
Molti produttori di macchine CNC si sono impegnati a controllare il più possibile i costi della lavorazione CNC. Molti clienti hanno anche notato che le quotazioni per lo stesso prodotto possono variare notevolmente tra i diversi produttori. Qual è la ragione principale di questa situazione? A prescindere da fattori quali le dimensioni della fabbrica, l'ubicazione e altri elementi, i costi della lavorazione CNC possono essere influenzati da molti fattori.
Se siete un'azienda che progetta prodotti o un cliente che vuole esternalizzare a una fabbrica, potete stimare il prezzo del vostro pezzo attraverso i seguenti passaggi:
- In primo luogo, si può chiedere alla fabbrica di fornire una disposizione preliminare del processo per i pezzi chiave o complessi, dettagliata per ogni processo e il tempo necessario per ogni processo.
- In base al costo orario delle attrezzature necessarie per ogni processo, è possibile calcolare il costo di lavorazione. Potete anche informarvi sui costi specifici delle attrezzature presso il fornitore.
- Quindi, aggiungendo i costi di imballaggio e trasporto, le spese di gestione, gli utensili e il profitto, si ottiene il prezzo. Naturalmente, il prezzo sarà influenzato in modo significativo anche dal volume di acquisto annuale e dalla complessità del pezzo. La differenza di prezzo della lavorazione CNC tra un singolo pezzo e la produzione in lotti può essere molto grande, il che è facile da capire.
Analizziamo ora la composizione specifica dei costi di lavorazione.
3 fattori principali che influenzano i costi della lavorazione CNC
A causa della grande flessibilità della lavorazione meccanica, un pezzo può avere molte disposizioni di processo, quindi i costi possono variare. A volte, i fornitori possono proporre un prezzo elevato suggerendo un processo complesso, ma poi utilizzano un processo più semplice per la produzione effettiva. Pertanto, la comprensione dei disegni e la conoscenza della lavorazione dei pezzi da parte dell'acquirente determinano il controllo dei costi, rendendo necessaria una conoscenza completa della lavorazione meccanica per l'approvvigionamento dei pezzi meccanici.
Costi dei materiali
In genere, i materiali per la lavorazione CNC comprendono sia metalli che materie plastiche. Per calcolare i costi di lavorazione CNC, in genere si utilizza come riferimento l'offerta del fornitore di materiali. Per risparmiare sui costi dei materiali CNC, la fabbrica di lavorazione CNC deve avere una partnership a lungo termine con il fornitore di materiali per ottenere costi competitivi.
Costi di lavorazione
Le diverse attrezzature di produzione hanno costi diversi, che si traducono in costi di manodopera diversi. Ad esempio, un'attrezzatura specializzata del valore di $50.000 e un'attrezzatura di lavorazione del valore di $300.000 avranno costi significativamente diversi. Anche l'utilizzo di attrezzature specializzate per completare un prodotto con varie funzioni rispetto all'utilizzo di più dispositivi specializzati comporta costi diversi.
Ad esempio, i pezzi di tornitura e fresatura di alta precisione lavorati con un sistema di tornio e centro CNC costerà naturalmente di più rispetto all'utilizzo di un'economica macchina composita per tornitura. I produttori più grandi utilizzano spesso strumenti di misura di alta precisione per le funzioni ausiliarie, aumentando i costi delle attrezzature.
1. Foratura dei materiali comuni
- Per un diametro ≤ 2,5 volte:
- Diametro < 25 mm: Diametro della foratura × 0,05
- Diametro 25-60 mm: Diametro della punta × 0,12 (costo minimo ≥ $0,1)
- Per diametro > 2,5 volte: Costo base × Rapporto di diametro × 0,4
- Per la precisione del diametro del foro < 0,1 mm o dell'interasse < 0,1 mm: Costo base × 5
- Per la battitura: Diametro del rubinetto × 0,2 (standard per ghisa, acciaio = 1,2×)
- Elaborazione in batch: Costo standard × 0,2-0,8 (a seconda della dimensione e della complessità del lotto)
2. Lavorazione al tornio - Albero di precisione generale
- Per lunghezza/diametro ≤ 10: Dimensione del vuoto × 0,2 (Min. $1)
- Per lunghezza/diametro > 10: Costo base × Lunghezza/diametro × 0,15
- Precisione < 0,05 mm o conicità: Costo base × 2
- Albero generale a gradini: Costo base × 2
- Albero a gradini con cono o filettatura: Costo base × 3
- Vite di piombo standard: Costo base × 4
- Parte generale della flangia: Diametro materiale × 0,07 (diametro > 430 mm: diametro materiale × 0,12)
- Dado rotondo: Diametro × 0,25 (include il materiale)
- Dado trapezoidale o triangolare: Diametro × 0,3 (escluso il materiale)
- Arbusto generale: Materiale OD × 0,2 (Rapporto di diametro > 2: Rapporto di diametro × Costo base × 0,6)
- Riparazione dei cuscinetti: diametro 1,7m: Costo base × 2
- Diametro > 40 mm: Diametro × 0,2
3. Fresatura delle scanalature
- Lunghezza/larghezza ≤ 10: Larghezza × 0,5 (Min. $1)
- Lunghezza/larghezza > 10: Lunghezza/larghezza × Costo base × 0,1
- Tolleranza della posizione: Costo base × 2
- Durezza > HRC40: Costo base × 2
- Lunghezza/diametro dell'albero scanalato ≤ 5: Diametro scanalatura × 0,8 (Min. $2)
- Ingranaggio: Modulo × Denti × 0,5 (ruota elicoidale × 1,2)
- Ingranaggio conico o modificato: Costo base × 2
- Piano generale: Area/100 × 0,2 (Min. $1)
- Noioso: Diametro del foro × 0,25
4. Lavorazione con sega a nastro
- Gacciaio tondo generale, tubi a parete spessa e tagli di acciaio squadrato: $5 per decimetro quadrato (minimo $1 USD).
