Nitowanie części metalowych, znane również jako połączenie nitowe, to termin mechaniczny, który obejmuje użycie siły osiowej do odkształcenia trzonu nitu wewnątrz otworu nitu, tworząc łeb nitu, a tym samym łącząc wiele części.
Nitowanie części z tworzyw sztucznych obejmuje elementy z tworzyw sztucznych jako główny korpus, podczas gdy połączone części mogą być elementami z tworzyw sztucznych, częściami metalowymi (np. blachami), elementami elektrycznymi (np. płytkami drukowanymi), tkaninami (np. tkaniną siatkową) itp. W przeciwieństwie do nitowania metali, które wymaga dodatkowych nitów lub słupków nitów, nitowanie tworzyw sztucznych bezpośrednio wykorzystuje struktury z tworzyw sztucznych, takie jak kolumny lub żebra wyrastające z plastikowego korpusu. Struktury te przechodzą przez połączone części, a wystające kolumny lub żebra są podgrzewane, zmiękczane i formowane pod naciskiem głowicy nitującej. Po schłodzeniu nitowanie jest zakończone.

Procesy nitowania oparte na metodach ogrzewania:
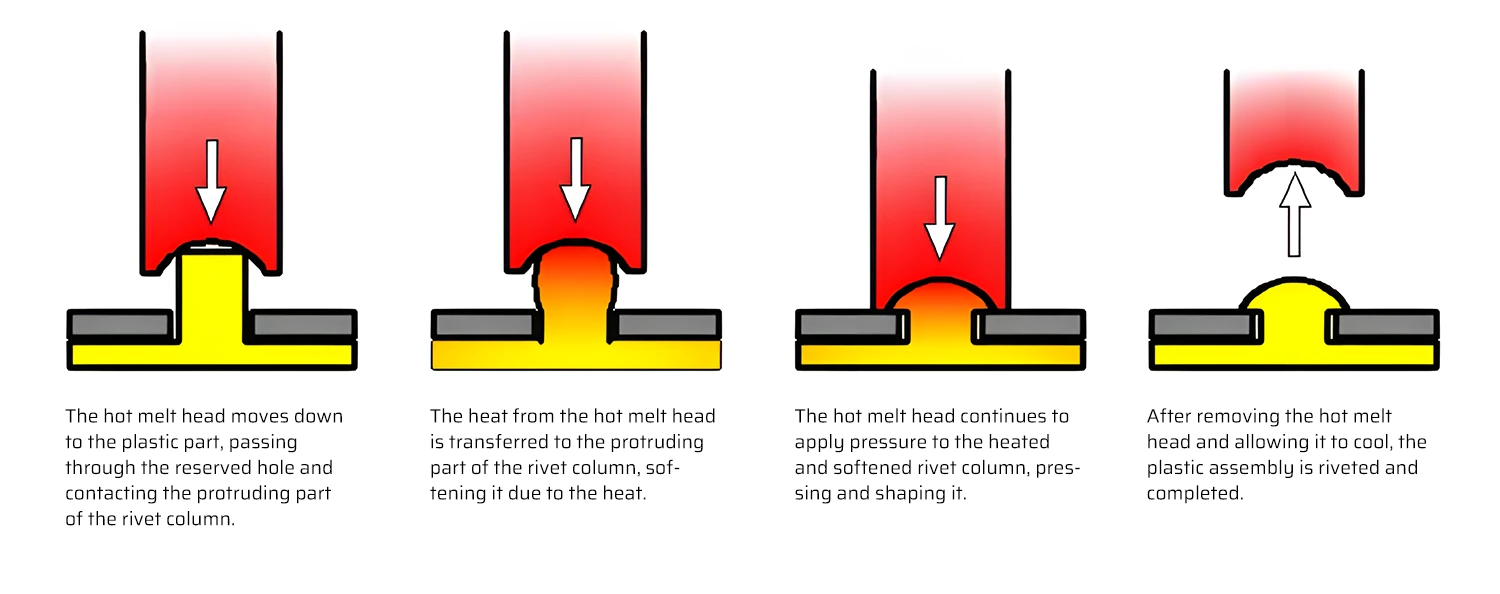
Nitowanie na gorąco:
Jest to metoda nitowania kontaktowego. Niektóre techniki obejmują umieszczenie rurki grzewczej wewnątrz głowicy nitującej w celu podgrzania metalowej głowicy nitującej. Skutkuje to większą metalową głowicą nitującą i niższą wydajnością ogrzewania. Obecnie powszechna technologia wykorzystuje zasady ogrzewania impulsowego o wysokiej częstotliwości, aby umożliwić samoczynne nagrzewanie się metalowej głowicy nitującej, eliminując potrzebę stosowania bloków lub rur grzewczych do przewodzenia ciepła. Zwiększa to wydajność ogrzewania i skutkuje mniejszą metalową głowicą nitującą, dzięki czemu nadaje się do większej liczby zastosowań.
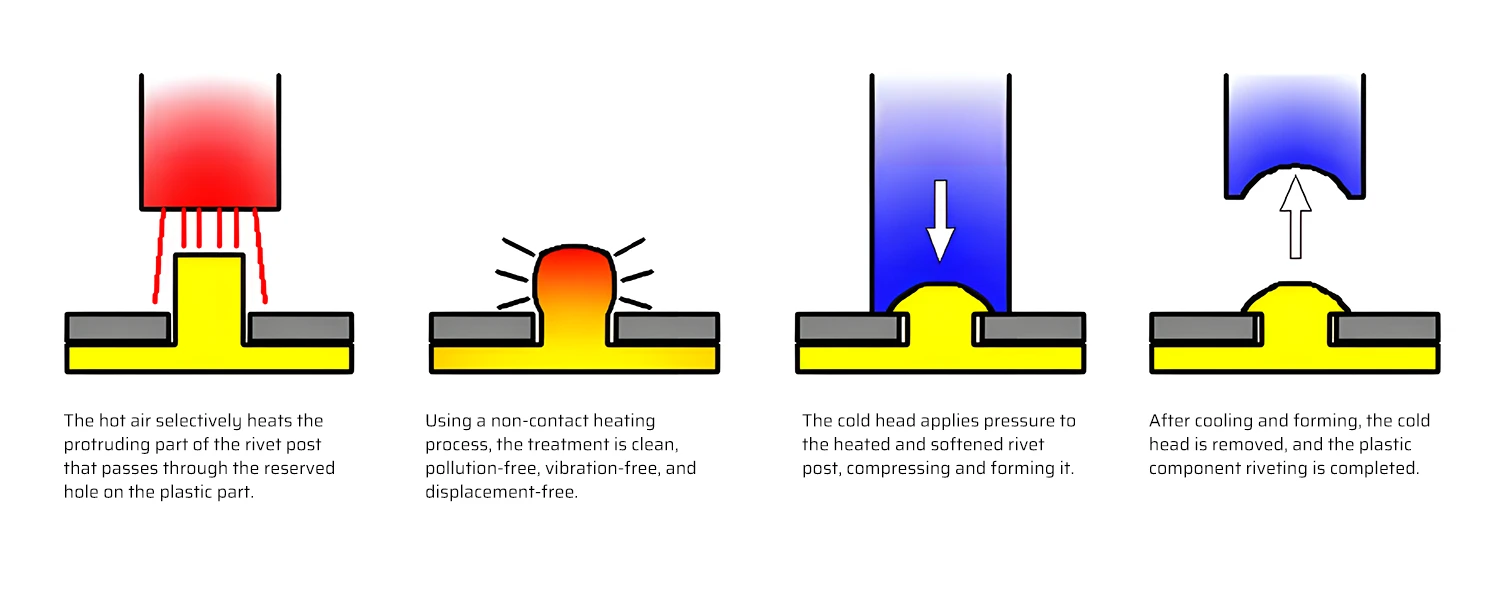
Nitowanie gorącym powietrzem:
Proces nitowania gorącym powietrzem wykorzystuje głównie gorące powietrze jako źródło ciepła do podgrzewania i formowania kolumny nitu. Cały proces obejmuje dwa etapy:
W pierwszym etapie gorące powietrze równomiernie podgrzewa kolumnę nitu do stanu plastycznego. Stabilna temperatura i równomierny przepływ powietrza mają kluczowe znaczenie dla skutecznego podgrzewania kolumny nitu.
