

La qualità degli stampi spesso influisce direttamente sulla qualità e sull'efficienza produttiva dei pezzi. Nel flusso di lavoro della lavorazione degli stampi, dopo le fasi di lavorazione della forma, vi sono la lavorazione liscia e la lavorazione a specchio, note collettivamente come rettifica e lucidatura della superficie dei pezzi. La qualità della lucidatura influisce sulla qualità e sulla durata dello stampo, che a sua volta determina la qualità dei prodotti.
La comprensione dei principi e dei processi di lucidatura e la scelta di metodi e prodotti di lucidatura appropriati possono migliorare la qualità e la durata degli stampi, aumentando così la qualità del prodotto e l'efficienza della lavorazione.


Metodi comuni di lucidatura dello stampo
1. Lucidatura fisica

La lucidatura fisica degli stampi prevede l'utilizzo di strumenti come pietre ad olio, ruote di lana e carta vetrata per indurre una deformazione plastica sulla superficie del materiale, rimuovendo le sporgenze e ottenendo una finitura liscia. Questo processo viene generalmente eseguito manualmente. Per le superfici con requisiti di alta qualità, possiamo utilizzare metodi di lucidatura ultrafine. La lucidatura ultrafine impiega speciali utensili di rettifica in uno slurry contenente abrasivi, che vengono premuti contro la superficie del pezzo e ruotati ad alta velocità. Questo metodo può raggiungere una rugosità superficiale di Ra0,008 μm.
La lucidatura fisica degli stampi è attualmente il metodo di lucidatura più utilizzato dai produttori di stampi.
1). Strumenti e specifiche comuni per la lucidatura degli stampi
- Gli strumenti comunemente utilizzati per la lucidatura degli stampi includono carta vetrata, pietre ad olio, ruote in feltro di lana, pasta per lucidare, lime in lega, aghi diamantati, pezzi di bambù, pietre ad olio in fibra e macchine rotative per la lucidatura.
- Carta vetrata: 150#, 180#, 320#, 400#, 600#, 800#, 1000#, 1200#, 1500#
- Pietre dell'olio: 120#, 220#, 400#, 600#
- Ruote in feltro di lana: Cilindriche, coniche, rettangolari con punte appuntite
- Pasta lucidante: 1# (bianco), 3# (giallo), 6# (arancione), 9# (verde), 15# (blu), 25# (marrone), 35# (rosso), 60# (viola)
- File: Quadrate, rotonde, piatte, triangolari e di altre forme.
- Aghi diamantati per smerigliatura: Generalmente con gambo da 3/32 o 1/8, disponibili in forma rotonda, cilindrica, cilindrica lunga e conica.
- Pezzi di bambù: Diverse forme adatte agli operatori e alle forme degli stampi, utilizzate per premere la carta vetrata durante la rettifica per ottenere la rugosità superficiale desiderata.
- Pietre dell'olio in fibra: 200# (nero), 400# (blu), 600# (bianco), 800# (rosso)
2). Processo di lucidatura
01. Lucidatura grezza
Dopo processi come la macinazione fine, EDM, e rettificaPossiamo lucidare le superfici utilizzando una lucidatrice rotativa con una velocità di 35.000-40.000 giri/min. Segue la levigatura manuale con pietra ad olio, utilizzando il cherosene come lubrificante o refrigerante. La sequenza di utilizzo è 180# → 240# → 320# → 400# → 600# → 800# → 1000#.
02. Semilavorazione Lucidatura
La lucidatura a semilavorazione utilizza principalmente carta vetrata e cherosene. La sequenza di utilizzo della carta vetrata è 400# → 600# → 800# → 1000# → 1200# → 1500#. Si noti che la carta abrasiva #1500 è adatta solo per l'acciaio da stampo temprato (superiore a 52HRC) e non per l'acciaio pre-temprato, poiché potrebbe danneggiare la superficie, impedendo l'effetto di lucidatura desiderato.
03. Lucidatura fine
La lucidatura fine utilizza principalmente la pasta diamantata. Se si utilizza un disco di tela per lucidatura mescolato con polvere o pasta diamantata, la sequenza tipica di lucidatura è 9μm (1800#) → 6μm (3000#) → 3μm (8000#). La pasta diamantata per la lucidatura da 9μm e il disco in panno per la lucidatura sono in grado di rimuovere i graffi lasciati dalla carta abrasiva 1200# e 1500#. Quindi, la lucidatura prosegue utilizzando feltro e pasta diamantata nell'ordine: 1μm (14000#) → 1/2μm (60000#) → 1/4μm (100000#).
