
Wielu producentów maszyn CNC stara się w jak największym stopniu kontrolować koszty obróbki CNC. Wielu klientów zauważyło również, że wyceny tego samego produktu mogą się znacznie różnić w zależności od producenta. Jaki jest tego kluczowy powód? Pomijając czynniki takie jak skala fabryki, lokalizacja i inne elementy, na koszty obróbki CNC może wpływać wiele czynników.
Jeśli jesteś firmą zajmującą się projektowaniem produktów lub klientem, który chce zlecić produkcję fabryce, możesz oszacować cenę swojego przedmiotu obrabianego, wykonując następujące kroki:
- Po pierwsze, można poprosić fabrykę o przedstawienie wstępnej organizacji procesu dla kluczowych lub złożonych części, z wyszczególnieniem każdego procesu i czasu potrzebnego na jego wykonanie.
- Na podstawie godzinowego kosztu sprzętu wymaganego dla każdego procesu można obliczyć koszt obróbki. Można również zapytać dostawcę o konkretne koszty sprzętu.
- Następnie proporcjonalne dodanie kosztów pakowania i transportu, opłat za zarządzanie, narzędzi i zysku daje cenę. Oczywiście na cenę znaczący wpływ będzie miał również roczny wolumen zakupów i złożoność części. Różnica w cenie obróbki CNC między pojedynczą sztuką a produkcją seryjną może być dość duża, co jest łatwe do zrozumienia.
Przeanalizujmy teraz konkretny skład kosztów obróbki.
3 główne czynniki wpływające na koszty obróbki CNC
Ze względu na dużą elastyczność obróbki mechanicznej, część może mieć wiele układów procesowych, więc koszty mogą się różnić. Czasami dostawcy mogą podać wysoką cenę, sugerując złożony proces, a następnie użyć prostszego procesu do rzeczywistej produkcji. W związku z tym zrozumienie przez nabywcę rysunków i wiedzy na temat obróbki części determinuje jego kontrolę nad kosztami, co sprawia, że kompleksowa wiedza na temat obróbki mechanicznej jest niezbędna przy zakupie części mechanicznych.
Koszty materiałowe
Zazwyczaj materiały do obróbki CNC obejmują zarówno metale, jak i tworzywa sztuczne. Przy obliczaniu kosztów obróbki CNC, oferta dostawcy materiałów jest zazwyczaj wykorzystywana jako punkt odniesienia. Aby zaoszczędzić na kosztach materiałów CNC, fabryka obróbki CNC musi mieć długoterminową współpracę z dostawcą materiałów, aby uzyskać konkurencyjne koszty materiałów.
Koszty obróbki
Różny sprzęt produkcyjny wiąże się z różnymi kosztami, co prowadzi do różnych kosztów pracy. Na przykład, specjalistyczny sprzęt o wartości $50,000 i sprzęt do przetwarzania o wartości $300,000 będą miały znacząco różne koszty. Wykorzystanie specjalistycznego sprzętu do ukończenia produktu o różnych funkcjach w porównaniu z wykorzystaniem wielu specjalistycznych urządzeń również prowadzi do różnych kosztów.
Na przykład, precyzyjne części toczone i frezowane przetwarzane przy użyciu tokarka i centrum CNC będzie naturalnie kosztować więcej niż użycie ekonomicznej frezarki kompozytowej. Więksi producenci często używają precyzyjnych przyrządów pomiarowych do funkcji pomocniczych, co zwiększa koszty sprzętu.
1. Wiercenie w typowych materiałach
- Dla średnicy ≤ 2,5 razy:
- Średnica < 25 mm: Średnica wiertła × 0,05
- Średnica 25-60 mm: Średnica wiertła × 0,12 (minimalny koszt ≥ $0,1)
- Dla średnicy > 2,5 razy: Koszt bazowy × współczynnik średnicy × 0,4
- Precyzja średnicy otworu < 0,1 mm lub odległość od środka < 0,1 mm: Koszt podstawowy × 5
- Do stukania: Średnica kranu × 0,2 (standard dla żeliwa, stali = 1,2×)
- Przetwarzanie wsadowe: Koszt standardowy × 0,2-0,8 (w zależności od wielkości partii i złożoności)
2. Obróbka tokarska - wał o ogólnej precyzji
- Dla długości/średnicy ≤ 10: Rozmiar półfabrykatu × 0,2 (min. $1)
- Dla długości/średnicy > 10: Koszt podstawowy × długość/średnica × 0,15
- Precyzja < 0,05 mm lub stożkowe: Koszt podstawowy × 2
- Ogólny szyb schodkowy: Koszt podstawowy × 2
- Wał stopniowany ze stożkiem lub gwintem: Koszt podstawowy × 3
- Standardowa śruba pociągowa: Koszt podstawowy × 4
- Ogólna część kołnierza: Średnica materiału × 0,07 (średnica > 430 mm: średnica materiału × 0,12)
- Okrągła nakrętka: Średnica × 0,25 (zawiera materiał)
- Nakrętka trapezowa lub trójkątna: Średnica × 0,3 (bez materiału)
- Krzak ogólny: Materiał OD × 0,2 (Współczynnik średnicy > 2: Współczynnik średnicy × Koszt podstawowy × 0,6)
- Naprawa łożysk: średnica 1,7 m: Koszt podstawowy × 2
- Średnica > 40 mm: Średnica × 0,2
3. Frezowanie szczelin
- Długość/szerokość ≤ 10: Szerokość × 0,5 (min. $1)
- Długość/szerokość > 10: Długość/szerokość × koszt podstawowy × 0,1
- Tolerancja pozycji: Koszt podstawowy × 2
- Twardość > HRC40: Koszt podstawowy × 2
- Długość/średnica wału wielowypustowego ≤ 5: Średnica wielowypustu × 0,8 (min. $2)
- Sprzęt: Moduł × zęby × 0,5 (koło ślimakowe × 1,2)
- Przekładnia stożkowa lub zmodyfikowana przekładnia: Koszt podstawowy × 2
- Płaszczyzna ogólna: Powierzchnia/100 × 0,2 (min. $1)
- Nudne: Średnica otworu × 0,25
4. Obróbka piłą taśmową
- Gstal okrągła, rury grubościenne i kwadratowe cięcia stali: $5 za decymetr kwadratowy (minimum $1 USD).