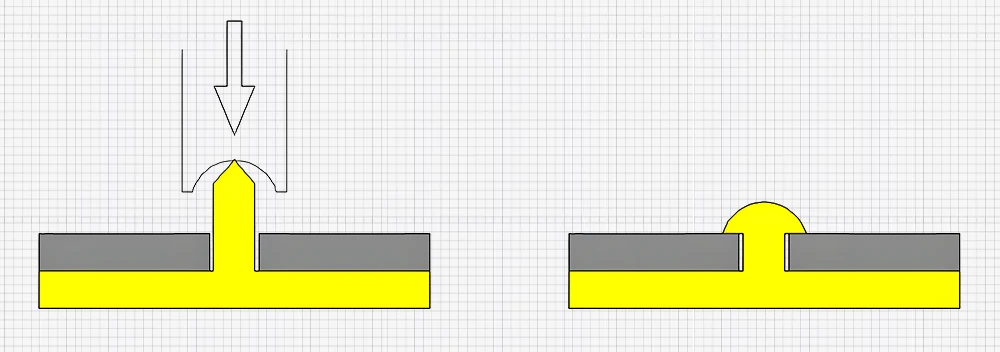
W drugim etapie, głowica nitująca na zimno dociska zmiękczoną kolumnę nitu, tworząc mocny łeb nitu. Ponieważ kolumna nitu została w pełni podgrzana i zmiękczona, uformowany łeb nitu może bezpiecznie przymocować nitowane części. Podczas nitowania gorącym powietrzem na zimno dopasowanie między kolumną nitu a otworami w nitowanych elementach nie powinno być zbyt luźne. Jeśli szczelina jest zbyt duża, zmiękczone tworzywo sztuczne może wypełnić szczeliny podczas procesu nitowania, prowadząc do niewystarczającego rozmiaru łba nitu.
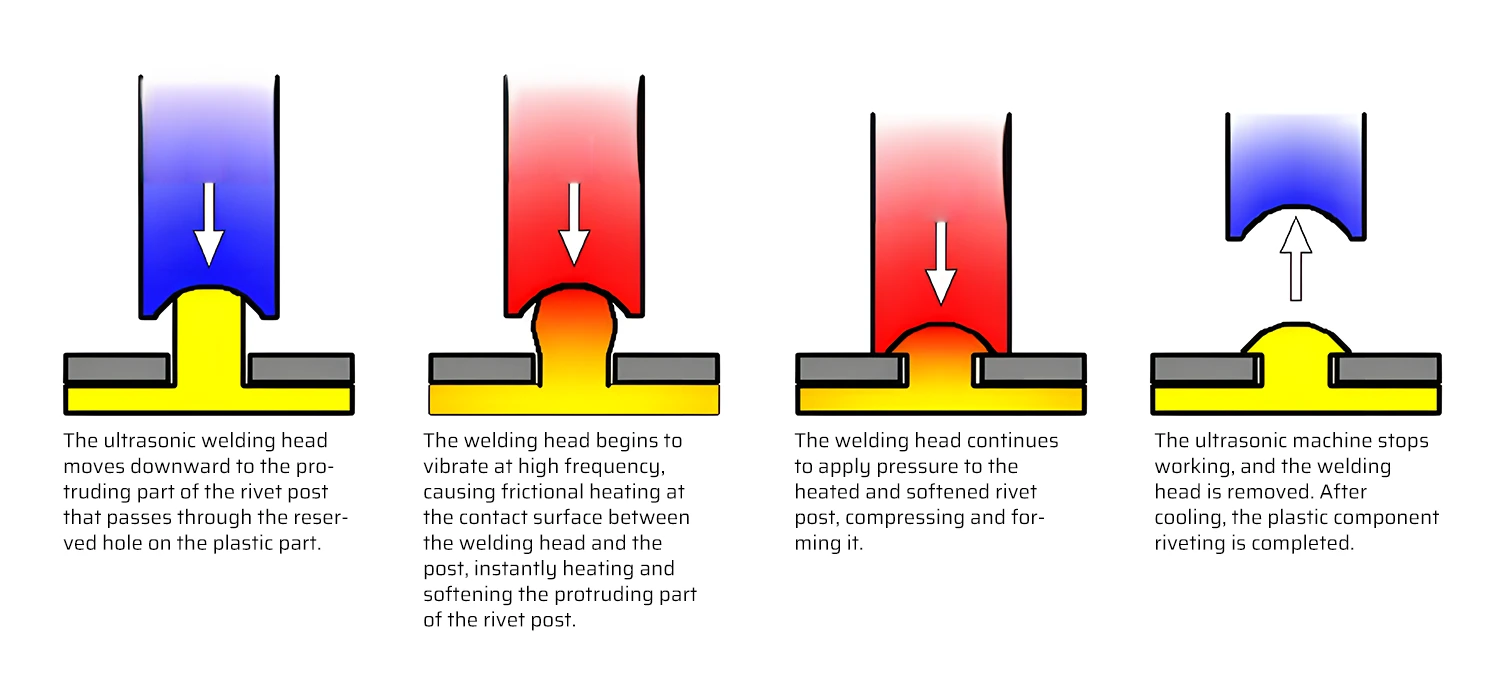
Nitowanie ultradźwiękowe:
Jest to również metoda nitowania kontaktowego. Proces wygląda następująco:
Wybór odpowiedniego procesu nitowania: Plusy i minusy
Wspólne korzyści:
- Prosta struktura części z tworzywa sztucznego, zmniejszająca koszty formowania.
- Prosty proces montażu, brak konieczności stosowania dodatkowych materiałów lub elementów złącznych, wysoka niezawodność.
- Wiele punktów nitowania może być nitowanych jednocześnie, co znacznie poprawia wydajność montażu.
- Nadaje się do łączenia nie tylko części plastikowych, ale także metalowych i innych części niemetalowych, zwłaszcza w ograniczonych przestrzeniach.
- Części nitowane są odpowiednie do długotrwałych wibracji mechanicznych i ekstremalnych warunków środowiskowych.
- Prosta obsługa, oszczędność energii, szybkość, łatwa wizualna kontrola jakości produktu.
Typowe wady:
- Wymaga dodatkowego sprzętu i narzędzi do nitowania.
