفي بالمتطلبات. ولذلك، يظل التلميع الميكانيكي هو الطريقة الأساسية للتشطيب المرآتي للقوالب الدقيقة.

4. الاحتياطات أثناء التلميع:

1). عند البدء في معالجة تجويف قالب جديد، افحص أولاً سطح قطعة العمل ونظفه بالكيروسين لضمان عدم تلوث سطح حجر الزيت، مما يتسبب في فقدانه لوظيفة القطع.
2). عند طحن القوام الخشن، انتقل من المناطق الصعبة إلى السهلة، مع التركيز بشكل خاص على الزوايا التي يصعب الوصول إليها والمناطق العميقة أولاً، تليها الجوانب والأسطح المسطحة الكبيرة.
3). إذا احتجنا إلى تلميع عدة أجزاء معًا، فقم بطحن القوام الخشن أو علامات EDM على الأجزاء الفردية أولاً، ثم قم بتجميع جميع الأجزاء وتلميعها حتى تصبح ناعمة.
4). بالنسبة للأسطح المسطحة أو الجانبية الكبيرة، بعد إزالة القوام الخشن بحجر الزيت، استخدم صفيحة فولاذية مسطحة لإجراء اختبارات انتقال الضوء للتحقق من عدم الاستواء أو عيوب المسودات السلبية. يمكن أن تجعل المسودات السلبية عملية إزالة القوالب صعبة أو تسبب خدوشًا في الأجزاء.
5). لمنع طحن المسودات السلبية أو حماية بعض أسطح التزاوج، قم بتثبيت شفرات المنشار أو ورق الصنفرة على الحواف للحماية، وتحقيق نتائج مثالية.
6). عند طحن الأسطح المسطحة للقالب، حرّك مقبض حجر الزيت ذهابًا وإيابًا، مع الحفاظ على المقبض مسطحًا قدر الإمكان، بحيث لا يتجاوز 25 درجة؛ قد تتسبب الزاوية الأكبر في إحداث خدوش خشنة على قطعة العمل بقوة.
7). في حالة استخدام قطعة نحاس أو خيزران للضغط على ورق الصنفرة لصقل سطح قطعة العمل، تأكد من أن حجم ورق الصنفرة لا يتجاوز مساحة الأداة لتجنب طحن المناطق غير المقصودة.
8). تجنب استخدام ماكينة الطحن لإصلاح سطح الفراق، حيث يترك رأس عجلة الطحن سطحًا خشنًا ومموجًا. إذا لزم الأمر، يجب ضبط رأس عجلة الطحن لتحقيق توازن متحدة المركز.
9). يجب أن يتطابق شكل أدوات الطحن بشكل وثيق مع شكل سطح القالب لضمان عدم تشوه قطعة العمل أثناء الطحن.
كيفية حل المشاكل الشائعة في التلميع

1. الإفراط في التلميع
أكبر مشكلة تتم مواجهتها في التلميع اليومي هي "الإفراط في التلميع"، حيث كلما طال وقت التلميع، كلما كانت جودة سطح القالب أسوأ. يتجلى التلميع الزائد في ظاهرتين: "قشر البرتقال" و"التنقر". يحدث التلميع الزائد عادةً أثناء التلميع الميكانيكي.
2. أسباب "قشر البرتقال" على قطع العمل
يشار إلى الأسطح الخشنة غير المنتظمة باسم "قشر البرتقال". هناك العديد من أسباب قشر البرتقال، وأكثرها شيوعًا هو ارتفاع درجة حرارة سطح القالب أو الكربنة المفرطة. ضغط التلميع المفرط ووقت التلميع المطول هما السببان الرئيسيان للتقشير البرتقالي. على سبيل المثال، يمكن لعجلات الصقل أن تولد حرارة تتسبب بسهولة في تقشر البرتقال. يمكن للفولاذ الأكثر صلابة أن يتحمل المزيد من ضغط التلميع، في حين أن الفولاذ الأكثر ليونة نسبيًا يكون عرضة للتلميع الزائد. وقد أظهرت الأبحاث أن وقت التلميع الزائد يختلف باختلاف صلابة الفولاذ.
3. تدابير القضاء على "قشر البرتقال" على قطع العمل
عند اكتشاف رداءة جودة السطح، يزيد العديد من الأشخاص من ضغط التلميع ويطيلون وقت التلميع، مما يؤدي في الغالب إلى تدهور جودة السطح.
يمكن استخدام الطرق التالية للعلاج:
- قم بإزالة السطح المعيب باستخدام مادة كاشطة أكثر خشونة قليلاً من المستخدمة سابقاً، ثم أعد التلميع بضغط أخف من السابق.
- قم بتخفيف الضغط عند درجة حرارة أقل من درجة حرارة التقسية بمقدار 25 درجة مئوية. قبل التلميع، استخدم أجود أنواع الحبيبات للطحن حتى تحصل على التأثير المطلوب، ثم قم بالتلميع بضغط أخف.
4. أسباب "التنقر" على أسطح قطع العمل
يتم سحب الشوائب غير المعدنية الموجودة في الفولاذ، وعادةً ما تكون أكاسيد صلبة وهشة، من سطح الفولاذ أثناء الصقل، مما يؤدي إلى تكوين حفر دقيقة أو تنقر. العوامل الرئيسية المسببة للتنقر هي:
1) ضغط الصقل المفرط ووقت الصقل الطويل.
2) عدم كفاية نقاوة الفولاذ، والمحتوى العالي من الشوائب الصلبة.
3) الصدأ على سطح القالب.
4) مادة الجلد الأسود التي لم تتم إزالتها.
5. تدابير القضاء على التنقر على قطع العمل
- أعد طحن السطح بعناية باستخدام مادة كاشطة أكثر خشونة قليلاً من المستخدمة سابقاً. استخدم أحجار زيتية ناعمة وحادة لخطوة الطحن النهائية قبل الشروع في عملية التلميع.
- تجنب استخدام أدوات الصقل الناعمة عندما يكون حجم الحبيبات الكاشطة أقل من 1 مم.
- استخدم أقصر وقت تلميع وأخف ضغط تلميع ممكن.
الخاتمة
يعد تلميع التجويف في تصنيع القوالب خطوة حاسمة. فهو يؤثر على جودة القالب وعمره الافتراضي ويحدد جودة المنتجات النهائية. يمكن أن يؤدي فهم مبادئ وعمليات التلميع واختيار طرق التلميع المناسبة إلى تحسين جودة القالب وعمره الافتراضي، وبالتالي تحسين جودة المنتج.











