
Muchos fabricantes de mecanizado CNC se han esforzado por controlar al máximo el coste del mecanizado CNC. Muchos clientes también se han dado cuenta de que las cotizaciones de un mismo producto pueden variar mucho entre los distintos fabricantes. ¿Cuál es la razón clave de ello? Dejando a un lado factores como la escala de la fábrica, la ubicación y otros elementos, los costes del mecanizado CNC pueden verse influidos por muchos factores.
Si usted es una empresa de diseño de productos o un cliente que desea subcontratar a una fábrica, puede estimar el precio de su pieza de trabajo mediante los siguientes pasos:
- En primer lugar, puede pedir a la fábrica que le proporcione una disposición preliminar del proceso para las piezas clave o complejas, detallada hasta el detalle de cada proceso y el tiempo que tarda cada uno.
- Basándose en el coste por hora del equipo necesario para cada proceso, puede calcular el coste de mecanizado. También puede preguntar los costes específicos del equipo al proveedor.
- A continuación, sumando proporcionalmente los costes de embalaje y transporte, los gastos de gestión, el utillaje y los beneficios, obtendrá el precio. Por supuesto, el precio también se verá influido significativamente por el volumen de compra anual y la complejidad de la pieza. La diferencia de precio del mecanizado CNC entre una pieza única y la producción por lotes puede ser bastante grande, lo que es fácil de entender.
Analicemos ahora la composición específica de los costes de mecanizado.
3 factores principales que afectan a los costes del mecanizado CNC
Debido a la gran flexibilidad del procesamiento mecánico, una pieza puede tener muchas disposiciones de proceso, por lo que los costes pueden variar. A veces, los proveedores pueden presupuestar un precio elevado sugiriendo un proceso complejo pero luego utilizar un proceso más sencillo para la producción real. Por lo tanto, la comprensión de los planos y el conocimiento del procesamiento de las piezas por parte del comprador determinan su control sobre los costes, lo que hace necesario un conocimiento exhaustivo del procesamiento mecánico para la adquisición de piezas mecánicas.
Costes de material
Normalmente, los materiales de mecanizado CNC incluyen tanto metales como plásticos. Al calcular los costes de mecanizado CNC, se suele utilizar como referencia el presupuesto del proveedor de materiales. Para ahorrar en costes de material CNC, la fábrica de mecanizado CNC necesita tener una asociación a largo plazo con el proveedor de material para obtener costes de material competitivos.
Costes de mecanizado
Los distintos equipos de producción tienen costes diferentes, lo que conlleva costes de mano de obra variados. Por ejemplo, un equipo especializado por valor de $50.000 y un equipo de procesamiento por valor de $300.000 tendrán costes significativamente diferentes. Utilizar equipos especializados para completar un producto con varias funciones frente a utilizar varios dispositivos especializados también conlleva costes diferentes.
Por ejemplo, las piezas de torneado y fresado de alta precisión procesadas con un torno y un centro CNC costará naturalmente más que utilizar una máquina compuesta de torneado y fresado económica. Los fabricantes más grandes suelen utilizar instrumentos de medición de alta precisión para las funciones auxiliares, lo que aumenta los costes del equipo.
1. Perforar los materiales comunes
- Para un diámetro ≤ 2,5 veces:
- Diámetro < 25 mm: Diámetro de la broca × 0,05
- Diámetro 25-60mm: Diámetro de la broca × 0,12 (Coste mínimo ≥ $0,1).
- Para diámetro > 2,5 veces: Coste base × Ratio de diámetro × 0,4
- Para precisión de diámetro de orificio < 0,1 mm o distancia entre centros < 0,1 mm: Coste base × 5
- Para golpear: Diámetro del grifo × 0,2 (norma para fundición, acero = 1,2×)
- Procesamiento por lotes: Coste estándar × 0,2-0,8 (según el tamaño del lote y la complejidad)
2. Procesado en torno - Eje de precisión general
- Para longitud/diámetro ≤ 10: Tamaño en blanco × 0,2 (mín. $1)
- Para longitud/diámetro > 10: Coste base × Longitud/diámetro × 0,15
- Precisión < 0,05 mm o cónico: Coste base × 2
- Eje escalonado general: Coste base × 2
- Eje escalonado con cono o rosca: Coste base × 3
- Tornillo de cabeza estándar: Coste base × 4
- Pieza de brida general: Diámetro del material × 0,07 (Diámetro > 430 mm: diámetro del material × 0,12)
- Tuerca redonda: Diámetro × 0,25 (incluye material)
- Tuerca trapezoidal o triangular: Diámetro × 0,3 (excluido el material)
- Arbusto general: Material OD × 0,2 (Relación de diámetro > 2: Relación de diámetro × Coste base × 0,6)
- Reparación de rodamientos: diámetro 1,7m: Coste base × 2
- Diámetro > 40 mm: Diámetro × 0,2
3. Fresado de las ranuras
- Longitud/anchura ≤ 10: Anchura × 0,5 (mín. $1)
- Longitud/anchura > 10: Longitud/anchura × Coste base × 0,1
- Tolerancia de posición: Coste base × 2
- Dureza > HRC40: Coste base × 2
- Longitud/diámetro del eje estriado ≤ 5: Diámetro del estriado × 0,8 (mín. $2)
- Engranaje: Módulo × Dientes × 0,5 (rueda helicoidal × 1,2)
- Engranaje cónico o engranaje modificado: Coste base × 2
- Plano general: Superficie/100 × 0,2 (mín. $1)
- Aburrido: Diámetro del orificio × 0,25
4. Procesamiento con sierra de cinta
- General de acero redondo, tubos de pared gruesa y cortes cuadrados de acero: $5 por decímetro cuadrado (mínimo $1 USD).
