

A qualidade dos moldes tem frequentemente um impacto direto na qualidade e na eficiência da produção das peças. No fluxo de trabalho de processamento do molde, após as etapas de processamento da forma, há o processamento suave e o processamento espelhado, conhecidos coletivamente como retificação e polimento da superfície das peças. A qualidade do polimento afecta a qualidade e a vida útil do molde, o que, por sua vez, determina a qualidade dos produtos.
A compreensão dos princípios e processos de polimento e a seleção de métodos e produtos de polimento adequados podem melhorar a qualidade e a vida útil do molde, aumentando assim a qualidade do produto e a eficiência do processamento.


Métodos comuns de polimento de moldes
1. Polimento físico

O polimento físico de moldes envolve normalmente a utilização de ferramentas como pedras de óleo, rodas de lã e lixas para induzir a deformação plástica na superfície do material, removendo saliências e obtendo um acabamento liso. Este processo é geralmente efectuado manualmente. Para superfícies com requisitos de alta qualidade, podemos utilizar métodos de polimento ultra-fino. O polimento ultrafino utiliza ferramentas especiais de retificação numa lama contendo abrasivos, que são pressionadas contra a superfície da peça de trabalho e rodadas a altas velocidades. Este método pode atingir uma rugosidade de superfície de Ra0,008 μm.
O polimento físico dos moldes é atualmente o método de polimento mais utilizado pelos fabricantes de moldes.
1). Ferramentas e especificações comuns para o polimento de moldes
- As ferramentas habitualmente utilizadas para o polimento de moldes incluem lixas, pedras de óleo, rodas de feltro de lã, pasta de polimento, limas de liga, agulhas de moagem de diamante, peças de bambu, pedras de óleo de fibra e máquinas de polir rotativas.
- Lixa: 150#, 180#, 320#, 400#, 600#, 800#, 1000#, 1200#, 1500#
- Pedras de óleo: 120#, 220#, 400#, 600#
- Rodas de feltro de lã: Cilíndricas, cónicas, rectangulares com pontas pontiagudas
- Pasta de polimento: 1# (branco), 3# (amarelo), 6# (laranja), 9# (verde), 15# (azul), 25# (castanho), 35# (vermelho), 60# (roxo)
- Ficheiros: Quadradas, redondas, planas, triangulares e outras formas
- Agulhas de moagem de diamante: Geralmente com haste de 3/32 ou 1/8, disponíveis em formas de onda redonda, cilíndrica, cilindro reto longo e cónica longa
- Peças de bambu: Várias formas adequadas para operadores e formas de moldes, utilizadas para pressionar a lixa durante a retificação para obter a rugosidade de superfície desejada
- Pedras de óleo de fibra: 200# (preto), 400# (azul), 600# (branco), 800# (vermelho)
2). Processo de polimento
01. Polimento áspero
Após processos como a moagem fina, EDMe trituraçãoEm seguida, podemos polir as superfícies utilizando uma máquina de polir rotativa com uma velocidade de 35.000-40.000 r/min. Depois, segue-se a retificação manual com pedra de óleo, utilizando querosene como lubrificante ou refrigerante. A sequência de utilização é 180# → 240# → 320# → 400# → 600# → 800# → 1000#.
02. Semi-acabamento Polimento
O polimento de semi-acabamento utiliza principalmente lixa e querosene. A sequência de utilização da lixa é 400# → 600# → 800# → 1000# → 1200# → 1500#. Note-se que a lixa #1500 só é adequada para aço de molde endurecido (acima de 52HRC) e não para aço pré-endurecido, pois pode danificar a superfície, impedindo o efeito de polimento desejado.
03. Polimento Fino
O polimento fino utiliza principalmente pasta de polimento de diamante. Se for utilizada uma roda de pano de polimento misturada com pó ou pasta de polimento de diamante, a sequência de polimento típica é 9μm (1800#) → 6μm (3000#) → 3μm (8000#). A pasta de polimento de diamante de 9μm e a roda de pano de polimento podem remover riscos finos deixados pelas lixas 1200# e 1500#. De seguida, o polimento é continuado com feltro e pasta de polimento de diamante pela ordem: 1μm (14000#) → 1/2μm (60000#) → 1/4μm (100000#).
