

W naszych poprzednich dyskusjach zbadaliśmy koncepcję wlewki formy jako integralna część systemu podawania. Dziś zagłębimy się w kolejną strukturę tego systemu - prowadnicę formy i prowadnicę pomocniczą. Podobnie jak wlew, wiele projektanci form często pomijają strukturę prowadnic i podprowadnic ze względu na ich stałe i stosunkowo proste standardy projektowe. Jeśli chcesz zostać najwyższej klasy projektantem form i dostarczać najwyższej jakości formy, które zadowolą klientów, opanuj każdy szczegół.
Co to jest Runner i Sub-Runner?
Jak zwykle, najpierw przejrzyjmy cały system podawania, aby lepiej zrozumieć ten artykuł. System podawania obejmuje struktury, które przenoszą stopione tworzywo sztuczne z cylindra wtryskarka do gniazdo formy. Po wyrzuceniu roztopionego tworzywa sztucznego z dyszy maszyny, roztopione tworzywo sztuczne przechodzi przez wlew, prowadnicę, prowadnicę pośrednią i bramai ostatecznie wypełnia wnękę, tworząc plastikowe części.
Prowadnica jest zatem przejściem między wlewem a bramą, służącym jako sekcja przejściowa, w której stopione tworzywo sztuczne przepływa z wlewu do wnęki, odpowiedzialna za płynne przekierowanie przepływu stopu. W formach wielogniazdowych odgrywa rolę w rozprowadzaniu stopionego tworzywa do każdego gniazda. Warto zauważyć, że w formach jednogniazdowych prowadnice zazwyczaj nie są uwzględniane, co jest związane z układem gniazda.

Wytyczne projektowe dla prowadnic formy
Kształt przekroju kanału formy
Przekrój prostokątny:
Prowadnice o prostokątnym kształcie są powszechne. Oferują one takie zalety jak łatwość produkcji, prosty projekt oprzyrządowania i równomierny rozkład przepływu. Wymiary prostokątnego przekroju można dostosować w oparciu o konkretne wymagania dotyczące formowania części.
Przekrój trapezowy:
Prowadnice w kształcie trapezu to kolejna opcja w projektowaniu prowadnic formy. Ten kształt pomaga promować lepszy przepływ i zmniejsza spadek ciśnienia, co skutkuje lepszym wypełnieniem wnęk formy. Szerszy koniec trapezu jest zwykle połączony z wlewem, podczas gdy węższy koniec jest połączony z bramą.
Okrągły przekrój poprzeczny:
W niektórych przypadkach pierwszym wyborem mogą być prowadnice w kształcie koła. Prowadnice te oferują doskonałą charakterystykę przepływu i są szczególnie odpowiednie dla części o złożonej geometrii lub gdy wymagany jest zrównoważony przepływ. Średnica okrągłego przekroju powinna być dokładnie określona, aby zapewnić optymalny przepływ i zminimalizować straty ciśnienia.
Półokrągły przekrój poprzeczny:
Prowadnica w kształcie półokręgu ma profil półkola. Kształt ten zapewnia płynny przepływ materiału i pomaga zminimalizować spadek ciśnienia. Jest on często stosowany, gdy zrównoważony przepływ i zmniejszone straty ciśnienia mają krytyczne znaczenie. Średnica półokrągłego przekroju powinna być odpowiednio dobrana, aby spełnić wymagania dotyczące przepływu w konkretnym procesie formowania wtryskowego.
Przekrój w kształcie litery U:
Prowadnica w kształcie litery U ma zakrzywione dno i dwie pionowe ściany, które tworzą kształt litery "U". Taka konstrukcja ułatwia wydajny przepływ materiału i pozwala na łatwiejsze oddzielenie systemu prowadnic od formowanej części. Przekrój w kształcie litery U jest powszechnie stosowany, gdy pożądane jest łatwe usunięcie systemu prowadnic lub gdy wlew znajduje się na dole części.
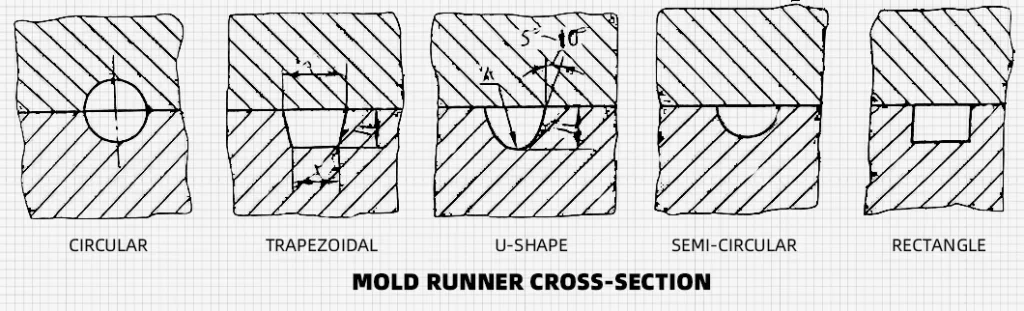
Wybór kształtu przekroju zależy od takich czynników, jak właściwości materiału, konstrukcja części, układ formy i wymagania produkcyjne. Każdy kształt ma swoje zalety i jest wybierany w oparciu o konkretne potrzeby procesu formowania.
