
تسعى العديد من الشركات المصنعة للماكينات بنظام التحكم الرقمي إلى التحكم في تكلفة التصنيع الآلي بنظام التحكم الرقمي قدر الإمكان. وقد لاحظ العديد من العملاء أيضًا أن عروض الأسعار لنفس المنتج يمكن أن تختلف اختلافًا كبيرًا بين الشركات المصنعة المختلفة. ما هو السبب الرئيسي لذلك؟ إذا وضعنا جانبًا عوامل مثل حجم المصنع وموقعه وعناصر أخرى، يمكن أن تتأثر تكاليف التصنيع الآلي باستخدام الماكينات بنظام التحكم الرقمي بالعديد من العوامل.
إذا كنت شركة لتصميم المنتجات أو عميلاً يتطلع إلى الاستعانة بمصادر خارجية لمصنع، يمكنك تقدير سعر قطعة العمل الخاصة بك من خلال الخطوات التالية:
- أولاً، يمكنك أن تطلب من المصنع تقديم ترتيب أولي للعملية للأجزاء الرئيسية أو المعقدة، مفصلاً لكل عملية والوقت المستغرق لكل عملية.
- بناءً على التكلفة بالساعة للمعدات المطلوبة لكل عملية، يمكنك حساب تكلفة التصنيع الآلي. يمكنك أيضًا الاستفسار عن تكاليف المعدات المحددة من المورد.
- بعد ذلك، بإضافة تكاليف التغليف والنقل ورسوم الإدارة والأدوات والأرباح بشكل متناسب، نحصل على السعر. بالطبع، سيتأثر السعر أيضًا بشكل كبير بحجم الشراء السنوي ومدى تعقيد الجزء. يمكن أن يكون فرق سعر التصنيع باستخدام ماكينة بنظام التحكم الرقمي بين القطعة الواحدة وإنتاج الدُفعات كبيرًا جدًا، وهو أمر يسهل فهمه.
والآن، دعونا نحلل التركيبة المحددة لتكاليف التشغيل الآلي.
3 عوامل رئيسية تؤثر في تكاليف التصنيع باستخدام الحاسب الآلي
نظرًا للمرونة الكبيرة في المعالجة الميكانيكية، يمكن أن يكون للجزء العديد من ترتيبات المعالجة، لذلك يمكن أن تختلف التكاليف. في بعض الأحيان، قد يقترح الموردون سعرًا مرتفعًا من خلال اقتراح عملية معقدة ثم يستخدمون عملية أبسط للإنتاج الفعلي. لذلك، فإن فهم المشتري للرسومات ومعرفة معالجة القِطع يحدد مدى تحكمه في التكاليف، مما يجعل المعرفة الشاملة بالمعالجة الميكانيكية ضرورية لشراء القِطع الميكانيكية.
التكاليف المادية
عادةً ما تشمل مواد التصنيع الآلي باستخدام ماكينة بنظام التحكم الرقمي كلاً من المعادن والبلاستيك. عند حساب تكاليف التصنيع باستخدام الماكينات بنظام التحكم الرقمي، يتم استخدام عرض أسعار مورد المواد بشكل عام كمرجع. وللتوفير في تكاليف مواد الماكينات بنظام التحكم الرقمي، يحتاج مصنع الماكينات بنظام التحكم الرقمي إلى إقامة شراكة طويلة الأجل مع مورد المواد للحصول على تكاليف مواد تنافسية.
تكاليف التصنيع
تأتي معدات الإنتاج المختلفة بتكاليف مختلفة، مما يؤدي إلى اختلاف تكاليف العمالة. على سبيل المثال، المعدات المتخصصة التي تبلغ قيمتها 1 تيرابايت و50,000 تيرابايت ومعدات المعالجة التي تبلغ قيمتها 1 تيرابايت و300,000 تيرابايت ستكون تكاليفها مختلفة بشكل كبير. كما أن استخدام معدات متخصصة لإكمال منتج بوظائف مختلفة مقابل استخدام أجهزة متخصصة متعددة يؤدي أيضًا إلى تكاليف مختلفة.
على سبيل المثال، أجزاء الخراطة والطحن عالية الدقة التي تتم معالجتها باستخدام مخرطة ومركز التحكم الرقمي باستخدام الحاسب الآلي سيكلف بطبيعة الحال أكثر من استخدام ماكينة خراطة مركبة اقتصادية. غالبًا ما يستخدم المصنعون الأكبر حجمًا أدوات قياس عالية الدقة للوظائف الإضافية، مما يزيد من تكاليف المعدات.
1. حفر المواد الشائعة
- للقطر ≤ 2.5 مرة:
- القطر < 25 مم: قطر المثقاب × 0.05
- القطر 25-60 مم: قطر الحفر × 0.12 (الحد الأدنى للتكلفة ≥ $0.1)
- للقطر > 2.5 مرة: التكلفة الأساسية × نسبة القطر × 0.4
- لدقة قطر الثقب < 0.1 مم أو المسافة المركزية < 0.1 مم: التكلفة الأساسية × 5
- للنقر: قطر الصنبور × 0.2 (قياسي للحديد الزهر، الفولاذ = 1.2 ×)
- معالجة الدفعات: التكلفة القياسية × 0.2-0.8 (حسب حجم الدفعة ومدى تعقيدها)
2. معالجة المخرطة - عمود الدوران الدقيق العام
- للطول/القطر ≤ 10: الحجم الفارغ × 0.2 (الحد الأدنى $1)
- للطول/القطر > 10: التكلفة الأساسية × الطول/القطر × 0.15
- دقة < 0.05 مم أو مدببة: التكلفة الأساسية × 2
- العمود المتدرج العامودي: التكلفة الأساسية × 2
- عمود متدرج مع عمود مستدق أو خيط: التكلفة الأساسية × 3
- برغي رصاصي قياسي: التكلفة الأساسية × 4
- جزء الحافة العامة: قطر المادة × 0.07 (القطر > 430 مم: قطر المادة × 0.12)
- صامولة مستديرة: القطر × 0.25 (يشمل المادة)
- صامولة شبه منحرفة أو مثلثة الشكل: القطر × 0.3 (باستثناء المواد)
- الشجيرة العامة: المادة OD × 0.2 (نسبة القطر > 2: نسبة القطر × تكلفة القاعدة × 0.6)
- إصلاح المحامل: القطر 1.7 متر: التكلفة الأساسية × 2
- القطر > 40 مم: القطر × 0.2
3. طحن الفتحات
- الطول/العرض ≤ 10: العرض × 0.5 × 0.5 (الحد الأدنى $1)
- الطول/العرض > 10: الطول/العرض × التكلفة الأساسية × 0.1
- تحمّل المنصب: التكلفة الأساسية × 2
- الصلابة > HRC40: التكلفة الأساسية × 2
- طول/قطر عمود اللولب ≤ 5: قطر الجبيرة × 0.8 (الحد الأدنى $2)
- العتاد: الوحدة × أسنان × 0.5 (عجلة دودية × 1.2)
- الترس المخروطي المخروطي أو الترس المعدل: التكلفة الأساسية × 2
- الطائرة العامة: المساحة/100 × 0.2 (الحد الأدنى $1)
- ممل قطر الفتحة × 0.25
4. معالجة المنشار الشريطي
- Gالفولاذ المستدير العام، والأنابيب ذات الجدران السميكة، والقطع الفولاذية المربعة: $5T5 لكل ديسيمتر مربع ($1 دولار أمريكي كحد أدنى).