- Corte de chapa de acero en general, corte longitudinal y corte de esquinas: $1,3 por decímetro cuadrado (mínimo $1,3 USD).
5. Corte de alambre
- Piezas generales: área de corte (milímetros cuadrados) × 0,008 dólares.
- Piezas que requieren roscado de alambre: $1 USD adicional por orificio de roscado.
6. Soldadura, corte por gas y corte por plasma
- Varilla de soldadura ordinaria, diámetro 3,2 mm: $0.2 USD por varilla.
- TH506 soldadura de piezas de fundición: $0,5 USD por varilla.
- Corte de gas: espesor de la chapa de hierro (mm) × longitud de corte (m).
- Corte por plasma de acero inoxidable: 3× el coste base del corte de gas.
- Corte de acero al carbono: 2× el coste base del corte de gas.
7. Trabajos urgentes y horas extraordinarias
- Tolerancia del rectificado de precisión 0,005 mm: $6 USD/hora.
- Tolerancia de electroerosión 0,01 mm: $11 USD/hora.
- Tolerancia de la electroerosión lenta por hilo 0,005 mm: $14,5 USD/hora.
- Tolerancia de rectificado de la curva óptica 0,003 mm: $27 USD/hora.
Procesado posterior tras la fabricación de precisión
Los productos de muchos clientes implican a diferentes industrias y a menudo requieren un procesamiento posterior, como oxidación, pulverización, tratamiento térmico, etc. Estos procesos también aumentan el coste del producto. Por lo tanto, durante el proceso de diseño del producto, el ingeniero del proyecto debe analizar y evaluar a fondo el producto, teniendo en cuenta la rentabilidad global. Para un control eficaz de los costes, lo mejor es elegir los procesos de fabricación de precisión, los equipos, los materiales y la subcontratación adecuados. Es importante no seleccionar a un fabricante únicamente porque sus costes de procesamiento sean baratos.
Costes de la pulverización de plásticos:
- Lote grande: $1,5 USD/metro cuadrado (mínimo $0,1 USD).
- Lote mediano: $2 USD/metro cuadrado (mínimo $0,15 USD).
- Lote pequeño: $2,5 USD/metro cuadrado (mínimo $0,3 USD).
Costes del cincado:
- Zincado en color: $0,4 USD/kilogramo (subcontratado, basado en el precio de mercado).
- Zincado blanco: $0,45 USD/kilogramo (subcontratado, basado en el precio de mercado).
Costes del cromado:
- Cromado: $2,5 USD/kilogramo (subcontratado, basado en el precio de mercado).
Costes del niquelado:
- Niquelado: $1,5 USD/kilogramo (subcontratado, basado en el precio de mercado).
- Niquelado negro: $1 USD/kilogramo (subcontratado, basado en el precio de mercado).
Costes de cromado:
- Cromado: $10 USD/metro cuadrado (subcontratado, según precio de mercado).
Costes de ennegrecimiento:
- Ennegrecimiento: $0,3 USD/kilogramo (subcontratado, basado en el precio de mercado).
Costes de anodizado:
- Anodizado blanco: $3 USD/metro cuadrado (subcontratado, según precio de mercado).
- Anodizado negro: $4 USD/metro cuadrado (subcontratado, según precio de mercado).
Costes de serigrafía:
- Filmación A4: $17 USD/hoja (subcontratado, según precio de mercado).
- Fabricación de pantallas A4: $17 USD/pantalla.
Otros costes
Otros gastos incluyen los costes de embalaje, transporte, montaje y desguace. Se trata de otros gastos definidos de forma restrictiva. De hecho, también hay costes de funcionamiento de la fábrica, costes de electricidad y muchas otras cosas. Esto depende del método de cálculo de costes de cada fábrica de mecanizado CNC. En los presupuestos de mecanizado CNC que reciben los clientes, no está garantizado que vean presupuestados los otros gastos más completos.
Costes de montaje:
- Costes de mano de obra de montaje en fábrica no incluye elementos de fijación, piezas estándar, etc.
- Lote grande: 10 RMB/hora.
- Lote mediano: 15 RMB/hora.
- Lote pequeño: 18 RMB/hora.
Costes de envasado:
- Costes del material de envasado se calculan en función del uso real.
- Costes de mano de obra de envasado en fábrica:
- Lote grande: 13 RMB/hora.
- Lote mediano: 15 RMB/hora.
- Lote pequeño: 18 RMB/hora.
- Lote grande Los costes de montaje y embalaje se calculan en función de los gastos reales.
En general, para los lotes medianos y pequeños, los costes de montaje, embalaje, transporte y chatarra se calculan como 15% de los costes de material. Los costes de transporte sólo cubren la región del delta del río Perla.
Gastos de transporte:
- Los presupuestos de los costes de transporte en camión se pueden encontrar en la "Lista de precios de transporte a corta distancia".
