

La qualité des moules a souvent un impact direct sur la qualité et l'efficacité de la production des pièces. Dans le processus de traitement des moules, après les étapes de traitement de la forme, il y a le traitement lisse et le traitement miroir, connus collectivement sous le nom de rectification et de polissage des surfaces des pièces. La qualité du polissage influe sur la qualité et la durée de vie du moule, qui détermine à son tour la qualité des produits.
La compréhension des principes et des processus de polissage et le choix de méthodes et de produits de polissage appropriés peuvent améliorer la qualité et la durée de vie des moules, et donc la qualité des produits et l'efficacité de la transformation.


Méthodes courantes de polissage des moules
1. Polissage physique

Le polissage physique des moules consiste généralement à utiliser des outils tels que des pierres à huile, des meules de laine et du papier de verre pour induire une déformation plastique à la surface du matériau, afin d'éliminer les protubérances et d'obtenir une finition lisse. Ce processus est généralement réalisé manuellement. Pour les surfaces de haute qualité, nous pouvons utiliser des méthodes de polissage ultrafin. Le polissage ultrafin utilise des outils de meulage spéciaux dans une boue contenant des abrasifs, qui sont pressés contre la surface de la pièce et tournent à grande vitesse. Cette méthode permet d'obtenir une rugosité de surface de Ra0,008 μm.
Le polissage physique des moules est actuellement la méthode de polissage la plus utilisée par les fabricants de moules.
1). Outils courants et spécifications pour le polissage des moules
- Les outils couramment utilisés pour le polissage des moules sont le papier de verre, les pierres à huile, les roues en feutre de laine, la pâte à polir, les limes en alliage, les aiguilles diamantées, les morceaux de bambou, les pierres à huile en fibre et les machines à polir rotatives.
- Papier de verre : 150#, 180#, 320#, 400#, 600#, 800#, 1000#, 1200#, 1500#
- Pierres à huile : 120#, 220#, 400#, 600#
- Roues en feutre de laine : Cylindriques, coniques, rectangulaires à bouts pointus
- Pâte à polir : 1# (blanc), 3# (jaune), 6# (orange), 9# (vert), 15# (bleu), 25# (brun), 35# (rouge), 60# (violet)
- Fichiers : Carrées, rondes, plates, triangulaires et autres formes
- Aiguilles de meulage diamantées : Généralement avec une tige de 3/32 ou 1/8, disponible en forme de vague ronde, cylindrique, longue cylindrique droite et longue conique.
- Morceaux de bambou : Différentes formes adaptées aux opérateurs et aux formes des moules, utilisées pour presser le papier de verre pendant le ponçage afin d'obtenir la rugosité de surface souhaitée.
- Pierres à huile en fibre : 200# (noir), 400# (bleu), 600# (blanc), 800# (rouge)
2). Processus de polissage
01. Polissage grossier
Après des processus tels que le broyage fin, EDMet broyageEnsuite, nous pouvons polir les surfaces à l'aide d'une machine à polir rotative à une vitesse de 35 000 à 40 000 tours/minute. Vient ensuite le ponçage manuel à la pierre à huile, en utilisant le kérosène comme lubrifiant ou liquide de refroidissement. La séquence d'utilisation est la suivante : 180# → 240# → 320# → 400# → 600# → 800# → 1000#.
02. Semi-finition Polissage
Le polissage de semi-finition utilise principalement du papier de verre et du kérosène. La séquence d'utilisation du papier de verre est la suivante : 400# → 600# → 800# → 1000# → 1200# → 1500#. Notez que le papier de verre #1500 ne convient qu'à l'acier moulé trempé (supérieur à 52HRC) et non à l'acier prétrempé, car il risque d'endommager la surface et d'empêcher l'effet de polissage souhaité.
03. Polissage fin
Le polissage fin utilise principalement de la pâte à polir diamantée. Si une roue de drap de polissage mélangée à de la poudre ou de la pâte de polissage diamantée est utilisée, la séquence de polissage typique est 9μm (1800#) → 6μm (3000#) → 3μm (8000#). La pâte à polir diamantée de 9μm et le disque en tissu de polissage peuvent éliminer les rayures capillaires laissées par le papier de verre 1200# et 1500#. Ensuite, le polissage se poursuit en utilisant le feutre et la pâte à polir diamantée dans l'ordre : 1μm (14000#) → 1/2μm (60000#) → 1/4μm (100000#).