- Ogólne cięcie blach stalowych, cięcie wzdłużne i cięcie narożników: $1,3 za decymetr kwadratowy (minimum $1,3 USD).
5. Cięcie drutu
- Części ogólne: obszar cięcia (milimetry kwadratowe) × 0,008 dolara.
- Części wymagające gwintowania drutu: dodatkowe $1 USD za otwór gwintowany.
6. Spawanie, cięcie gazowe i cięcie plazmowe
- Zwykły pręt spawalniczy o średnicy 3,2 mm: $0.2 USD na pręt.
- Spawanie części odlewanych TH506: $0,5 USD za pręt.
- Cięcie gazowe: grubość płyty żelaznej (mm) × długość cięcia (m).
- Cięcie plazmowe stali nierdzewnej: 3-krotność podstawowego kosztu cięcia gazu.
- Cięcie stali węglowej: 2× podstawowy koszt cięcia gazem.
7. Zadania pilne i w godzinach nadliczbowych
- Precyzyjna tolerancja szlifowania 0,005 mm: $6 USD/godz.
- Tolerancja EDM 0,01 mm: $11 USD/godz.
- Tolerancja powolnego drutu EDM 0,005 mm: $14,5 USD/godz.
- Tolerancja szlifowania krzywej optycznej 0,003 mm: $27 USD/godz.
Późniejsze przetwarzanie po produkcji precyzyjnej
Produkty wielu klientów obejmują różne branże i często wymagają późniejszego przetwarzania, takiego jak utlenianie, natryskiwanie, obróbka cieplna i inne. Procesy te również zwiększają koszt produktu. Dlatego podczas procesu projektowania produktu inżynier projektu powinien dokładnie przeanalizować i ocenić produkt, biorąc pod uwagę ogólną opłacalność. Aby skutecznie kontrolować koszty, najlepszym podejściem jest wybór odpowiednich procesów produkcji precyzyjnej, sprzętu, materiałów i outsourcingu. Ważne jest, aby nie wybierać producenta tylko dlatego, że jego koszty przetwarzania są niskie.
Koszty natryskiwania tworzyw sztucznych:
- Duża partia: $1,5 USD/m² (minimum $0,1 USD).
- Średnia partia: $2 USD/metr kwadratowy (minimum $0,15 USD).
- Mała partia: $2,5 USD/m² (minimum $0,3 USD).
Koszty cynkowania galwanicznego:
- Cynkowanie w kolorze: $0,4 USD/kilogram (zlecane na zewnątrz, w oparciu o cenę rynkową).
- Biała powłoka cynkowa: $0,45 USD/kilogram (zlecane na zewnątrz, w oparciu o cenę rynkową).
Koszty chromowania:
- Chromowanie: $2,5 USD/kilogram (zlecane na zewnątrz, w oparciu o cenę rynkową).
Koszty niklowania:
- Niklowanie: $1,5 USD/kilogram (zlecane na zewnątrz, w oparciu o cenę rynkową).
- Czarne niklowanie: $1 USD/kilogram (zlecane na zewnątrz, w oparciu o cenę rynkową).
Koszty chromianowania:
- Chromowanie: $10 USD/m² (zlecane na zewnątrz, w oparciu o cenę rynkową).
Koszty czernienia:
- Czernienie: $0,3 USD/kilogram (zlecane na zewnątrz, w oparciu o cenę rynkową).
Koszty anodowania:
- Anodowanie na biało: $3 USD/m² (zlecane na zewnątrz, w oparciu o cenę rynkową).
- Anodowanie na czarno: $4 USD/m² (zlecane na zewnątrz, w oparciu o cenę rynkową).
Koszty sitodruku:
- Tworzenie filmów A4: $17 USD/arkusz (zlecane na zewnątrz, w oparciu o cenę rynkową).
- Produkcja ekranów A4: $17 USD/ekran.
Inne koszty
Inne koszty obejmują koszty pakowania, transportu, montażu i złomu. Są to wąsko zdefiniowane inne wydatki. W rzeczywistości istnieją również koszty operacyjne fabryki, koszty energii elektrycznej i wiele innych. Zależy to od metody obliczania kosztów w każdej fabryce obróbki CNC. W wycenach obróbki CNC, które otrzymują klienci, nie ma gwarancji, że zobaczą podane najbardziej kompleksowe inne koszty.
Koszty montażu:
- Koszty robocizny montażu w fabryce nie obejmują elementów złącznych, części standardowych itp.
- Duża partia: 10 RMB/godz.
- Średnia partia: 15 RMB/godz.
- Mała partia: 18 RMB/godz.
Koszty opakowania:
- Koszty materiałów opakowaniowych są obliczane na podstawie rzeczywistego zużycia.
- Koszty robocizny związane z pakowaniem w fabryce:
- Duża partia: 13 RMB/godz.
- Średnia partia: 15 RMB/godz.
- Mała partia: 18 RMB/godz.
- Duża partia Koszty montażu i pakowania są obliczane na podstawie rzeczywistych wydatków.