- Lote grande: Calculado a partir de los gastos reales.
- Lotes medianos y pequeños: Calculado a partir de los gastos reales.
- Para el transporte a larga distancia o la exportación, los costes se calculan por separado.
Costes de desguace:
- Los costes de desguace de grandes lotes se calculan como:
Coste de rechazo = Coste de material por producto × (2%~5%).
Los anteriores son métodos sencillos de cálculo de costes. Por supuesto, las diferentes fábricas tienen sus propias normas de contabilidad. Esto es sólo para referencia.
16 consejos de diseño para reducir costes en el mecanizado CNC
El diseño para la reducción de costes es una tarea muy difícil y muchos ingenieros de diseño de productos carecen de conocimientos en este campo. Un amigo mío, que es diseñador de productos, no tuvo muy en cuenta los costes en sus primeros años de desarrollo de productos, pensando erróneamente que "el cliente primero" significaba satisfacer las necesidades del cliente, dejando los costes al departamento de fabricación.
Se trata de un concepto erróneo sobre los costes del producto:
1. Los costes del producto desempeñan un papel crucial en el desarrollo del mismo.
Tal y como defiende el Desarrollo Integrado de Productos (DIP), el desarrollo de productos es una inversión. Si el coste del producto es demasiado elevado y la empresa no obtiene beneficios, o incluso sufre pérdidas, entonces, aunque el cliente esté satisfecho con el producto, ese desarrollo de producto es un despilfarro de los recursos de la empresa y no crea ningún valor. En tales casos, la empresa acabará por desaparecer.
2. Más de 85% de los costes del producto vienen determinados por su diseño, y los 15% restantes por su fabricación.
Si no se lleva a cabo un diseño de producto orientado a los costes durante el diseño del producto, los costes finales de producción serán elevados. Para mejorar el diseño del producto, debe llevarse a cabo un diseño del producto orientado a los costes.
Para llevar a cabo un diseño de productos orientado a los costes, las empresas y los ingenieros deben cambiar primero su mentalidad y aumentar su conciencia de los costes. Por ejemplo, cuando los ingenieros empiezan a trasnochar y a perder el sueño por cada detalle del diseño de sus productos, como:
- ¿El grosor de la pared debe ser de 4 mm o de 5 mm?
- ¿El filete debe ser de 0,3 mm o de 0,5 mm?
- ¿La tolerancia de la dimensión crítica debe ser de 0,05 mm o de 0,1 mm?
Se puede decir que el ingeniero ha desarrollado un sentido inicial del coste.
Sin esta conciencia de los costes, un ingeniero no es realmente un ingeniero, sino simplemente un dibujante que utiliza Creo, UG o SolidWorks.
Consejo de diseño de reducción de costes de mecanizado CNC #1 - Filetear esquinas verticales internas
Todos Herramientas CNC tienen forma cilíndrica. Al mecanizar ranuras, se forma un filete consistente con el tamaño de la herramienta en la conexión de la cara vertical de la ranura.
Si el filete en la conexión de la cara vertical de la ranura es demasiado pequeño durante el diseño del producto, será necesario utilizar herramientas más pequeñas. Esto aumenta el tiempo de mecanizado porque las herramientas más pequeñas son menos eficientes que las más grandes, lo que conlleva un aumento del tiempo y el coste de mecanizado.

Para reducir costes:
- El tamaño del filete debe ser al menos 1/3 de la profundidad de la ranura, cuanto más grande mejor.
- Todos los filetes deben ser del mismo tamaño, lo que permite utilizar la misma herramienta para todo el mecanizado.
- En la base de la ranura, diseñe un filete muy pequeño (0,5 mm o 1 mm), u omita el filete.
- El tamaño ideal del filete debe ser ligeramente mayor que el radio de la herramienta, lo que reduce la carga sobre la herramienta durante el mecanizado, reduciendo así los costes de mecanizado. Por ejemplo, si la profundidad de la ranura es de 12 mm, un tamaño de filete de 5 mm o superior permite utilizar una herramienta de 8 mm de diámetro (radio de 4 mm) para garantizar la eficacia del mecanizado.