- قطع ألواح الصلب العامة، والحزّ، وقطع الزوايا: $1.3 لكل ديسيمتر مربع ($1.3 دولار أمريكي كحد أدنى).
5. قطع الأسلاك
- الأجزاء العامة: مساحة القطع (ملليمتر مربع) × 0.008 دولار.
- الأجزاء التي تتطلب لولبة الأسلاك: $1 دولار أمريكي إضافية لكل فتحة لولبية.
6. اللحام، والقطع بالغاز، والقطع بالبلازما
- قضيب لحام عادي، قطره 3.2 مم: $0.2 USد لكل قضيب.
- لحام الأجزاء المصبوبة TH506: $0.5 دولار أمريكي لكل قضيب.
- قطع الغاز: سُمك الصفيحة الحديدية (مم) × طول القطع (م).
- قطع الفولاذ المقاوم للصدأ بالبلازما: 3 أضعاف التكلفة الأساسية لقطع الغاز.
- قطع الفولاذ الكربوني: 2× التكلفة الأساسية لقطع الغاز 2×.
7. الوظائف العاجلة والوظائف الإضافية
- دقة الطحن المتفاوتة 0.005 مم: $6 دولار أمريكي/ساعة.
- تفاوت EDM 0.01 مم: $11 دولار أمريكي/ساعة.
- تفاوت EDM السلكي البطيء 0.005 مم: $14.5 دولار أمريكي/ساعة.
- تفاوت طحن المنحنى البصري 0.003 مم: $27 دولار أمريكي/ساعة.
المعالجة اللاحقة بعد التصنيع الدقيق
تشمل العديد من منتجات العملاء صناعات مختلفة وغالبًا ما تتطلب معالجة لاحقة، مثل الأكسدة والرش والمعالجة الحرارية وغيرها. تزيد هذه العمليات أيضًا من تكلفة المنتج. ولذلك، أثناء عملية تصميم المنتج، يجب على مهندس المشروع تحليل المنتج وتقييمه بدقة، مع الأخذ في الاعتبار فعالية التكلفة الإجمالية. من أجل التحكم الفعال في التكلفة، فإن اختيار عمليات التصنيع الدقيقة المناسبة والمعدات والمواد والاستعانة بمصادر خارجية هو أفضل نهج. من المهم عدم اختيار الشركة المصنعة لمجرد أن تكاليف معالجتها رخيصة.
تكاليف رش البلاستيك:
- دفعة كبيرة: $1.5 دولار أمريكي/متر مربع ($1.1 دولار أمريكي كحد أدنى).
- دفعة متوسطة: $2 دولار أمريكي/متر مربع ($2 دولار أمريكي كحد أدنى).
- دفعة صغيرة: $2.5 دولار أمريكي/متر مربع ($2.5 دولار أمريكي كحد أدنى).
تكاليف الطلاء بالزنك:
- الطلاء بالزنك الملون: $0.4 دولار أمريكي/كيلوغرام (الاستعانة بمصادر خارجية، على أساس سعر السوق).
- طلاء الزنك الأبيض: $0.45 دولار أمريكي/كيلوغرام (الاستعانة بمصادر خارجية، على أساس سعر السوق).
تكاليف الطلاء بالكروم:
- الطلاء بالكروم: $2.5 دولار أمريكي/كيلوغرام (الاستعانة بمصادر خارجية، على أساس سعر السوق).
تكاليف الطلاء بالنيكل:
- الطلاء بالنيكل: $1.5 دولار أمريكي/كيلوغرام (الاستعانة بمصادر خارجية، على أساس سعر السوق).
- طلاء بالنيكل الأسود: $1 دولار أمريكي/كيلوغرام (الاستعانة بمصادر خارجية، على أساس سعر السوق).
تكاليف الطلاء بالكروم:
- الطلاء بالألوان: $10 دولار أمريكي/متر مربع (الاستعانة بمصادر خارجية، على أساس سعر السوق).
تكاليف التعتيم:
- اسوداد: $0.3 دولار أمريكي/كيلوغرام (الاستعانة بمصادر خارجية، على أساس سعر السوق).
تكاليف الأنودة:
- أنودة بيضاء: $3 دولار أمريكي/متر مربع (الاستعانة بمصادر خارجية، على أساس سعر السوق).
- طلاء بأكسيد أسود: $4 دولار أمريكي/متر مربع (الاستعانة بمصادر خارجية، على أساس سعر السوق).
تكاليف طباعة الشاشة:
- صناعة الأفلام A4: $17 دولار أمريكي/ورقة (الاستعانة بمصادر خارجية، على أساس سعر السوق).
- صنع شاشة A4 شاشة A4: $17 دولار أمريكي/شاشة.
التكاليف الأخرى
تشمل التكاليف الأخرى تكاليف التغليف والنقل والتجميع والخردة. هذه نفقات أخرى محددة بدقة. في الواقع، هناك أيضًا تكاليف تشغيل المصنع، وتكاليف الكهرباء، وأشياء أخرى كثيرة. يعتمد ذلك على طريقة حساب التكاليف الخاصة بكل مصنع من مصانع الماكينات بنظام التحكم الرقمي. في عروض أسعار التصنيع باستخدام الماكينات بنظام التحكم الرقمي التي يتلقاها العملاء، ليس من المضمون أنهم سيرون التكاليف الأخرى الأكثر شمولاً المعروضة.
تكاليف التجميع:
- تكاليف عمالة التجميع داخل المصنع لا تشمل المثبتات والقطع القياسية وغيرها.
- دفعة كبيرة: 10 رنمينبي/ساعة.
- دفعة متوسطة: 15 رنمينبي/ساعة.
- دفعة صغيرة: 18 رنمينبي/ساعة.