Ogólnie rzecz biorąc, w przypadku średnich i małych partii, koszty montażu, pakowania, transportu i złomu są obliczane jako 15% kosztów materiałowych. Koszty transportu obejmują tylko region delty Rzeki Perłowej.
Koszty transportu:
- Wyceny kosztów transportu samochodowego można znaleźć w "Cenniku transportu na krótkie odległości".
- Duża partia: Obliczone na podstawie rzeczywistych wydatków.
- Średnie i małe partie: Obliczone na podstawie rzeczywistych wydatków.
- W przypadku transportu na duże odległości lub eksportu koszty są obliczane osobno.
Koszty złomowania:
- Koszty złomowania dużych partii są obliczane jako
Koszt złomu = koszt materiału na produkt × (2%~5%).
Powyżej przedstawiono proste metody obliczania kosztów. Oczywiście różne fabryki mają własne standardy rachunkowości. To jest tylko w celach informacyjnych.
16 wskazówek projektowych dotyczących redukcji kosztów w obróbce CNC
Projektowanie pod kątem redukcji kosztów jest bardzo trudnym zadaniem, a wielu inżynierom projektującym produkty brakuje wiedzy w tym zakresie. Mój znajomy, który jest projektantem produktów, nie brał zbytnio pod uwagę kosztów w ciągu pierwszych kilku lat rozwoju produktu, błędnie myśląc, że "klient przede wszystkim" oznacza zaspokojenie potrzeb klienta, pozostawiając koszty działowi produkcji.
Jest to błędne przekonanie na temat kosztów produktów:
1. Koszty produktu odgrywają kluczową rolę w rozwoju produktu.
Jak zaleca Zintegrowany Rozwój Produktu (IPD), rozwój produktu jest inwestycją. Jeśli koszt produktu jest zbyt wysoki, a firma nie osiąga zysków lub nawet ponosi straty, to nawet jeśli klient jest zadowolony z produktu, taki rozwój produktu jest marnotrawstwem zasobów firmy i nie tworzy żadnej wartości. W takich przypadkach firma zostanie ostatecznie wyeliminowana.
2. Ponad 85% kosztów produktu zależy od projektu produktu, a pozostałe 15% zależy od produkcji produktu.
Jeśli projektowanie produktu zorientowane na koszty nie zostanie przeprowadzone podczas projektowania produktu, spowoduje to wysokie końcowe koszty produkcji. Aby ulepszyć projektowanie produktu, należy przeprowadzić projektowanie produktu zorientowane na koszty.
Aby projektować produkty zorientowane na koszty, firmy i inżynierowie muszą najpierw zmienić swój sposób myślenia i zwiększyć świadomość kosztów. Na przykład, gdy inżynierowie zaczynają spać do późna i tracą sen nad każdym szczegółem projektu produktu, takim jak:
- Czy grubość ścianki powinna wynosić 4 mm czy 5 mm?
- Czy zaokrąglenie powinno wynosić 0,3 mm czy 0,5 mm?
- Czy tolerancja wymiaru krytycznego powinna wynosić 0,05 mm czy 0,1 mm?
Można powiedzieć, że inżynier opracował wstępne wyczucie kosztów.
Bez tej świadomości kosztów inżynier nie jest prawdziwym inżynierem, a jedynie kreślarzem korzystającym z Creo, UG lub SolidWorks.
Wskazówka projektowa #1 dotycząca redukcji kosztów obróbki CNC - zaokrąglanie wewnętrznych narożników pionowych
Wszystkie Narzędzia CNC mają kształt cylindryczny. Podczas obróbki szczelin na pionowym połączeniu powierzchni szczeliny powstaje zaokrąglenie zgodne z rozmiarem narzędzia.
Jeśli zaokrąglenie na pionowym połączeniu szczeliny jest zbyt małe podczas projektowania produktu, konieczne będzie użycie mniejszych narzędzi. Wydłuża to czas obróbki, ponieważ mniejsze narzędzia są mniej wydajne niż większe, co prowadzi do wydłużenia czasu i kosztów obróbki.

Zmniejszenie kosztów:
- Rozmiar zaokrąglenia powinien wynosić co najmniej 1/3 głębokości szczeliny, im większy, tym lepiej.
- Wszystkie zaokrąglenia powinny być tego samego rozmiaru, co pozwoli na użycie tego samego narzędzia do całej obróbki.
- U podstawy szczeliny zaprojektuj bardzo małe zaokrąglenie (0,5 mm lub 1 mm) lub pomiń zaokrąglenie.
- Idealny rozmiar zaokrąglenia powinien być nieco większy niż promień narzędzia, co zmniejsza obciążenie narzędzia podczas obróbki, a tym samym obniża koszty obróbki. Na przykład, jeśli głębokość szczeliny wynosi 12 mm, rozmiar zaokrąglenia wynoszący 5 mm lub więcej pozwala na użycie narzędzia o średnicy 8 mm (promień 4 mm) w celu zapewnienia wydajności obróbki.