- Si el diseño no requiere ningún filete, por ejemplo, si tiene que encajar con una pieza cuadrada, el siguiente diseño puede evitar un filete más pequeño:

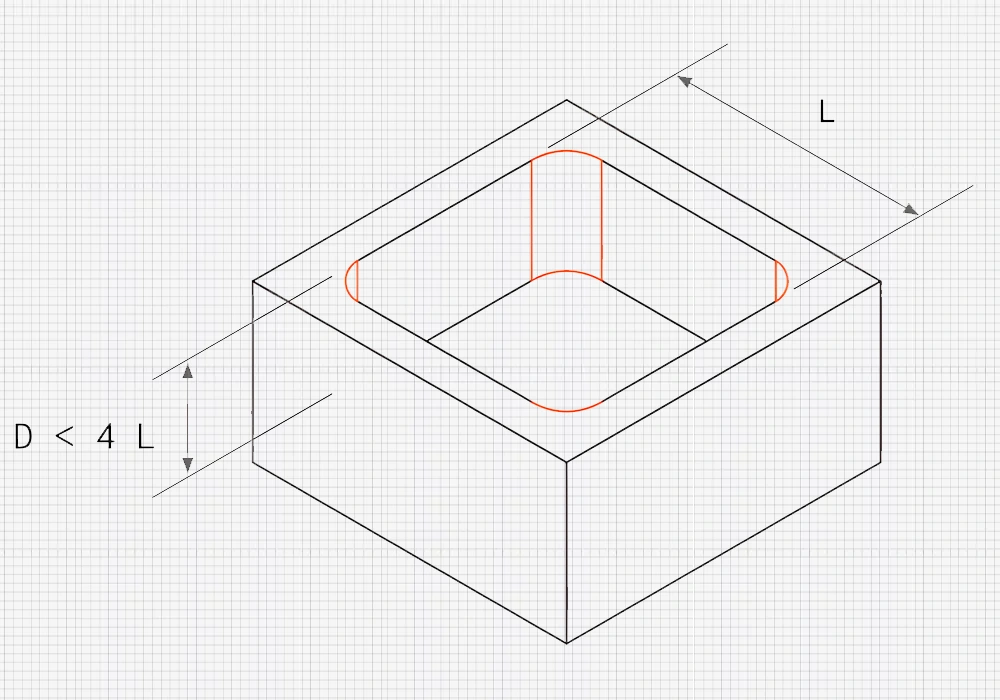
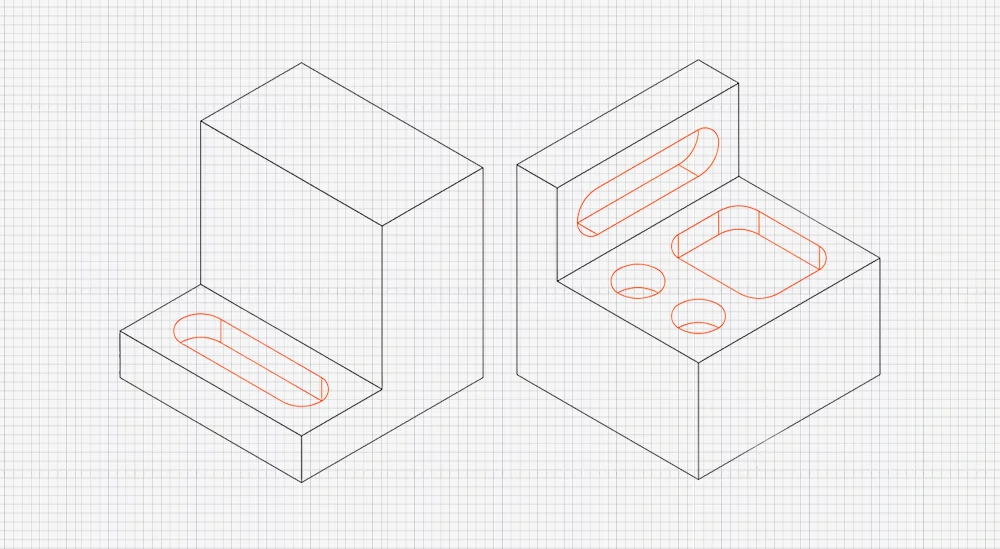
Consejo de diseño de reducción de costes de mecanizado CNC #2 - Reducir la profundidad de la ranura
Las ranuras de mecanizado repercuten significativamente en el coste de la pieza porque hay que eliminar una gran cantidad de material, lo que aumenta el tiempo de mecanizado.
La profundidad de la herramienta CNC tiene limitaciones. Cuando la profundidad de la ranura es 2-3 veces el diámetro de la herramienta, el mecanizado rinde mejor. Por ejemplo, una fresa de 12 mm de diámetro puede mecanizar con seguridad una profundidad de ranura de hasta 25 mm.
Se pueden mecanizar ranuras más profundas, de hasta 4 veces el diámetro de la herramienta, pero esto aumenta los costes, especialmente cuando se utilizan máquinas CNC multieje.
Para reducir costes:
- La profundidad de la ranura no debe superar 4 veces la longitud.
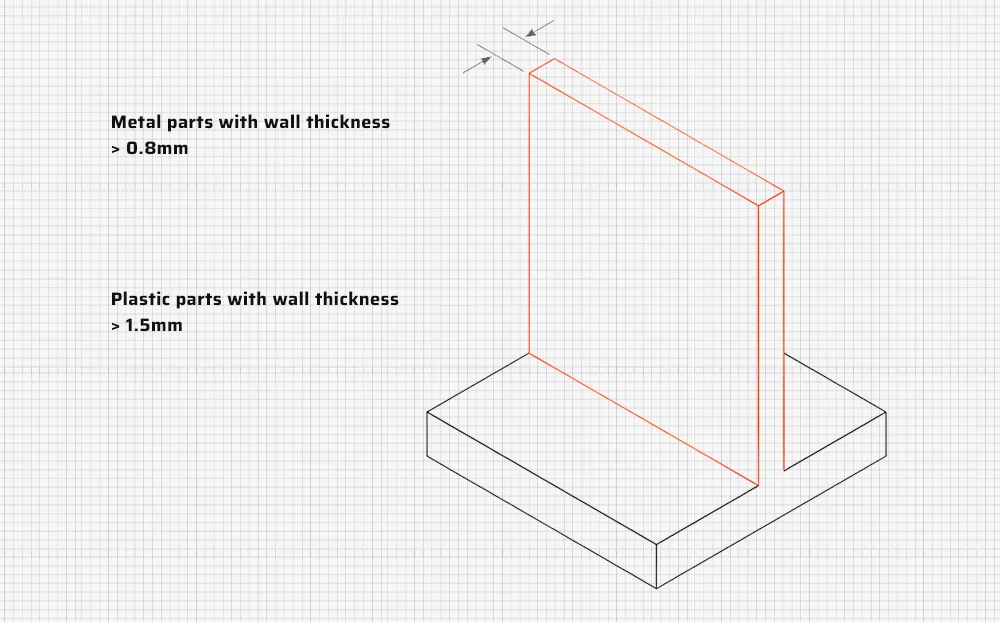
Consejo de diseño de reducción de costes de mecanizado CNC #3 - Evite las paredes delgadas
A menos que sea necesario, evite los diseños de pared delgada porque carecen de resistencia y son costosos de mecanizar.