- Taglio generale di lamiere d'acciaio, taglio e taglio angolare: $1,3 per decimetro quadrato (minimo $1,3 USD).
5. Taglio del filo
- Parti generali: area di taglio (millimetri quadrati) × 0,008 dollari.
- Parti che richiedono la filettatura del filo: $1 USD aggiuntivo per ogni foro di filettatura.
6. Saldatura, taglio a gas e taglio al plasma
- Bacchetta per saldatura ordinaria, diametro 3,2 mm: $0.2 USD per asta.
- TH506 per la saldatura di parti fuse: $0,5 USD per asta.
- Taglio a gas: spessore della piastra di ferro (mm) × lunghezza di taglio (m).
- Taglio al plasma dell'acciaio inossidabile: 3× il costo base del taglio del gas.
- Taglio dell'acciaio al carbonio: 2× il costo base del taglio del gas.
7. Lavori urgenti e straordinari
- Tolleranza di rettifica di precisione 0,005 mm: $6 USD/ora.
- Tolleranza di elettroerosione 0,01 mm: $11 USD/ora.
- Tolleranza dell'elettroerosione a filo lento 0,005 mm: $14,5 USD/ora.
- Tolleranza di rettifica della curva ottica 0,003 mm: $27 USD/ora.
Lavorazione successiva alla produzione di precisione
I prodotti di molti clienti coinvolgono diversi settori e spesso richiedono lavorazioni successive, come ossidazione, spruzzatura, trattamento termico e altro. Questi processi aumentano anche il costo del prodotto. Pertanto, durante il processo di progettazione del prodotto, l'ingegnere di progetto deve analizzare e valutare a fondo il prodotto, considerando il rapporto costo-efficacia complessivo. Per un controllo efficace dei costi, la scelta di processi di produzione di precisione, attrezzature, materiali e outsourcing adeguati è l'approccio migliore. È importante non scegliere un produttore solo perché i suoi costi di lavorazione sono bassi.
Costi di spruzzatura della plastica:
- Lotto grande: $1,5 USD/metro quadro (minimo $0,1 USD).
- Lotto medio: $2 USD/metro quadro (minimo $0,15 USD).
- Piccolo lotto: $2,5 USD/metro quadro (minimo $0,3 USD).
Costi di zincatura:
- Zincatura a colori: $0,4 USD/chilogrammo (in outsourcing, in base al prezzo di mercato).
- Zincatura bianca: $0,45 USD/chilogrammo (in outsourcing, in base al prezzo di mercato).
Costi di cromatura:
- Cromatura: $2,5 USD/chilogrammo (in outsourcing, in base al prezzo di mercato).
Costi della nichelatura:
- Nichelatura: $1,5 USD/chilogrammo (in outsourcing, in base al prezzo di mercato).
- Nichelatura nera: $1 USD/chilogrammo (in outsourcing, in base al prezzo di mercato).
Costi di cromatura:
- Cromatura: $10 USD/metro quadro (in outsourcing, in base al prezzo di mercato).
Costi di annerimento:
- Annerimento: $0,3 USD/chilogrammo (in outsourcing, in base al prezzo di mercato).
Costi di anodizzazione:
- Anodizzazione bianca: $3 USD/metro quadro (in outsourcing, in base al prezzo di mercato).
- Anodizzazione nera: $4 USD/metro quadro (in outsourcing, in base al prezzo di mercato).
Costi di stampa serigrafica:
- A4 filmmaking: $17 USD/foglio (in outsourcing, in base al prezzo di mercato).
- Produzione di schermi A4: $17 USD/schermo.
Altri costi
Gli altri costi comprendono i costi di imballaggio, trasporto, assemblaggio e scarto. Si tratta di altre spese definite in senso stretto. In realtà, ci sono anche i costi operativi della fabbrica, i costi dell'elettricità e molte altre cose. Ciò dipende dal metodo di calcolo dei costi di ciascuna fabbrica di lavorazione CNC. Nei preventivi di lavorazione CNC che i clienti ricevono, non è garantito che vedano citati gli altri costi più completi.
Costi di montaggio:
- Costi di manodopera per l'assemblaggio in fabbrica non includono elementi di fissaggio, parti standard, ecc.
- Lotto grande: 10 RMB/ora.
- Lotto medio: 15 RMB/ora.
- Piccolo lotto: 18 RMB/ora.
Costi di imballaggio:
- Costi del materiale di imballaggio sono calcolati in base all'utilizzo effettivo.
- Costi di manodopera per l'imballaggio in fabbrica:
- Lotto grande: 13 RMB/ora.
- Lotto medio: 15 RMB/ora.
- Piccolo lotto: 18 RMB/ora.
- Lotto grande I costi di assemblaggio e imballaggio sono calcolati in base alle spese effettive.
In generale, per i lotti medi e piccoli, i costi di assemblaggio, imballaggio, trasporto e scarto sono calcolati come 15% dei costi dei materiali. I costi di trasporto coprono solo la regione del Pearl River Delta.
