

Kołki wypychaczy są powszechnie stosowane w systemach wypychaczy formy wtryskowe. Jak podstawa formyZazwyczaj nie są one centralnym punktem ani dla producenci form lub fabryki form wtryskowych. Dlatego też większość producentów form wtryskowych kupuje sworznie wypychaczy zewnętrznie.
Kołki wypychaczy to element wiedzy, który projektanci produktów przemysłowych muszą opanować, ponieważ produkty formowane wtryskowo zwykle pozostawiają ślad kołka wypychacza po zakończeniu formowania wtryskowego. W rezultacie projektanci produktów muszą wziąć pod uwagę pozycję wypychacza produktów z tworzyw sztucznych podczas projektowania produktów. Teraz zajmiemy się wypychaczami części formowanych wtryskowo.

Co to jest trzpień wyrzutnika?
Trzpień wypychacza to cylindryczny element stosowany w formowaniu wtryskowym do usuwania gotowych części z rdzenia formy. Jest on zwykle wykonany ze stopu stali i zbudowany z myślą o wysokich ciśnieniach i trwałości powtarzalnych ruchów.
Umieszczony w płycie wypychacza w formie/demie, trzpień wypychacza rozciąga się do rdzeń formy i przykłada siłę, aby wypchnąć uformowaną część po otwarciu formy. Kołki wypychaczy różnią się rozmiarem, kształtem i konfiguracją, aby dostosować się do różnych projektów form i geometrii części. Ich precyzyjne umieszczenie i efektywne działanie są niezbędne dla wydajnego wyrzucania części i ogólnej wydajności formy.
Jaka jest zwykle liczba kołków wypychacza w formie?
Wpływ ilości wypychaczy na jakość i wydajność produkcji części formowanych wtryskowo
Ilość sworzni wypychaczy znacząco wpływa zarówno na jakość formowanych wtryskowo części, jak i na wydajność produkcji. Niewystarczająca ilość sworzni wypychaczy może prowadzić do defektów, takich jak puste przestrzenie i znaki zlewu w wypraskach, obniżając tym samym jakość produktu. I odwrotnie, nadmierna liczba kołków wypychaczy nie tylko zwiększa koszty produkcji form, ale także zmniejsza wydajność produkcji wtryskowej, potencjalnie powodując powolne działanie maszyny, a nawet zacinanie się.
Metody szacowania liczby sworzni wypychacza
Oszacowanie wymaganej liczby kołków wypychacza obejmuje kilka etapów:
1. Analiza struktury i wymagań dotyczących przetwarzania części formowanych wtryskowo: Zrozumienie struktury formowanych części, w tym cech takich jak grubość ścianek, otwory, występy i wymagania dotyczące przetwarzania, takie jak potrzeba usuwania podpór i wykrawania, ma kluczowe znaczenie. Czynniki te znacząco wpływają na wymaganą liczbę kołków wypychaczy.
2. Określanie ciśnienia wtrysku w maszynie: Na podstawie modelu i specyfikacji wtryskarki należy określić ciśnienie wtrysku maszyny. Ciśnienie wtrysku jest jednym z kluczowych czynników wpływających na liczbę sworzni wypychacza.
3. Obliczanie powierzchni wnęki formy: Korzystając ze struktury formowanych części i ciśnienia wtrysku, należy obliczyć wymaganą powierzchnię gniazda formy. Powierzchnia gniazda formy służy jako ważny punkt odniesienia dla ustalenia górnego limitu liczby wypychaczy.
4. Szacowanie liczby kołków wypychacza: Łącząc powyższe dane z praktycznym doświadczeniem, należy oszacować odpowiednią liczbę kołków wypychacza. Ogólnie rzecz biorąc, liczba wypychaczy powinna być większa lub równa powierzchni gniazda formy podzielonej przez ciśnienie wtrysku, a następnie podzielonej przez wartość ciśnienia wypychacza. Należy jednak unikać zbyt gęstego rozmieszczenia wypychaczy, aby zapobiec nadmiernej ilości odpadów.