Las paredes finas son propensas a deformarse o incluso a agrietarse durante el mecanizado. Para evitarlo, se requieren trayectorias de mecanizado más complejas, que consumen más tiempo de mecanizado. Las paredes finas también vibran con facilidad, lo que convierte el mecanizado de alta precisión en un reto importante.
Para reducir costes:
- Para las piezas metálicas, el grosor de la pared debe ser de al menos 0,8 mm, cuanto más gruesa mejor.
- Para las piezas de plástico, el grosor de la pared debe ser de al menos 1,5 mm, cuanto más gruesa mejor.
- Las piezas de metal pueden ser tan finas como 0,5 mm, y las de plástico pueden ser tan finas como 1 mm, pero no es lo recomendable.
Cuando diseñe orificios (incluidos los pasantes y los de tornillo) o ranuras en los bordes de la pieza, es frecuente que las paredes sean finas, por lo que debe asegurarse de seguir las directrices de diseño anteriores.
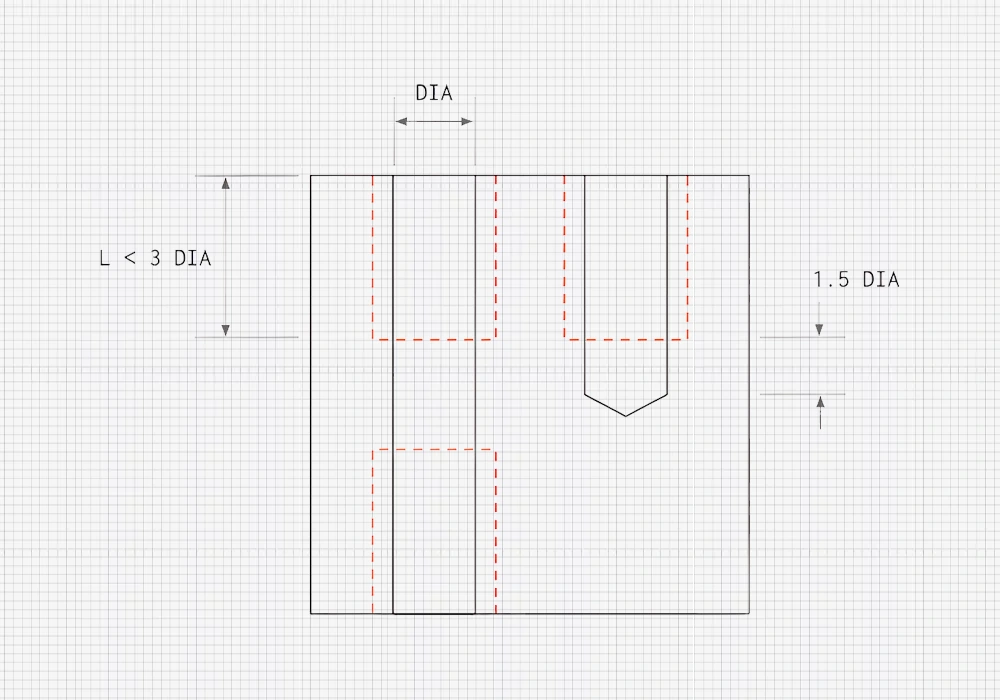
Consejo de diseño de reducción de costes de mecanizado CNC #4 - Reducir la profundidad de roscado
La profundidad de roscado innecesaria aumenta los costes de mecanizado CNC porque requiere herramientas especiales.
Recuerde: una profundidad de rosca larga (superior a 3 veces el diámetro del agujero) no aumenta la resistencia de la unión.
Para reducir costes:
- La profundidad de la rosca no debe ser superior a 3 veces el diámetro del orificio.
- Para los agujeros ciegos, deje al menos 1/2 diámetro de agujero extra en la parte inferior.