- Jeśli projekt nie wymaga zaokrąglenia, na przykład jeśli musi pasować do kwadratowej części, poniższy projekt może uniknąć mniejszego zaokrąglenia:

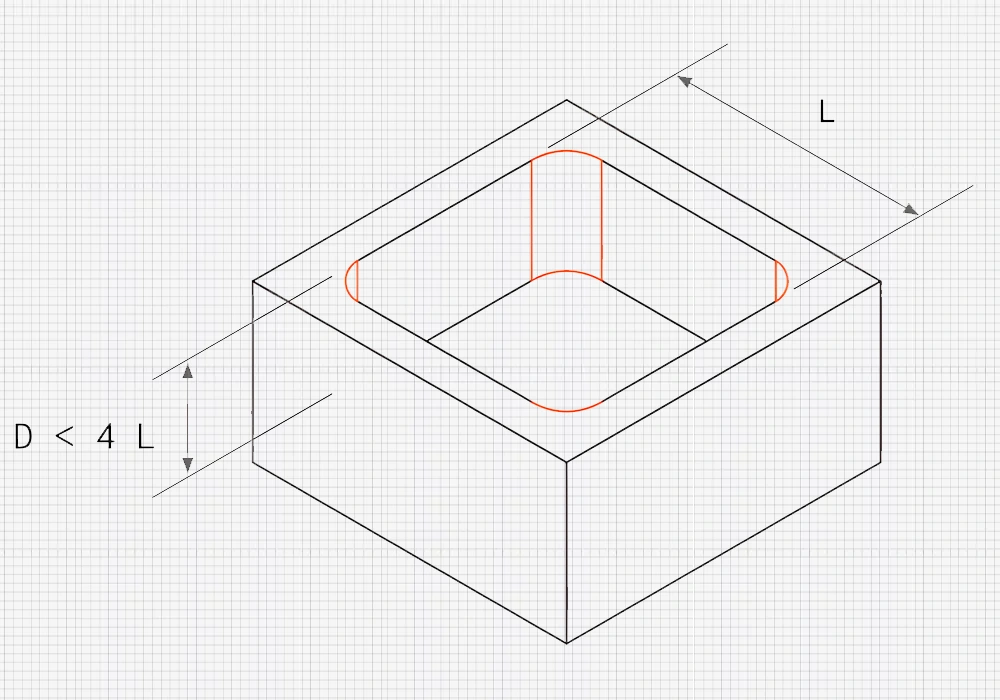
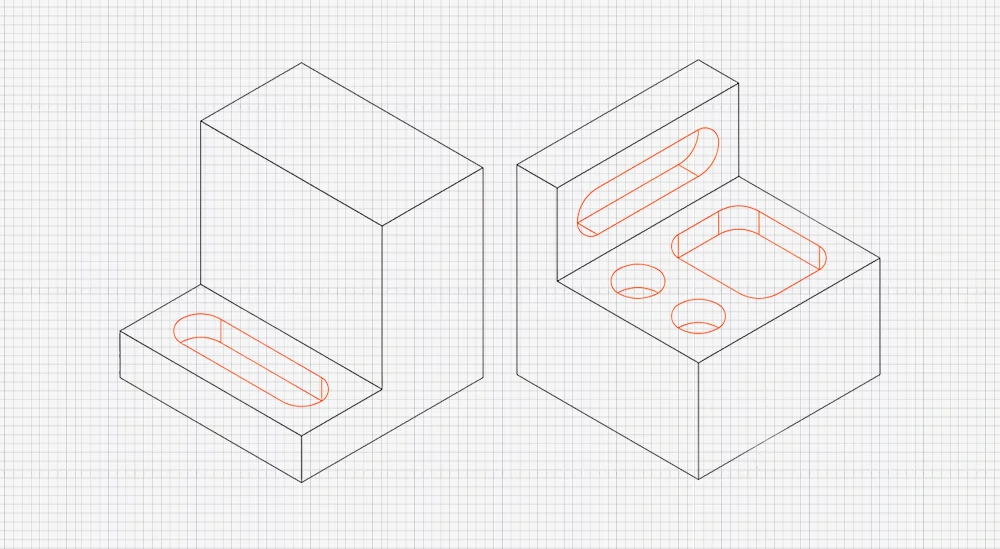
Wskazówka projektowa dotycząca redukcji kosztów obróbki CNC #2 - Zmniejsz głębokość rowka
Obróbka szczelin znacząco wpływa na koszt części, ponieważ konieczne jest usunięcie dużej ilości materiału, co wydłuża czas obróbki.
Głębokość narzędzia CNC ma swoje ograniczenia. Gdy głębokość rowka jest 2-3 razy większa od średnicy narzędzia, obróbka przebiega najlepiej. Na przykład frez trzpieniowy o średnicy 12 mm może bezpiecznie obrabiać rowki o głębokości do 25 mm.
Możliwe jest wykonywanie głębszych rowków, do 4-krotności średnicy narzędzia, ale zwiększa to koszty, zwłaszcza w przypadku korzystania z wieloosiowych maszyn CNC.
Zmniejszenie kosztów:
- Głębokość szczeliny nie powinna przekraczać 4-krotności długości.
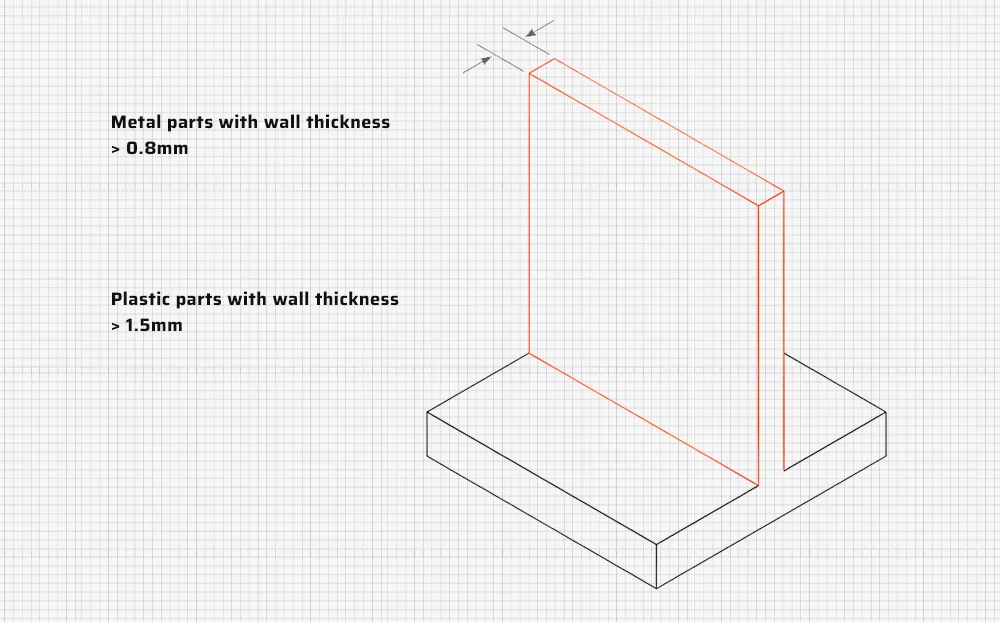
Wskazówka projektowa #3 dotycząca redukcji kosztów obróbki CNC - unikaj cienkich ścianek
O ile nie jest to wymagane, należy unikać konstrukcji o cienkich ściankach, ponieważ są one mało wytrzymałe i kosztowne w obróbce.