Powszechnie stosowane materiały na kołki wypychaczy w formach wtryskowych
Sworznie wypychaczy w formach są zazwyczaj wykonane ze stali szybkotnącej i poddawane późniejszej obróbce cieplnej. Na rynku dostępne są różne gatunki stali, z których powszechnie stosowane to SKD61 i SKH51.
Sworznie te mają zazwyczaj twardość w zakresie od 50 do 55 stopni i są poddawane obróbce hartowania powierzchniowego i azotowania.
Istnieją również trzpienie wypychaczy wykonane ze zwykłej stali szybkotnącej, które są używane w mniej wymagających zastosowaniach. Ceny trzpieni wypychaczy różnią się znacznie na rynku, przy czym te od markowych producentów są droższe.
Chińskie sworznie wyrzutnika SKD61:
Są to najpopularniejsze dostępne trzpienie wypychaczy, charakteryzujące się średnią twardością i odpornością na ciepło. Nadają się do form, w których wymagania dotyczące precyzji i twardości nie są zbyt wysokie, i są stosunkowo tańsze.
Tajwańskie azotowane sworznie wypychaczy SKD61:
Sworznie te oferują lepszą twardość i odporność na ciepło w porównaniu do zwykłego materiału SKD61. Są one preferowane przez wielu klientów i mają nieco wyższą cenę niż chińskie sworznie SKD61.
Japońskie azotowane próżniowo sworznie wypychaczy SKD61:
Sworznie te poddawane są obróbce cieplnej w piecu do azotowania próżniowego, w wyniku czego powstaje wysokiej jakości materiał SKD61 o doskonałej twardości, odporności na ciepło i spójności zarówno pod względem twardości wewnętrznej, jak i zewnętrznej. Są one doskonałym wyborem dla form o wysokich wymaganiach dotyczących sworzni wypychaczy ze względu na ich najwyższą jakość surowca, ale mają wyższą cenę w porównaniu z poprzednimi opcjami.
Kołki wyrzutnika SKH-51:
Wykonane ze stali szybkotnącej sworznie wypychaczy SKH51 są wybierane przez fabryki form, gdy stawiane są im wysokie wymagania. SKH51 to stal szybkotnąca zawierająca wolfram, znana z doskonałej odporności na ciepło, wytrzymałości i twardości, co czyni ją idealnym wyborem do wymagających zastosowań.
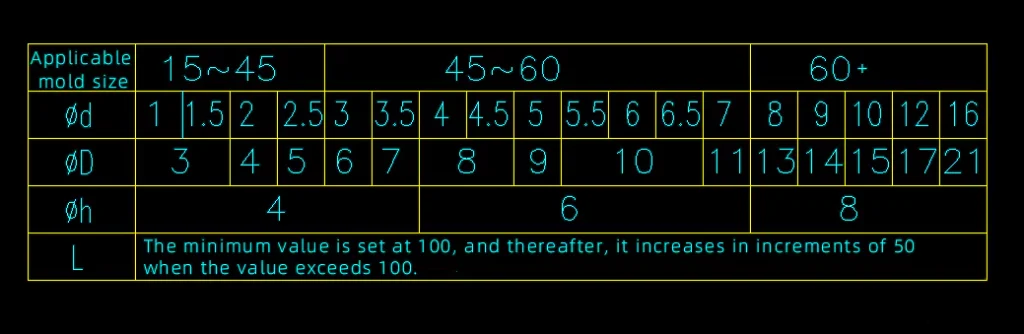
Kilka rozmiarów powszechnie używanych kołków wypychaczy.