04. Environnement de polissage
Le processus de polissage doit être réalisé dans deux zones distinctes : l'une pour le ponçage grossier et l'autre pour le polissage fin. Il est important de nettoyer soigneusement la pièce entre les étapes afin d'éliminer toutes les particules abrasives de l'étape précédente. Après avoir terminé le polissage grossier avec des pierres à huile jusqu'au papier de verre 1200#, la pièce doit être déplacée dans une salle sans poussière pour le polissage afin de s'assurer qu'aucune particule de poussière n'adhère à la surface du moule. Terminez les processus de polissage nécessitant une précision supérieure à 1μm (y compris 1μm) dans une salle de polissage propre. Pour un polissage encore plus précis, un environnement absolument propre est nécessaire, car la poussière, la fumée, les pellicules et la salive peuvent ruiner la surface polie de haute précision.
Une fois le processus de polissage terminé, il convient de protéger la surface de la pièce de la poussière. Lorsque le polissage est terminé, tous les agents de polissage et les lubrifiants doivent être soigneusement enlevés pour s'assurer que la surface est propre, et une couche d'enduit antirouille doit être pulvérisée sur la surface de la pièce.
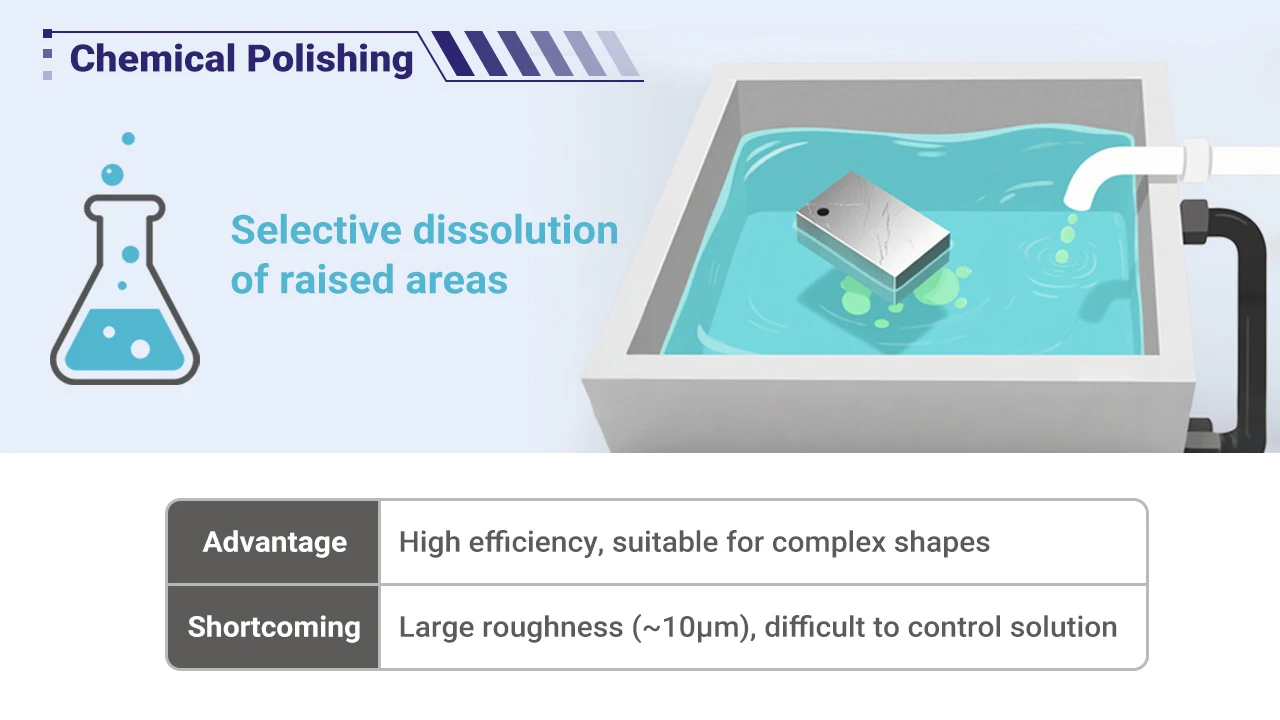
2. Polissage chimique
Le polissage chimique consiste à immerger le matériau dans un milieu chimique où les protubérances microscopiques de la surface se dissolvent de préférence aux zones en creux, ce qui permet d'obtenir une surface lisse. Les principaux avantages de cette méthode sont qu'elle ne nécessite pas d'équipement complexe, qu'elle peut polir des pièces de forme complexe et qu'elle peut polir plusieurs pièces simultanément, ce qui lui confère une grande efficacité. Le principal défi du polissage chimique réside dans la préparation de la solution de polissage. La rugosité de surface obtenue par polissage chimique est généralement de l'ordre de quelques dizaines de micromètres.