04. Lucidatura dell'ambiente
Il processo di lucidatura deve essere completato in due aree separate: una per la sgrossatura e una per la lucidatura fine. È importante pulire accuratamente il pezzo tra una fase e l'altra per rimuovere le particelle abrasive della fase precedente. Dopo aver completato la lucidatura grossolana con pietre ad olio fino alla carta vetrata 1200#, il pezzo deve essere spostato in una stanza priva di polvere per la lucidatura, per garantire che nessuna particella di polvere aderisca alla superficie dello stampo. Terminare i processi di lucidatura che richiedono una precisione superiore a 1μm (incluso 1μm) in una sala di lucidatura pulita. Per una lucidatura ancora più precisa, è necessario un ambiente assolutamente pulito, poiché polvere, fumo, forfora e saliva possono rovinare la superficie lucidata ad alta precisione.
Al termine del processo di lucidatura, è necessario proteggere la superficie del pezzo dalla polvere. Al termine della lucidatura, tutti gli agenti lucidanti e i lubrificanti devono essere accuratamente rimossi per garantire la pulizia della superficie, e sulla superficie del pezzo deve essere spruzzato uno strato di vernice antiruggine per stampi.
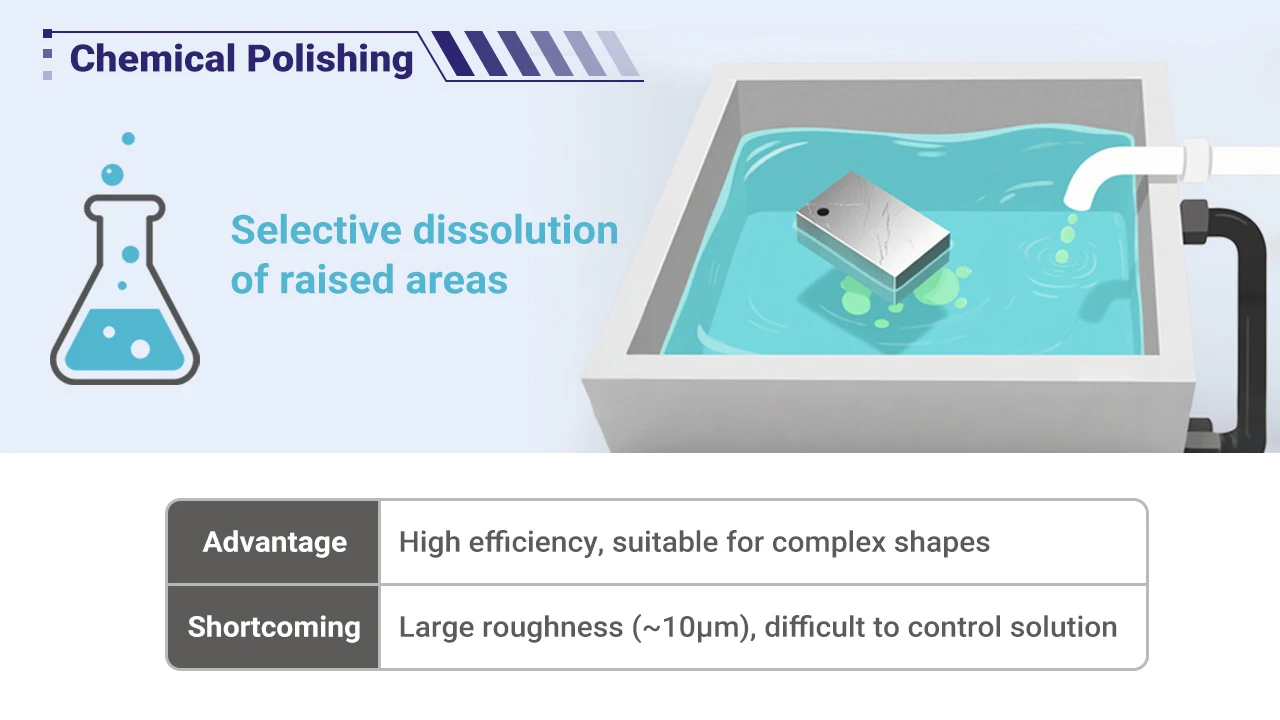
2. Lucidatura chimica
La lucidatura chimica prevede l'immersione del materiale in un mezzo chimico in cui le microscopiche sporgenze della superficie si dissolvono preferenzialmente rispetto alle aree incassate, ottenendo una superficie liscia. I vantaggi principali di questo metodo sono che non richiede attrezzature complesse, può lucidare pezzi di forma complessa e può lucidare molti pezzi contemporaneamente, offrendo un'elevata efficienza. La sfida principale della lucidatura chimica risiede nella preparazione della soluzione di lucidatura. La rugosità superficiale ottenuta con la lucidatura chimica è generalmente dell'ordine di alcune decine di micrometri.