Rozmiar prowadnic formy i prowadnic pomocniczych
Kształt i rozmiar prowadnic formy zależy od różnych czynników, w tym projektu produktu, konstrukcji formy i specyficznych wymagań procesu formowania wtryskowego. Podczas gdy rozmiar produktu i grubość ścianki mogą wpływać na konstrukcję prowadnicy, nie jest dokładne stwierdzenie, że prowadnice o większym przekroju są zawsze bardziej skuteczne w ułatwianiu procesu napełniania. Zachowanie przepływu materiału, geometria części, lokalizacja bramy i parametry procesu określają optymalną konstrukcję prowadnicy.
Dodatkowo, długość prowadnicy nie wpływa bezpośrednio na lepkość tworzywa sztucznego. Lepkość zależy przede wszystkim od właściwości materiału i warunków przetwarzania.
| Materiały | Średnica prowadnic (mm) |
| ABS / SAN(AS) | 4.8~9.5 |
| POM | 3.0~10 |
| ACRYLIC | 1.6~10 |
| CA | 1.6~11 |
| PA66 | 1.6~10 |
| PPO | 6.4~10 |
| PPS | 6.4~13 |
| PC | 4.8~10 |
| PE | 4.8~9.5 |
| PP | 1.6~10 |
Dobrze zaprojektowana prowadnica może znacząco wpłynąć na ogólną wydajność i efektywność procesu formowania wtryskowego:
Rozmieszczenie prowadnic i podprowadnic formy
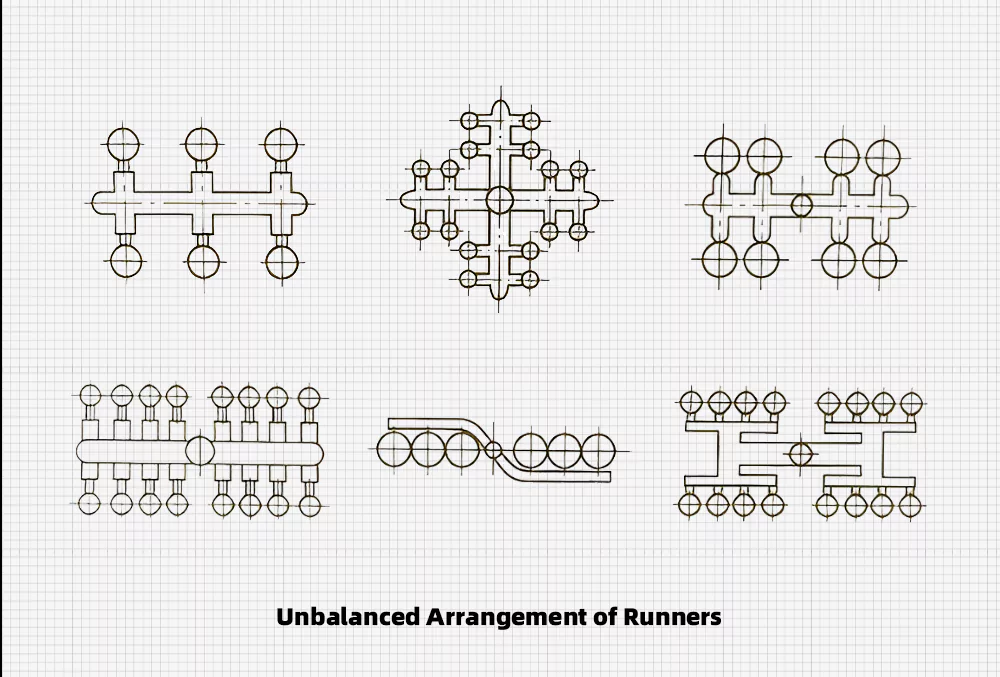
Istnieją dwa rodzaje układów kanałów formy: zrównoważone i niezrównoważone. W zrównoważonym systemie kanałów, długość, kształt i wymiary przekroju poprzecznego kanałów od wlewu do każdej wnęki są zaprojektowane tak, aby były równe. Pomaga to osiągnąć równowagę termiczną i równowagę przepływu tworzywa sztucznego w każdej wnęce, co skutkuje stałą jakością części. Z drugiej strony, niezrównoważony system kanałów pozwala tworzywu sztucznemu wchodzić do każdej wnęki w różnym czasie, co prowadzi do różnic w procesie napełniania i potencjalnie do produkcji różnych części. Niezrównoważone systemy kanałów mogą jednak oferować korzyści, takie jak bardziej kompaktowe układy wnęk, zmniejszony rozmiar szablonu i krótsza całkowita długość kanału.