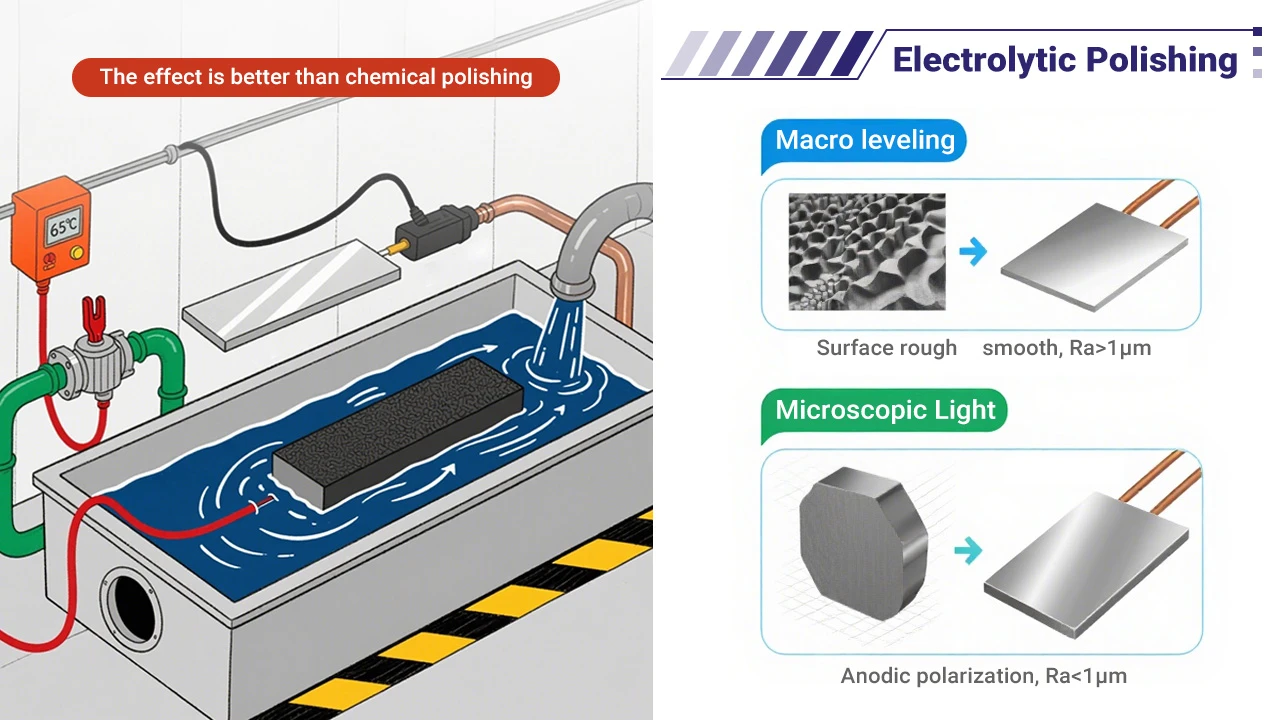
3. Polissage électrolytique
Le principe de base du polissage électrolytique est similaire à celui du polissage chimique : les protubérances microscopiques à la surface du matériau se dissolvent de manière sélective, ce qui permet d'obtenir une surface lisse. Par rapport au polissage chimique, il permet d'éliminer les effets des réactions cathodiques, offrant ainsi de meilleurs résultats. Le processus de polissage électrolytique comprend deux étapes :
- Nivellement macroscopique : Les produits de dissolution diffusent dans l'électrolyte, réduisant la rugosité géométrique de la surface du matériau, Ra > 1μm.
- Micro-niveaux : La polarisation anodique augmente la luminosité de la surface, Ra < 1μm.
4. Polissage par ultrasons
Dans le polissage par ultrasons, nous plaçons la pièce dans une suspension abrasive et la soumettons à un champ ultrasonique. Les vibrations ultrasoniques provoquent le polissage de la surface de la pièce par l'abrasif. Le traitement par ultrasons génère une force macroscopique minimale, empêchant la déformation de la pièce, mais l'outillage et la configuration peuvent être difficiles à mettre en œuvre. Le traitement par ultrasons peut être combiné à des méthodes chimiques ou électrochimiques. En appliquant des vibrations ultrasoniques pour agiter la solution, les produits de dissolution à la surface de la pièce sont éliminés, ce qui garantit une corrosion ou une électrolyse uniforme à proximité de la surface. L'effet de cavitation des ultrasons dans le liquide inhibe également le processus de corrosion, contribuant ainsi à l'éclaircissement de la surface.