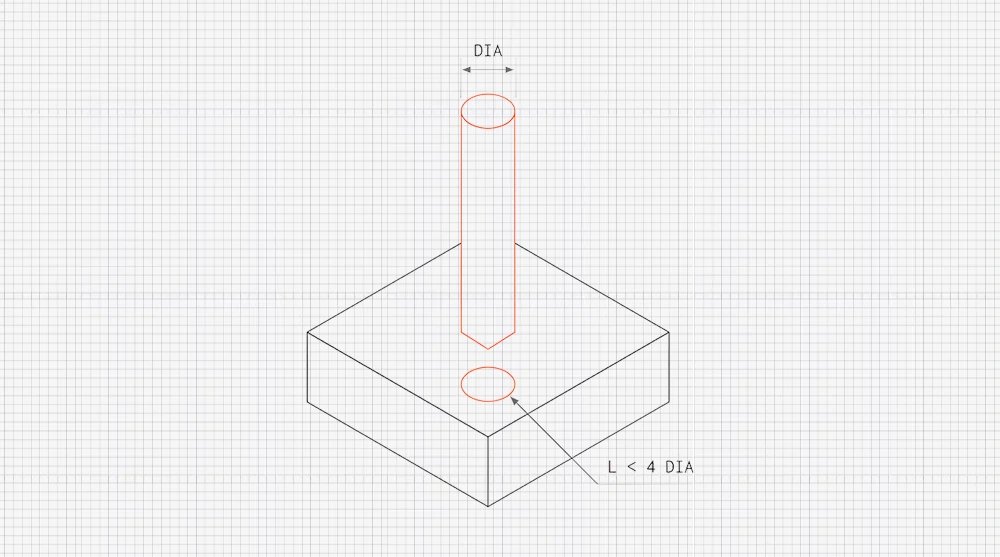
Consejo de diseño de reducción de costes de mecanizado CNC #5 - Diseñe orificios de tamaño estándar
Utilizando brocas estándar, los orificios pueden mecanizarse con rapidez y precisión. Los orificios no estándar requieren fresas de punta, lo que aumenta los costes.
Además, la profundidad del agujero no debe superar 4 veces el diámetro. Se pueden mecanizar agujeros profundos (hasta 10 veces el diámetro), pero esto aumenta considerablemente los costes debido a la dificultad del mecanizado.
Consejo de diseño de reducción de costes de mecanizado CNC #6 - Evite los requisitos de tolerancia de precisión
Las tolerancias de precisión aumentan los costes debido a la complejidad de los pasos de mecanizado, al aumento del tiempo de mecanizado y a una mayor inspección.
La definición de las tolerancias de las dimensiones de las piezas debe hacerse con cuidado. Evite especificar tolerancias para dimensiones arbitrarias, y especifique tolerancias sólo cuando sea necesario, con tolerancias de precisión como último recurso.
Si las tolerancias no están definidas en el plano de la pieza, ésta se mecanizará según las tolerancias estándar (±0,2 mm o menos), lo que suele ser suficiente para las dimensiones no críticas, reduciendo significativamente los costes de mecanizado.
Las características internas son más difíciles de mantener con tolerancias de precisión. Por ejemplo, al mecanizar orificios o ranuras que se cruzan, las pequeñas defectos como fresas se producen fácilmente en los bordes debido a la deformación.
Estas características requieren una inspección y un desbarbado que sólo pueden realizarse manualmente. El trabajo manual es costoso y requiere mucho tiempo, lo que aumenta los costes.
Para reducir costes:
- Especifique las tolerancias de precisión sólo como último recurso.
- Todas las dimensiones deben referenciarse a partir del mismo punto de referencia.
- Recuerde: el punto decimal de la tolerancia es importante. Define el nivel de precisión y la herramienta de medición necesaria. Por ejemplo, dos decimales pueden medirse con calibres, tres con micrómetros o MMC. Para reducir costes, evite los decimales innecesarios.
- Optimice el diseño del producto para evitar tolerancias de precisión, como acortar las cadenas de dimensiones o utilizar características de localización.

Consejo de diseño para la reducción de costes de mecanizado CNC #7 - Reducir los tiempos de amarre
Minimice los tiempos de sujeción, lo ideal es sujetar una sola vez.
Por ejemplo, una pieza con agujeros ciegos en ambos lados requiere dos operaciones de sujeción, girar y volver a sujetar después de terminar un lado para mecanizar el otro.
Girar o reposicionar la pieza aumenta los costes de mecanizado, ya que la sujeción suele hacerse manualmente. Para estructuras de piezas complejas, dispositivo de sujeción a medidas pueden ser necesarias, incrementando aún más los costes. Las estructuras de piezas muy complejas pueden requerir máquinas CNC multieje, lo que incrementa aún más los costes debido a las elevadas tarifas horarias.
Considere la posibilidad de dividir las piezas complejas en varias partes para mecanizarlas con CNC y, a continuación, fijarlas entre sí con hilos o soldadura.
Para reducir costes:
- Diseñe piezas que sólo requieran una sujeción.
- Si no es posible, divida las piezas complejas en varias partes, uniéndolas después.
Consejo de diseño para la reducción de costes de mecanizado CNC #8 - Evite las características pequeñas de alta relación de aspecto
En el mecanizado CNC, los pequeños elementos con relaciones de aspecto elevadas vibran con facilidad, lo que dificulta el mecanizado de precisión.
Para evitarlo, estos pequeños elementos deben conectarse a paredes más gruesas o apoyarse en nervios de refuerzo.
Para reducir costes:
- Evite diseñar elementos con una relación de aspecto superior a 4.
- Conecte pequeños elementos a paredes más gruesas o añada nervios de refuerzo para dar soporte.