Zasady projektowania sworzni wypychaczy i systemów wypychaczy
Warto wspomnieć, że dostawcy form mogą otrzymywać sworznie wypychaczy od swoich dostawców, ale nadal bardzo ważne jest, aby zwracać wystarczającą uwagę na kwestie projektowe dotyczące sworzni wypychaczy, gdy firma projektuje formę. Projekt odgrywa kluczową rolę w zapewnieniu najlepszej funkcji formy wypychającej bez powodowania jakichkolwiek problemów, takich jak przywieranie lub uszkodzenie części. Oto podstawowe zasady projektowania wizualnego:
1. Optymalizacja umiejscowienia sworznia wypychacza pod kątem wydajności konstrukcji formy wtryskowej
Przed przystąpieniem do projektowania formy należy zwrócić uwagę na położenie sworznia wypychacza, faworyzując w miarę możliwości jego rozmieszczenie w pobliżu żeber lub punktów, w których spodziewana jest duża siła wypychania. Pod tym względem to strategiczne położenie jest ważnym czynnikiem w wykorzystaniu sił we wszystkich krytycznych punktach, tak aby możliwe było łatwe i precyzyjne wyrzucenie wypraski. W ten sposób można osiągnąć skuteczne i niezawodne wyrzucanie bez powodowania uszkodzeń lub deformacji części. Poprzez umieszczenie tych wybranych pozycji w konstrukcji formy, wynik może poprawić proces wyrzucania i zwiększyć ogólny sukces formowania wtryskowego.
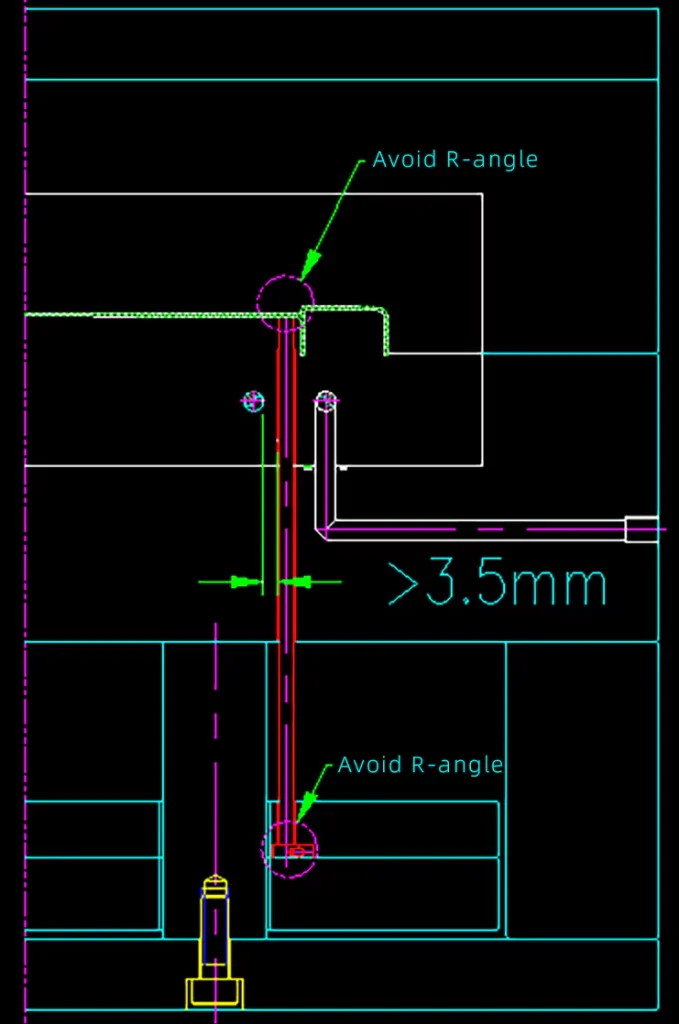
2. Utrzymanie prześwitu
Aby zapewnić prawidłowe działanie i uniknąć jakichkolwiek zakłóceń, zaleca się zachowanie minimalnej odległości 3,5 mm między linią wody a trzpieniem wyrzutnika. Odległość ta zapewnia wystarczający prześwit i zapobiega potencjalnemu kontaktowi lub kolizji między trzpieniem wypychacza a linią wodną podczas procesu wypychania. Zachowując tę odległość, konstrukcja formy może skutecznie pomieścić niezbędne komponenty i promować płynne i wydajne wyrzucanie bez uszczerbku dla integralności lub wydajności formy lub wtryskiwanej części. (Patrz poniższy rysunek).