Cienkie ścianki są podatne na odkształcenia, a nawet pękanie podczas obróbki. Aby temu zapobiec, wymagane są bardziej złożone ścieżki obróbki, co pochłania więcej czasu. Cienkie ścianki łatwo też wpadają w wibracje, co sprawia, że precyzyjna obróbka staje się poważnym wyzwaniem.
Zmniejszenie kosztów:
- W przypadku części metalowych grubość ścianki powinna wynosić co najmniej 0,8 mm, im grubsza, tym lepiej.
- W przypadku części plastikowych grubość ścianki powinna wynosić co najmniej 1,5 mm, im grubsza, tym lepiej.
- Części metalowe mogą mieć grubość nawet 0,5 mm, a części plastikowe mogą mieć grubość nawet 1 mm, ale nie jest to zalecane.
Podczas projektowania otworów (w tym otworów przelotowych i otworów na śruby) lub szczelin na krawędziach części często występują cienkie ścianki, dlatego należy przestrzegać powyższych wytycznych projektowych.
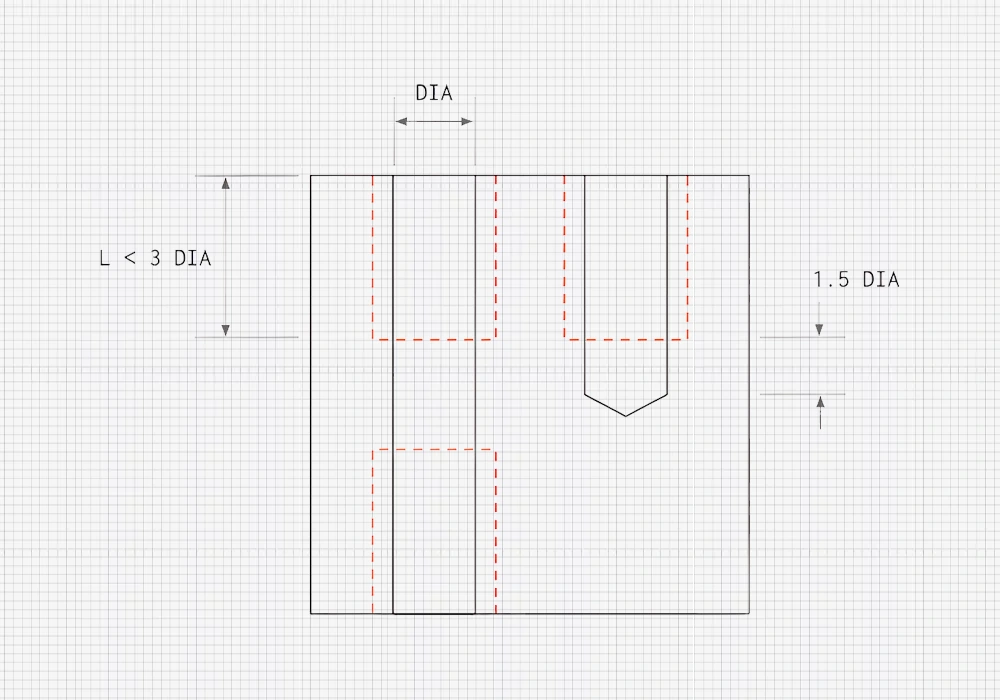
Wskazówka projektowa dotycząca redukcji kosztów obróbki CNC #4 - Zmniejsz głębokość gwintu
Niepotrzebna głębokość gwintu zwiększa koszty obróbki CNC, ponieważ wymaga specjalnych narzędzi.
Pamiętaj: duża głębokość gwintu (przekraczająca 3-krotność średnicy otworu) nie zwiększa wytrzymałości połączenia.
Zmniejszenie kosztów:
- Głębokość gwintu nie powinna przekraczać 3-krotności średnicy otworu.
- W przypadku otworów nieprzelotowych należy pozostawić co najmniej 1/2 średnicy otworu na dole.