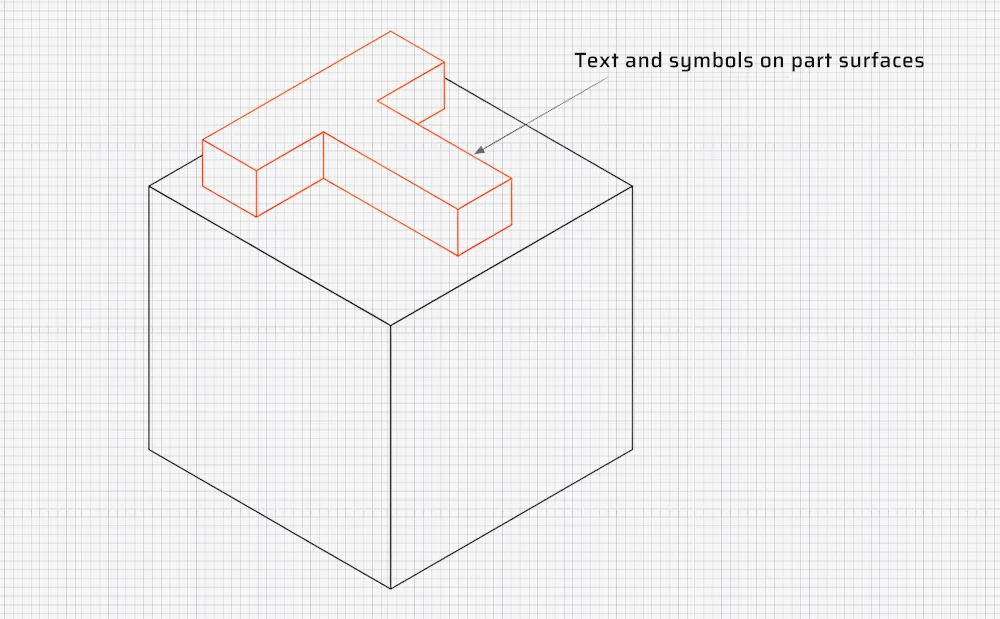
Reducción de costes de mecanizado CNC Consejo de diseño #9 - Eliminar texto y símbolos de las superficies de la pieza
El texto y los símbolos en las superficies de las piezas aumentan enormemente los costes de CNC debido a los pasos de mecanizado adicionales y al mayor tiempo de mecanizado.
Las técnicas de tratamiento de superficies como la serigrafía o la pintura pueden añadir texto y símbolos a las piezas CNC a un coste menor.
Para reducir costes:
- Elimine todos los textos y símbolos de las superficies de las piezas.
- Si el texto y los símbolos son necesarios, elija los empotrados en lugar de los elevados, ya que estos últimos eliminan más material.
Consejo de diseño de reducción de costes de mecanizado CNC #10 - Considere la maquinabilidad del material
La maquinabilidad del material se refiere a la facilidad de procesamiento del material.
Una mejor maquinabilidad hace que las piezas sean más fáciles de mecanizar con máquinas CNC, lo que reduce los costes.
La maquinabilidad de los materiales depende de sus propiedades físicas. Por lo general, los materiales más blandos y con mayor ductilidad son más fáciles de mecanizar.
Por ejemplo, el latón C360 tiene la mayor maquinabilidad, lo que permite un mecanizado a alta velocidad. Las aleaciones de aluminio (Al 6061 y 7075) también son fáciles de mecanizar.
El acero es poco mecanizable. Comparado con las aleaciones de aluminio, el acero requiere más del doble de tiempo de mecanizado. Los distintos aceros tienen diferente maquinabilidad. El acero inoxidable 304 tiene un índice de maquinabilidad de 45%, mientras que el acero inoxidable 303 tiene un índice de 78%, siendo este último más fácil de mecanizar.
La maquinabilidad de los plásticos depende de su rigidez y de sus propiedades térmicas. En el mecanizado CNC, los plásticos se funden y deforman fácilmente a altas temperaturas.
El POM es el plástico más fácil de mecanizar con CNC, seguido del ABS. El PEEK y el nailon son plásticos de ingeniería difíciles de mecanizar.
Para reducir costes:
- Elija materiales con buena maquinabilidad siempre que sea posible.
Consejo de diseño para la reducción de costes de mecanizado CNC #11 - Tenga en cuenta los precios de la materia prima en bruto
Los precios de las materias primas en bruto son otro factor clave en los costes del CNC.
La tabla siguiente muestra los precios de los formatos comunes de materias primas metálicas y plásticas (tamaño: 150 x 150 x 25 mm).
| Material | Precio en blanco (para comparar) |
|---|---|
| Aluminio 6061 | $25 USD |
| Aluminio 7075 | $80 USD |
| Acero inoxidable 304 | $90 USD |
| Acero inoxidable 303 | $145 USD |
| Latón C360 | $145 USD |
| ABS | $17 USD |
| Nylon 6 | $30 USD |
| POM | $25 USD |
| PEEK | $280 USD |
El aluminio 6061 es claramente un material rentable, con bajos precios en bruto y buena maquinabilidad, lo que lo hace adecuado para la creación de prototipos.
El acero inoxidable 303 y el latón C360 tienen una buena maquinabilidad, pero un elevado precio de la pieza en bruto, lo que los hace adecuados sólo para la producción en serie. El elevado precio de las piezas en bruto se compensa con los cortos tiempos de mecanizado gracias a las economías de escala.