Costi di trasporto:
- Le quotazioni dei costi di trasporto con autocarri sono riportate nel "Listino prezzi per il trasporto a breve distanza".
- Lotto grande: Calcolato in base alle spese effettive.
- Lotti medi e piccoli: Calcolato in base alle spese effettive.
- Per il trasporto a lunga distanza o l'esportazione, i costi vengono calcolati separatamente.
Costi di rottamazione:
- I costi di scarto dei grandi lotti sono calcolati come:
Costo degli scarti = Costo del materiale per prodotto × (2%~5%).
Questi sono semplici metodi di calcolo dei costi. Naturalmente, le diverse fabbriche hanno i propri standard contabili. Questo è solo un riferimento.
16 suggerimenti di progettazione per la riduzione dei costi nella lavorazione CNC
La progettazione per la riduzione dei costi è un compito molto impegnativo e molti ingegneri progettisti di prodotti non hanno conoscenze in questo campo. Un mio amico, progettista di prodotti, nei primi anni di sviluppo non ha considerato molto i costi, pensando erroneamente che "customer first" significasse soddisfare le esigenze del cliente, lasciando i costi al reparto produzione.
Si tratta di un'idea sbagliata sui costi dei prodotti:
1. I costi del prodotto giocano un ruolo fondamentale nello sviluppo del prodotto.
Come sostiene l'Integrated Product Development (IPD), lo sviluppo del prodotto è un investimento. Se il costo del prodotto è troppo alto e l'azienda non trae profitto, o addirittura subisce una perdita, anche se il cliente è soddisfatto del prodotto, lo sviluppo del prodotto è uno spreco di risorse aziendali e non crea alcun valore. In questi casi, l'azienda verrà eliminata.
2. Oltre 85% dei costi di prodotto sono determinati dalla progettazione, mentre i restanti 15% sono determinati dalla produzione.
Se la progettazione del prodotto orientata ai costi non viene effettuata durante la progettazione del prodotto, i costi di produzione finali saranno elevati. Per migliorare la progettazione del prodotto, è necessario che la progettazione del prodotto sia orientata ai costi.
Per progettare prodotti orientati ai costi, le aziende e gli ingegneri devono innanzitutto cambiare mentalità e aumentare la consapevolezza dei costi. Ad esempio, quando gli ingegneri iniziano a stare svegli fino a tardi e a perdere il sonno per ogni dettaglio del loro progetto di prodotto, come ad esempio:
- Lo spessore della parete deve essere di 4 o 5 mm?
- Il filetto deve essere di 0,3 mm o di 0,5 mm?
- La tolleranza della dimensione critica deve essere di 0,05 mm o di 0,1 mm?
Si può dire che l'ingegnere ha sviluppato un primo senso del costo.
Senza questa consapevolezza dei costi, un ingegnere non è un vero ingegnere, ma solo un disegnatore che usa Creo, UG o SolidWorks.
Suggerimento di progettazione per la riduzione dei costi di lavorazione CNC #1 - Filettatura degli angoli interni verticali
Tutti Strumenti CNC hanno una forma cilindrica. Durante la lavorazione delle scanalature, in corrispondenza del raccordo verticale della scanalatura si forma un filetto conforme alle dimensioni dell'utensile.
Se in fase di progettazione del prodotto il filetto in corrispondenza del raccordo verticale della scanalatura è troppo piccolo, sarà necessario utilizzare utensili più piccoli. Questo aumenta i tempi di lavorazione perché gli utensili più piccoli sono meno efficienti di quelli più grandi, con conseguente aumento dei tempi e dei costi di lavorazione.

Ridurre i costi:
- La dimensione del filetto deve essere pari ad almeno 1/3 della profondità della scanalatura; più grande è, meglio è.
- Tutti i filetti devono avere la stessa dimensione, in modo da poter utilizzare lo stesso utensile per l'intera lavorazione.
- Alla base della scanalatura, disegnare un filetto molto piccolo (0,5 mm o 1 mm), oppure omettere il filetto.
- La dimensione ideale del filetto dovrebbe essere leggermente superiore al raggio dell'utensile, in modo da ridurre il carico sull'utensile durante la lavorazione, riducendo così i costi di lavorazione. Ad esempio, se la profondità della scanalatura è di 12 mm, una dimensione del filetto di 5 mm o superiore consente di utilizzare un utensile di 8 mm di diametro (raggio di 4 mm) per garantire l'efficienza della lavorazione.