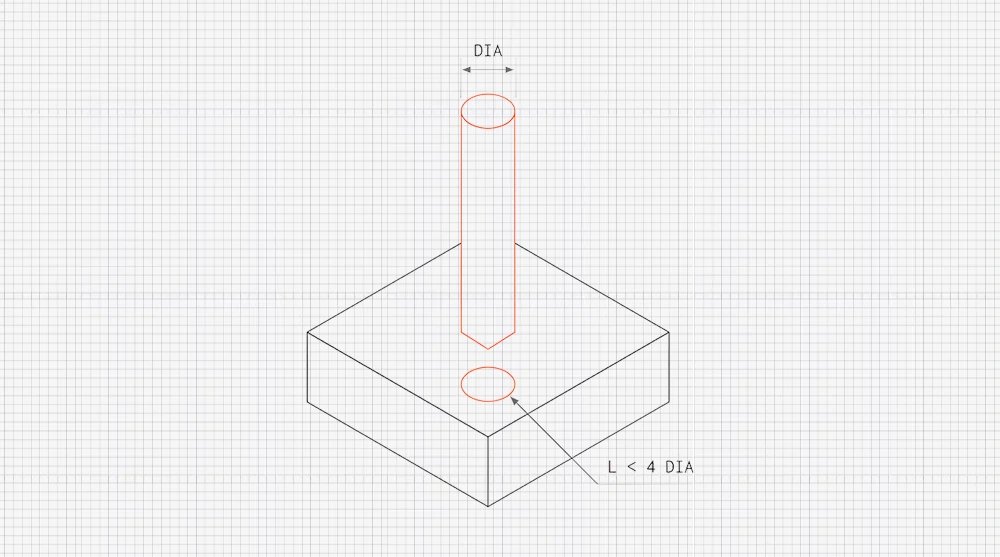
Wskazówka projektowa #5 dotycząca redukcji kosztów obróbki CNC - projektowanie otworów o standardowych rozmiarach
Za pomocą standardowych wierteł można szybko i dokładnie wykonać otwory. Niestandardowe otwory wymagają użycia frezów trzpieniowych, co zwiększa koszty.
Ponadto głębokość otworu nie powinna przekraczać 4-krotności średnicy. Głębokie otwory (do 10-krotności średnicy) mogą być obrabiane, ale znacznie zwiększa to koszty ze względu na trudności w obróbce.
Wskazówka projektowa dotycząca redukcji kosztów obróbki CNC #6 - Unikaj wymagań dotyczących precyzyjnej tolerancji
Precyzyjne tolerancje zwiększają koszty ze względu na złożone etapy obróbki, wydłużony czas obróbki i większą liczbę kontroli.
Tolerancje wymiarów części należy definiować ostrożnie. Należy unikać określania tolerancji dla dowolnych wymiarów i określać je tylko w razie potrzeby, a tolerancje precyzyjne jako ostateczność.
Jeśli tolerancje nie są zdefiniowane na rysunku części, część zostanie obrobiona zgodnie ze standardowymi tolerancjami (±0,2 mm lub luźniej), co często jest wystarczające dla niekrytycznych wymiarów, znacznie zmniejszając koszty obróbki.
W przypadku elementów wewnętrznych trudniej jest zachować precyzyjne tolerancje. Na przykład, podczas obróbki przecinających się otworów lub szczelin, niewielkie wady jak zadziory łatwo pojawiają się na krawędziach z powodu deformacji.
Cechy te wymagają kontroli i usuwania zadziorów, które można wykonać tylko ręcznie. Praca ręczna jest kosztowna i czasochłonna, co zwiększa koszty.
Zmniejszenie kosztów:
- Precyzyjne tolerancje należy określać tylko w ostateczności.
- Wszystkie wymiary powinny być odniesione do tego samego punktu odniesienia.
- Pamiętaj: kropka dziesiętna w tolerancji jest ważna. Określa ona poziom precyzji i wymagane narzędzie pomiarowe. Na przykład dwa miejsca po przecinku można zmierzyć za pomocą suwmiarki, trzy za pomocą mikrometru lub maszyny współrzędnościowej. Aby obniżyć koszty, należy unikać niepotrzebnych miejsc po przecinku.
- Zoptymalizuj projekt produktu, aby uniknąć precyzyjnych tolerancji, takich jak skrócenie łańcuchów wymiarowych lub użycie elementów ustalających.

Wskazówka projektowa #7 dotycząca redukcji kosztów obróbki CNC - skrócenie czasu mocowania
Zminimalizuj czas zaciskania, najlepiej zaciskając tylko raz.
Na przykład, część z otworami nieprzelotowymi po obu stronach wymaga dwóch operacji mocowania, obracania i ponownego mocowania po wykończeniu jednej strony w celu obróbki drugiej.
Obracanie lub zmiana położenia części zwiększa koszty obróbki, ponieważ mocowanie jest zwykle wykonywane ręcznie. W przypadku złożonych struktur części, niestandardowy uchwyt mocującys mogą być wymagane, co dodatkowo zwiększa koszty. Bardzo złożone struktury części mogą wymagać wieloosiowych maszyn CNC, co dodatkowo zwiększa koszty ze względu na wysokie stawki godzinowe.
Rozważ podzielenie złożonych części na wiele części do obróbki CNC, a następnie połączenie ich ze sobą za pomocą wątki lub spawanie.
Zmniejszenie kosztów:
- Projektowanie części wymagających tylko jednego mocowania.
- Jeśli nie jest to możliwe, podziel złożone części na kilka części, łącząc je następnie ze sobą.
Wskazówka projektowa #8 dotycząca redukcji kosztów obróbki CNC - Unikaj małych elementów o wysokim współczynniku kształtu
W obróbce CNC małe elementy o wysokim współczynniku kształtu łatwo wpadają w wibracje, co utrudnia precyzyjną obróbkę.
Aby tego uniknąć, takie małe elementy powinny być połączone z grubszymi ścianami lub wsparte żebrami wzmacniającymi.
Zmniejszenie kosztów:
- Unikaj projektowania funkcji o współczynniku proporcji przekraczającym 4.
- Połącz małe elementy z grubszymi ścianami lub dodaj żebra wzmacniające dla wsparcia.