- Nie nadaje się do zastosowań wymagających dużej wytrzymałości lub długotrwałego obciążenia.
- Stałe połączenie, nieodpowiednie do odłączanych lub naprawianych aplikacji.
- Po awarii trudno jest go naprawić, co wymaga rozważenia redundancji w fazie projektowania, jeśli to konieczne.
Konkretne porównanie zalet i wad:
| Pozycja porównawcza | Nitowanie na gorąco | Nitowanie gorącym powietrzem | Nitowanie ultradźwiękowe |
|---|---|---|---|
| Siła nitowania | Metalowa głowica topiąca działa bezpośrednio na słupek nitu, topiąc się podczas wciskania, co powoduje duże naprężenia. Wytrzymałość po nitowaniu jest zawodna i wrażliwa na wibracje. | Cały słupek nitu jest podgrzewany, co skutkuje niskim naprężeniem. Wytrzymałość po nitowaniu jest wysoka i niewrażliwa na wibracje. | Ultradźwiękowa głowica spawalnicza działa bezpośrednio na słupek nitu wibracjami o wysokiej częstotliwości, powodując duże naprężenia. Wytrzymałość po nitowaniu jest niewiarygodna. |
| Efekt utrwalenia | Głowica zaciskająca działa na trzpień nitu, jednocześnie zmiękczając go i zaciskając. Korzeń nitu nie może całkowicie zmięknąć, co prowadzi do przerw w montażu produktu i wadliwych efektów mocowania. | Doskonały. Cały słupek nitu mięknie i szybko formuje się pod naciskiem, całkowicie wypełniając szczeliny montażowe. | Głowica spawalnicza oddziałuje na trzpień nitu, jednocześnie zmiękczając go i dociskając. Korzeń nitu nie może całkowicie zmięknąć, co prowadzi do przerw w montażu produktu i wadliwych efektów mocowania. |
| Prędkość nitowania | Mały nit punktowy: 6-10s, Duży nit punktowy: 50-60s | 6-10 s ogrzewania, 2 s chłodzenia | Mniej niż 5 sekund |
| Elastyczność sprzętu | Ogrzewanie i nitowanie są zintegrowane, dostosowane do produktu, co sprawia, że przezbrojenie jest skomplikowane. | Ogrzewanie i nitowanie na zimno można regulować niezależnie. Dysza powietrzna może być dostosowana do słupka nitu, a temperatura punktu nitowania jest regulowana niezależnie. | Jeśli jest to zintegrowana głowica spawalnicza, głębokość lub amplituda punktu nitowania nie może być niezależnie kontrolowana. |
| Wygląd punktu nitowania | Jasna i piękna powierzchnia, łatwa do rysowania przewodów. | Może osiągnąć jasność, głównie matową powierzchnię, bez rysowania drutu. | Jasna i piękna powierzchnia. |
| Możliwość dostosowania materiału | Włókno szklane może się wytrącać, wpływając na wygląd. | Może nitować prawie wszystkie popularne materiały termoplastyczne i materiały z włókna szklanego. | Nitowanie materiałów z włókna szklanego jest niemożliwe lub trudne. |
| Wpływ na produkt | Podczas nitowania kontaktowego ciepło z głowicy topiącej może wpływać na komponenty lub powierzchnię produktu w pobliżu nitu. | Bezdotykowe nitowanie grzewcze, nie uszkadza komponentów ani wyglądu produktu. | Wibracyjne nitowanie grzewcze, wibracje mogą uszkodzić komponenty. |
| Koszt sprzętu | Niski | Średni | Wysoki |
Inne aspekty:
Nitowanie na gorąco:
Zalety są oczywiste. Głowica nitująca jednocześnie podgrzewa kolumnę nitu i formuje łeb nitu. Pozwala to na bardzo kompaktową konstrukcję sprzętu, szczególnie przydatną w przypadku małych komponentów z blisko rozmieszczonymi kolumnami nitów z tworzywa sztucznego.
Istnieją jednak również istotne wady. Jeśli łeb nitu nie ostygnie całkowicie, ciepło resztkowe może spowodować przyklejenie się plastiku do łba nitu, co skutkuje filamentacją. Łeb nitu wymaga częstej wymiany. Nie nadaje się do większych kolumn nitów, ponieważ coraz trudniej jest przenosić ciepło powierzchniowe do środka i dołu kolumny nitu, potencjalnie powodując zjawisko zimnego rdzenia i niewystarczające wypełnienie szczeliny między kolumną nitu a połączoną częścią. Ponadto, produkty wykonane przy użyciu nitowania na gorąco mają tendencję do stosunkowo wysokiego naprężenia szczątkowego i niższej wytrzymałości na wyrywanie. W związku z tym nie nadaje się do produktów o wysokich wymaganiach w zakresie pozycjonowania i mocowania.
Nitowanie gorącym powietrzem:
Ponieważ plastikowa kolumna nitu jest równomiernie podgrzewana w środowisku gorącego powietrza o wysokiej temperaturze, plastikowa kolumna nitu mięknie całkowicie od wewnątrz na zewnątrz, skutecznie zmniejszając naprężenia wewnętrzne po uformowaniu. W drugim etapie głowica nitująca na zimno dociska i formuje całkowicie zmiękczony materiał z tworzywa sztucznego, który może szybko wypełnić ponad 90% szczeliny montażowej między połączoną częścią a kolumną nitu, uzyskując bardzo dobry efekt mocowania.
Nitowanie ultradźwiękowe:
Siła nitowania i efekt mocowania są podobne do nitowania na gorąco. Jednakże, ponieważ nitowanie ultradźwiękowe generuje ciepło poprzez tarcie, po uformowaniu punktu nitu generator ultradźwięków przestaje działać. W przeciwieństwie do nitowania na gorąco, ultradźwiękowa głowica spawalnicza nie przenosi ciepła, zmniejszając prawdopodobieństwo powstawania włókien. Nitowanie ultradźwiękowe trwa również najkrócej.
W przypadku nitowania ultradźwiękowego kolumna nitu nie powinna być projektowana na płaszczyznach o znacznych różnicach wysokości, ponieważ może to powodować różnice amplitudy w różnych punktach nitu, prowadząc do nierównomiernego nagrzewania i potencjalnie luźnych lub zdegradowanych kolumn. Rozstaw kolumn jest również ograniczony, jeśli używana jest pojedyncza głowica spawalnicza. W przeciwieństwie do tego, procesy nitowania gorącym stopem lub gorącym powietrzem pozwalają na projektowanie kolumn nitów na różnych płaszczyznach i mogą osiągnąć nitowanie wielopunktowe jednocześnie, nawet na znacznych odległościach.
Możliwość dostosowania materiału:
Nitowanie jest odpowiednie tylko dla termoplastycznych tworzyw sztucznych, które mogą się topić w określonym zakresie temperatur. Tworzywa termoutwardzalne twardnieją w określonej temperaturze i są trudne do nitowania przy użyciu trzech metod opisanych powyżej. Dlatego też ludzie często wybierają termoplastyczne tworzywa sztuczne do nitowania, a konstrukcje produktów często obejmują termoplastyczne tworzywa sztuczne.
Tworzywa termoplastyczne dzielą się dalej na tworzywa amorficzne (znane również jako niekrystaliczne) i krystaliczne (znane również jako półkrystaliczne).
