

De kwaliteit van matrijzen heeft vaak een directe invloed op de kwaliteit en productie-efficiëntie van werkstukken. In de workflow voor het verwerken van mallen zijn er na de vormbewerkingsstappen gladde bewerkingen en spiegelbewerkingen, die samen oppervlakteslijpen en -polijsten van onderdelen worden genoemd. De kwaliteit van het polijsten beïnvloedt de kwaliteit en levensduur van de matrijs, die op zijn beurt de kwaliteit van de producten bepaalt.
Inzicht in de principes en processen van polijsten en het kiezen van de juiste polijstmethoden en -producten kan de kwaliteit en levensduur van matrijzen verbeteren en daarmee de productkwaliteit en verwerkingsefficiëntie.


Gebruikelijke methoden voor het polijsten van schimmels
1. Fysiek polijsten

Bij het fysisch polijsten van mallen worden meestal gereedschappen zoals oliestenen, wollen schijven en schuurpapier gebruikt om plastische vervorming teweeg te brengen op het materiaaloppervlak, uitsteeksels te verwijderen en een gladde afwerking te verkrijgen. Dit proces wordt meestal handmatig uitgevoerd. Voor oppervlakken met hoge kwaliteitseisen kunnen we ultrafijn polijstmethodes gebruiken. Bij ultrafijn polijsten worden speciale slijpgereedschappen in een slurry met slijpmiddelen gebruikt, die tegen het oppervlak van het werkstuk worden gedrukt en met hoge snelheden worden rondgedraaid. Deze methode kan een oppervlakteruwheid van Ra0,008 μm bereiken.
Fysiek polijsten van matrijzen is momenteel de meest gebruikte polijstmethode onder matrijsfabrikanten.
1). Gebruikelijke gereedschappen en specificaties voor het polijsten van gietvormen
- Veel gebruikte gereedschappen voor het polijsten van mallen zijn schuurpapier, oliestenen, wolviltschijven, polijstpasta, legeringvijlen, diamantslijpnaalden, bamboestukken, vezeloliestenen en roterende polijstmachines.
- Schuurpapier: 150#, 180#, 320#, 400#, 600#, 800#, 1000#, 1200#, 1500#
- Oliestenen: 120#, 220#, 400#, 600#
- Wielen van wolvilt: Cilindrisch, kegelvormig, rechthoekig met spitse punten
- Polijstpasta: 1# (wit), 3# (geel), 6# (oranje), 9# (groen), 15# (blauw), 25# (bruin), 35# (rood), 60# (paars)
- Vijlen: Vierkant, rond, plat, driehoekig en andere vormen
- Diamant slijpnaalden: Over het algemeen met 3/32 of 1/8 schacht, verkrijgbaar in een ronde golf, cilindrische, lange rechte cilinder en lange conische vormen.
- Bamboe Stukken: Verschillende vormen geschikt voor operators en vormen van mallen, gebruikt om schuurpapier aan te drukken tijdens het slijpen om de gewenste oppervlakteruwheid te bereiken
- Fiber Oliestenen: 200# (zwart), 400# (blauw), 600# (wit), 800# (rood)
2). Polijstproces
01. Ruw polijsten
Na processen zoals fijnfrezen, EDMen slijpenkunnen we de oppervlakken polijsten met een roterende polijstmachine met een snelheid van 35.000-40.000 omw/min. Daarna volgt het handmatig slijpen met oliesteen, waarbij kerosine als smeer- of koelmiddel wordt gebruikt. De gebruiksvolgorde is 180# → 240# → 320# → 400# → 600# → 800# → 1000#.
02. Halffinishing Polijsten
Bij het polijsten voor de halve afwerking wordt voornamelijk schuurpapier en kerosine gebruikt. De volgorde van het gebruik van schuurpapier is 400# → 600# → 800# → 1000# → 1200# → 1500#. Merk op dat #1500 schuurpapier alleen geschikt is voor gehard gietstaal (boven 52HRC) en niet voor voorgehard staal, omdat het het oppervlak kan beschadigen, waardoor het gewenste polijsteffect niet bereikt wordt.