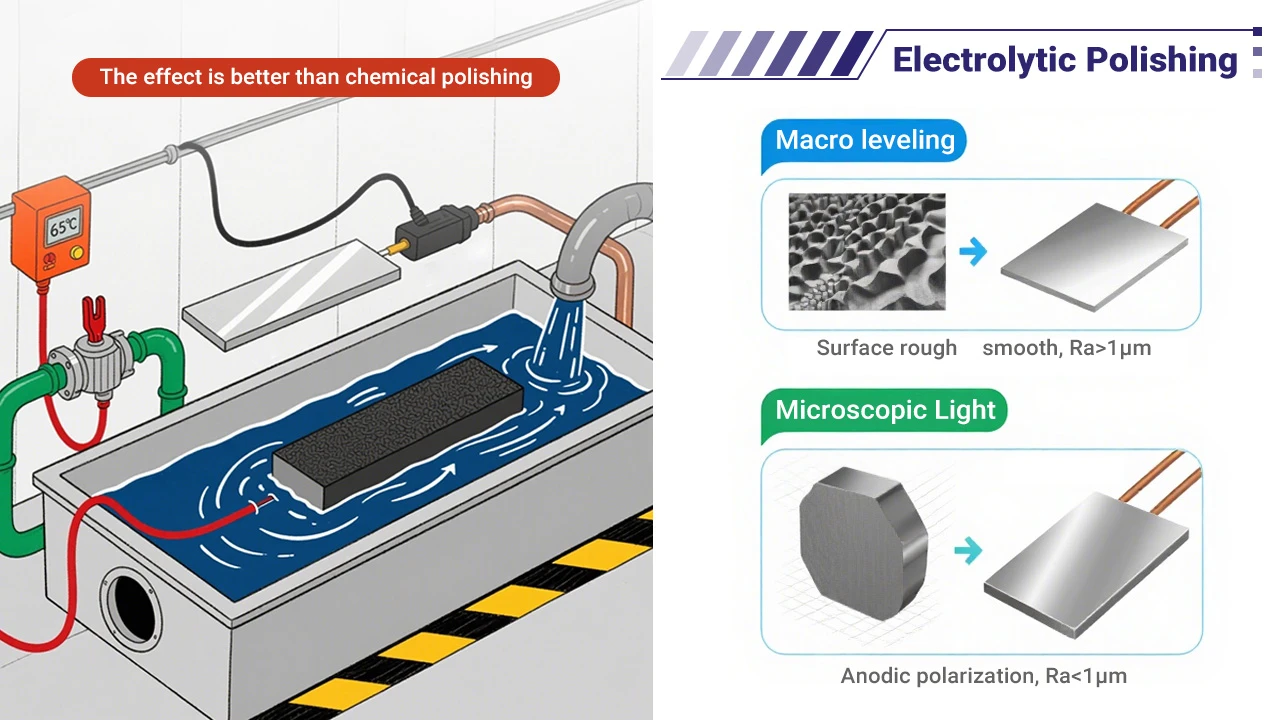
3. Lucidatura elettrolitica
Il principio di base della lucidatura elettrolitica è simile a quello della lucidatura chimica: le sporgenze microscopiche sulla superficie del materiale si dissolvono selettivamente, dando luogo a una superficie liscia. Rispetto alla lucidatura chimica, può eliminare gli effetti delle reazioni catodiche, offrendo risultati migliori. Il processo di lucidatura elettrolitica prevede due fasi:
- Livellamento macroscopico: I prodotti di dissoluzione si diffondono nell'elettrolita, riducendo la rugosità geometrica della superficie del materiale, Ra > 1μm.
- Micro-livelli: La polarizzazione anodica aumenta la luminosità della superficie, Ra < 1μm.
4. Lucidatura a ultrasuoni
Nella lucidatura a ultrasuoni, il pezzo viene posto in una sospensione abrasiva e sottoposto a un campo di ultrasuoni. Le vibrazioni ultrasoniche inducono l'abrasivo a lucidare la superficie del pezzo. La lavorazione a ultrasuoni genera una forza macroscopica minima, impedendo la deformazione del pezzo, ma l'attrezzaggio e l'impostazione possono essere impegnativi. La lavorazione a ultrasuoni può essere combinata con metodi chimici o elettrochimici. Applicando vibrazioni ultrasoniche per agitare la soluzione, i prodotti di dissoluzione sulla superficie del pezzo vengono rimossi, garantendo una corrosione o un'elettrolisi uniforme in prossimità della superficie. L'effetto di cavitazione degli ultrasuoni nel liquido inibisce inoltre il processo di corrosione, contribuendo alla schiaritura della superficie.