3. Zapewnienie właściwego wyrównania
Aby zapewnić efektywne działanie i zapobiec wszelkim zakłóceniom, ważne jest, aby umieścić trzpień wyrzutnika w taki sposób, aby kubek wyrzutnika nie przechodził przez otwór płyty wyrzutnika, gdy znajduje się blisko filaru wsporczego. Zasada ta zapewnia, że kielich wyrzutnika pozostaje odpowiednio wyrównany i nie utrudnia ruchu płyty wyrzutnika. Przestrzegając tej zasady, forma może działać płynnie, umożliwiając wydajne wyrzucanie wypraski bez żadnych potencjalnych komplikacji lub usterek. (Patrz poniższy rysunek).
4. Optymalizacja orientacji sworznia wypychacza w celu zwiększenia wydajności
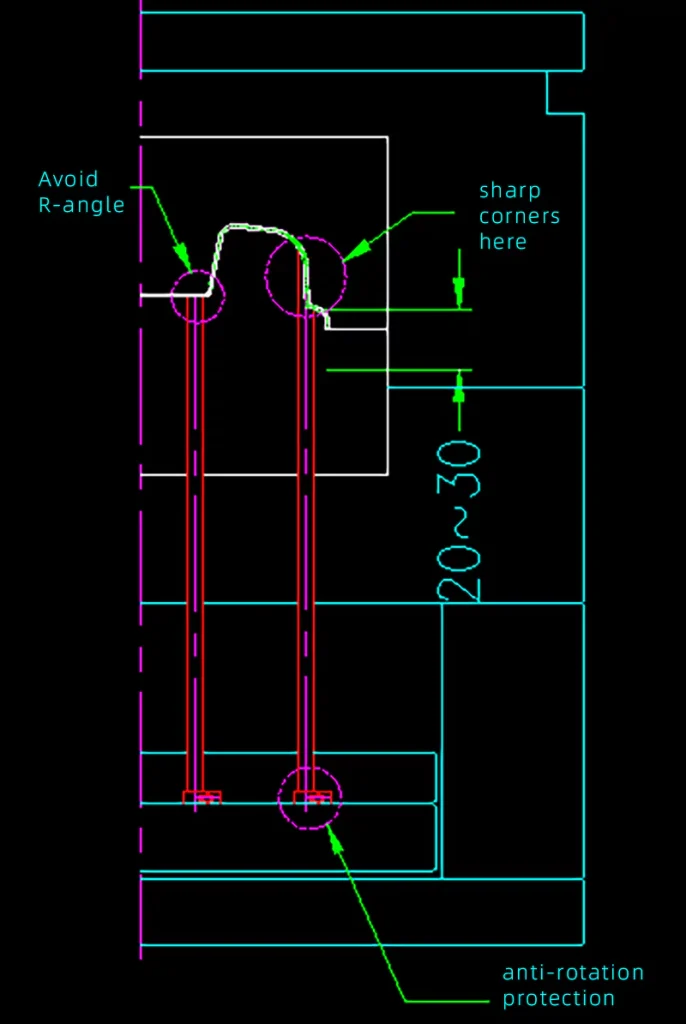
Aby zoptymalizować wydajność i trwałość sworznia wypychacza, zaleca się umieszczenie go w płaskiej orientacji, unikając obszarów z kątami R, ostrymi kątami, stromymi zboczami i miejscami zbyt blisko pozycji bramy. Zapewniając płaskie i odpowiednie umiejscowienie, trzpień wypychacza może wywierać stałą i skuteczną siłę wypychania bez napotykania niepotrzebnych przeszkód lub potencjalnego uszkodzenia formy lub wypychanej części. Takie rozwiązanie zwiększa ogólną funkcjonalność i niezawodność formy, przyczyniając się do płynniejszego procesu formowania wtryskowego i poprawy jakości produktu. (Patrz poniższy rysunek).