- Se il progetto non richiede un filetto, ad esempio se deve adattarsi a un pezzo quadrato, il progetto seguente può evitare un filetto più piccolo:

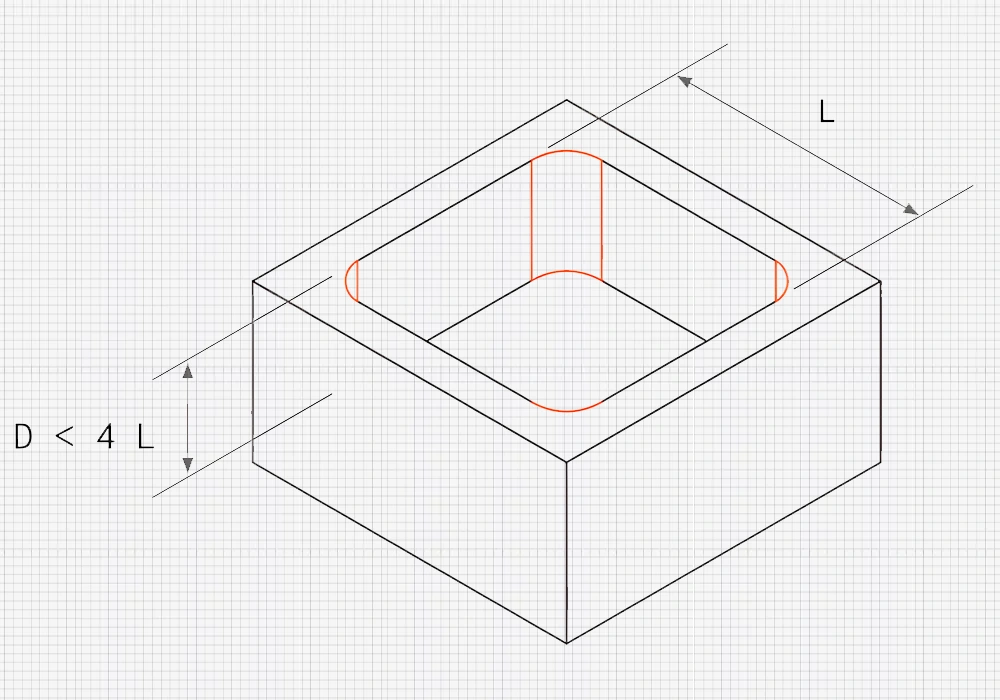
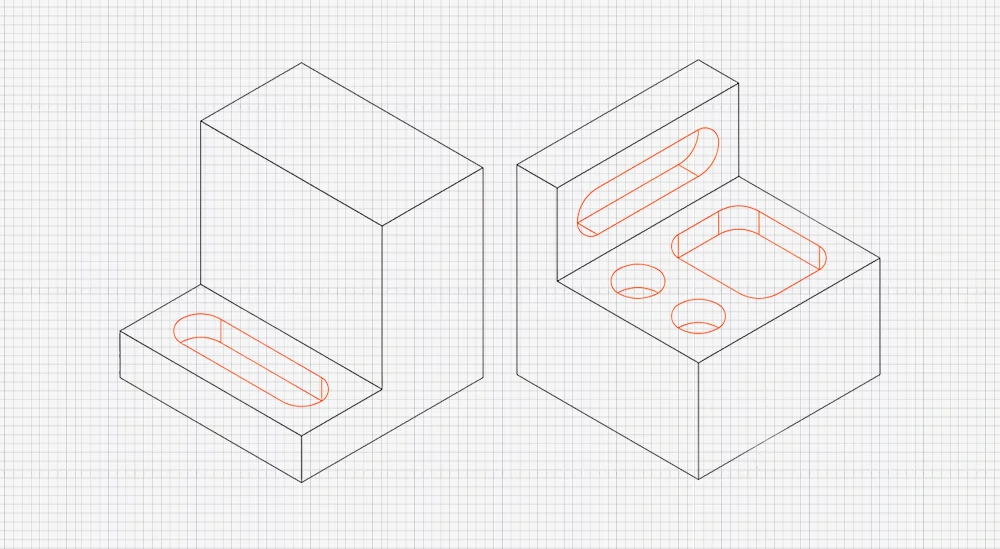
Suggerimento di progettazione per la riduzione dei costi di lavorazione CNC #2 - Ridurre la profondità della scanalatura
Gli intagli di lavorazione incidono significativamente sul costo del pezzo perché è necessario rimuovere una grande quantità di materiale, aumentando il tempo di lavorazione.
La profondità dell'utensile CNC ha dei limiti. Quando la profondità della scanalatura è pari a 2-3 volte il diametro dell'utensile, la lavorazione è ottimale. Ad esempio, una fresa a candela di 12 mm di diametro può lavorare in sicurezza una profondità di scanalatura fino a 25 mm.
È possibile lavorare scanalature più profonde, fino a 4 volte il diametro dell'utensile, ma questo aumenta i costi, soprattutto quando si utilizzano macchine CNC multiasse.
Ridurre i costi:
- La profondità della scanalatura non deve superare 4 volte la lunghezza.
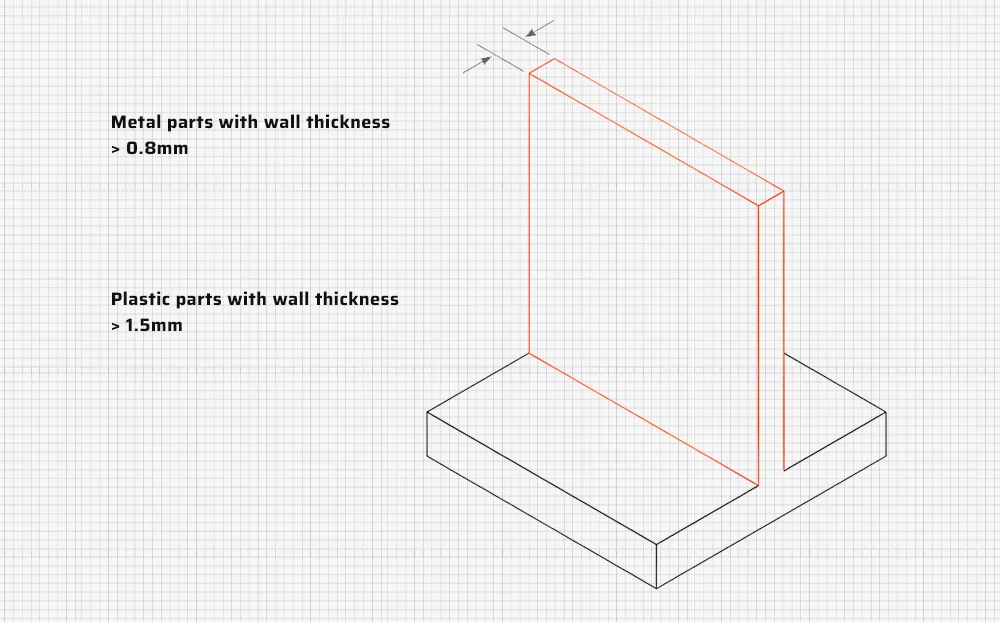
Suggerimento di progettazione per la riduzione dei costi di lavorazione CNC #3 - Evitare le pareti sottili
A meno che non sia necessario, evitare i progetti a parete sottile perché non sono resistenti e sono costosi da lavorare.