5. Polissage fluide
Le polissage fluide utilise des abrasifs liquides circulant à grande vitesse pour polir la surface de la pièce. Les méthodes courantes comprennent l'usinage par jet d'abrasif, l'usinage par jet de liquide et la rectification dynamique des fluides. Dans le cas de la rectification par dynamique des fluides, un fluide à entraînement hydraulique contenant des particules abrasives s'écoule rapidement d'avant en arrière sur la surface de la pièce. Le fluide est généralement constitué de composés spéciaux (substances ressemblant à des polymères) mélangés à des abrasifs, tels que la poudre de carbure de silicium.
Précautions à prendre pour les différents types de polissage
1. Précautions à prendre pour le ponçage des moules au papier de verre et à la pierre à huile
- Pour les surfaces de moules à dureté élevée, seuls des outils de meulage en pierre oléagineuse propres et doux doivent être utilisés.
- Lors du changement de niveau de grain du papier de verre pendant le meulage, la pièce et les mains de l'opérateur doivent être nettoyées afin d'éviter de transporter des grains grossiers à l'étape suivante de meulage plus fin.
- Au cours de chaque processus de meulage, le papier de verre doit être utilisé à différents angles de 45° jusqu'à ce que les rayures du grain précédent soient éliminées. Après avoir éliminé les rayures du grain précédent, prolongez le temps de ponçage de 25% avant de passer au grain plus fin suivant.
- Le changement de direction du meulage permet d'éviter de créer des surfaces ondulées ou irrégulières sur la pièce.
2. Précautions pour le polissage au diamant
Le polissage au diamant doit être effectué avec une pression aussi faible que possible, en particulier lors du polissage de l'acier pré-durci et de l'utilisation d'une pâte à polir fine. Lors de l'utilisation de la pâte à polir 8000#, la charge habituelle est de 100-200g/cm², mais il est difficile de maintenir cette charge avec précision. Pour faciliter cette opération, il est possible de fabriquer un manche fin et étroit sur une bande de bois ou de couper une partie d'une bande de bambou pour la rendre plus flexible. Cela permet de contrôler la pression de polissage et de s'assurer que la pression de la surface du moule n'est pas trop élevée. Lors du polissage au diamant, non seulement la surface de travail doit être propre, mais les mains de l'ouvrier doivent également être très propres.

3. Précautions pour le polissage des moules en plastique
Le polissage des moules en plastique est très différent du polissage de surface requis dans d'autres industries. À proprement parler, le polissage des moules en plastique devrait être considéré comme une finition miroir. Il exige des normes élevées non seulement pour le polissage, mais aussi pour la planéité, le lissage et la précision géométrique de la surface.
Les normes de polissage des miroirs sont divisées en quatre niveaux :
- A0 = Ra0.008μm
- A1 = Ra0.016μm
- A3 = Ra0.032μm
- A4 = Ra0.063μm
Les méthodes telles que le polissage électrolytique et le polissage fluide peinent à contrôler avec précision la géométrie des pièces, tandis que la qualité de surface obtenue par le polissage chimique, le polissage ultrasonique et le polissage par rectification magnétique ne répond pas aux exigences. C'est pourquoi le polissage mécanique reste la principale méthode de finition miroir des moules de précision.

4. Précautions à prendre lors du polissage :

1). Lorsque vous commencez à traiter une nouvelle empreinte, vérifiez d'abord la surface de la pièce et nettoyez-la avec du kérosène pour vous assurer que la surface de la pierre à huile n'est pas contaminée et qu'elle ne perd pas sa fonction de coupe.
2). Lorsque vous poncez des textures rugueuses, allez des zones difficiles aux zones faciles, en vous concentrant tout d'abord sur les coins difficiles à atteindre et les zones profondes, puis sur les côtés et les grandes surfaces planes.
3). S'il faut polir plusieurs pièces ensemble, il faut d'abord poncer les textures rugueuses ou les marques d'électroérosion sur les pièces individuelles, puis assembler toutes les pièces et les polir jusqu'à obtenir une finition lisse.
4). Pour les grandes surfaces planes ou latérales, après avoir éliminé les textures rugueuses à l'aide d'une pierre à huile, utilisez une plaque d'acier plate pour effectuer des tests de transmission de la lumière afin de vérifier l'absence d'irrégularités ou de défauts d'emboutissage. Les dépouilles négatives peuvent rendre le démoulage difficile ou provoquer des rayures sur les pièces.