5. Zapewnienie stabilności
Gdy wyrzutnik jest umieszczony na zakrzywionej powierzchni, konieczne jest zastosowanie zabezpieczenia przed obracaniem się kubka. Taka konstrukcja zapobiega niepożądanemu obrotowi kubka podczas procesu wyrzucania, zapewniając jego prawidłowe wyrównanie i połączenie z wyrzucaną częścią. Kubek może skutecznie opierać się siłom obrotowym i utrzymywać zamierzoną orientację dzięki zastosowaniu mechanizmów lub elementów zapobiegających obrotowi, takich jak kołki prowadzące lub rowki wpustowe. Ta zasada projektowania pomaga zwiększyć niezawodność i dokładność systemu wyrzucania, minimalizując ryzyko niewspółosiowości lub uszkodzenia podczas pracy formy. (Patrz poniższy rysunek).
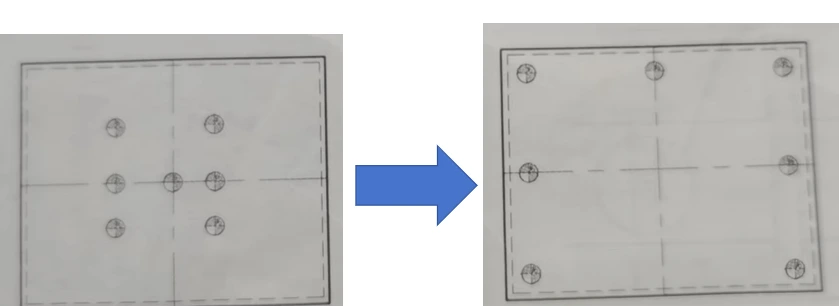
6. Poprawa rozkładu siły wyrzutu
W celu równomiernego rozłożenia sił wyrzutu zaleca się równomierne rozłożenie sworzni wyrzutnika na całej formie. Jednakże, gdy powierzchnia wyrzutu produktu nie ma żadnych szczególnych wymagań dotyczących wyglądu i znajduje się w odpowiedniej pozycji, zaleca się stosowanie większych kołków wypychacza. Taki wybór pomaga skuteczniej rozłożyć siłę wyrzutu i zapewnia prawidłowe wyrzucenie wypraski. Dzięki strategicznemu zastosowaniu większych kołków wypychacza, konstrukcja formy może zoptymalizować wydajność wypychania i zwiększyć ogólną wydajność procesu formowania wtryskowego. (Patrz poniższy rysunek).
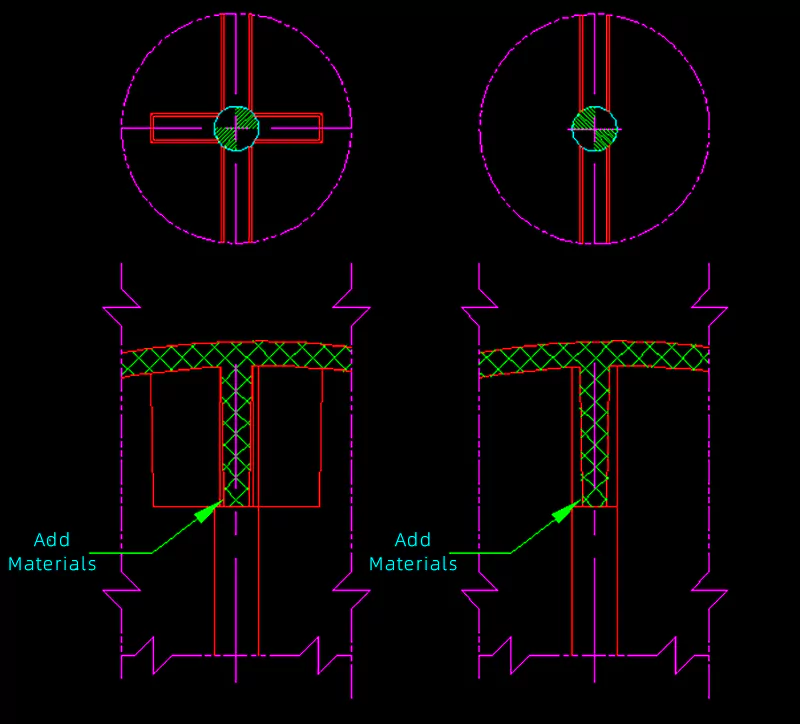
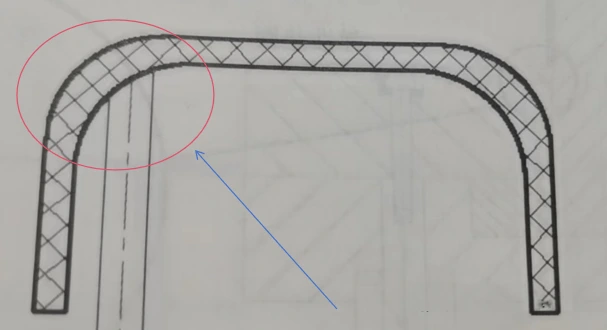
7. Obsługa złożonych konfiguracji żeber
Aby pomieścić żebra w kształcie krzyża lub głębsze żebra bez powodowania zapadnięć lub wpływu na produkt, można dodać dodatkowy materiał przy użyciu metody zilustrowanej na rysunku C. Takie podejście pozwala na prawidłowe wypełnienie wnęk formy i zapewnia, że powstały formowany produkt zachowuje zamierzone wymiary i integralność strukturalną. Dzięki strategicznemu zastosowaniu tej techniki, projekt formy może skutecznie sprostać wyzwaniom związanym ze złożonymi konfiguracjami żeber i produkować wysokiej jakości formowane części. (Patrz poniższy rysunek).