04. Ambiente de polimento
O processo de polimento deve ser completado em duas áreas separadas: uma para o desbaste e outra para o polimento fino. É importante limpar bem a peça de trabalho entre etapas para remover quaisquer partículas abrasivas da etapa anterior. Depois de concluído o polimento grosseiro com pedras de óleo até à lixa 1200#, a peça de trabalho deve ser transferida para uma sala sem pó para polimento, de modo a garantir que nenhuma partícula de pó adira à superfície do molde. Termine os processos de polimento que exijam uma precisão superior a 1μm (incluindo 1μm) numa sala de polimento limpa. Para um polimento ainda mais preciso, é necessário um ambiente absolutamente limpo, uma vez que o pó, o fumo, a caspa e a saliva podem arruinar a superfície polida de alta precisão.
Após a conclusão do processo de polimento, devemos proteger a superfície da peça de trabalho do pó. Quando o polimento termina, todos os agentes de polimento e lubrificantes devem ser cuidadosamente removidos para garantir que a superfície está limpa, e uma camada de revestimento anti-ferrugem deve ser pulverizada sobre a superfície da peça.
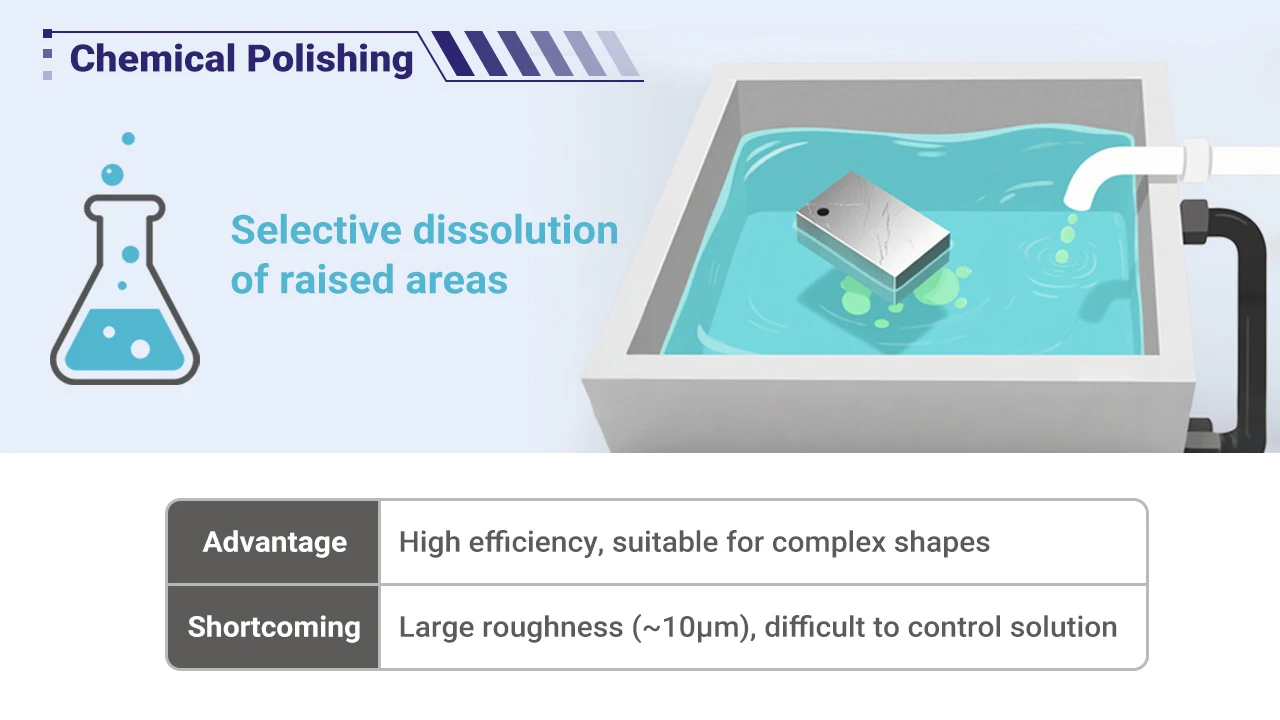
2. Polimento químico
O polimento químico envolve a imersão do material num meio químico onde as saliências microscópicas na superfície se dissolvem preferencialmente sobre as áreas rebaixadas, resultando numa superfície lisa. As principais vantagens deste método são o facto de não necessitar de equipamento complexo, de poder polir peças com formas complexas e de poder polir muitas peças em simultâneo, oferecendo uma elevada eficiência. O principal desafio do polimento químico reside na preparação da solução de polimento. A rugosidade da superfície obtida através do polimento químico é geralmente da ordem de várias dezenas de micrómetros.