تكاليف التعبئة والتغليف:
- تكاليف مواد التعبئة والتغليف على أساس الاستخدام الفعلي.
- تكاليف عمالة التعبئة والتغليف داخل المصنع:
- دفعة كبيرة 13 رنمينبي/ساعة.
- دفعة متوسطة 15 رنمينبي/ساعة.
- دفعة صغيرة 18 رنمينبي/ساعة.
- دفعة كبيرة يتم حساب تكاليف التجميع والتغليف على أساس النفقات الفعلية.
وبوجه عام، بالنسبة للدفعات المتوسطة والصغيرة، يتم حساب تكاليف التجميع والتعبئة والتغليف والنقل والخردة على أنها 15% من تكاليف المواد. وتغطي تكاليف النقل منطقة دلتا نهر اللؤلؤ فقط.
تكاليف النقل:
- يمكن الاطلاع على عروض أسعار تكاليف النقل بالشاحنات في "قائمة أسعار النقل لمسافات قصيرة".
- دفعة كبيرة: محسوبة على أساس النفقات الفعلية.
- الدفعات المتوسطة والصغيرة: محسوبة على أساس النفقات الفعلية.
- بالنسبة للنقل لمسافات طويلة أو التصدير، يتم حساب التكاليف بشكل منفصل.
تكاليف الخردة:
- تُحسب تكاليف خردة الدُفعات الكبيرة على النحو التالي:
تكلفة الخردة = تكلفة المواد لكل منتج × (2% ~ 5%).
ما سبق هو طرق بسيطة لحساب التكلفة. بالطبع، المصانع المختلفة لديها معاييرها المحاسبية الخاصة بها. هذا كمرجع فقط.
16 نصيحة تصميم لتخفيض التكلفة في التصنيع باستخدام الحاسب الآلي
يعد تصميم خفض التكاليف مهمة صعبة للغاية، ويفتقر العديد من مهندسي تصميم المنتجات إلى المعرفة في هذا المجال. لم يفكر أحد أصدقائي، وهو مصمم منتجات، في التكاليف كثيرًا في السنوات القليلة الأولى من عمله في تطوير المنتجات، معتقدًا خطأً أن "العميل أولاً" يعني تلبية احتياجات العميل، بينما يترك التكاليف لقسم التصنيع.
هذا مفهوم خاطئ حول تكاليف المنتج:
1. تلعب تكاليف المنتج دورًا حاسمًا في تطوير المنتج.
كما دعا إليه التطوير المتكامل للمنتجات (IPD)، فإن تطوير المنتج هو استثمار. إذا كانت تكلفة المنتج مرتفعة للغاية ولم تحقق الشركة أرباحًا، أو حتى تكبدت خسارة، فحتى لو كان العميل راضيًا عن المنتج، فإن تطوير المنتج هذا يعد إهدارًا لموارد الشركة ولا يخلق أي قيمة. وفي مثل هذه الحالات، سيتم القضاء على الشركة في نهاية المطاف.
2. يتم تحديد أكثر من 851 تيرابايت 3 تيرابايت من تكاليف المنتج من خلال تصميم المنتج، ويتم تحديد ما تبقى من التكاليف البالغة 151 تيرابايت 3 تيرابايت من خلال تصنيع المنتج.
إذا لم يتم إجراء تصميم المنتج الموجه نحو التكلفة أثناء تصميم المنتج، فسيؤدي ذلك إلى ارتفاع تكاليف الإنتاج النهائية. لتحسين تصميم المنتج، يجب تنفيذ تصميم المنتج الموجه نحو التكلفة.
لإجراء تصميم منتج موجه نحو التكلفة، يجب على الشركات والمهندسين أولاً تغيير طريقة تفكيرهم وزيادة الوعي بالتكلفة. على سبيل المثال، عندما يبدأ المهندسون في السهر والسهر على كل تفاصيل تصميم منتجاتهم، مثل:
- هل يجب أن يكون سمك الجدار 4 مم أو 5 مم؟
- هل يجب أن تكون الشريحة 0.3 مم أم 0.5 مم؟
- هل يجب أن يكون تفاوت البعد الحرج 0.05 مم أو 0.1 مم؟
يمكن للمرء أن يقول إن المهندس قد طور إحساسًا أوليًا بالتكلفة.
بدون هذا الوعي بالتكاليف، لا يكون المهندس مهندسًا حقيقيًا بل مجرد رسام يستخدم Creo أو UG أو SolidWorks.
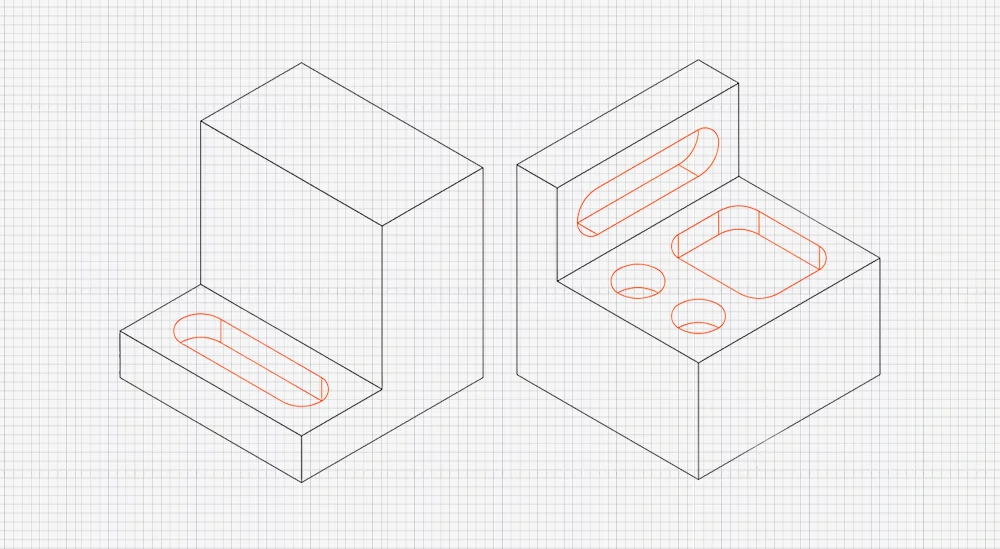
نصيحة تصميم تخفيض تكلفة التصنيع باستخدام الحاسب الآلي #1 - الزوايا العمودية الداخلية المبطنة
الكل أدوات CNC لها شكل أسطواني. عند تشغيل الفتحات آليًا، يتم تشكيل شريحة تتوافق مع حجم الأداة عند وصلة الوجه الرأسي للفتحة.