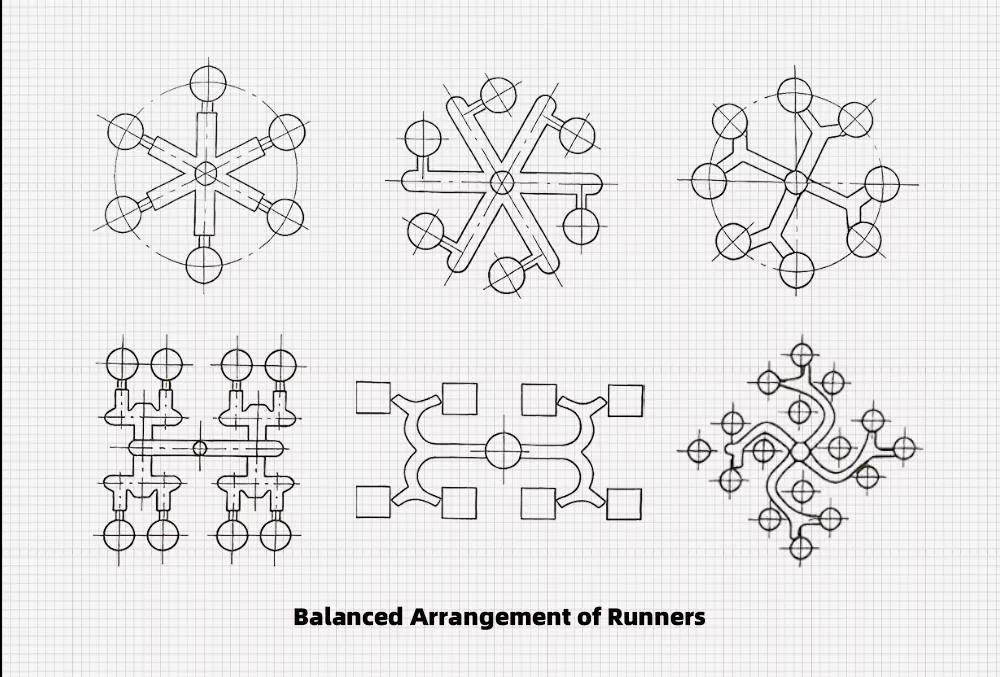
Niezależnie od tego, czy system prowadnic jest zrównoważony, czy niezrównoważony, ważne jest, aby wnęki były symetryczne względem środka podstawy formy. Gwarantuje to, że przewidywany środek wnęk i prowadnic pokrywa się ze środkiem siły zacisku wtryskarki. W ten sposób możemy uniknąć dodatkowych momentów przechylających podczas wtrysku.
Zrównoważony system prowadnic jest korzystny, ponieważ umożliwia stały wtrysk i ciśnienie trzymania we wszystkich gniazdach. Jest to szczególnie korzystne w przypadku form wielogniazdowych, w których pożądane jest zachowanie jednolitości w produkcji wszystkich produktów.
Zasady projektowania runnerów i subrunnerów
- Upewnij się, że roztopione tworzywo sztuczne szybko wchodzi do wnęki przy najkrótszej odległości i minimalnych stratach ciśnienia cieplnego.
- Umożliwia jednoczesne podawanie stopionego materiału do wnęki z różnych bramek w identycznych warunkach temperatury i ciśnienia.
- Chociaż większe powierzchnie przekroju poprzecznego ułatwiają formowanie i zapewniają odpowiednie ciśnienie pakowania, biorąc pod uwagę oszczędność materiału, należy dążyć do mniejszych powierzchni przekroju poprzecznego, aby zminimalizować zużycie plastiku, co również skraca czas chłodzenia.
- Aby oszczędzać materiał i wspomagać chłodzenie, należy dążyć do minimalnego stosunku powierzchni do objętości w prowadnicach.
- Chropowatość powierzchni prowadnic nie powinna być zbyt niska, aby zapobiec wciąganiu zimnego materiału do wnęki; zazwyczaj wystarczająca jest wartość Ra wynosząca 1,6 μm.
- Prowadnice i zasuwy są zwykle połączone ze spadkami i łukami, co ułatwia przepływ i napełnianie stopionego tworzywa sztucznego przy jednoczesnym zmniejszeniu oporów przepływu.
Czy konieczne jest zaprojektowanie prowadnicy podrzędnej w projekcie prowadnicy formy?
Prowadnica pomocnicza jest zwykle używana, gdy istnieje potrzeba podzielenia przepływu stopionego tworzywa sztucznego na różne kierunki w gnieździe formy. Może to ułatwić wypełnianie złożonych lub wielogniazdowych form poprzez kierowanie przepływu do określonych obszarów lub komponentów części.
Jednak w niektórych przypadkach prosta konstrukcja kanału bez kanału pomocniczego może być wystarczająca do osiągnięcia pożądanego wypełnienia formy i jakości części. To, czy należy zastosować prowadnicę pomocniczą, czy nie, zależy od konkretnych wymagań projektu części i procesu formowania wtryskowego.