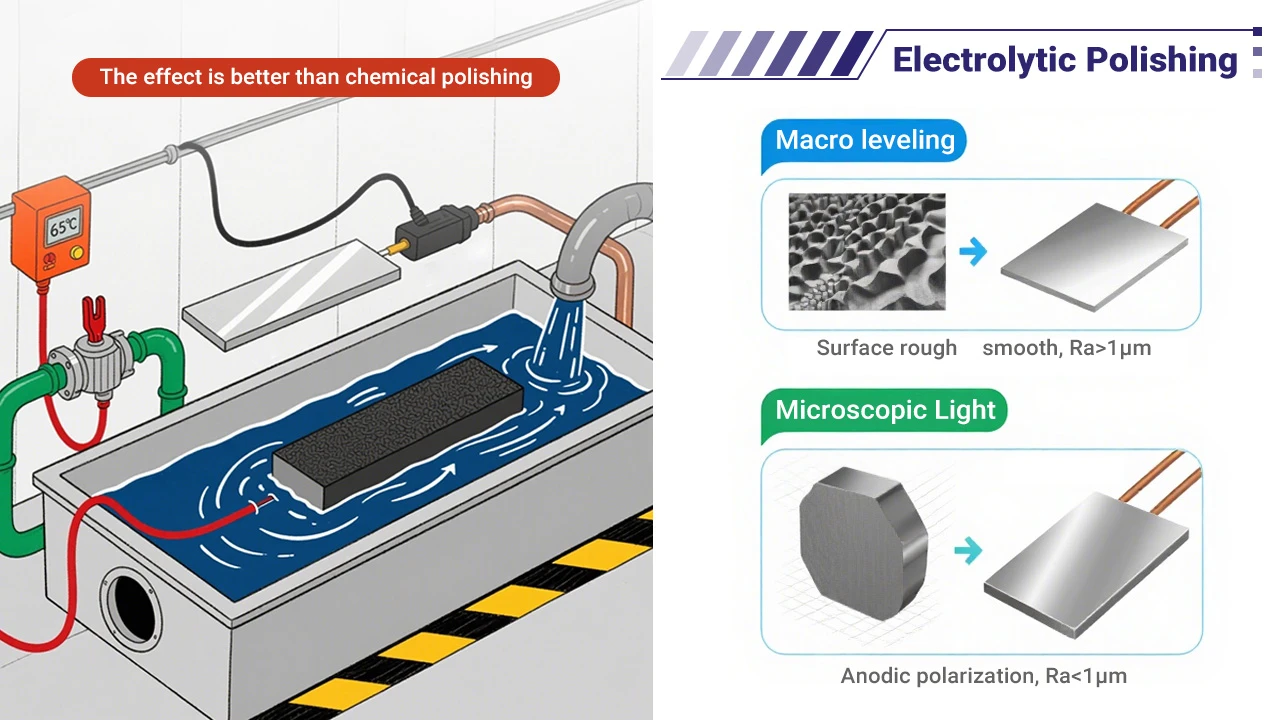
3. Polimento eletrolítico
O princípio básico do polimento eletrolítico é semelhante ao do polimento químico, em que as saliências microscópicas na superfície do material se dissolvem seletivamente, resultando numa superfície lisa. Em comparação com o polimento químico, pode eliminar os efeitos das reacções catódicas, oferecendo melhores resultados. O processo de polimento eletrolítico envolve duas etapas:
- Nivelamento macroscópico: Os produtos de dissolução difundem-se no eletrólito, reduzindo a rugosidade geométrica da superfície do material, Ra > 1μm.
- Micro-nivelamento: A polarização anódica aumenta o brilho da superfície, Ra < 1μm.
4. Polimento por ultra-sons
No polimento por ultra-sons, colocamos a peça de trabalho numa suspensão abrasiva e sujeitamo-la a um campo ultrassónico. As vibrações ultra-sónicas fazem com que o abrasivo faça o polimento da superfície da peça. O processamento ultrassónico gera uma força macroscópica mínima, evitando a deformação da peça, mas as ferramentas e a configuração podem ser um desafio. O processamento ultrassónico pode ser combinado com métodos químicos ou electroquímicos. Ao aplicar vibrações ultra-sónicas para agitar a solução, os produtos de dissolução na superfície da peça de trabalho são removidos, assegurando uma corrosão ou eletrólise uniforme perto da superfície. O efeito de cavitação dos ultra-sons no líquido também inibe o processo de corrosão, contribuindo para o brilho da superfície.