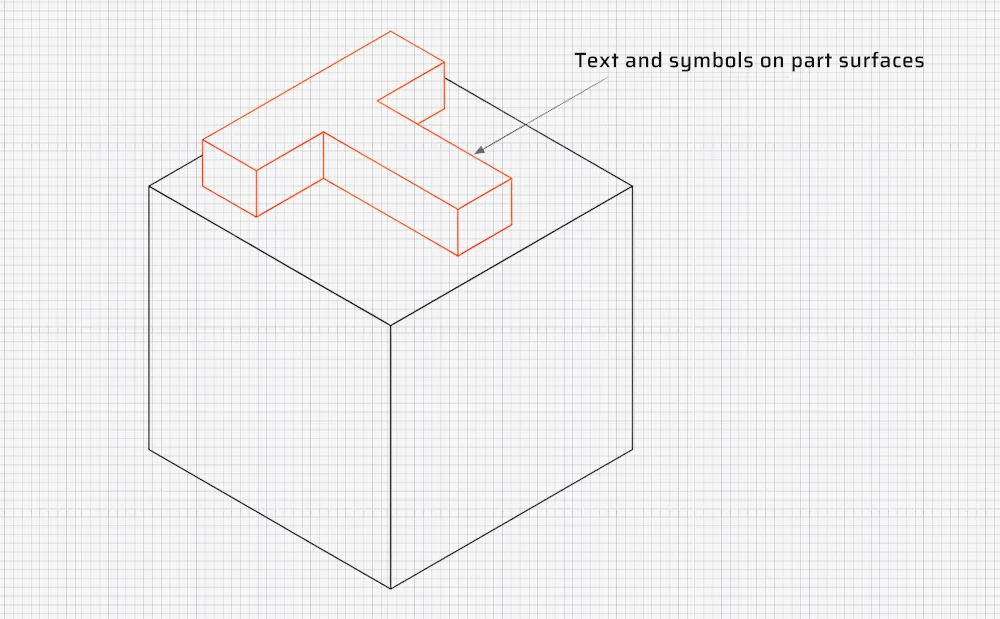
Wskazówka projektowa #9 dotycząca redukcji kosztów obróbki CNC - usuwanie tekstu i symboli z powierzchni części
Tekst i symbole na powierzchniach części znacznie zwiększają koszty CNC ze względu na dodatkowe etapy obróbki i dłuższy czas obróbki.
Techniki obróbki powierzchni, takie jak sitodruk lub malowanie, mogą dodawać tekst i symbole do części CNC przy niższych kosztach.
Zmniejszenie kosztów:
- Usuń cały tekst i symbole z powierzchni części.
- Jeśli tekst i symbole są niezbędne, należy wybrać opcję zagłębioną zamiast wypukłej, ponieważ ta druga usuwa więcej materiału.
Wskazówka projektowa #10 dotycząca redukcji kosztów obróbki CNC - weź pod uwagę obrabialność materiału
Obrabialność materiału odnosi się do łatwości obróbki materiału.
Lepsza obrabialność sprawia, że części są łatwiejsze w obróbce na maszynach CNC, co obniża koszty.
Skrawalność materiału zależy od jego właściwości fizycznych. Ogólnie rzecz biorąc, bardziej miękkie materiały o większej plastyczności są łatwiejsze w obróbce.
Na przykład mosiądz C360 ma najwyższą skrawalność, umożliwiając obróbkę z dużą prędkością. Stopy aluminium (Al 6061 i 7075) są również łatwe w obróbce.
Stal ma słabą skrawalność. W porównaniu do stopów aluminium, stal wymaga ponad dwukrotnie dłuższego czasu obróbki. Różne rodzaje stali mają różną skrawalność. Stal nierdzewna 304 ma wskaźnik skrawalności 45%, podczas gdy stal nierdzewna 303 ma wskaźnik 78%, przy czym ta druga jest łatwiejsza w obróbce.
Skrawalność tworzyw sztucznych zależy od ich sztywności i właściwości termicznych. W obróbce CNC tworzywa sztuczne łatwo topią się i odkształcają w wysokich temperaturach.
POM jest najłatwiejszym do obróbki CNC tworzywem sztucznym, a zaraz za nim plasuje się ABS. PEEK i Nylon są trudnymi do obróbki tworzywami konstrukcyjnymi.
Zmniejszenie kosztów:
- W miarę możliwości należy wybierać materiały o dobrej skrawalności.
Wskazówka projektowa dotycząca redukcji kosztów obróbki CNC #11 - Rozważ ceny półfabrykatów surowcowych
Ceny półfabrykatów są kolejnym kluczowym czynnikiem wpływającym na koszty CNC.
Poniższa tabela przedstawia ceny popularnych półfabrykatów metalowych i plastikowych (rozmiar: 150 x 150 x 25 mm).
| Materiał | Pusta cena (dla porównania) |
|---|---|
| Aluminium 6061 | $25 USD |
| Aluminium 7075 | $80 USD |
| Stal nierdzewna 304 | $90 USD |
| Stal nierdzewna 303 | $145 USD |
| Mosiądz C360 | $145 USD |
| ABS | $17 USD |
| Nylon 6 | $30 USD |
| POM | $25 USD |
| PEEK | $280 USD |
Aluminium 6061 jest wyraźnie opłacalnym materiałem, z niskimi cenami półfabrykatów i dobrą skrawalnością, dzięki czemu nadaje się do prototypowania.
Stal nierdzewna 303 i mosiądz C360 mają dobrą obrabialność, ale wysokie ceny półfabrykatów, co sprawia, że nadają się tylko do produkcji masowej. Wysoka cena półfabrykatu jest równoważona przez krótki czas obróbki dzięki ekonomii skali.