Los materiales plásticos como el ABS, el nailon y el POM tienen un precio similar al del aluminio 6061. Sin embargo, son más difíciles de mecanizar, por lo que los costes de CNC son más elevados. El PEEK es muy caro y sólo se utiliza cuando es necesario.
Para reducir costes:
- Elija materiales con precios bajos en blanco, especialmente para lotes pequeños.
Consejo de diseño de reducción de costes de mecanizado CNC #12 - Considere el tamaño de la pieza en bruto
El tamaño de la pieza en bruto afecta a los costes del CNC. Para garantizar la precisión dimensional, el material debe mecanizarse por todos los lados de la pieza, lo que aumenta significativamente los costes de material, especialmente en lotes grandes.
Generalmente, el tamaño de la pieza en bruto debe ser al menos 3 mm mayor que el tamaño de la pieza. Por ejemplo, para un tamaño de pieza de 30x30x30mm, puede elegirse un tamaño en blanco de 35x35x35mm. Para un tamaño de pieza de 27x27x27 mm, puede elegirse un tamaño de pieza en bruto de 30x30x30 mm, ahorrando así algunos costes de material.
Para reducir costes:
- El tamaño de la pieza en bruto debe ser al menos 3 mm mayor que el de la pieza.
- Consulte a los proveedores los tamaños estándar de las piezas en bruto y diseñe piezas cercanas a dichos tamaños para reducir el desperdicio de material.

Consejo de diseño para la reducción de costes de mecanizado CNC #13 - Evite los tratamientos superficiales múltiples
Los tratamientos superficiales mejoran el aspecto y la resistencia de las piezas CNC a los entornos agresivos, pero aumentan los costes.
Si las piezas CNC requieren varios tratamientos superficiales diferentes, los costes aumentan aún más debido a los pasos adicionales, como el enmascaramiento de algunas superficies.
Para reducir costes:
- Cancele el tratamiento de la superficie.
- Evite los tratamientos superficiales múltiples.

Consejo de diseño para la reducción de costes de mecanizado CNC #14 - Producción en serie
En el mecanizado CNC, el tamaño del lote de piezas afecta a los costes de mecanizado. Cuando el tamaño del lote es pequeño, los costes de preparación iniciales del CNC son altos para cada pieza. Cuando el tamaño del lote es grande, los costes de preparación son menores para cada pieza.
Cuanto mayor sea el tamaño del lote, menor será el coste del CNC. Esto es más evidente para los tamaños de lote muy pequeños. Incluso un pequeño aumento de la cantidad reduce drásticamente los costes.
Aumentar el tamaño del lote de 1 a 5 reduce los costes de las piezas en más de 50%.
Para reducir costes:
- La producción en masa reduce los costes. Haga un pedido más grande en lugar de varios más pequeños.

Consejo de diseño para reducir costes de mecanizado CNC #15 - Diseñar piezas axialmente simétricas
Las piezas axialmente simétricas pueden mecanizarse en un torno o una fresadora, con tasas horarias de máquina muy inferiores a las de los centros de mecanizado de 3 o 5 ejes.
Para reducir costes:
- Diseñe piezas axialmente simétricas siempre que sea posible.
Consejo de diseño de reducción de costes de mecanizado CNC #16 - Utilice otros procesos de mecanizado para sustituir el mecanizado CNC
Como se ha dicho al principio de este artículo, el mecanizado CNC es un proceso caro.
Así, por mucho que se reduzcan los costes, éstos siguen siendo elevados.
En la tecnología de procesamiento moderna, considere la posibilidad de utilizar otros procesos en lugar del CNC, en lugar de fijarse en el CNC. El hecho de que un producto de la generación anterior utilizara CNC no significa que el producto de la nueva generación deba utilizar CNC.

Como se muestra a continuación, para lotes pequeños, la impresión 3D es más barata que el mecanizado CNC. Para lotes más grandes, los procesos de conformado como la fundición a la cera perdida y el moldeo por inyección son más baratos que el mecanizado CNC.
| Cantidad de piezas | <10 | 10~100 | 100~1000 | >1000 |
|---|---|---|---|---|
| Plástico | Impresión 3D | Impresión 3D(Considere CNC) | CNC(Considere el moldeo por inyección) | Moldeo por inyección |
| Metal | Impresión 3D y CNC | CNC (considere la impresión en 3D) | CNC (Considere la fundición a la cera perdida) | Fundición a la cera perdida o fundición a presión |
En muchos casos, la impresión 3D es mejor que el mecanizado CNC:
- La impresión en 3D puede procesar geometrías más complejas.
- La impresión en 3D puede proporcionar muestras en 24 horas.
- La impresión en 3D suele ser más barata para pequeñas cantidades.
- La impresión 3D puede procesar materiales difíciles de mecanizar con CNC, como las superaleaciones.
Para reducir costes:
- Utilice otros procesos para sustituir el CNC.
Tome nota: Lo mismo ocurre con otros procesos de fabricación y fijación, como el moldeo por inyección, la estampación, la soldadura y la remachado. En las primeras fases del diseño de un producto, hay que esforzarse por encontrar un proceso mejor. Sin duda existe un proceso mejor, pero aún no lo conoces.