Niekrystaliczne tworzywa sztuczne:
Mają one nieuporządkowany układ molekularny i wyraźną temperaturę (Tg, temperatura zeszklenia), w którym materiał stopniowo mięknie, topi się i płynie. Takie tworzywa sztuczne nadają się do wszystkich trzech procesów nitowania.
Półkrystaliczne tworzywa sztuczne:
Mają one uporządkowany układ molekularny z wyraźną temperaturą topnienia (Tm) i temperaturą rekrystalizacji. Przed osiągnięciem temperatury topnienia półkrystaliczne tworzywa sztuczne pozostają w stanie stałym. Gdy temperatura osiągnie temperaturę topnienia, łańcuchy molekularne zaczynają się poruszać, a tworzywo sztuczne zaczyna się topić. Jeśli temperatura spadnie, tworzywo sztuczne szybko się zestali.
Ze względu na podwójną funkcję podgrzewania kolumny nitu i formowania punktu nitu, półkrystaliczne tworzywa sztuczne są bardziej odpowiednie do nitowania na gorąco.
Półkrystaliczne tworzywa sztuczne mają regularną, sprężystą strukturę molekularną, która łatwo pochłania energię drgań ultradźwiękowych o wysokiej częstotliwości, co utrudnia generowanie ciepła na złączu nitowym. Półkrystaliczne tworzywa sztuczne często mają wysoką temperaturę topnienia, co wymaga wystarczającej energii ultradźwiękowej do stopienia tworzywa sztucznego. W związku z tym są one trudniejsze do nitowania niż tworzywa niekrystaliczne. Osiągnięcie wyższej jakości nitowania w przypadku półkrystalicznych tworzyw sztucznych wymaga uwzględnienia większej liczby czynników, takich jak wyższa amplituda, odpowiednia konstrukcja złącza, kontakt głowicy spawalniczej, odległość spawania i uchwyty spawalnicze. Aby skoncentrować energię ultradźwiękową, górna część kolumny nitu powinna być zaprojektowana tak, aby minimalizować początkowy kontakt z głowicą spawalniczą.
Dodatkowe właściwości materiału, które wpływają na nitowanie ultradźwiękowe, obejmują twardość (wyższa twardość ogólnie poprawia nitowanie ultradźwiękowe), temperaturę topnienia (wyższe temperatury topnienia wymagają więcej energii ultradźwiękowej) i czystość (wyższa czystość surowców poprawia efekty nitowania, podczas gdy zanieczyszczenia w materiałach pochodzących z recyklingu zmniejszają wydajność).
Tworzywa sztuczne z wypełniaczami (np. włóknami szklanymi):
Tworzywa sztuczne z wypełniaczami mają znaczne różnice w temperaturach topnienia między tworzywem sztucznym a wypełniaczami. W przypadku nitowania na gorąco kluczowa jest kontrola temperatury w zakresie ±10 °; wysokie temperatury powodują wytrącanie się włókien szklanych z tworzywa sztucznego, co prowadzi do przyczepności i szorstkich powierzchni, podczas gdy niskie temperatury powodują pęknięcia i formowanie na zimno. W przypadku nitowania ultradźwiękowego do stopienia tworzywa potrzebna jest większa energia drgań. Wysoka zawartość wypełniacza powoduje pozostałości i oderwanie w punktach nitowania, zmniejszając wytrzymałość i niezawodność nitowania.
Gdy zawartość wypełniacza jest niższa niż 10%, może on nie wpływać znacząco na właściwości materiału. Wypełniacze (np. włókna szklane) są korzystne w przypadku nitowania miękkich materiałów, takich jak PP, PE i PPS. Zawartość wypełniacza w zakresie 10%-30% zmniejsza wytrzymałość nitowania, podczas gdy zawartość powyżej 30% znacząco wpływa na wydajność nitowania.
Wspólne kolumny nitów i łby nitów
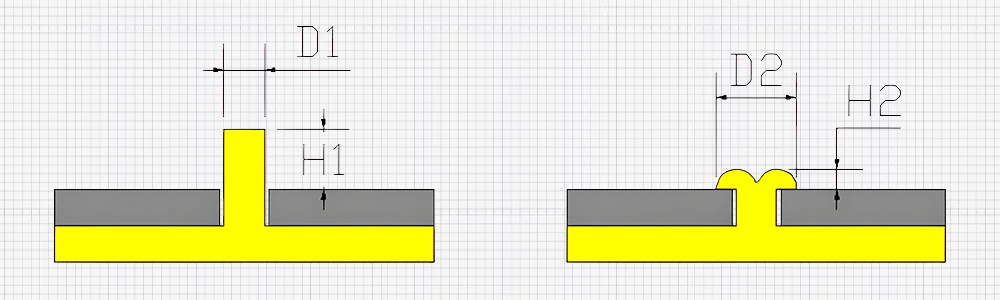
1. Półokrągły łeb nitu (duży profil)
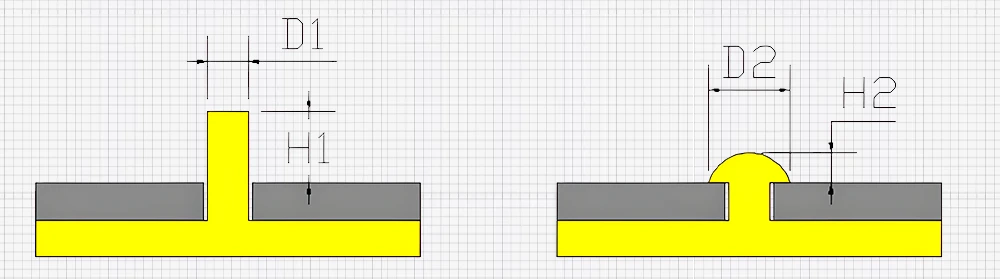
1). Nadaje się do nitów o średnicy kolumny (D1) mniejszej niż 3 mm, najlepiej większej niż 1 mm, aby zapobiec pęknięciu.
2). Wysokość wystającej części kolumny nitu (H1) wynosi zazwyczaj (1,5-1,75) * D1.
3). Średnica łba nitu (D2) wynosi zazwyczaj około 2 * D1, a wysokość (H2) wynosi około 0,75 * D1. Konkretne liczby powinny być oparte na konwersji objętości S_head = (85%-95%) * S_column.