Tworzywa sztuczne, takie jak ABS, nylon i POM, mają podobną cenę do aluminium 6061. Są one jednak trudniejsze w obróbce, przez co koszty CNC są wyższe. PEEK jest bardzo drogi i używany tylko wtedy, gdy jest to konieczne.
Zmniejszenie kosztów:
- Wybieraj materiały o niskich cenach półfabrykatów, zwłaszcza w przypadku małych partii.
Wskazówka projektowa dotycząca redukcji kosztów obróbki CNC #12 - Rozważ rozmiar półfabrykatu
Rozmiar półfabrykatu wpływa na koszty CNC. Aby zapewnić dokładność wymiarową, materiał musi być obrabiany ze wszystkich stron części, co znacznie zwiększa koszty materiałowe, zwłaszcza w przypadku większych partii.
Ogólnie rzecz biorąc, rozmiar półfabrykatu powinien być co najmniej 3 mm większy niż rozmiar części. Na przykład dla części o wymiarach 30x30x30 mm można wybrać półfabrykat o wymiarach 35x35x35 mm. W przypadku części o rozmiarze 27x27x27 mm można wybrać półfabrykat o rozmiarze 30x30x30 mm, oszczędzając w ten sposób część kosztów materiałowych.
Zmniejszenie kosztów:
- Rozmiar półfabrykatu powinien być co najmniej 3 mm większy niż rozmiar części.
- Skonsultuj się z dostawcami w sprawie standardowych rozmiarów półfabrykatów i projektuj części zbliżone do rozmiarów półfabrykatów, aby zmniejszyć ilość odpadów materiałowych.

Wskazówka projektowa dotycząca redukcji kosztów obróbki CNC #13 - Unikaj wielokrotnej obróbki powierzchniowej
Obróbka powierzchni poprawia wygląd i odporność części CNC na trudne warunki, ale zwiększa koszty.
Jeśli części CNC wymagają wielu różnych obróbek powierzchni, koszty dodatkowo rosną ze względu na dodatkowe kroki, takie jak maskowanie niektórych powierzchni.
Zmniejszenie kosztów:
- Anuluj obróbkę powierzchni.
- Unikaj wielokrotnej obróbki powierzchni.

Wskazówka projektowa #14 dotycząca redukcji kosztów obróbki CNC - produkcja masowa
W obróbce CNC wielkość partii części wpływa na koszty obróbki. Gdy wielkość partii jest mała, początkowe koszty konfiguracji CNC są wysokie dla każdej części. Gdy wielkość partii jest duża, koszty konfiguracji są niższe dla każdej części.
Im większy rozmiar partii, tym niższy koszt CNC. Jest to bardziej widoczne w przypadku bardzo małych partii. Nawet niewielki wzrost ilości znacznie obniża koszty.
Zwiększenie wielkości partii z 1 do 5 zmniejsza koszty części o ponad 50%.
Zmniejszenie kosztów:
- Masowa produkcja obniża koszty. Złóż większe zamówienie zamiast wielu mniejszych.

Wskazówka projektowa #15 dotycząca redukcji kosztów obróbki CNC - projektowanie części symetrycznych osiowo
Osiowo symetryczne części mogą być obrabiane na tokarce lub frezarce, przy stawkach godzinowych maszyny znacznie niższych niż w przypadku 3- lub 5-osiowych centrów obróbczych.
Zmniejszenie kosztów:
- W miarę możliwości projektuj części symetryczne osiowo.
Wskazówka projektowa dotycząca redukcji kosztów obróbki CNC #16 - Użyj innych procesów obróbki, aby zastąpić obróbkę CNC
Jak wspomniano na początku tego artykułu, obróbka CNC jest kosztownym procesem.
Tak więc, bez względu na to, w jaki sposób koszty są redukowane, pozostają one wysokie.
W nowoczesnej technologii przetwarzania należy rozważyć zastosowanie innych procesów zamiast CNC, zamiast skupiać się na CNC. To, że produkt poprzedniej generacji wykorzystywał CNC, nie oznacza, że produkt nowej generacji musi wykorzystywać CNC.

Jak pokazano poniżej, w przypadku małych partii druk 3D jest tańszy niż obróbka CNC. W przypadku większych partii, procesy formowania, takie jak odlewanie inwestycyjne i formowanie wtryskowe, są tańsze niż obróbka CNC.
| Ilość części | <10 | 10~100 | 100~1000 | >1000 |
|---|---|---|---|---|
| Tworzywo sztuczne | Druk 3D | Drukowanie 3D (rozważ CNC) | CNC (rozważ formowanie wtryskowe) | Formowanie wtryskowe |
| Metal | Druk 3D i CNC | CNC (rozważ druk 3D) | CNC (rozważ odlewanie inwestycyjne) | Odlewanie inwestycyjne lub odlewanie ciśnieniowe |
W wielu przypadkach druk 3D jest lepszy niż obróbka CNC:
- Druk 3D może przetwarzać bardziej złożone geometrie.
- Druk 3D może dostarczyć próbki w ciągu 24 godzin.
- Druk 3D jest zazwyczaj tańszy w przypadku małych ilości.
- Druk 3D może przetwarzać materiały trudne do obróbki CNC, takie jak superstopy.
Zmniejszenie kosztów:
- Użyj innych procesów, aby zastąpić CNC.
Uwaga: To samo dotyczy innych procesów produkcyjnych i mocujących, w tym formowania wtryskowego, tłoczenia, spawania i innych. nitowanie. Na wczesnym etapie projektowania produktu należy podjąć wysiłki w celu znalezienia lepszego procesu. Z pewnością istnieje lepszy proces, ale po prostu jeszcze go nie znasz.