5). Pour éviter de meuler les courants d'air négatifs ou pour protéger certaines surfaces d'accouplement, fixer des lames de scie ou du papier de verre sur les bords pour les protéger, afin d'obtenir des résultats idéaux.
6). Lors du meulage des surfaces planes du moule, déplacez la poignée de la pierre à huile d'avant en arrière, en maintenant la poignée aussi plate que possible, sans dépasser 25° ; un angle plus important peut provoquer des rayures grossières sur la pièce à usiner.
7). Si vous utilisez un morceau de cuivre ou de bambou pour presser le papier de verre afin de polir la surface de la pièce, assurez-vous que la taille du papier de verre ne dépasse pas la surface de l'outil afin d'éviter de meuler des zones non souhaitées.
8). Évitez d'utiliser une meuleuse pour réparer le plan de joint, car la tête de la meule laisse une surface rugueuse et ondulée. Si nécessaire, la tête de la meule doit être ajustée pour obtenir un équilibre concentrique.
9). La forme des outils de meulage doit correspondre étroitement à la forme de la surface du moule afin de s'assurer que la pièce ne se déforme pas pendant le meulage.
Comment résoudre les problèmes courants de polissage

1. Polissage excessif
Le principal problème rencontré lors du polissage quotidien est le "surpolissage" : plus le temps de polissage est long, plus la qualité de la surface du moule se dégrade. L'excès de polissage se manifeste par deux phénomènes : la "peau d'orange" et les "piqûres". L'excès de polissage se produit généralement lors du polissage mécanique.
2. Causes de la "peau d'orange" sur les pièces à usiner
Les surfaces irrégulièrement rugueuses sont appelées "peau d'orange". Les causes de la peau d'orange sont nombreuses, les plus courantes étant la surchauffe de la surface du moule ou une cémentation excessive. Une pression de polissage excessive et une durée de polissage prolongée sont les principales causes de la peau d'orange. Par exemple, les meules de polissage peuvent générer une chaleur qui provoque facilement une peau d'orange. Les aciers plus durs peuvent supporter une pression de polissage plus importante, tandis que les aciers relativement plus tendres sont sujets à un polissage excessif. Des recherches ont montré que le temps de surpolissage varie en fonction de la dureté de l'acier.
3. Mesures visant à éliminer la "peau d'orange" sur les pièces à usiner
Lorsqu'une mauvaise qualité de surface est détectée, de nombreuses personnes augmentent la pression de polissage et prolongent le temps de polissage, ce qui aggrave souvent la qualité de la surface.
Les méthodes suivantes peuvent être utilisées pour y remédier :
- Enlever la surface défectueuse avec un abrasif légèrement plus grossier que celui utilisé précédemment, puis repolir en exerçant une pression plus légère que précédemment.
- Effectuer le détensionnement à une température inférieure de 25°C à la température de revenu. Avant le polissage, utilisez le grain le plus fin pour le ponçage jusqu'à ce que vous obteniez l'effet désiré, puis polissez avec une pression plus légère.
4. Causes des "piqûres" à la surface des pièces
Les impuretés non métalliques de l'acier, généralement des oxydes durs et fragiles, sont arrachées de la surface de l'acier pendant le polissage, formant des micro-piqûres ou des piqûres. Les principaux facteurs à l'origine des piqûres sont les suivants :
1) Pression de polissage excessive et durée de polissage prolongée.
2) Pureté insuffisante de l'acier, teneur élevée en impuretés dures.
3) Rouille sur la surface du moule.
4) La peau noire n'a pas été enlevée.
5. Mesures visant à éliminer les piqûres sur les pièces
- Poncer à nouveau soigneusement la surface avec un abrasif légèrement plus grossier que celui utilisé précédemment. Utilisez des pierres à huile douces et tranchantes pour la dernière étape de ponçage avant de procéder au polissage.
- Évitez d'utiliser les outils de polissage les plus doux lorsque la taille des grains abrasifs est inférieure à 1 mm.
- Utilisez le temps de polissage le plus court et la pression de polissage la plus légère possible.
Conclusion
Le polissage de l'empreinte dans la fabrication des moules est une étape cruciale. Il affecte la qualité et la durée de vie du moule et détermine la qualité des produits finaux. Comprendre les principes et les processus du polissage et sélectionner les méthodes de polissage appropriées permet d'améliorer la qualité et la durée de vie des moules, et donc la qualité des produits.











