

Defecten bij het spuitgieten zijn veelvoorkomende problemen die zich kunnen voordoen tijdens het spuitgietproces. Zo zijn zinksporen bij spuitgieten een veelvoorkomend defect.
Voor productontwerpers, constructeurs en ontwerpbedrijven helpt inzicht in zinksporen en andere spuitgietfouten om de ontwerpmethodes te verbeteren en om afgewerkte producten of onderdelen van spuitgietfabrieken te inspecteren (raadpleeg de acceptatienormen voor spuitgietproducten).
Voor matrijzenfabrieken en spuitgietbedrijven is het analyseren van zinksporen bij spuitgieten en het perfect oplossen van dit defect van fundamenteel belang. Elke spuitgiet- en matrijzenbouwer heeft de verantwoordelijkheid en verplichting om alle kennis over spuitgietfouten volledig te beheersen.

Hieronder vindt u een veelvoorkomende grafiek met spuitgietfouten en gedetailleerde informatie over deze fouten. Geïnteresseerde vrienden zijn welkom om te klikken voor een beter begrip:
| Defecten bij het spuitgieten begrijpen | ||||
|---|---|---|---|---|
| Flash | Kort schot | Gootsteen | Vervorming | Brandmerk |
| Spelmerk/Zilveren streep | Donkere vlek/Zwarte vlek | Vloeimarkering | Bubbel | Laslijn |
| Kleurverschil/ongelijke kleur | Markering uitwerppin | |||
Wat is een zinkmarkering bij spuitgieten?
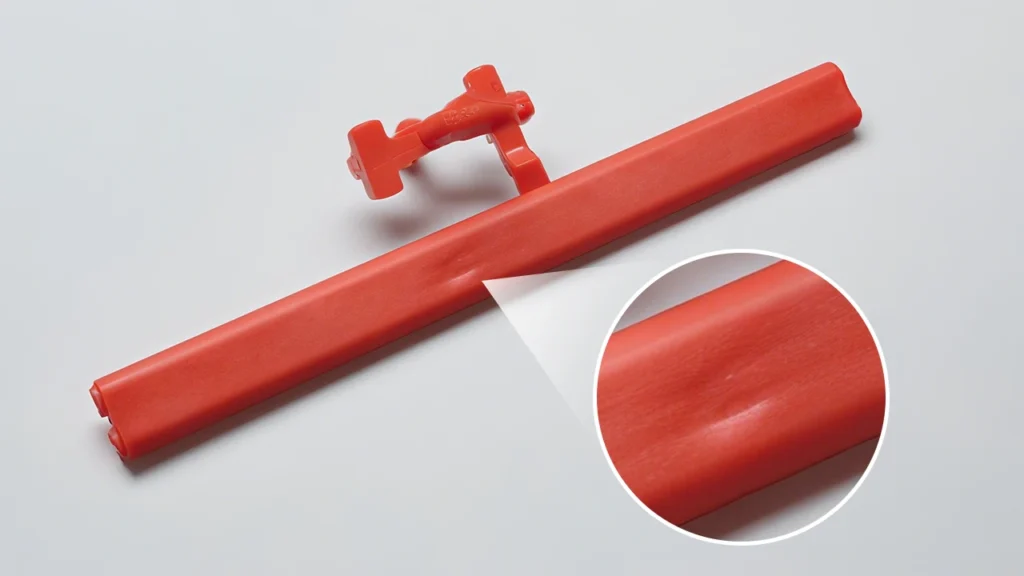
Zinkvlekken, krimpvlekken of depressies op het oppervlak van kunststof onderdelen zijn defecten die vaak voorkomen en heel moeilijk te verwijderen zijn tijdens het spuitgietproces.