5. Lucidatura fluida
La lucidatura a fluido utilizza abrasivi liquidi che scorrono ad alta velocità per lucidare la superficie del pezzo. I metodi più comuni includono la lavorazione a getto abrasivo, la lavorazione a getto liquido e la rettifica fluidodinamica. Nella rettifica fluidodinamica, un mezzo azionato idraulicamente contenente particelle abrasive scorre rapidamente avanti e indietro sulla superficie del pezzo. Il mezzo consiste tipicamente in composti speciali (sostanze simili ai polimeri) mescolati con abrasivi, come la polvere di carburo di silicio.
Precauzioni per i diversi tipi di lucidatura
1. Precauzioni per la levigatura degli stampi con carta vetrata e pietra oleosa
- Per le superfici degli stampi ad alta durezza, si devono utilizzare solo utensili puliti e morbidi per la rettifica di pietre oleose.
- Quando si cambia il livello di grana della carta vetrata durante la levigatura, sia il pezzo che le mani dell'operatore devono essere puliti per evitare di trasportare la grana grossa alla successiva fase di levigatura più fine.
- Durante ogni processo di levigatura, la carta vetrata deve essere utilizzata con diversi angoli di 45° fino a eliminare i graffi della grana precedente. Dopo aver eliminato i graffi della grana precedente, prolungare il tempo di levigatura di 25% prima di passare alla grana successiva più fine.
- Cambiando la direzione di molatura si evita di creare superfici ondulate o irregolari sul pezzo.
2. Precauzioni per la lucidatura a diamante
La lucidatura al diamante deve essere eseguita con una pressione quanto più leggera possibile, soprattutto quando si lucidano acciai preinduriti e si utilizza una pasta di lucidatura fine. Quando si utilizza la pasta di lucidatura 8000#, il carico abituale è di 100-200g/cm², ma mantenere questo carico con precisione è difficile. Per facilitare l'operazione, è possibile realizzare un manico sottile e stretto su una striscia di legno, oppure tagliare una parte di una striscia di bambù per renderla più flessibile. Questo aiuta a controllare la pressione di lucidatura, garantendo che la pressione sulla superficie dello stampo non sia troppo elevata. Quando si usa la lucidatura a diamante, non solo la superficie di lavoro deve essere pulita, ma anche le mani dell'operatore devono essere molto pulite.

3. Precauzioni per la lucidatura degli stampi in plastica
La lucidatura degli stampi in plastica è molto diversa dalla lucidatura delle superfici richiesta in altri settori. A rigore, la lucidatura degli stampi in plastica dovrebbe essere definita finitura a specchio. Richiede standard elevati non solo per la lucidatura, ma anche per la planarità, la levigatezza e la precisione geometrica della superficie.
Gli standard per la lucidatura degli specchi sono suddivisi in quattro livelli:
- A0 = Ra0,008μm
- A1 = Ra0,016μm
- A3 = Ra0,032μm
- A4 = Ra0,063μm
Metodi come la lucidatura elettrolitica e la lucidatura a fluido faticano a controllare con precisione l'accuratezza geometrica dei pezzi, mentre la qualità della superficie ottenuta con la lucidatura chimica, la lucidatura a ultrasuoni e la lucidatura a rettifica magnetica non soddisfa i requisiti. Pertanto, la lucidatura meccanica rimane il metodo principale per la finitura a specchio degli stampi di precisione.

4. Precauzioni durante la lucidatura:

1). Quando si inizia a lavorare una nuova cavità dello stampo, controllare innanzitutto la superficie del pezzo e pulirla con cherosene per evitare che la superficie della pietra oleosa venga contaminata e perda la sua funzione di taglio.
2). Quando si levigano le superfici ruvide, procedere dalle aree difficili a quelle facili, concentrandosi in particolare sugli angoli difficili da raggiungere e sulle aree più profonde, seguite dai lati e dalle grandi superfici piane.
3). Se è necessario lucidare più pezzi insieme, si devono prima levigare le strutture grezze o i segni di elettroerosione sui singoli pezzi, quindi assemblare tutti i pezzi e lucidarli fino a ottenere una finitura liscia.
4). Per le superfici piane o laterali di grandi dimensioni, dopo aver rimosso le strutture ruvide con una pietra ad olio, utilizzare una piastra d'acciaio piatta per effettuare test di trasmissione della luce per verificare la presenza di irregolarità o difetti di tiraggio negativo. I difetti di stesura possono rendere difficile la sformatura o causare graffi ai pezzi.