03. Fijn polijsten
Voor het fijnpolijsten wordt voornamelijk diamantpolijstpasta gebruikt. Als een polijstdoekschijf gemengd met diamantslijppoeder of -pasta wordt gebruikt, is de typische polijstvolgorde 9μm (1800#) → 6μm (3000#) → 3μm (8000#). De 9μm diamantpolijstpasta en polijstdoekschijf kunnen haarscheurtjes verwijderen die achtergelaten zijn door 1200# en 1500# schuurpapier. Daarna wordt het polijsten voortgezet met vilt en diamantpolijstpasta in deze volgorde: 1μm (14000#) → 1/2μm (60000#) → 1/4μm (100000#).
04. Polijstomgeving
Het polijstproces moet in twee aparte zones worden uitgevoerd: een voor het grof slijpen en een voor het fijn polijsten. Het is belangrijk om het werkstuk tussen de stappen grondig schoon te maken om eventuele slijpdeeltjes van de vorige stap te verwijderen. Na het ruw polijsten met oliestenen tot 1200# schuurpapier, moet het werkstuk naar een stofvrije ruimte worden gebracht voor het polijsten om er zeker van te zijn dat er geen stofdeeltjes aan het matrijsoppervlak blijven kleven. Eindig de polijstprocessen die een precisie van meer dan 1 μm vereisen (inclusief 1 μm) in een schone polijstkamer. Voor nog nauwkeuriger polijsten is een absoluut schone omgeving nodig, omdat stof, rook, roos en speeksel het zeer nauwkeurig gepolijste oppervlak kunnen ruïneren.
Na het polijsten moeten we het oppervlak van het werkstuk beschermen tegen stof. Als het polijsten stopt, moeten alle polijstmiddelen en smeermiddelen zorgvuldig worden verwijderd om er zeker van te zijn dat het oppervlak schoon is en moet er een laag schimmel roestwerende coating op het werkstukoppervlak worden gespoten.
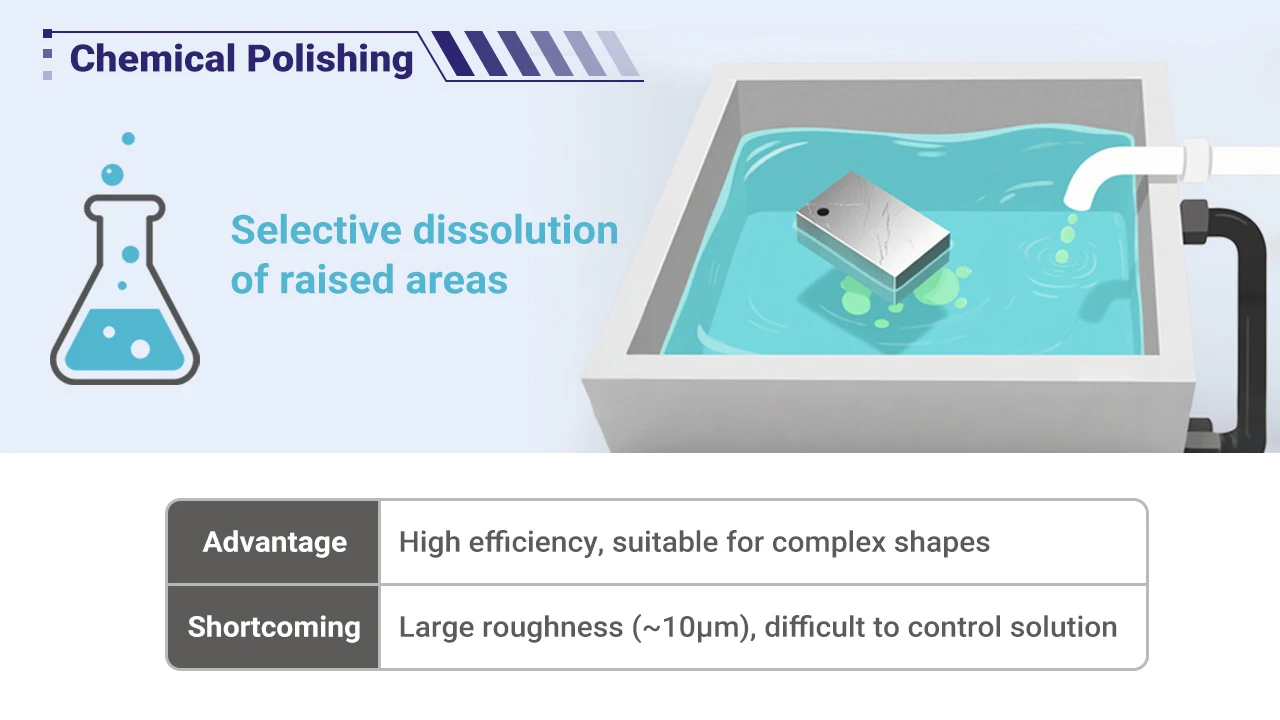
2. Chemisch polijsten