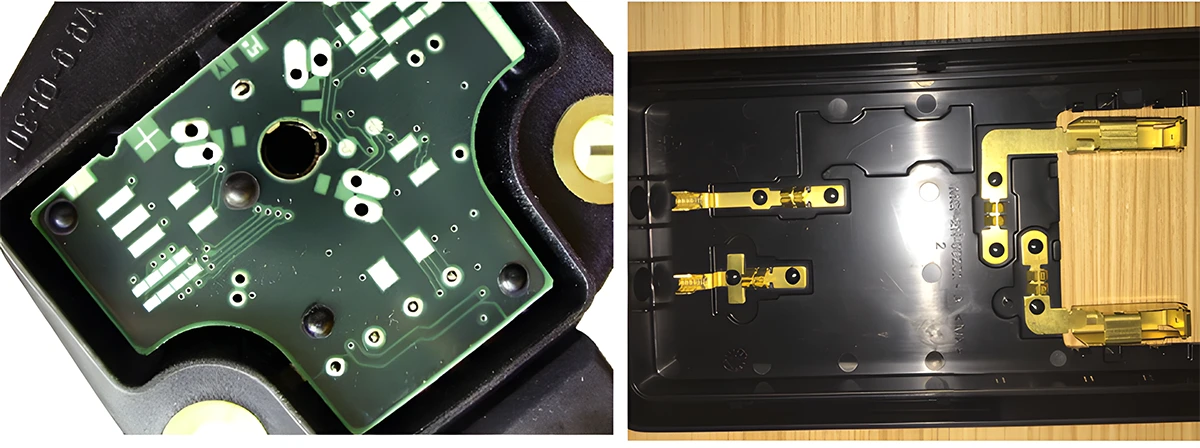
4). Ten typ jest najczęściej używany, zazwyczaj w sytuacjach o niskich wymaganiach wytrzymałościowych, takich jak płytki PCB i plastikowe elementy dekoracyjne.
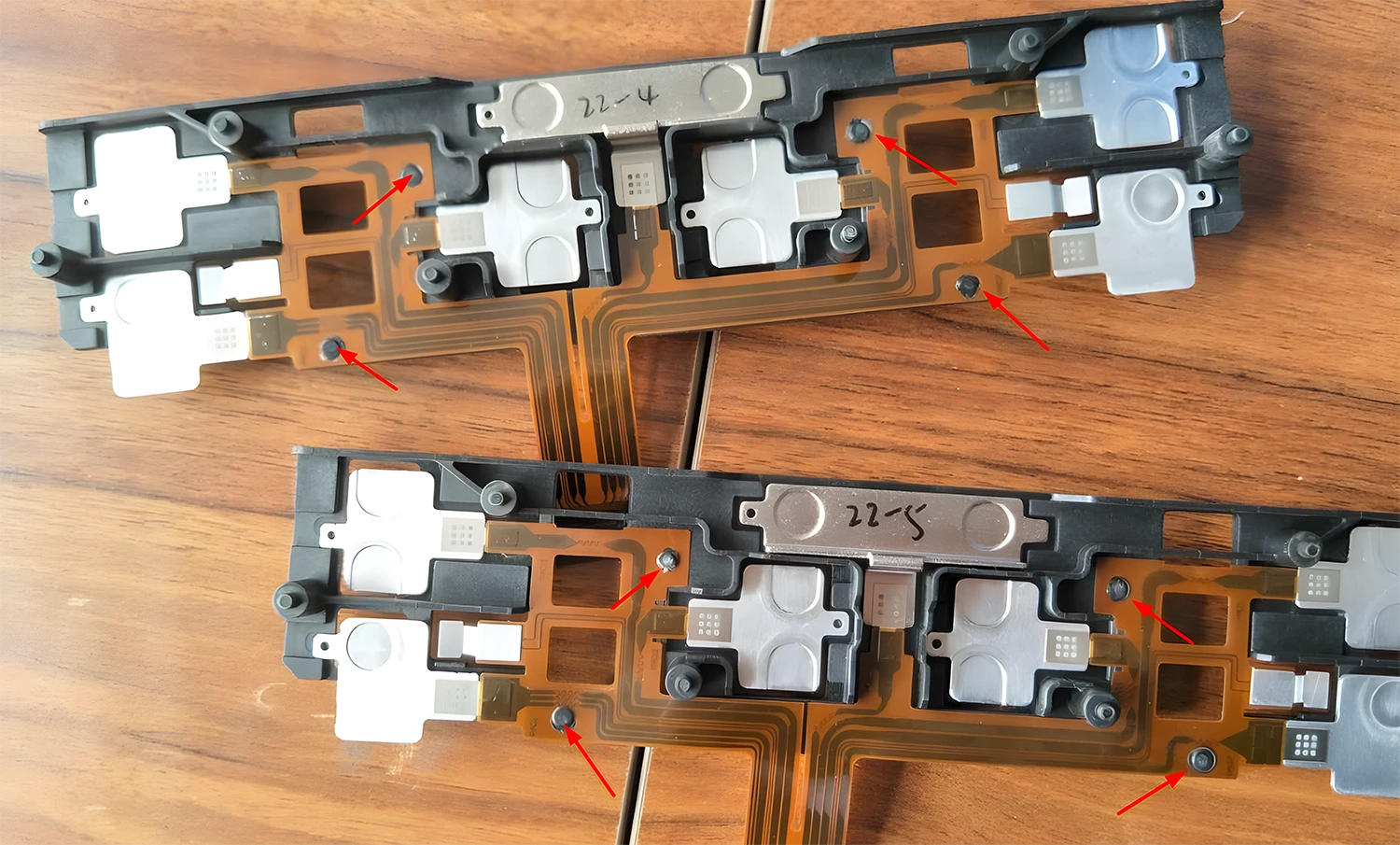
2. Półokrągły łeb nitu (mały profil)
1). Nadaje się do nitów o średnicy kolumny (D1) mniejszej niż 3 mm, najlepiej większej niż 1 mm, aby zapobiec pęknięciu.
2). Wysokość wystającej części kolumny nitu (H1) wynosi zazwyczaj 1,0 * D1.
3). Średnica łba nitu (D2) wynosi zazwyczaj około 1,5 * D1, a wysokość (H2) wynosi około 0,5 * D1. Konkretne liczby powinny być oparte na konwersji objętości S_head = (85%-95%) * S_column.
4). Ten typ ma krótszy czas nitowania niż półokrągły łeb nitu o dużym profilu, zwykle używany w sytuacjach o niskich wymaganiach wytrzymałościowych, takich jak miękkie taśmy FPC i metalowe elementy sprężynowe.