Le pareti sottili sono soggette a deformazioni o addirittura a cricche durante la lavorazione. Per evitare ciò, sono necessari percorsi di lavorazione più complessi, che richiedono più tempo di lavorazione. Inoltre, le pareti sottili vibrano facilmente, rendendo la lavorazione ad alta precisione una sfida significativa.
Ridurre i costi:
- Per i pezzi in metallo, lo spessore della parete deve essere di almeno 0,8 mm, più è spesso meglio è.
- Per i pezzi in plastica, lo spessore della parete deve essere di almeno 1,5 mm, più è spesso meglio è.
- Le parti in metallo possono essere sottili fino a 0,5 mm e quelle in plastica fino a 1 mm, ma non è consigliabile.
Quando si progettano i fori (compresi i fori passanti e i fori per le viti) o le scanalature sui bordi dei pezzi, spesso si verificano pareti sottili, quindi è necessario attenersi alle linee guida di progettazione di cui sopra.
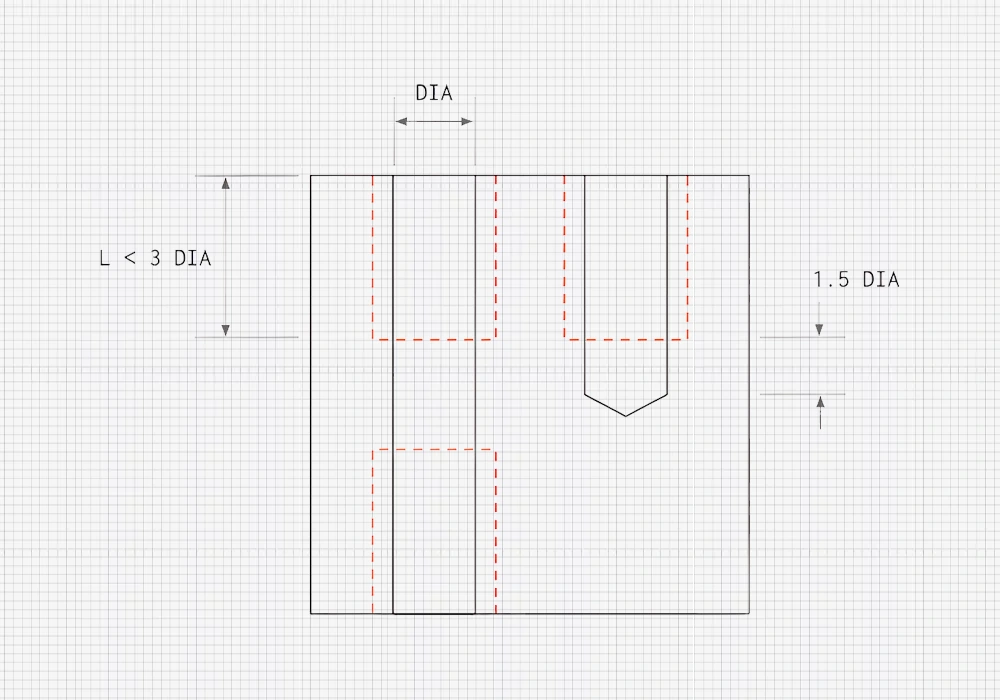
Suggerimento di progettazione per la riduzione dei costi di lavorazione CNC #4 - Ridurre la profondità della filettatura
Una profondità di filettatura non necessaria aumenta i costi di lavorazione del CNC perché richiede utensili speciali.
Ricordate: una profondità di filettatura elevata (superiore a 3 volte il diametro del foro) non aumenta la resistenza del giunto.
Ridurre i costi:
- La profondità della filettatura non deve superare 3 volte il diametro del foro.
- Per i fori ciechi, lasciare almeno 1/2 diametro di foro in più nella parte inferiore.