Bij chemisch polijsten wordt het materiaal ondergedompeld in een chemisch medium waarbij de microscopische uitsteeksels op het oppervlak bij voorkeur oplossen boven de verzonken gebieden, wat resulteert in een glad oppervlak. De belangrijkste voordelen van deze methode zijn dat er geen complexe apparatuur voor nodig is, dat het werkstukken met complexe vormen kan polijsten en dat het veel werkstukken tegelijk kan polijsten, waardoor het zeer efficiënt is. De belangrijkste uitdaging van chemisch polijsten ligt in de voorbereiding van de polijstoplossing. De oppervlakteruwheid die bereikt wordt door chemisch polijsten is over het algemeen enkele tientallen micrometers.
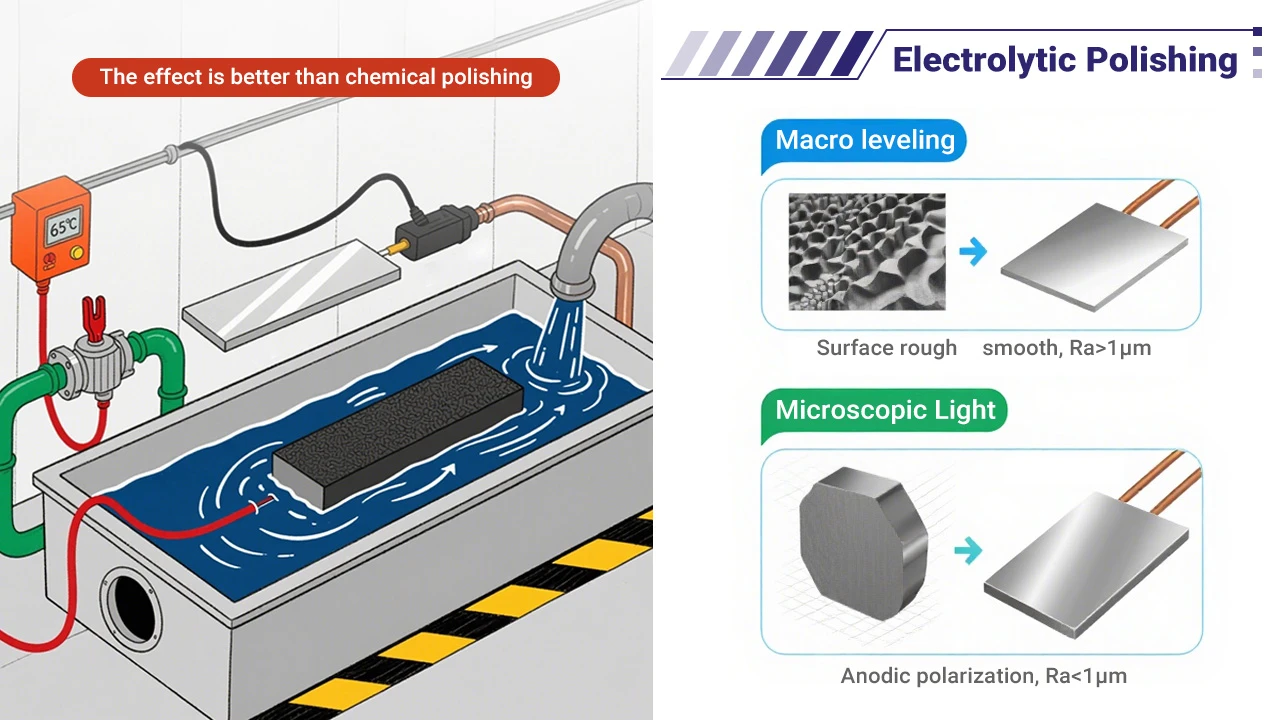
3. Elektrolytisch polijsten
Het basisprincipe van elektrolytisch polijsten is vergelijkbaar met dat van chemisch polijsten, waarbij de microscopische uitsteeksels op het oppervlak van het materiaal selectief oplossen, wat resulteert in een glad oppervlak. Vergeleken met chemisch polijsten kan het de effecten van kathodische reacties elimineren, wat betere resultaten oplevert. Het elektrolytisch polijstproces bestaat uit twee stappen:
- Macroscopisch nivelleren: De oplossingsproducten diffunderen in de elektrolyt en verminderen de geometrische ruwheid van het materiaaloppervlak, Ra > 1 μm.
- Micro-nivellering: Anodische polarisatie verhoogt de helderheid van het oppervlak, Ra < 1 μm.
4. Ultrasoon polijsten
Bij ultrasoon polijsten plaatsen we het werkstuk in een slijpmiddelsuspensie en onderwerpen we het aan een ultrasoon veld. De ultrasone trillingen zorgen ervoor dat het slijpmiddel het oppervlak van het werkstuk polijst. Ultrasoon bewerken genereert een minimale macroscopische kracht, waardoor vervorming van het werkstuk wordt voorkomen, maar het gereedschap en de opstelling kunnen lastig zijn. Ultrasone bewerking kan worden gecombineerd met chemische