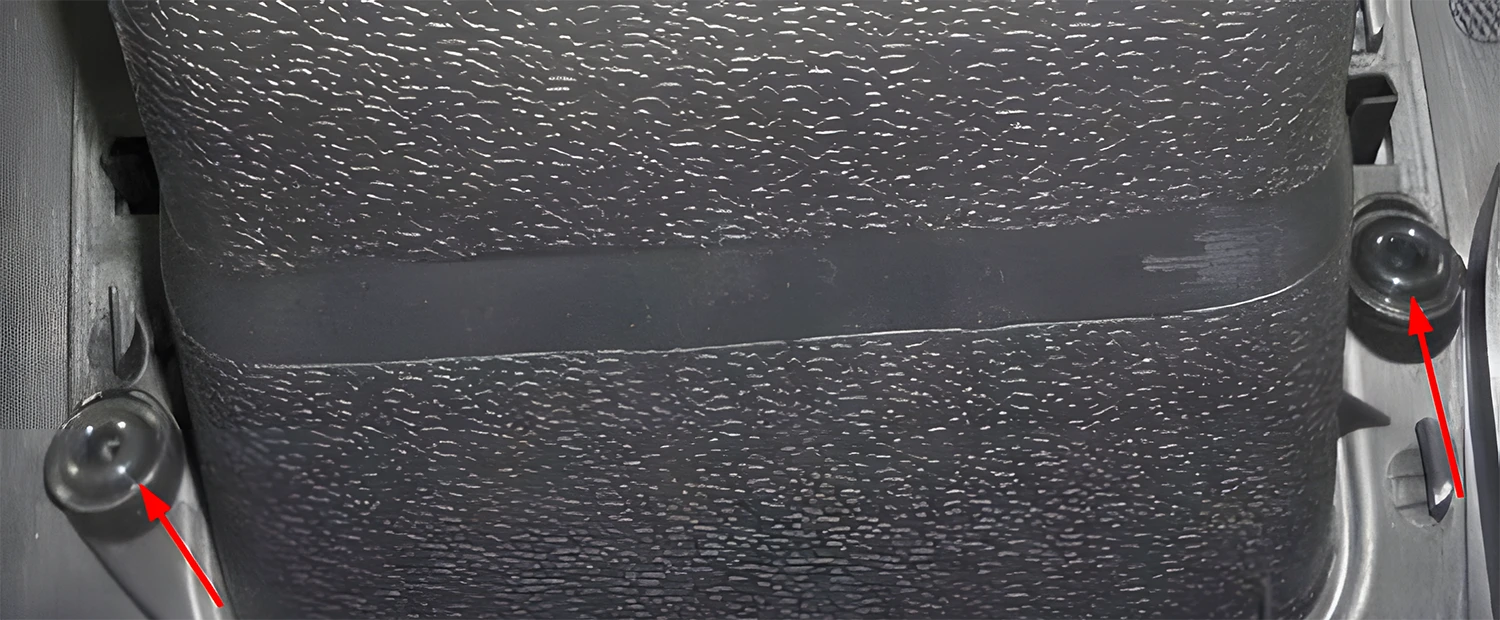
3. Podwójny półokrągły łeb nitu
1). Nadaje się do nitów o średnicy kolumny (D1) od 2 do 5 mm.
2). Wysokość wystającej części kolumny nitu (H1) wynosi zazwyczaj 1,5 * D1.
3). Średnica łba nitu (D2) wynosi zazwyczaj około 2 * D1, a wysokość (H2) wynosi około 0,5 * D1. Konkretne liczby powinny być oparte na konwersji objętości S_head = (85%-95%) * S_column.
4). Ten typ ma nieco większą kolumnę nitu niż typ z łbem półokrągłym. Aby skrócić czas nitowania i uzyskać lepsze wyniki nitowania, stosuje się metodę podwójnego półokrągłego łba, zwykle w sytuacjach wymagających większej wytrzymałości mocowania.
5). Środki kolumny nitu i gorącej głowicy nitującej formy muszą być wyrównane, aby uzyskać starannie ukształtowaną głowicę nitu.
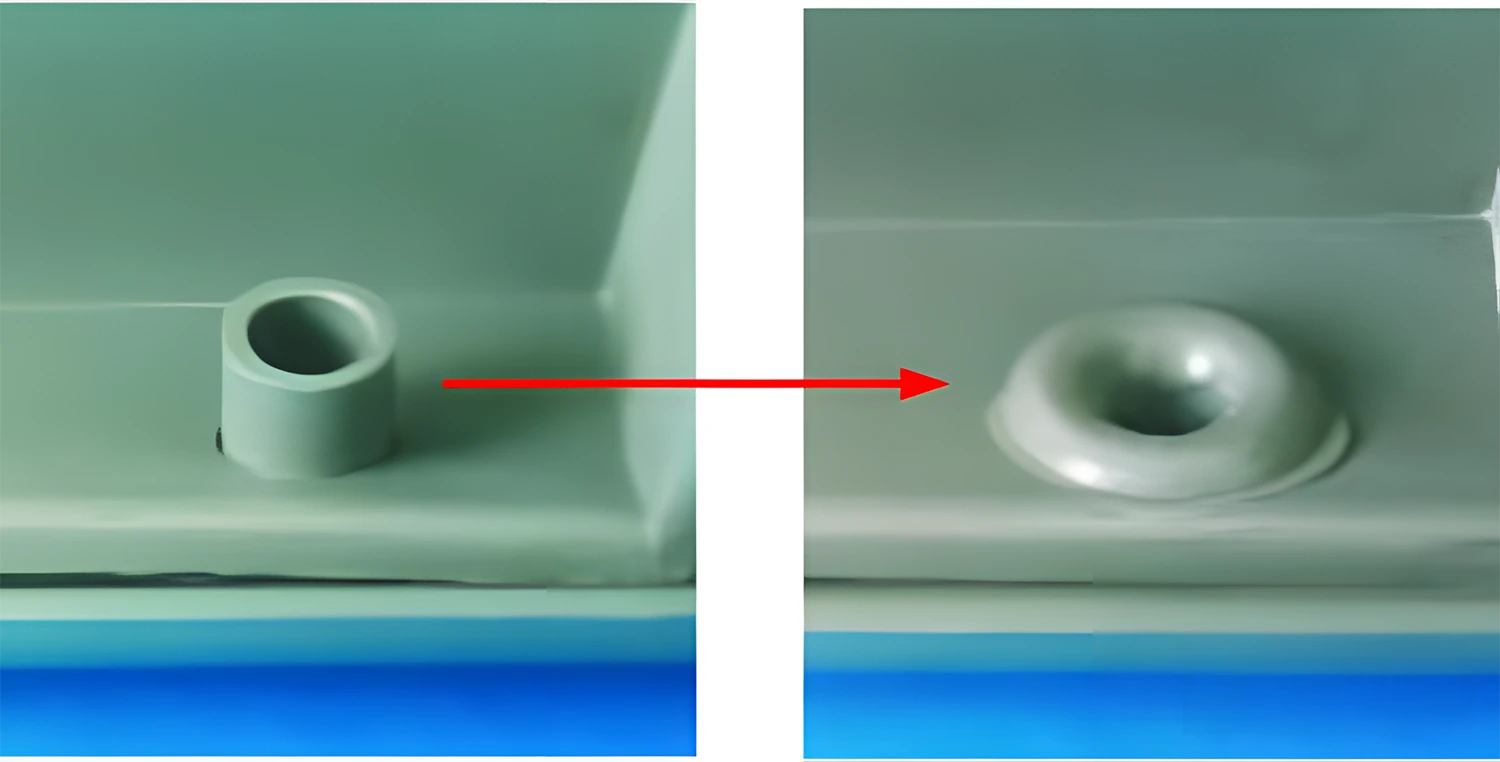
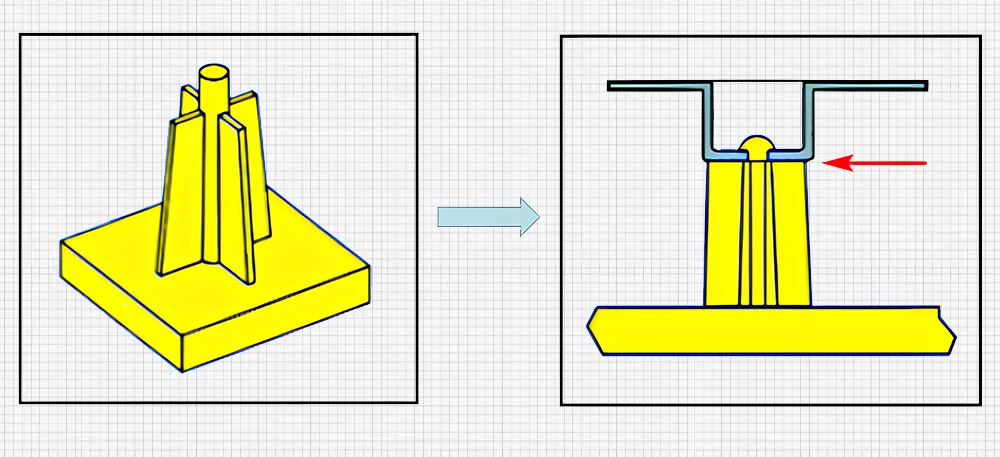
4. Łeb nitu pierścieniowego
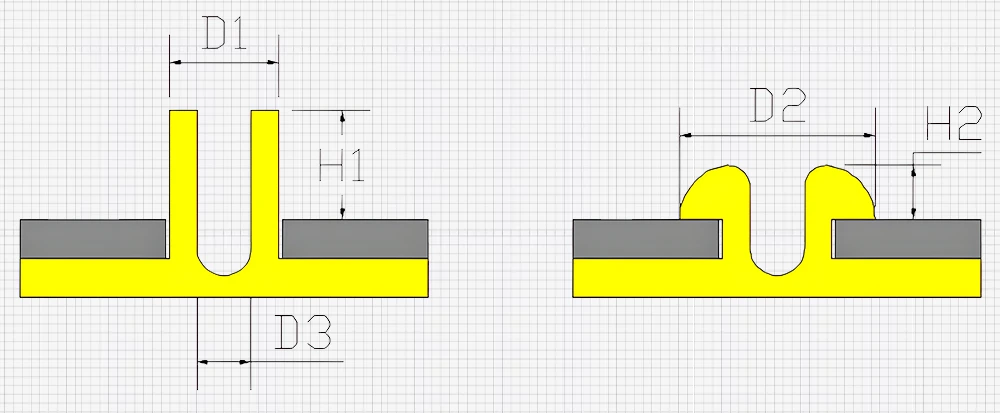
1). Nadaje się do nitów o średnicy kolumny (D1) większej niż 5 mm.