8. Minimalizacja liczby rozmiarów
Zminimalizowanie liczby rozmiarów sworzni wypychaczy używanych w zestawie form.
9. Zapewnienie łatwego wyrzucania
Aby zapobiec trudnościom w usuwaniu produktu i zapewnić łatwe wysuwanie, zaleca się unikanie umieszczania sworznia wyrzutnika zbyt blisko krawędzi produktu, zwłaszcza gdy skurcz produktu jest znaczny.
Jeśli uważasz, że niektóre z powyższych sugestii dotyczących konstrukcji trzpienia wyrzutnika są zbyt skomplikowane, możesz rozważyć poniższą prostą radę:
1. Umieść kołki wypychacza w miejscach, w których trudno jest wyjąć produkt z formy i upewnij się, że są one równomiernie rozmieszczone, aby wywierać równomierną siłę na produkt, unikając deformacji podczas wypychania.
2. Gdy powierzchnia wyrzucana przez sworzeń wypychacza nie jest płaska, lecz nachylona lub zakrzywiona, konieczna jest obróbka zapobiegająca obracaniu się sworznia wypychacza.
Złamanie kołków wypychacza
Jak radzić sobie ze złamanymi kołkami wypychacza?
1. Jeśli sworzeń jest złamany, ale nie zablokowany, po prostu wybij go z formy.
2. W przypadku zakleszczonego sworznia należy użyć wiertła do wykonania otworu, a następnie wybić pozostałą część. Ta metoda jest odpowiednia dla kołków wypychacza wykonanych z miękkiego materiału.
3. Inną opcją jest wywiercenie otworu wylotowego i przecięcie drutu w celu usunięcia złamanego sworznia.
4. Jeśli to możliwe, należy rozważyć usunięcie sworznia wyrzutnika, jeśli nie wpłynie to na proces wyrzucania. Krok ten można podjąć w celu uniknięcia dalszych komplikacji.
Pamiętaj, aby dokładnie ocenić sytuację. Wybierz odpowiednią metodę w oparciu o konkretne okoliczności, aby skutecznie rozwiązać problem złamanego trzpienia wyrzutnika.
Jak uniknąć złamania sworznia wypychacza?
Zwiększenie wytrzymałości sworzni wyrzutnika
1. Wybieraj wysokiej jakości trzpienie wypychaczy wykonane z dobrych materiałów. Wybieraj trzpienie wypychaczy, które zostały poddane obróbce cieplnej i azotowaniu powierzchniowemu w celu zwiększenia ich wytrzymałości i trwałości.