of elektrochemische methoden. Door ultrasone trillingen toe te passen om de oplossing te roeren, worden de oplossingsproducten op het werkstukoppervlak verwijderd, wat zorgt voor uniforme corrosie of elektrolyse nabij het oppervlak. Het cavitatie-effect van ultrageluid in de vloeistof remt ook het corrosieproces, wat bijdraagt aan het ophelderen van het oppervlak.

5. Vloeibaar polijsten
Vloeistofpolijsten maakt gebruik van vloeibare slijpmiddelen die met hoge snelheid stromen om het werkstukoppervlak te polijsten. Veelgebruikte methoden zijn abrasieve straalbewerking, vloeistofstraalbewerking en vloeistofdynamisch slijpen. Bij vloeistofdynamisch slijpen stroomt een hydraulisch aangedreven medium met slijpdeeltjes snel heen en weer over het werkstukoppervlak. Het medium bestaat meestal uit speciale verbindingen (polymeerachtige substanties) gemengd met slijpmiddelen, zoals siliciumcarbidepoeder.
Voorzorgsmaatregelen voor verschillende soorten polijsten
1. Voorzorgsmaatregelen voor het slijpen van mallen met schuurpapier en oliesteen
- Voor zeer harde matrijsoppervlakken mag alleen schoon en zacht oliesteenslijpgereedschap worden gebruikt.
- Bij het wisselen van de schuurkorrel tijdens het slijpen moeten zowel het werkstuk als de handen van de bediener gereinigd worden om te voorkomen dat er grof slijpsel wordt meegenomen naar de volgende fijnere fase.
- Tijdens elk slijpproces moet schuurpapier onder verschillende hoeken van 45° gebruikt worden totdat de krassen van de vorige korrel verwijderd zijn. Na het verwijderen van de krassen van de vorige korrel, verleng de slijptijd met 25% alvorens over te schakelen naar de volgende fijnere korrel.
- Door van slijprichting te veranderen voorkom je dat er golvende of ongelijke oppervlakken op het werkstuk ontstaan.