5). Per evitare di eliminare le correnti d'aria negative o per proteggere alcune superfici di accoppiamento, applicare lame di sega o carta vetrata ai bordi per proteggerli, ottenendo risultati ideali.
6). Quando si molano le superfici piane dello stampo, muovere l'impugnatura della pietra oleata avanti e indietro, mantenendola il più possibile piatta, senza superare i 25°; un angolo maggiore potrebbe causare graffi grossolani sul pezzo.
7). Se si utilizza un pezzo di rame o di bambù per premere la carta vetrata per la lucidatura della superficie del pezzo, assicurarsi che la dimensione della carta vetrata non superi l'area dell'utensile per evitare di levigare aree non volute.
8). Evitare di utilizzare una rettificatrice per riparare la superficie di separazione, poiché la testa della mola lascia una superficie ruvida e ondulata. Se necessario, la testa della mola deve essere regolata per ottenere un bilanciamento concentrico.
9). La forma degli utensili di rettifica deve corrispondere perfettamente alla forma della superficie dello stampo, per evitare che il pezzo si deformi durante la rettifica.
Come risolvere i problemi più comuni di lucidatura

1. Eccessiva lucidatura
Il problema principale che si incontra nella lucidatura quotidiana è la "sovra-lucidatura", dove più lungo è il tempo di lucidatura, peggiore è la qualità della superficie dello stampo. L'eccesso di lucidatura si manifesta con due fenomeni: la "buccia d'arancia" e il "pitting". La sovralucidatura si verifica comunemente durante la lucidatura meccanica.
2. Cause della "buccia d'arancia" sui pezzi in lavorazione
Le superfici irregolarmente ruvide sono definite "buccia d'arancia". Le cause della buccia d'arancia sono molteplici e le più comuni sono il surriscaldamento della superficie dello stampo o l'eccessiva carburazione. L'eccessiva pressione di lucidatura e il tempo di lucidatura prolungato sono le cause principali della buccia d'arancia. Ad esempio, le mole di lucidatura possono generare calore che causa facilmente la buccia d'arancia. Gli acciai più duri possono sopportare una maggiore pressione di lucidatura, mentre quelli relativamente più morbidi sono soggetti a una lucidatura eccessiva. Le ricerche hanno dimostrato che il tempo di lucidatura eccessiva varia in funzione della durezza dell'acciaio.
3. Misure per eliminare la "buccia d'arancia" dai pezzi in lavorazione
Quando si rileva una scarsa qualità della superficie, molti aumentano la pressione di lucidatura e prolungano il tempo di lucidatura, il che spesso peggiora la qualità della superficie.
Per rimediare si possono utilizzare i seguenti metodi:
- Rimuovere la superficie difettosa con un abrasivo leggermente più grossolano di quello usato in precedenza, quindi rilucidare con una pressione più leggera rispetto a prima.
- Eseguire la distensione a una temperatura di 25°C inferiore a quella di rinvenimento. Prima di lucidare, utilizzare la grana più fine per la smerigliatura fino a ottenere l'effetto desiderato, quindi lucidare con una pressione più leggera.
4. Cause del "Pitting" sulle superfici dei pezzi in lavorazione
Le impurità non metalliche presenti nell'acciaio, solitamente ossidi duri e fragili, vengono estratte dalla superficie dell'acciaio durante la lucidatura, formando microfori o pitting. I principali fattori che causano il pitting sono:
1) Pressione di lucidatura eccessiva e tempo di lucidatura prolungato.
2) Insufficiente purezza dell'acciaio, elevato contenuto di impurità dure.
3) Ruggine sulla superficie dello stampo.
4) Materiale cutaneo nero non rimosso.
5. Misure per eliminare la vaiolatura dai pezzi in lavorazione
- Riaffilare con cura la superficie con un abrasivo leggermente più grossolano di quello usato in precedenza. Utilizzare pietre ad olio morbide e affilate per l'ultima fase di smerigliatura prima di procedere con la lucidatura.
- Evitare di utilizzare gli utensili di lucidatura più morbidi quando la grana dell'abrasivo è inferiore a 1 mm.
- Utilizzare il tempo di lucidatura più breve e la pressione di lucidatura più leggera possibile.
Conclusione
La lucidatura della cavità nella produzione degli stampi è una fase cruciale. Influisce sulla qualità e sulla durata dello stampo e determina la qualità dei prodotti finali. La comprensione dei principi e dei processi di lucidatura e la scelta di metodi di lucidatura appropriati possono migliorare la qualità e la durata dello stampo e quindi la qualità del prodotto.