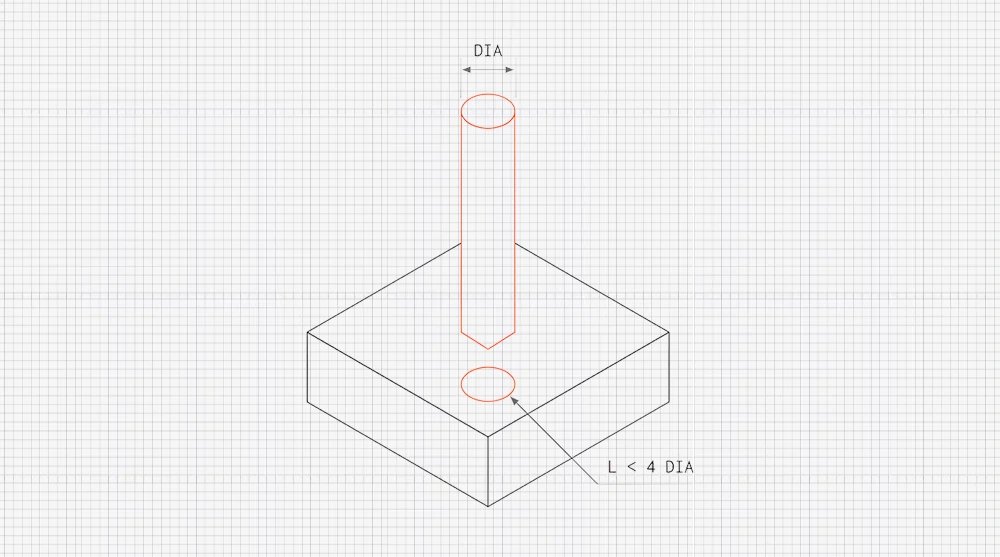
Suggerimento di progettazione per la riduzione dei costi di lavorazione CNC #5 - Progettazione di fori di dimensioni standard
Utilizzando punte standard, i fori possono essere lavorati in modo rapido e preciso. I fori non standard richiedono frese, con conseguente aumento dei costi.
Inoltre, la profondità del foro non deve superare 4 volte il diametro. È possibile realizzare fori profondi (fino a 10 volte il diametro), ma questo aumenta notevolmente i costi a causa delle difficoltà di lavorazione.
Suggerimento di progettazione per la riduzione dei costi di lavorazione CNC #6 - Evitare i requisiti di tolleranza di precisione
Le tolleranze di precisione aumentano i costi a causa di fasi di lavorazione complesse, tempi di lavorazione più lunghi e maggiori ispezioni.
La definizione delle tolleranze di dimensione dei pezzi deve essere fatta con attenzione. Evitare di specificare tolleranze per dimensioni arbitrarie e specificare le tolleranze solo quando necessario, con tolleranze di precisione come ultima risorsa.
Se le tolleranze non sono definite sul disegno del pezzo, il pezzo verrà lavorato con tolleranze standard (±0,2 mm o meno), che spesso sono sufficienti per le dimensioni non critiche, riducendo significativamente i costi di lavorazione.
Per gli elementi interni è più difficile mantenere tolleranze di precisione. Ad esempio, durante la lavorazione di fori o scanalature intersecanti, piccole difetti come bave si verificano facilmente sui bordi a causa della deformazione.
Queste caratteristiche richiedono ispezioni e sbavature che possono essere eseguite solo manualmente. Il lavoro manuale è costoso e richiede molto tempo, con conseguente aumento dei costi.
Ridurre i costi:
- Specificare le tolleranze di precisione solo come ultima risorsa.
- Tutte le dimensioni devono essere riferite allo stesso datum.
- Ricordate: il punto decimale nella tolleranza è importante. Definisce il livello di precisione e lo strumento di misura necessario. Ad esempio, due decimali possono essere misurati con i calibri, tre con i micrometri o le CMM. Per ridurre i costi, evitare i decimali non necessari.
- Ottimizzare la progettazione del prodotto per evitare tolleranze di precisione, ad esempio accorciando le catene dimensionali o utilizzando elementi di localizzazione.

Suggerimento di progettazione per la riduzione dei costi di lavorazione CNC #7 - Ridurre i tempi di serraggio
Ridurre al minimo i tempi di serraggio, possibilmente effettuando il serraggio una sola volta.
Ad esempio, un pezzo con fori ciechi su entrambi i lati richiede due operazioni di serraggio, la rotazione e il serraggio dopo la finitura di un lato per lavorare l'altro.
La rotazione o il riposizionamento del pezzo aumentano i costi di lavorazione, poiché il bloccaggio viene solitamente eseguito manualmente. Per strutture complesse, Dispositivo di serraggio personalizzatos possono essere necessari, con un ulteriore aumento dei costi. Strutture di pezzi molto complesse possono richiedere macchine CNC multiasse, con un ulteriore aumento dei costi dovuto alle elevate tariffe orarie.
Considerate la possibilità di suddividere i pezzi complessi in più parti per la lavorazione CNC, quindi di fissarli insieme con fili o di saldatura.
Ridurre i costi:
- Progettazione di pezzi che richiedono un solo serraggio.
- Se non è possibile, dividere le parti complesse in più parti, fissandole insieme in seguito.
Suggerimento di progettazione per la riduzione dei costi di lavorazione CNC #8 - Evitare le caratteristiche piccole ad alto rapporto d'aspetto
Nella lavorazione CNC, gli elementi di piccole dimensioni con elevati rapporti d'aspetto vibrano facilmente, rendendo difficile la lavorazione di precisione.
Per evitare questo inconveniente, tali elementi di piccole dimensioni dovrebbero essere collegati a pareti più spesse o sostenuti da nervature di rinforzo.
Ridurre i costi:
- Evitare di progettare elementi con un rapporto di aspetto superiore a 4.
- Collegare piccoli elementi a pareti più spesse o aggiungere nervature di rinforzo per il supporto.