إذا كانت الشريحة عند وصلة الوجه الرأسي للفتحة صغيرة جدًا أثناء تصميم المنتج، فسوف يلزم استخدام أدوات أصغر. يؤدي ذلك إلى زيادة وقت التصنيع لأن الأدوات الأصغر حجمًا أقل كفاءة من الأدوات الأكبر حجمًا، مما يؤدي إلى زيادة وقت التصنيع والتكلفة.

لتقليل التكاليف:
- يجب ألا يقل حجم الشريحة عن ثلث عمق الفتحة على الأقل، وكلما كان حجمها أكبر كان ذلك أفضل.
- يجب أن تكون جميع الشرائح بنفس الحجم، مما يسمح باستخدام نفس الأداة في عملية التصنيع بالكامل.
- عند قاعدة الفتحة، قم بتصميم شريحة صغيرة جدًا (0.5 مم أو 1 مم)، أو احذف الشريحة.
- يجب أن يكون حجم الشريحة المثالي أكبر قليلاً من نصف قطر الأداة، مما يقلل من الحمل على الأداة أثناء التشغيل الآلي، وبالتالي يقلل من تكاليف التشغيل الآلي. على سبيل المثال، إذا كان عمق الفتحة 12 مم، فإن حجم الشريحة 5 مم أو أكبر يسمح باستخدام أداة قطرها 8 مم (نصف قطرها 4 مم) لضمان كفاءة التشغيل الآلي.
- إذا كان التصميم لا يتطلب أي شريحة، على سبيل المثال، إذا كان التصميم يحتاج إلى أن يتلاءم مع جزء مربع، يمكن للتصميم التالي تجنب الشريحة الأصغر:

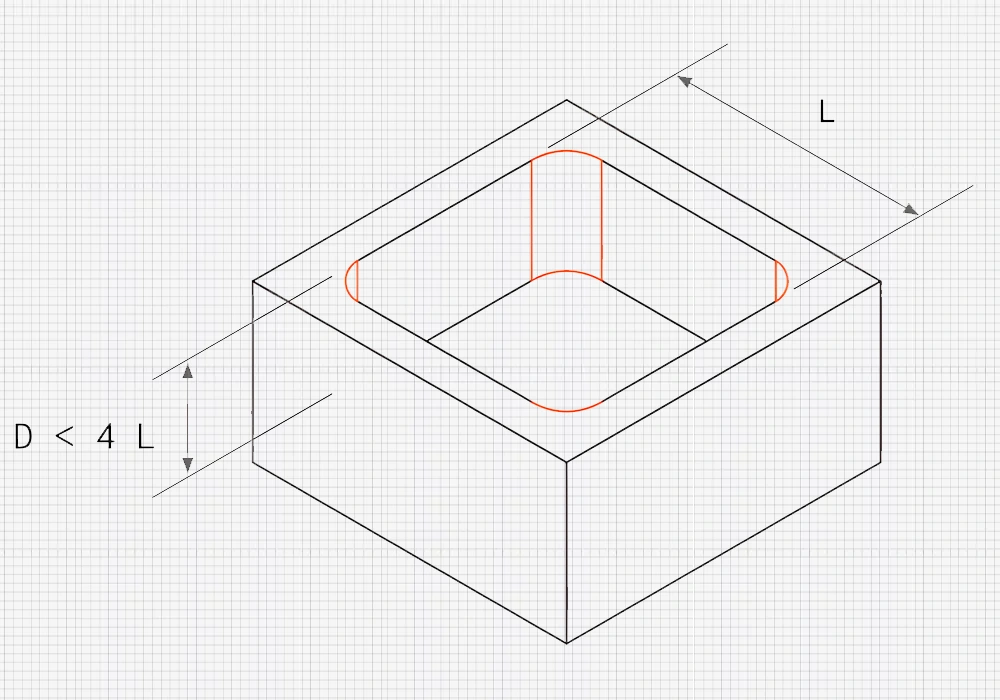
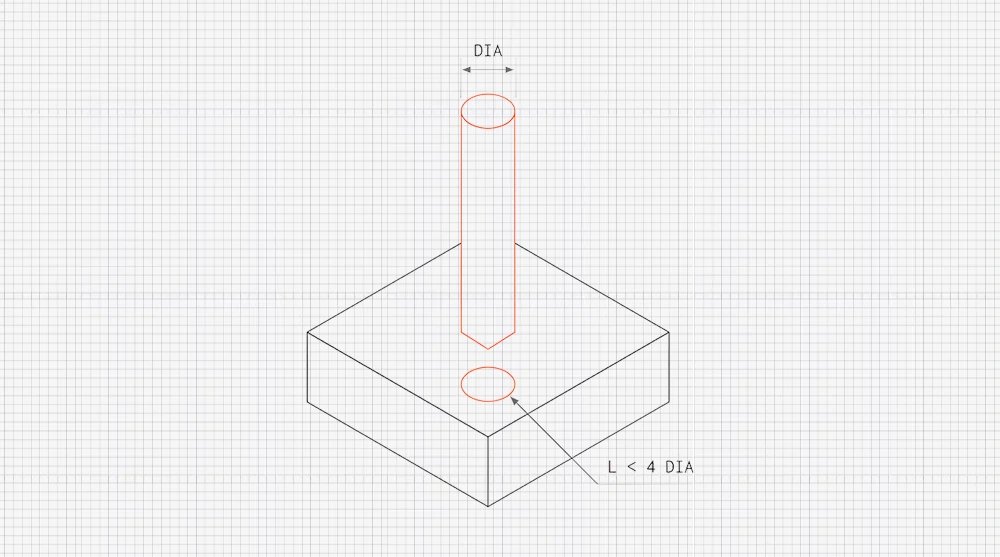
نصيحة تصميم تقليل تكلفة التصنيع باستخدام الحاسب الآلي #2 - تقليل عمق الفتحة
تؤثر فتحات التصنيع الآلي بشكل كبير على تكلفة القِطع لأنه يجب إزالة كمية كبيرة من المواد، مما يزيد من وقت التصنيع الآلي.
عمق أداة التحكم الرقمي باستخدام الحاسب الآلي له حدود. عندما يكون عمق الفتحة 2-3 أضعاف قطر الأداة، يكون أداء الماكينات أفضل. على سبيل المثال، يمكن لماكينة تفريز طرفية بقطر 12 مم أن تقوم بالتشغيل الآمن لشق بعمق فتحة يصل إلى 25 مم.
يمكن تشكيل فتحات أعمق، حتى 4 أضعاف قطر الأداة، ولكن هذا يزيد من التكاليف، خاصةً عند استخدام ماكينات CNC متعددة المحاور.