2. Voorzorgsmaatregelen voor diamantslijpen
Diamantpolijsten moet met zo licht mogelijke druk uitgevoerd worden, vooral bij het polijsten van voorgehard staal en het gebruik van fijne polijstpasta. Bij het gebruik van 8000# polijstpasta is de gebruikelijke belasting 100-200g/cm², maar het nauwkeurig handhaven van deze belasting is moeilijk. Om dit te vergemakkelijken kan een dun en smal handvat worden gemaakt op een houten strip, of een deel van een bamboestrip worden gesneden om het flexibeler te maken. Dit helpt om de polijstdruk onder controle te houden, zodat de druk op het oppervlak van de mal niet te hoog is. Bij het diamantslijpen moet niet alleen het werkoppervlak schoon zijn, maar moeten ook de handen van de werker zeer schoon zijn.

3. Voorzorgsmaatregelen voor het polijsten van kunststof mallen
Het polijsten van kunststof mallen verschilt nogal van het polijsten van oppervlakken in andere industrieën. Strikt genomen moet het polijsten van kunststof gietvormen spiegelglans worden genoemd. Het vereist hoge normen, niet alleen voor het polijsten, maar ook voor de vlakheid van het oppervlak, de gladheid en de geometrische nauwkeurigheid.
De normen voor het polijsten van spiegels zijn onderverdeeld in vier niveaus:
- A0 = Ra0,008μm
- A1 = Ra0,016μm
- A3 = Ra0,032μm
- A4 = Ra0,063μm
Methoden als elektrolytisch polijsten en vloeibaar polijsten hebben moeite om de geometrische nauwkeurigheid van onderdelen nauwkeurig te controleren, terwijl de oppervlaktekwaliteit die bereikt wordt met chemisch polijsten, ultrasoon polijsten en magnetisch slijppolijsten niet aan de eisen voldoet. Daarom blijft mechanisch polijsten de primaire methode voor de spiegelafwerking van precisiematrijzen.

4. Voorzorgsmaatregelen tijdens het polijsten:

1). Wanneer u begint met het bewerken van een nieuwe vormholte, controleert u eerst het werkstukoppervlak en reinigt u het met kerosine om ervoor te zorgen dat het oppervlak van de oliesteen niet vervuild raakt, waardoor het zijn snijfunctie verliest.
2). Ga bij het slijpen van ruwe texturen van moeilijke naar makkelijke plekken, en richt je vooral eerst op moeilijk bereikbare hoeken en diepere plekken, gevolgd door de zijkanten en grote vlakke oppervlakken.
3). Als we meerdere onderdelen samen moeten polijsten, slijpen we eerst de ruwe texturen of EDM-markeringen op de afzonderlijke onderdelen, waarna we alle onderdelen samenvoegen en polijsten tot een gladde afwerking.
4). Gebruik voor grote vlakke of zijoppervlakken, na het verwijderen van ruwe texturen met een oliesteen, een vlakke stalen plaat om lichttransmissietests uit te voeren om te controleren op oneffenheden of negatieve tochtdefecten. Negatieve trek kan het ontvormen bemoeilijken of krassen op het werkstuk veroorzaken.
5). Om het uitslijpen van negatieve trek te voorkomen of om sommige aansluitende oppervlakken te beschermen, kunnen zaagbladen of schuurpapier ter bescherming aan de randen worden bevestigd.
6). Beweeg het handvat van de oliesteen heen en weer bij het slijpen van de vlakke oppervlakken van de mal, waarbij u het handvat zo vlak mogelijk houdt en niet verder dan 25° beweegt; een grotere hoek kan met kracht grove krassen op het werkstuk veroorzaken.
7). Als u een koperen of bamboe stuk gebruikt om het schuurpapier aan te drukken voor het polijsten van het werkstukoppervlak, zorg er dan voor dat de grootte van het schuurpapier niet groter is dan het oppervlak van het gereedschap om te voorkomen dat er onbedoelde plekken worden afgeslepen.