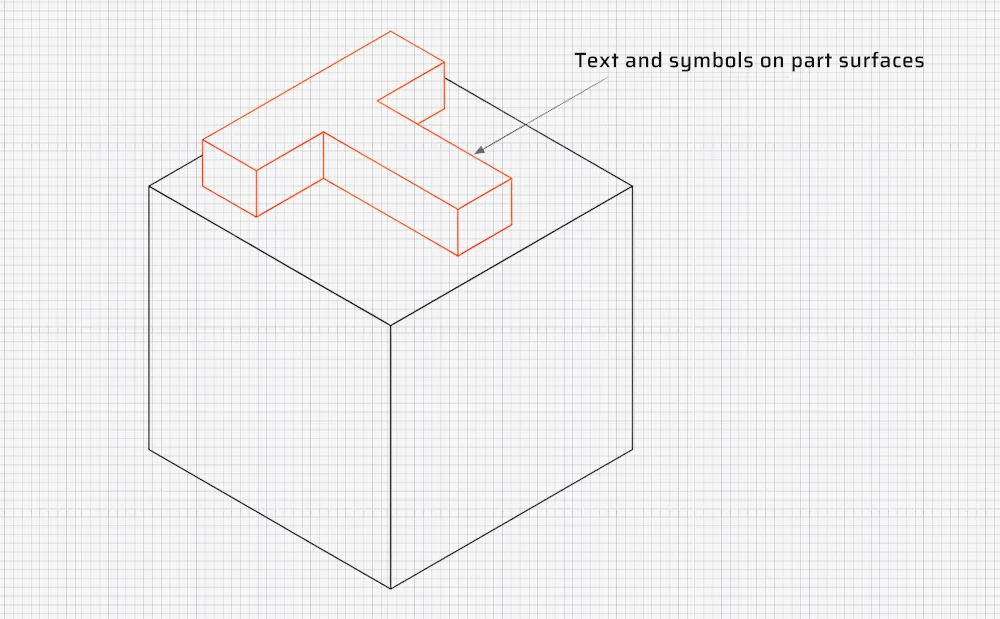
Suggerimento di progettazione per la riduzione dei costi di lavorazione CNC #9 - Rimuovere testo e simboli dalle superfici dei pezzi
I testi e i simboli sulle superfici dei pezzi aumentano notevolmente i costi del CNC a causa delle fasi di lavorazione aggiuntive e del maggior tempo di lavorazione.
Le tecniche di trattamento superficiale, come la serigrafia o la verniciatura, possono aggiungere testi e simboli ai pezzi CNC a un costo inferiore.
Ridurre i costi:
- Rimuovere tutti i testi e i simboli dalle superfici dei pezzi.
- Se sono necessari testi e simboli, scegliere quelli incassati piuttosto che quelli in rilievo, in quanto questi ultimi eliminano più materiale.
Suggerimento di progettazione per la riduzione dei costi di lavorazione CNC #10 - Considerare la lavorabilità del materiale
La lavorabilità del materiale si riferisce alla facilità di lavorazione del materiale.
Una migliore lavorabilità rende i pezzi più facili da lavorare per le macchine CNC, riducendo i costi.
La lavorabilità dei materiali dipende dalle proprietà fisiche. In generale, i materiali più morbidi e con una maggiore duttilità sono più facili da lavorare.
Ad esempio, l'ottone C360 ha la massima lavorabilità, che consente una lavorazione ad alta velocità. Anche le leghe di alluminio (Al 6061 e 7075) sono facili da lavorare.
L'acciaio ha una scarsa lavorabilità. Rispetto alle leghe di alluminio, l'acciaio richiede più del doppio del tempo di lavorazione. Acciai diversi hanno una diversa lavorabilità. L'acciaio inox 304 ha un indice di lavorabilità di 45%, mentre l'acciaio inox 303 ha un indice di 78%; quest'ultimo è più facile da lavorare.
La lavorabilità della plastica dipende dalla rigidità e dalle proprietà termiche. Nella lavorazione CNC, le materie plastiche si fondono e si deformano facilmente alle alte temperature.
Il POM è la plastica più facile da lavorare con il CNC, seguita dall'ABS. Il PEEK e il Nylon sono i tecnopolimeri più difficili da lavorare.
Ridurre i costi:
- Scegliere materiali con una buona lavorabilità, ove possibile.
Suggerimento di progettazione per la riduzione dei costi di lavorazione CNC #11 - Considerare i prezzi della materia prima grezza
I prezzi delle materie prime grezze sono un altro fattore chiave dei costi del CNC.
La tabella seguente mostra i prezzi dei comuni grezzi di metallo e plastica (dimensioni: 150 x 150 x 25 mm).
| Materiale | Prezzo in bianco (a titolo di confronto) |
|---|---|
| Alluminio 6061 | $25 USD |
| Alluminio 7075 | $80 USD |
| Acciaio inox 304 | $90 USD |
| Acciaio inox 303 | $145 USD |
| Ottone C360 | $145 USD |
| ABS | $17 USD |
| Nylon 6 | $30 USD |
| POM | $25 USD |
| SETTIMANA | $280 USD |
L'alluminio 6061 è chiaramente un materiale economico, con prezzi bassi per gli spezzoni e una buona lavorabilità, che lo rende adatto alla prototipazione.
L'acciaio inox 303 e l'ottone C360 hanno una buona lavorabilità, ma prezzi elevati per i grezzi, che li rendono adatti solo alla produzione di massa. L'elevato prezzo del grezzo è compensato da tempi di lavorazione ridotti grazie alle economie di scala.