لتقليل التكاليف:
- يجب ألا يتجاوز عمق الفتحة 4 أضعاف الطول.
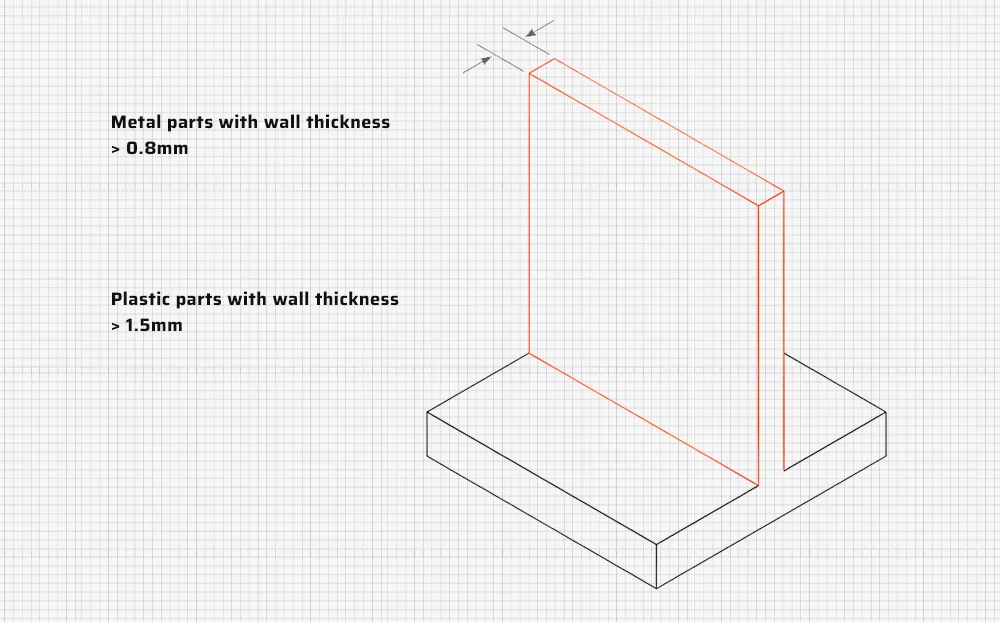
نصيحة تصميم تخفيض تكلفة التصنيع باستخدام الحاسب الآلي #3 - تجنب الجدران الرقيقة
ما لم يكن ذلك مطلوبًا، تجنب تصميمات الجدران الرقيقة لأنها تفتقر إلى القوة ومكلفة في الماكينة.
تكون الجدران الرقيقة عرضة للتشوه أو حتى التشقق أثناء التشغيل الآلي. لمنع ذلك، يلزم وجود مسارات تصنيع أكثر تعقيدًا، مما يستهلك المزيد من وقت التصنيع. تهتز الجدران الرقيقة أيضًا بسهولة، مما يجعل التصنيع الآلي عالي الدقة تحديًا كبيرًا.
لتقليل التكاليف:
- بالنسبة للأجزاء المعدنية، يجب ألا يقل سمك الجدار عن 0.8 مم، وكلما كان أكثر سمكًا كان أفضل.
- بالنسبة للأجزاء البلاستيكية، يجب ألا يقل سمك الجدار عن 1.5 مم، وكلما كان أكثر سمكًا كان أفضل.
- يمكن أن تكون الأجزاء المعدنية رفيعة حتى 0.5 مم، ويمكن أن تكون الأجزاء البلاستيكية رفيعة حتى 1 مم، ولكن لا يوصى بذلك.
عند تصميم الثقوب (بما في ذلك الثقوب من خلال الثقوب والثقوب اللولبية) أو الفتحات عند حواف القطع، غالبًا ما تحدث جدران رقيقة، لذا تأكد من اتباع إرشادات التصميم المذكورة أعلاه.
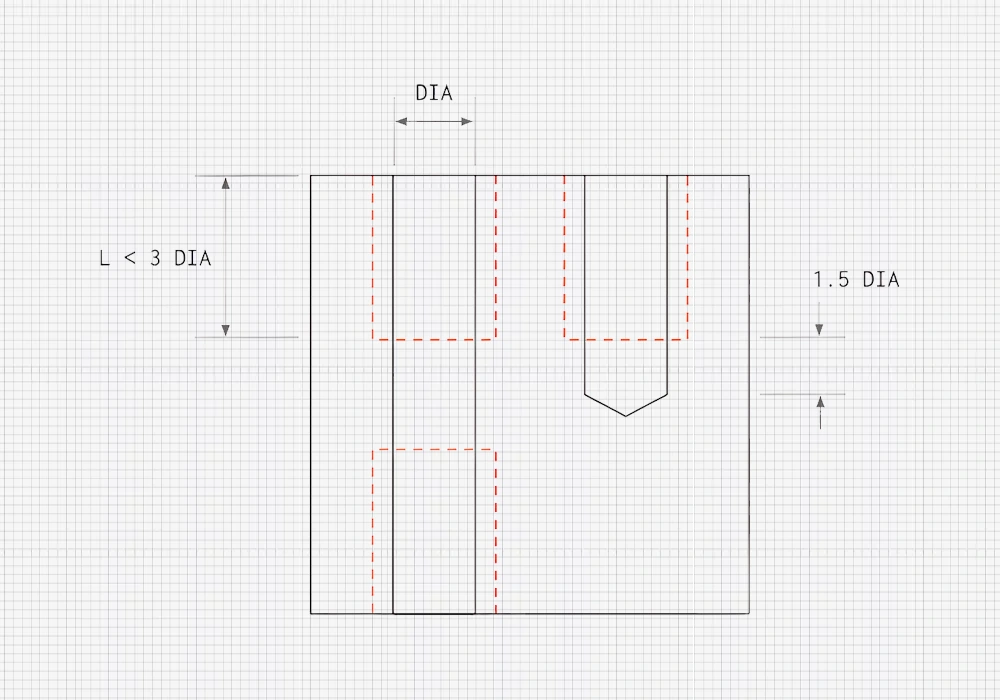
نصيحة تصميم تقليل تكلفة التصنيع باستخدام الحاسب الآلي #4 - تقليل عمق اللولبة
يزيد عمق اللولبة غير الضروري من تكاليف التصنيع الآلي باستخدام الحاسب الآلي لأنه يتطلب أدوات خاصة.
تذكر: لا يزيد عمق اللولب الطويل (أكثر من 3 أضعاف قطر الثقب) من قوة الوصلة.
لتقليل التكاليف:
- يجب ألا يتجاوز عمق اللولب 3 أضعاف قطر الثقب.