8). Vermijd het gebruik van een slijpmachine om het deukoppervlak te repareren, omdat de slijpschijfkop een ruw en golvend oppervlak achterlaat. Indien nodig moet de slijpschijfkop worden afgesteld voor concentrische balans.
9). De vorm van het slijpgereedschap moet nauw overeenkomen met de vorm van het oppervlak van de mal om ervoor te zorgen dat het werkstuk niet vervormd raakt tijdens het slijpen.
Hoe veelvoorkomende problemen bij het polijsten op te lossen

1. Overpolijsten
Het grootste probleem bij dagelijks polijsten is "overpolijsten", waarbij hoe langer er gepolijst wordt, hoe slechter de oppervlaktekwaliteit van de mal wordt. Overpolijsten uit zich in twee fenomenen: "sinaasappelhuid" en "putjes". Overpolijsten komt vaak voor bij mechanisch polijsten.
2. Oorzaken van "sinaasappelschil" op werkstukken
Onregelmatig ruwe oppervlakken worden "sinaasappelhuid" genoemd. Er zijn veel oorzaken voor sinaasappelhuid, maar de meest voorkomende zijn oververhitting van het matrijsoppervlak of overmatige carbonisatie. Overmatige polijstdruk en lange polijsttijd zijn de belangrijkste redenen voor sinaasappelhuid. Bijvoorbeeld, polijstschijven kunnen hitte opwekken die gemakkelijk sinaasappelhuid veroorzaakt. Hardere staalsoorten kunnen meer polijstdruk weerstaan, terwijl relatief zachtere staalsoorten gevoelig zijn voor overpolijsten. Onderzoek heeft aangetoond dat de tijd voor overpolijsten varieert met de hardheid van het staal.
3. Maatregelen om "sinaasappelschil" op werkstukken te elimineren
Wanneer een slechte oppervlaktekwaliteit wordt vastgesteld, verhogen veel mensen de polijstdruk en verlengen ze de polijsttijd, waardoor de oppervlaktekwaliteit vaak verslechtert.
De volgende methoden kunnen worden gebruikt om dit te verhelpen:
- Verwijder het defecte oppervlak met een iets grover schuurmiddel dan eerder is gebruikt en polijst dan opnieuw met lichtere druk dan voorheen.
- Voer spanningsontlasting uit bij een temperatuur die 25°C lager is dan de ontlaattemperatuur. Gebruik voor het polijsten de fijnste slijpkorrel tot je het gewenste effect hebt bereikt en polijst dan met lichtere druk.
4. Oorzaken van "putjes" op werkstukoppervlakken
Niet-metalen onzuiverheden in het staal, meestal harde en brosse oxiden, worden tijdens het polijsten uit het staaloppervlak getrokken en vormen microputjes of putjes. De belangrijkste factoren die putjes veroorzaken zijn:
1) Te hoge polijstdruk en langere polijsttijd.
2) Onvoldoende zuiverheid van het staal, hoog gehalte aan harde onzuiverheden.
3) Roest op het oppervlak van de mal.
4) Zwart huidmateriaal niet verwijderd.
5. Maatregelen om putjes op werkstukken te elimineren
- Slijp het oppervlak voorzichtig opnieuw met een iets grover schuurmiddel dan eerder is gebruikt. Gebruik zachte en scherpe oliestenen voor de laatste slijpstap voordat je verder gaat met het polijstproces.
- Vermijd het gebruik van de zachtste polijstgereedschappen wanneer de schuurkorrel kleiner is dan 1 mm.
- Gebruik de kortst mogelijke polijsttijd en de lichtst mogelijke polijstdruk.
Conclusie
Het polijsten van de holte bij het maken van mallen is een cruciale stap. Het beïnvloedt de kwaliteit en levensduur van de matrijs en bepaalt de kwaliteit van de eindproducten. Als je de principes en processen van het polijsten begrijpt en de juiste polijstmethoden selecteert, kun je de kwaliteit en levensduur van de matrijs verbeteren en daarmee de productkwaliteit.