5. Polimento de fluidos
O polimento com fluidos utiliza abrasivos que transportam líquidos a alta velocidade para polir a superfície da peça de trabalho. Os métodos mais comuns incluem a maquinagem por jato abrasivo, a maquinagem por jato líquido e a retificação dinâmica de fluidos. Na retificação dinâmica de fluidos, um meio hidráulico contendo partículas abrasivas flui rapidamente para trás e para a frente sobre a superfície da peça. O meio é normalmente constituído por compostos especiais (substâncias semelhantes a polímeros) misturados com abrasivos, como pó de carboneto de silício.
Precauções para diferentes tipos de polimento
1. Precauções para a retificação de moldes com lixa e pedra de óleo
- Para superfícies de molde de elevada dureza, só devem ser utilizadas ferramentas de retificação de pedra de óleo limpas e macias.
- Quando se muda de nível de grão de lixa durante a retificação, tanto a peça de trabalho como as mãos do operador devem ser limpas para evitar o transporte de grão grosso para a fase seguinte de retificação mais fina.
- Durante cada processo de lixagem, a lixa deve ser utilizada em diferentes ângulos de 45° até que os riscos da lixa anterior sejam eliminados. Depois de eliminar os riscos da lixa anterior, prolongar o tempo de lixagem em 25% antes de mudar para a lixa mais fina seguinte.
- A alteração das direcções de retificação ajuda a evitar a criação de superfícies onduladas ou irregulares na peça de trabalho.
2. Precauções para o polimento de diamantes
O polimento com diamante deve ser efectuado com a menor pressão possível, especialmente ao polir aço pré-endurecido e ao utilizar pasta de polimento fina. Quando se utiliza a pasta de polir 8000#, a carga habitual é de 100-200g/cm², mas é difícil manter esta carga com precisão. Para facilitar, pode ser feita uma pega fina e estreita numa tira de madeira, ou pode ser cortada parte de uma tira de bambu para a tornar mais flexível. Isto ajuda a controlar a pressão de polimento, assegurando que a pressão da superfície do molde não é demasiado elevada. Quando se utiliza o polimento com diamante, não só a superfície de trabalho deve estar limpa, como também as mãos do trabalhador devem estar muito limpas.

3. Precauções para polir moldes de plástico
O polimento de moldes de plástico é bastante diferente do polimento de superfícies exigido noutras indústrias. Em termos estritos, o polimento de moldes de plástico deve ser referido como acabamento espelhado. Exige elevados padrões não só de polimento, mas também de planicidade, suavidade e precisão geométrica da superfície.
As normas para o polimento de espelhos estão divididas em quatro níveis:
- A0 = Ra0,008μm
- A1 = Ra0,016μm
- A3 = Ra0,032μm
- A4 = Ra0,063μm
Métodos como o polimento eletrolítico e o polimento com fluido têm dificuldade em controlar com precisão a exatidão geométrica das peças, enquanto a qualidade da superfície obtida com o polimento químico, o polimento ultrassónico e o polimento com retificação magnética não satisfazem os requisitos. Por conseguinte, o polimento mecânico continua a ser o método principal para o acabamento espelhado de moldes de precisão.

4. Precauções durante o polimento:

1). Quando começar a processar uma nova cavidade de molde, verifique primeiro a superfície da peça de trabalho e limpe-a com querosene para garantir que a superfície da pedra de óleo não fica contaminada, fazendo com que perca a sua função de corte.
2). Ao polir texturas ásperas, avance das áreas difíceis para as mais fáceis, concentrando-se especialmente nos cantos difíceis de alcançar e nas áreas mais profundas, seguidas dos lados e das grandes superfícies planas.
3). Se for necessário polir várias peças em conjunto, esmerilhar primeiro as texturas ásperas ou as marcas EDM nas peças individuais, depois montar todas as peças e polir até obter um acabamento liso.
4). Para grandes superfícies planas ou laterais, depois de remover as texturas ásperas com uma pedra de óleo, utilizar uma placa de aço plana para efetuar testes de transmissão de luz para verificar se existem irregularidades ou defeitos de rascunho negativo. As correntes de ar negativas podem dificultar a desmoldagem ou causar riscos nas peças.