- بالنسبة للفتحات العمياء، اترك طولاً إضافياً بقطر 1/2 فتحة على الأقل في الأسفل.
نصيحة تصميم تخفيض تكلفة التصنيع باستخدام الحاسب الآلي #5 - تصميم ثقوب ذات حجم قياسي
باستخدام المثاقب القياسية، يمكن تشكيل الثقوب بسرعة وبدقة. أما الثقوب غير القياسية فتتطلب ثقوبًا غير قياسية تتطلب ماكينات تفريز نهائية، مما يزيد من التكاليف.
كما يجب ألا يتجاوز عمق الثقب 4 أضعاف القطر. يمكن تشكيل ثقوب عميقة (حتى 10 أضعاف القطر)، ولكن هذا يزيد من التكاليف بشكل حاد بسبب صعوبة التصنيع.
نصيحة تصميم خفض تكلفة التصنيع باستخدام الحاسب الآلي #6 - تجنب متطلبات تفاوت الدقة
تزيد التفاوتات الدقيقة من التكاليف بسبب خطوات التصنيع المعقدة، وزيادة وقت التصنيع الآلي، والمزيد من الفحص.
يجب تحديد تفاوتات أبعاد الجزء بعناية. تجنب تحديد التفاوتات المسموح بها للأبعاد العشوائية، وتحديد التفاوتات المسموح بها فقط عند الحاجة، مع تحديد التفاوتات المسموح بها بدقة كملاذ أخير.
إذا لم يتم تحديد التفاوتات المسموح بها في رسم الجزء، فسيتم تشكيل الجزء آليًا وفقًا للتفاوتات المسموح بها القياسية (± 0.2 مم أو أقل)، والتي غالبًا ما تكون كافية للأبعاد غير الحرجة، مما يقلل بشكل كبير من تكاليف التصنيع الآلي.
الميزات الداخلية أصعب في الحفاظ على تفاوتات الدقة. على سبيل المثال، عند تصنيع الثقوب أو الفتحات المتقاطعة، فإن الملامح الصغيرة العيوب مثل نتوءات تحدث بسهولة عند الحواف بسبب التشوه.
تتطلب هذه الميزات الفحص وإزالة الأزيز، وهو ما لا يمكن القيام به يدويًا فقط. العمل اليدوي مكلف ويستغرق وقتًا طويلاً، مما يزيد من التكاليف.
لتقليل التكاليف:
- لا تحدد التفاوتات المسموح بها بدقة إلا كملاذ أخير.
- يجب الإشارة إلى جميع الأبعاد من نفس المسند.
- تذكر: العلامة العشرية في التفاوت المسموح به مهمة. فهي تحدد مستوى الدقة وأداة القياس المطلوبة. على سبيل المثال، يمكن قياس خانتين عشريتين باستخدام الفرجار، وثلاث خانات عشرية باستخدام الميكرومتر أو CMM. لتقليل التكاليف، تجنب الخانات العشرية غير الضرورية.
- تحسين تصميم المنتج لتجنب التفاوتات في الدقة، مثل تقصير سلاسل الأبعاد أو استخدام ميزات تحديد الموقع.

نصيحة تصميم لخفض تكلفة التصنيع باستخدام الحاسب الآلي #7 - تقليل أوقات التثبيت
تقليل أوقات التشبيك إلى الحد الأدنى، ويفضل التشبيك مرة واحدة فقط.
على سبيل المثال، يتطلب الجزء الذي يحتوي على ثقوب عمياء على كلا الجانبين عمليتي تشبيك وتدوير وإعادة التشبيك بعد الانتهاء من أحد الجانبين لتشغيل الجانب الآخر.
يؤدي تدوير الجزء أو تغيير موضعه إلى زيادة تكاليف التصنيع الآلي، حيث يتم التشبيك عادةً يدويًا. بالنسبة لهياكل القِطع المعقدة, تركيبات التثبيت المخصصةs قد تكون مطلوبة، مما يزيد من التكاليف. قد تتطلب هياكل القِطع المعقدة للغاية ماكينات بنظام التحكم الرقمي متعددة المحاور، مما يزيد من التكاليف بسبب ارتفاع أسعار الساعة.
ضع في اعتبارك تقسيم الأجزاء المعقدة إلى أجزاء متعددة للتشغيل الآلي باستخدام الحاسب الآلي، ثم ربطها معًا باستخدام الخيوط أو اللحام.
لتقليل التكاليف:
- تصميم الأجزاء التي تتطلب تشبيكًا واحدًا فقط.
- إذا لم يكن ذلك ممكناً، قم بتقسيم الأجزاء المعقدة إلى عدة أجزاء، وقم بتثبيتها معاً بعد ذلك.
نصيحة تصميم لخفض تكلفة التصنيع باستخدام الحاسب الآلي #8 - تجنب الميزات الصغيرة ذات نسبة العرض إلى الارتفاع
في التصنيع الآلي باستخدام الحاسب الآلي، تهتز الملامح الصغيرة ذات نسب العرض إلى الارتفاع بسهولة، مما يجعل التصنيع الآلي الدقيق صعبًا.
لتجنب ذلك، يجب أن تكون هذه المعالم الصغيرة متصلة بجدران أكثر سمكاً أو مدعومة بأضلاع تقوية.
لتقليل التكاليف:
- تجنب تصميم ميزات ذات نسبة عرض إلى ارتفاع تتجاوز 4.
- قم بتوصيل الملامح الصغيرة بجدران أكثر سمكاً أو أضف أضلاع تقوية للدعم.