Materiali plastici come ABS, Nylon e POM hanno un prezzo simile a quello dell'alluminio 6061. Tuttavia, sono più difficili da lavorare e i costi del CNC sono più elevati. Il PEEK è molto costoso e viene utilizzato solo quando necessario.
Ridurre i costi:
- Scegliere materiali con prezzi bassi per il fustellato, soprattutto per i piccoli lotti.
Suggerimento di progettazione per la riduzione dei costi di lavorazione CNC #12 - Considerare le dimensioni del pezzo grezzo
Le dimensioni del pezzo grezzo incidono sui costi del CNC. Per garantire l'accuratezza dimensionale, il materiale deve essere lavorato su tutti i lati del pezzo, aumentando notevolmente i costi del materiale, soprattutto per i lotti più grandi.
In genere, le dimensioni del pezzo grezzo devono essere superiori di almeno 3 mm rispetto alle dimensioni del pezzo. Ad esempio, per un pezzo di 30x30x30 mm, si può scegliere un pezzo grezzo di 35x35x35 mm. Per un pezzo di 27x27x27 mm, si può scegliere un pezzo grezzo di 30x30x30 mm, risparmiando sui costi del materiale.
Ridurre i costi:
- La dimensione della fustella deve essere di almeno 3 mm superiore alla dimensione del pezzo.
- Consultare i fornitori per le dimensioni standard dei pezzi grezzi e progettare pezzi vicini alle dimensioni dei pezzi grezzi per ridurre lo spreco di materiale.

Suggerimento di progettazione per la riduzione dei costi di lavorazione CNC #13 - Evitare trattamenti superficiali multipli
I trattamenti superficiali migliorano l'aspetto e la resistenza dei pezzi CNC agli ambienti difficili, ma aumentano i costi.
Se i pezzi CNC richiedono più trattamenti superficiali diversi, i costi aumentano ulteriormente a causa delle fasi aggiuntive, come la mascheratura di alcune superfici.
Ridurre i costi:
- Annullare il trattamento della superficie.
- Evitare trattamenti multipli della superficie.

Suggerimento di progettazione per la riduzione dei costi di lavorazione CNC #14 - Produzione di massa
Nella lavorazione CNC, la dimensione dei lotti di pezzi influisce sui costi di lavorazione. Quando i lotti sono piccoli, i costi iniziali di attrezzaggio della CNC sono elevati per ogni pezzo. Quando la dimensione del lotto è grande, i costi di setup sono inferiori per ogni pezzo.
Maggiore è la dimensione del lotto, minore è il costo del CNC. Questo è più evidente per i lotti molto piccoli. Anche un piccolo aumento della quantità riduce drasticamente i costi.
L'aumento delle dimensioni dei lotti da 1 a 5 riduce i costi dei pezzi di oltre 50%.
Ridurre i costi:
- La produzione di massa riduce i costi. Effettuate un ordine più grande piuttosto che una serie di ordini più piccoli.

Suggerimento di progettazione per la riduzione dei costi di lavorazione CNC #15 - Progettazione di parti a simmetria assiale
I pezzi a simmetria assiale possono essere lavorati al tornio o alla fresa, con tariffe orarie di gran lunga inferiori a quelle dei centri di lavoro a 3 o 5 assi.
Ridurre i costi:
- Progettare parti a simmetria assiale, ove possibile.
Suggerimento di progettazione per la riduzione dei costi della lavorazione CNC #16 - Utilizzare altri processi di lavorazione per sostituire la lavorazione CNC
Come detto all'inizio di questo articolo, la lavorazione CNC è un processo costoso.
Pertanto, indipendentemente dalla riduzione dei costi, questi rimangono elevati.
Nella moderna tecnologia di lavorazione, è opportuno considerare l'utilizzo di altri processi al posto del CNC, piuttosto che fissarsi sul CNC. Solo perché un prodotto di generazione precedente utilizzava il CNC, non significa che il prodotto di nuova generazione debba utilizzare il CNC.

Come illustrato di seguito, per i piccoli lotti la stampa 3D è più economica della lavorazione CNC. Per lotti più grandi, i processi di formatura come la microfusione e lo stampaggio a iniezione sono più economici della lavorazione CNC.
| Parte Quantità | <10 | 10~100 | 100~1000 | >1000 |
|---|---|---|---|---|
| Plastica | Stampa 3D | Stampa 3D (considerare CNC) | CNC (considerare lo stampaggio a iniezione) | Stampaggio a iniezione |
| Metallo | Stampa 3D e CNC | CNC (considerare la stampa 3D) | CNC (considerare la fusione a iniezione) | Colata a iniezione o pressofusione |
In molti casi, la stampa 3D è migliore della lavorazione CNC:
- La stampa 3D può elaborare geometrie più complesse.
- La stampa 3D può fornire campioni entro 24 ore.
- La stampa 3D è solitamente più economica per le piccole quantità.
- La stampa 3D può lavorare materiali difficili da lavorare con il CNC, come le superleghe.
Ridurre i costi:
- Utilizzare altri processi per sostituire il CNC.
Nota: Lo stesso vale per altri processi di produzione e fissaggio, tra cui lo stampaggio a iniezione, lo stampaggio, la saldatura e la saldatura a caldo. rivettatura. Nelle fasi iniziali della progettazione di un prodotto, si dovrebbe cercare di trovare un processo migliore. Esiste sicuramente un processo migliore, ma non lo conoscete ancora.