5). Para evitar o desbaste de correntes de ar negativas ou proteger algumas superfícies de contacto, coloque lâminas de serra ou lixa nas arestas para proteção, obtendo resultados ideais.
6). Ao retificar as superfícies planas do molde, mova a pega da pedra de óleo para trás e para a frente, mantendo a pega tão plana quanto possível, não excedendo 25°; um ângulo maior pode forçar a peça de trabalho a ficar com riscos grosseiros.
7). Se utilizar uma peça de cobre ou de bambu para pressionar a lixa para polir a superfície da peça de trabalho, certifique-se de que o tamanho da lixa não excede a área da ferramenta para evitar lixar áreas não intencionais.
8). Evitar a utilização de uma máquina de retificação para reparar a superfície de separação, uma vez que a cabeça da mó deixa uma superfície rugosa e ondulada. Se necessário, a cabeça da mó deve ser ajustada para obter um equilíbrio concêntrico.
9). A forma das ferramentas de retificação deve corresponder exatamente à forma da superfície do molde para garantir que a peça de trabalho não se deforma durante a retificação.
Como resolver problemas comuns no polimento

1. Polimento excessivo
O maior problema encontrado no polimento diário é o "polimento excessivo", em que quanto maior for o tempo de polimento, pior será a qualidade da superfície do molde. O excesso de polimento manifesta-se em dois fenómenos: "casca de laranja" e "pitting". O polimento excessivo ocorre normalmente durante o polimento mecânico.
2. Causas da "casca de laranja" em peças de trabalho
As superfícies irregularmente rugosas são designadas por "casca de laranja". Existem muitas causas para a casca de laranja, sendo as mais comuns o sobreaquecimento da superfície do molde ou a carburação excessiva. A pressão de polimento excessiva e o tempo de polimento prolongado são as principais razões para a casca de laranja. Por exemplo, os discos de polimento podem gerar calor que facilmente provoca a casca de laranja. Os aços mais duros podem suportar uma maior pressão de polimento, enquanto os aços relativamente mais macios são propensos a um polimento excessivo. A investigação demonstrou que o tempo de polimento excessivo varia consoante a dureza do aço.
3. Medidas para eliminar a "casca de laranja" nas peças de trabalho
Quando é detectada uma má qualidade da superfície, muitas pessoas aumentam a pressão de polimento e prolongam o tempo de polimento, o que muitas vezes piora a qualidade da superfície.
Os seguintes métodos podem ser utilizados para remediar a situação:
- Remover a superfície defeituosa com uma lixa ligeiramente mais grossa do que a utilizada anteriormente e voltar a polir com uma pressão mais ligeira do que a anterior.
- Efetuar o alívio de tensões a uma temperatura 25°C inferior à temperatura de têmpera. Antes de polir, utilizar o grão mais fino para lixar até obter o efeito desejado e, em seguida, polir com uma pressão mais ligeira.
4. Causas de "Pitting" nas superfícies da peça de trabalho
As impurezas não metálicas do aço, normalmente óxidos duros e quebradiços, são arrancadas da superfície do aço durante o polimento, formando micropoços ou pitting. Os principais factores que causam a formação de pites são:
1) Pressão de polimento excessiva e tempo de polimento prolongado.
2) Pureza insuficiente do aço, elevado teor de impurezas duras.
3) Ferrugem na superfície do molde.
4) Material de pele negra não removido.
5. Medidas para eliminar a corrosão em peças de trabalho
- Voltar a lixar cuidadosamente a superfície com um abrasivo ligeiramente mais grosso do que o utilizado anteriormente. Utilize pedras de óleo macias e afiadas para o passo final de lixagem antes de prosseguir com o processo de polimento.
- Evitar utilizar as ferramentas de polimento mais macias quando o tamanho do grão abrasivo for inferior a 1 mm.
- Utilizar o tempo de polimento mais curto e a pressão de polimento mais ligeira possível.
Conclusão
O polimento da cavidade no fabrico de moldes é um passo crucial. Afecta a qualidade e o tempo de vida do molde e determina a qualidade dos produtos finais. Compreender os princípios e processos de polimento e selecionar os métodos de polimento adequados pode melhorar a qualidade e a vida útil do molde, aumentando assim a qualidade do produto.