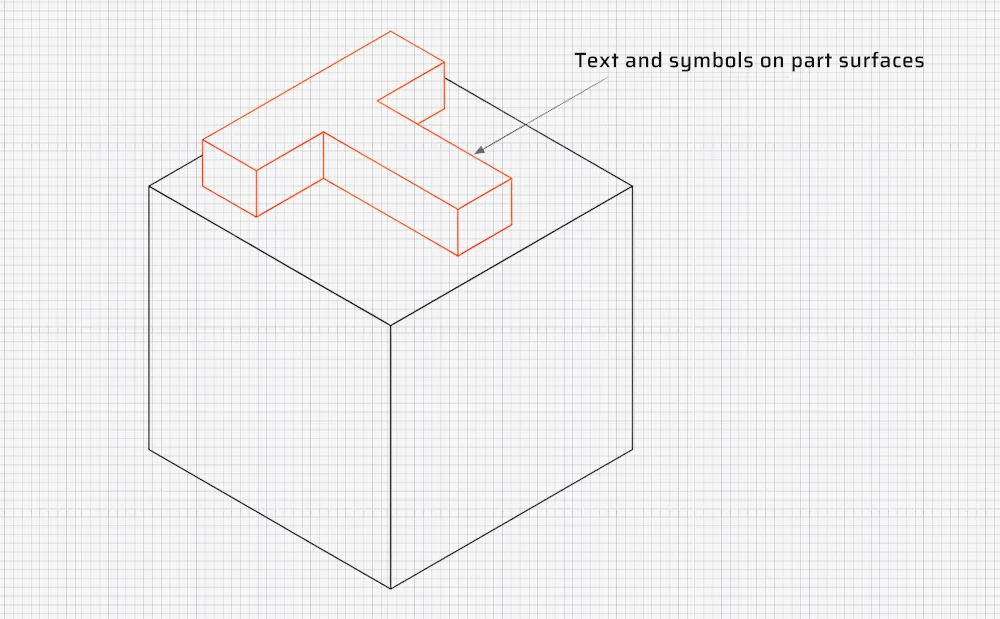
نصيحة تصميم تقليل تكلفة التصنيع باستخدام الحاسب الآلي #9 - إزالة النصوص والرموز من أسطح القِطع
يؤدي النص والرموز على أسطح القِطع إلى زيادة تكاليف الماكينات بنظام التحكم الرقمي بشكل كبير بسبب خطوات التصنيع الآلي الإضافية والمزيد من وقت التصنيع الآلي.
يمكن أن تضيف تقنيات المعالجة السطحية مثل الغربلة الحريرية أو الطلاء إضافة نصوص ورموز إلى القِطع بنظام التحكم الرقمي CNC بتكلفة أقل.
لتقليل التكاليف:
- قم بإزالة جميع النصوص والرموز من أسطح الأجزاء.
- إذا كانت النصوص والرموز ضرورية، فاختر النص والرموز الغائرة بدلاً من المرفوعة، حيث أن الأخيرة تزيل المزيد من المواد.
نصيحة تصميم تخفيض تكلفة التصنيع باستخدام الحاسب الآلي #10 - مراعاة قابلية تصنيع المواد
تشير قابلية تصنيع المواد إلى سهولة معالجة المواد.
تحسين قابلية التشغيل الآلي يجعل القطع أسهل لماكينات التحكم الرقمي CNC، مما يقلل من التكاليف.
تعتمد قابلية تصنيع المواد على الخصائص الفيزيائية. بشكل عام، تكون المواد الأكثر ليونة ذات ليونة أعلى أسهل في التشغيل الآلي.
على سبيل المثال، يتميز النحاس C360 النحاسي بأعلى قابلية للتشغيل الآلي، مما يسمح بالتشغيل الآلي عالي السرعة. ومن السهل أيضًا تصنيع سبائك الألومنيوم (Al 6061 و7075).
الصلب لديه قابلية تشغيل آلي ضعيفة. بالمقارنة مع سبائك الألومنيوم، يتطلب الفولاذ أكثر من ضعف وقت التشغيل الآلي. تختلف قابلية التشغيل الآلي لأنواع الفولاذ المختلفة. فالفولاذ المقاوم للصدأ 304 لديه مؤشر قابلية تشغيل آلي يبلغ 45%، بينما الفولاذ المقاوم للصدأ 303 لديه مؤشر 78%، وهذا الأخير أسهل في التشغيل الآلي.
تعتمد قابلية التشغيل الآلي للبلاستيك على الصلابة والخصائص الحرارية. في التصنيع الآلي باستخدام الحاسب الآلي، تذوب المواد البلاستيكية وتتشوه بسهولة في درجات الحرارة العالية.
POM هو البلاستيك الأسهل في الماكينات بنظام التحكم الرقمي، يليه ABS. ويُعد كل من PEEK والنايلون من البلاستيك الهندسي الصعب التصنيع آليًا.
لتقليل التكاليف:
- اختر مواد ذات قابلية جيدة للتشغيل الآلي حيثما أمكن.
نصيحة تصميم لخفض تكلفة التصنيع باستخدام الحاسب الآلي #11 - ضع في اعتبارك أسعار المواد الخام الفارغة
تُعد أسعار المواد الخام الفارغة عاملاً رئيسياً آخر في تكاليف التصنيع باستخدام الحاسب الآلي.
يوضح الجدول أدناه أسعار فراغات المواد الخام المعدنية والبلاستيكية الشائعة (المقاس: 150 × 150 × 25 مم).
| المواد | سعر فارغ (للمقارنة) |
|---|---|
| ألومنيوم 6061 | $25 دولار أمريكي |
| ألومنيوم 7075 | $80 دولار أمريكي |
| الفولاذ المقاوم للصدأ 304 | $90 دولار أمريكي |
| الفولاذ المقاوم للصدأ 303 | $145 دولار أمريكي |
| نحاس C360 | $145 دولار أمريكي |
| ABS | $17 دولار أمريكي |
| نايلون 6 | $30 دولار أمريكي |
| بوم | $25 دولار أمريكي |
| بيك | $280 دولار أمريكي |
من الواضح أن الألومنيوم 6061 مادة فعّالة من حيث التكلفة، حيث تتميز بأسعارها المنخفضة للقطع الفارغة وقابليتها الجيدة للتشغيل الآلي، مما يجعلها مناسبة للنماذج الأولية.
يتميز كل من الفولاذ المقاوم للصدأ 303 والنحاس C360 بقابلية جيدة للتشغيل الآلي، ولكن أسعار الفراغات مرتفعة، مما يجعلها مناسبة للإنتاج بكميات كبيرة فقط. تتم موازنة السعر المرتفع للفراغات من خلال أوقات التصنيع القصيرة من خلال وفورات الحجم.
تتشابه أسعار المواد البلاستيكية مثل ABS، والنايلون، وبوم POM مع الألومنيوم 6061. ومع ذلك، فهي أصعب في التصنيع الآلي، مما يجعل تكاليف التصنيع باستخدام الحاسب الآلي أعلى. PEEK باهظة الثمن للغاية، ولا تُستخدم إلا عند الضرورة.
لتقليل التكاليف:
- اختر المواد ذات الأسعار الفارغة المنخفضة، خاصة للدفعات الصغيرة.
نصيحة تصميم تخفيض تكلفة التصنيع باستخدام الحاسب الآلي #12 - مراعاة حجم الفراغات
يؤثر حجم الفراغات على تكاليف التصنيع باستخدام الحاسب الآلي. لضمان دقة الأبعاد، يجب تشكيل المواد من جميع جوانب الجزء، مما يزيد من تكاليف المواد بشكل كبير، خاصةً بالنسبة للدفعات الكبيرة.