2). Wysokość wystającej części kolumny nitu (H1) wynosi zazwyczaj (0,5-1,5) * D1, przy czym większe średnice przyjmują mniejszą wartość. Średnica wewnętrzna wynosi 0,5 * D1 (aby uniknąć skurczu z tyłu kolumny).
3). Średnica łba nitu (D2) wynosi zazwyczaj około 1,5 * D1, a wysokość (H2) wynosi około 0,5 * D1. Konkretne liczby powinny być oparte na konwersji objętości S_head = (85%-95%) * S_column.
4). Wraz ze wzrostem średnicy kolumny nitu, w celu skrócenia czasu nitowania i uzyskania lepszych wyników przy jednoczesnym uniknięciu wad skurczowych na tylnej stronie, stosuje się kolumny nitów drążonych, zwykle w sytuacjach wymagających większej wytrzymałości mocowania.
5). Wydrążone kolumny nitów są równomiernie ogrzewane wewnątrz i na zewnątrz, co ułatwia uzyskanie starannie ukształtowanego łba nitu.
5. Płaski łeb nitu
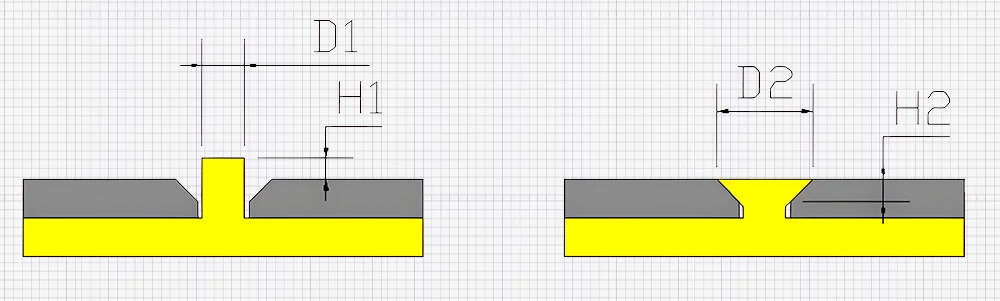
1). Nadaje się do nitów o średnicy kolumny (D1) mniejszej niż 3 mm.
2). Wysokość wystającej części kolumny nitu (H1) wynosi zazwyczaj 0,5 * D1.
3). Średnica (D2) i wysokość (H2) łba nitu powinny być oparte na konwersji objętości S_head = (85%-95%) * S_column.
4). Połączona część musi mieć wystarczającą grubość do pogłębienia; w przeciwnym razie połączenie będzie zawodne i nie będzie miało wystarczającej siły mocowania.
5). Płaskie łby nitów są odpowiednie w sytuacjach, w których uformowany łeb nitu nie powinien wystawać z powierzchni.

6. Żebrowany łeb nitu
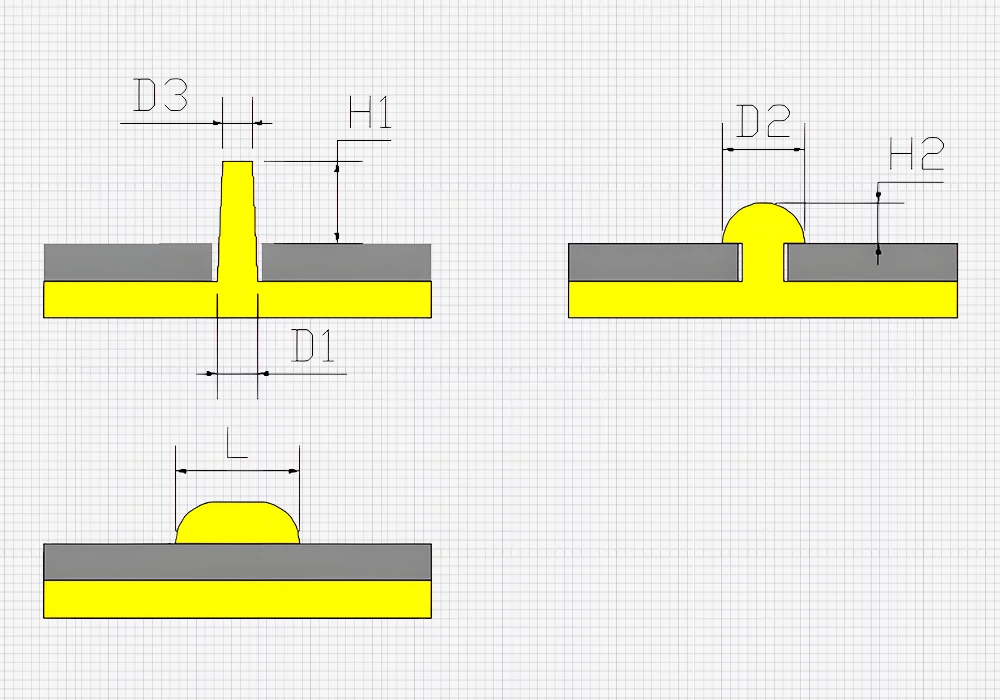
1). Średnica podstawy kolumny nitu (D1) powinna być mniejsza niż 3 mm, a średnica górna (D3) powinna wynosić (0,4-0,7) * D1.