2. Zwiększyć zewnętrzną średnicę trzpienia wypychacza jednosekcyjnego. Jeśli w formie jest wystarczająco dużo miejsca, można zwiększyć średnicę odpowiedniego otworu rdzenia formy, płyty B i otworu płyty ustalającej wypychacza, aby zapewnić lepsze podparcie i stabilność.
3. Rozważ zastosowanie trzpieni wypychaczy o podwójnym przekroju zamiast trzpieni o pojedynczym przekroju. Dwusekcyjne trzpienie wypychaczy oferują większą wytrzymałość i odporność, zmniejszając ryzyko złamania w porównaniu do ich jednosekcyjnych odpowiedników.
Ulepszony wyrzut i zmniejszony opór wyrzutu
1. Zwiększ liczbę sworzni wyrzutnika w obszarach, w których ich złamanie jest bardziej prawdopodobne, zwłaszcza w regionach o ograniczonej przestrzeni. Rozłożenie siły wyrzutu na wiele sworzni zmniejsza obciążenie każdego z nich, minimalizując ryzyko złamania.
2. Popraw wykończenie powierzchni wokół formy męskiej i obszaru rowka żebra. Polerowanie tych powierzchni lub zastosowanie nachylenia może ułatwić płynniejsze wyrzucanie, zmniejszając obciążenie sworzni wypychacza i zmniejszając prawdopodobieństwo pęknięcia.
Olej do sworznia wyrzutnika
Producenci form wtryskowych powinni zwrócić uwagę na jeszcze jedną kwestię. Podczas procesu formowania wtryskowego sworzeń wypychacza i otwór sworznia wypychacza ocierają się o siebie. Jeśli sworzeń wypychacza nie jest często smarowany olejem do sworzni wypychaczy, sworzeń wypychacza ulegnie przepaleniu lub zużyciu. Dodatkowo, otwór sworznia wypychacza zużyje się i powiększy, prowadząc do powstania zadziorów i wpływając na jakość produktu (lub montażu).
Czasami konieczna jest obróbka zadziorów w pozycji sworznia wypychacza, a nawet może dojść do złamania igły, co utrudnia płynny postęp produkcji.
Dlatego zaleca się producentom form wtryskowych regularne i terminowe natryskiwanie oleju na sworznie wypychaczy w celu ich smarowania i ochrony.
Stosowanie oleju do sworzni wyrzutnika
Olej do sworzni wypychaczy jest generalnie wysokiej jakości smarem do szyn prowadzących, z twardym, nie gubiącym się filmem olejowym, doskonałymi właściwościami smarnymi, antykorozyjnymi i zapobiegającymi pełzaniu, stosowanym do smarowania sworzni wypychaczy form z tworzyw sztucznych (popychaczy).
Okazje do użycia
Jeśli podczas procesu rozformowywania sworzeń wypychacza napotyka zbyt duży opór lub słabo się cofa, należy spryskać go olejem. Codziennie należy wyznaczyć osobę do rozpylania oleju na sworznie wypychaczy. Powinno się to odbywać o zaplanowanych porach, co najmniej raz na zmianę, w celu smarowania/ochrony.
Słowa końcowe
Wiedza na temat stosowania sworzni wypychaczy w formach i formowaniu wtryskowym to głęboki temat. Jego opanowanie wymaga dużo czasu. Wiedza na temat sworzni wypychaczy omówiona w tym artykule jest stosunkowo podstawowa. Istnieje wiele zaawansowanych tematów, których nie omówiliśmy, takich jak koordynacja między sworzniami wypychaczy i suwakami, a także integracja sworzni wypychaczy z formami wtryskowymi. podnośnikimiędzy innymi.
Dla projektantów produktów zrozumienie zasady działania i podstaw układu sworzni wypychaczy jest już wystarczające. Wiedza ta może pomóc im uniknąć kiepskich projektów związanych z wyglądem produktów z tworzyw sztucznych we wzornictwie przemysłowym. To wszystko, jeśli chodzi o dzisiejszą część. Jeśli jesteś zainteresowany formami wtryskowymi i chciałbyś porozmawiać na ten temat, napisz do mnie na adres [email protected].