بشكل عام، يجب أن يكون حجم الفراغ أكبر من حجم الجزء بمقدار 3 مم على الأقل. على سبيل المثال، بالنسبة للجزء بحجم 30 × 30 × 30 مم، يمكن اختيار حجم فارغ بحجم 35 × 35 × 35 مم. بالنسبة للجزء بحجم 27 × 27 × 27 × 27 مم، يمكن اختيار حجم فارغ بحجم 30 × 30 × 30 مم، مما يوفر بعض تكاليف المواد.
لتقليل التكاليف:
- يجب أن يكون حجم الفراغ أكبر من حجم القطعة بمقدار 3 مم على الأقل.
- استشر الموردين لمعرفة أحجام الفراغات القياسية وصمم قطعًا قريبة من أحجام الفراغات لتقليل هدر المواد.

نصيحة تصميم تقليل تكلفة التصنيع باستخدام الحاسب الآلي #13 - تجنب المعالجات السطحية المتعددة
تعمل المعالجات السطحية على تحسين مظهر القِطع بنظام التحكم الرقمي ومقاومتها للبيئات القاسية ولكنها تزيد من التكاليف.
إذا كانت القِطع التي تعمل بنظام التحكم الرقمي تتطلب معالجات سطحية متعددة ومختلفة، فإن التكاليف تزداد أكثر بسبب الخطوات الإضافية، مثل إخفاء بعض الأسطح.
لتقليل التكاليف:
- إلغاء المعالجة السطحية.
- تجنب المعالجات السطحية المتعددة.

نصيحة تصميم تخفيض تكلفة التصنيع باستخدام الحاسب الآلي #14 - الإنتاج الضخم
في التصنيع الآلي باستخدام الحاسب الآلي، يؤثر حجم دفعة القِطع على تكاليف التصنيع الآلي. عندما يكون حجم الدُفعة صغيرًا، تكون تكاليف الإعداد الأولي للماكينة بنظام التحكم الرقمي مرتفعة لكل جزء. عندما يكون حجم الدفعة كبيرًا، تكون تكاليف الإعداد أقل لكل جزء.
كلما كان حجم الدفعة أكبر، انخفضت تكلفة التصنيع باستخدام الحاسب الآلي. وهذا أكثر وضوحًا بالنسبة لأحجام الدفعات الصغيرة جدًا. حتى الزيادة الصغيرة في الكمية تقلل التكاليف بشكل حاد.
تؤدي زيادة حجم الدفعة من 1 إلى 5 إلى تقليل تكاليف القِطع بأكثر من 501 تيرابايت 3 تيرابايت.
لتقليل التكاليف:
- يقلل الإنتاج الضخم من التكاليف. ضع طلباً أكبر بدلاً من عدة طلبات أصغر حجماً.

نصيحة تصميم الحد من تكلفة التصنيع باستخدام الحاسب الآلي #15 - تصميم أجزاء متناظرة محوريًا
يمكن تصنيع القِطع المتماثلة محوريًا على مخرطة أو ماكينة تفريز بمعدلات ساعة للماكينة أقل بكثير من مراكز الماكينات ثلاثية المحاور أو خماسية المحاور.
لتقليل التكاليف:
- تصميم أجزاء متماثلة محورياً حيثما أمكن.
نصيحة تصميم لخفض تكلفة التصنيع باستخدام الحاسب الآلي #16 - استخدام عمليات تصنيع أخرى لتحل محل التصنيع باستخدام الحاسب الآلي
كما هو مذكور في بداية هذه المقالة، فإن التصنيع الآلي باستخدام الحاسب الآلي عملية مكلفة.
وبالتالي، بغض النظر عن كيفية خفض التكاليف، تظل التكاليف مرتفعة.
في تكنولوجيا المعالجة الحديثة، ضع في اعتبارك استخدام عمليات أخرى بدلاً من الحاسب الآلي الرقمي، بدلاً من التركيز على الحاسب الآلي الرقمي. لا يعني مجرد استخدام الجيل السابق من المنتجات باستخدام الحاسب الآلي باستخدام الحاسب الآلي أن منتج الجيل الجديد يجب أن يستخدم الحاسب الآلي باستخدام الحاسب الآلي.

كما هو موضح أدناه، بالنسبة للدفعات الصغيرة، فإن الطباعة ثلاثية الأبعاد أرخص من التصنيع باستخدام الحاسب الآلي. أما بالنسبة للدفعات الأكبر، فإن عمليات التشكيل مثل الصب الاستثماري والقولبة بالحقن أرخص من التصنيع باستخدام الحاسب الآلي.
| كمية الجزء | <10 | 10~100 | 100~1000 | >1000 |
|---|---|---|---|---|
| بلاستيك | الطباعة ثلاثية الأبعاد | الطباعة ثلاثية الأبعاد (ضع في اعتبارك الطباعة باستخدام الحاسب الآلي الرقمي) | التحكم الرقمي باستخدام الحاسب الآلي (ضع في اعتبارك القولبة بالحقن) | القولبة بالحقن |
| معدن | الطباعة ثلاثية الأبعاد والتصنيع باستخدام الحاسب الآلي | CNC (ضع في اعتبارك الطباعة ثلاثية الأبعاد) | التصنيع باستخدام الحاسب الآلي الرقمي (ضع في اعتبارك الصب الاستثماري) | الصب الاستثماري أو الصب بالقالب |
في كثير من الحالات، تكون الطباعة ثلاثية الأبعاد أفضل من التصنيع باستخدام الحاسب الآلي:
- يمكن للطباعة ثلاثية الأبعاد معالجة أشكال هندسية أكثر تعقيدًا.
- يمكن للطباعة ثلاثية الأبعاد توفير عينات في غضون 24 ساعة.
- عادةً ما تكون الطباعة ثلاثية الأبعاد أرخص للكميات الصغيرة.
- يمكن للطباعة ثلاثية الأبعاد معالجة المواد التي يصعب تشغيلها آليًا باستخدام التحكم الرقمي باستخدام الحاسب الآلي، مثل السبائك الفائقة.
لتقليل التكاليف:
- استخدام عمليات أخرى لتحل محل CNC.
ملاحظة: وينطبق الأمر نفسه على عمليات التصنيع والتثبيت الأخرى، بما في ذلك عمليات التصنيع والتثبيت الأخرى، بما في ذلك القولبة بالحقن والختم واللحام و التثبيت. في بداية تصميم المنتج، يجب بذل الجهود لإيجاد عملية أفضل. هناك بالتأكيد عملية أفضل، ولكنك لا تعرفها بعد.