2). Wysokość wystającej części kolumny nitu (H1) wynosi zazwyczaj (1,5-2) * D1, a H1 powinna być mniejsza niż długość kolumny nitu (L).
3). Średnica łba nitu (D2) wynosi zazwyczaj około 2 * D1, a wysokość (H2) wynosi około 1,0 * D1. Konkretne liczby powinny być oparte na konwersji objętości S_head = (85%-95%) * S_column.
4). Łby nitów żebrowanych należy stosować, gdy wymagany jest większy obszar styku łba nitu i nie ma wystarczającej ilości miejsca na zaprojektowanie pustej kolumny nitu.
7. Łeb nitu kołnierzowego
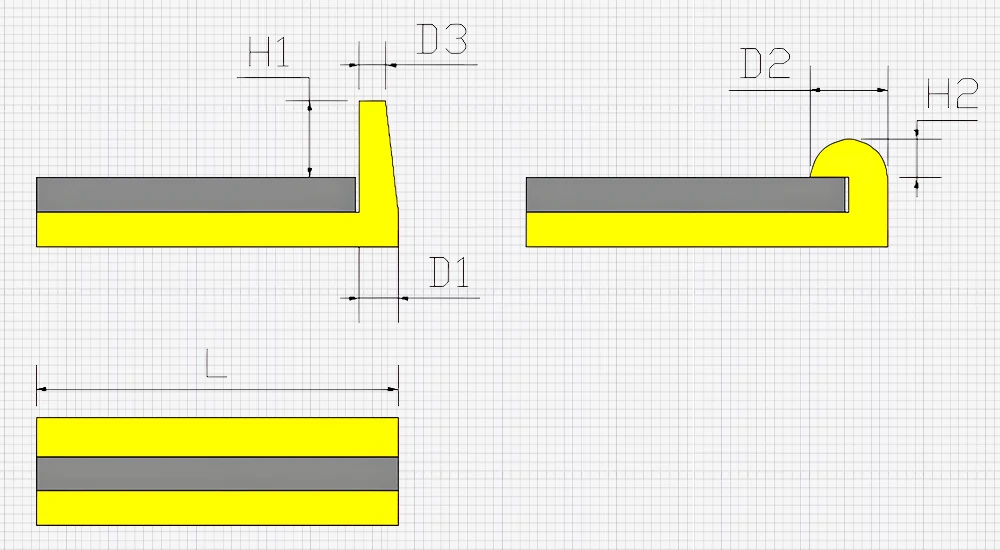
1). Średnica podstawy kolumny nitu (D1) powinna być mniejsza niż 3 mm, a średnica górna (D3) powinna wynosić (0,3-0,5) * D1.
2). Wysokość wystającej części kolumny nitu (H1) wynosi zazwyczaj (1,5-2) * D1, a H1 powinna być mniejsza niż długość kolumny nitu (L).
3). Średnica łba nitu (D2) wynosi zazwyczaj około 2 * D1, a wysokość (H2) wynosi około 1,0 * D1. Konkretne liczby powinny być oparte na konwersji objętości S_head = (85%-95%) * S_column.
4). Łby nitów kołnierzowych są odpowiednie w sytuacjach wymagających zaciśnięcia lub owinięcia łączonej części.
Wskazówki: Chcesz poznać różne rodzaje nitów i ich konkretne zastosowania? Sprawdź nasz szczegółowy przewodnik na temat rodzaje nitów.
Uwagi:
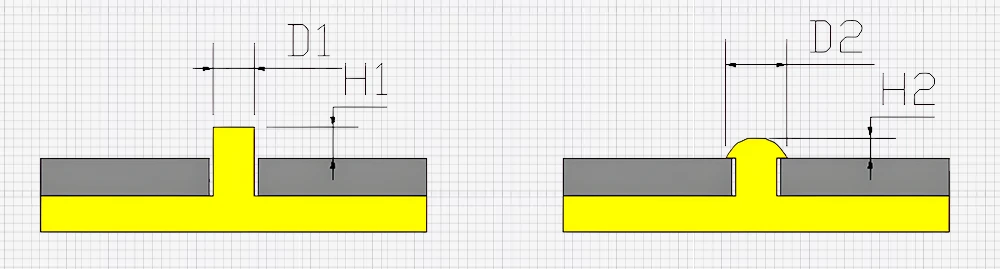
Jeśli kolumna nitów znajduje się na pochyłej powierzchni lub wysoko od podstawy, należy zaprojektować ją w następujący sposób:
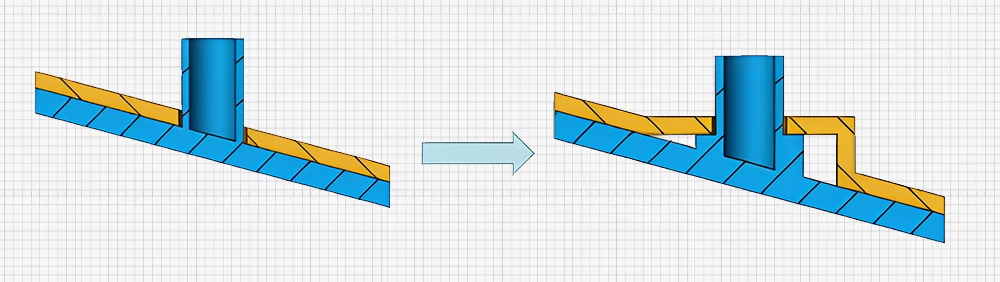
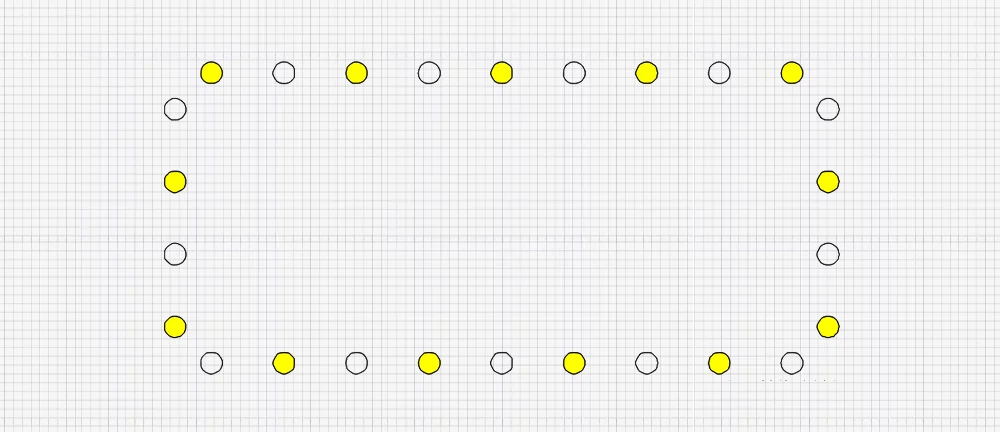
Ponieważ nitowanie jest trwałym połączeniem i trudno je naprawić po awarii, w razie potrzeby możemy zaprojektować nadmiarowość w konstrukcji. Na przykład, podwoić liczbę kolumn nitów i otworów, najpierw użyć żółtych kolumn nitów, a jeśli konieczna jest naprawa, użyć białych kolumn nitów, aby uzyskać drugą szansę na naprawę.