Schade veroorzaakt door zinkvlekken
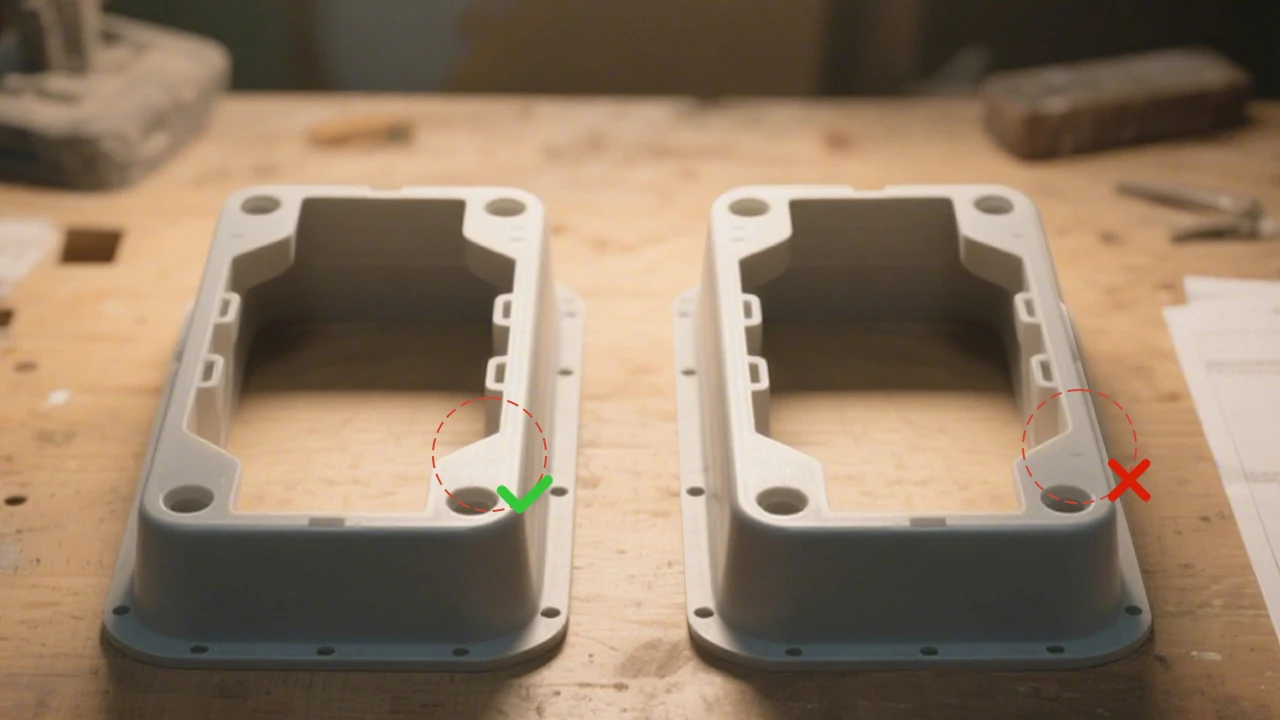
Zinkvlekken zorgen ervoor dat het oppervlak van kunststof onderdelen hol en ongelijkmatig is, wat het uiterlijk ernstig aantast. Zinksporen in spuitgieten die te duidelijk zijn, kunnen niet worden verborgen door oppervlaktebehandeling en glanzende oppervlaktebehandelingen zullen de defecten zelfs uitvergroten.
Voor consumentenproducten zoals wasmachines, koelkasten en laptops geldt dat als eindgebruikers veel spoelplekken op het oppervlak zien, met ongelijke oppervlakken en holle onregelmatigheden, ze de kwaliteit van het product als slecht zullen ervaren, wat het merkimago ernstig aantast.
Als het product niet direct bestemd is voor eindgebruikers, maar eerder voor zakelijke klanten, dan kan het zien van talloze verzinkmarkeringen ertoe leiden dat ze ingenieurs als onprofessioneel beschouwen en het imago van het bedrijf aantasten.
Bovendien kunnen verzinkmarkeringen ook de afmetingen van specifieke delen van kunststof onderdelen beïnvloeden, wat gevolgen heeft voor de assemblage en de bijbehorende functionele implementatie.
Samenvattend, spoelplekken lijken misschien onbeduidend, maar hun potentiële schade omvat het verlies van gebruikers en klanten, evenals het beïnvloeden van assemblage, etc., wat niet onderschat moet worden.
Waarom komen zinkvlekken voor?
Plastic materiaal moet tijdens het spuitgieten gesmolten worden tot een gesmolten toestand en het gesmolten plastic moet tijdens het afkoelen en stollen voortdurend krimpen. Als de dikte van het kunststofdeel inconsistent is of de koeling ongelijkmatig is, kunnen er verschillende krimpgraden optreden.

Als het buitenoppervlak van het kunststofdeel niet voldoende stijf is om de trekkracht te weerstaan die door interne krimp wordt gegenereerd, zal het oppervlaktemateriaal naar binnen bewegen, wat resulteert in zinksporen op het oppervlak zonder compensatie in latere processen. Als het buitenoppervlak van het kunststofdeel voldoende stijf is, zullen zich inwendig holten vormen.
Specifieke factoren die bijdragen aan zinksporen in producten zijn onder andere plastic materialen, productontwerp, matrijsstructuur en parameters van het spuitgietproces.
1. Materiaalfactoren die bijdragen tot zinkmarkeringen bij spuitgieten
Wanneer de krimpsnelheid van het kunststofmateriaal hoog is, is de kans op zinksporen groter. Uit tabel 1 blijkt dat voor PC/ABS, wanneer de verstevigingsrib een dikte van 50% van de basiswanddikte heeft, de kans op zinksporen relatief klein is. Voor PBT daarentegen zijn zinksporen alleen minder waarschijnlijk als de wapeningsribdikte 30% van de basiswanddikte bedraagt. Dit betekent dat zelfs een iets dikkere wapeningsrib de kans op zinksporen sterk verhoogt.
| Kunststof | Minimale krimp | Minder krimp |
|---|---|---|
| PC | 50% | 66% |
| ABS | 40% | 60% |
| PC/ABS | 50% | 50% |
| PA | 30% | 40% |
| PA (glasvezelversterkt) | 33% | 50% |
| PBT | 30% | 50% |
| PBT (glasvezelversterkt) | 33% | 50% |
Naast de krimpsnelheid zijn er nog andere materiaalfactoren die bijdragen aan zinksporen in spuitgietproducten:
- Zinkvlekken veroorzaakt door onvoldoende droging van het materiaal.
- Zinksporen veroorzaakt door te grote of ongelijkmatige materiaaldeeltjes waardoor de smeltkwaliteit onder de maat is.
Tips: Klik op de hyperlink voor meer gedetailleerde informatie over plastic krimp.
2. Ontwerpfactoren die bijdragen aan zinkmerken van producten
Wat betreft zinkmerkverschijnselen die het gevolg zijn van productontwerp, zullen we ons richten op het bespreken van de wanddikte.
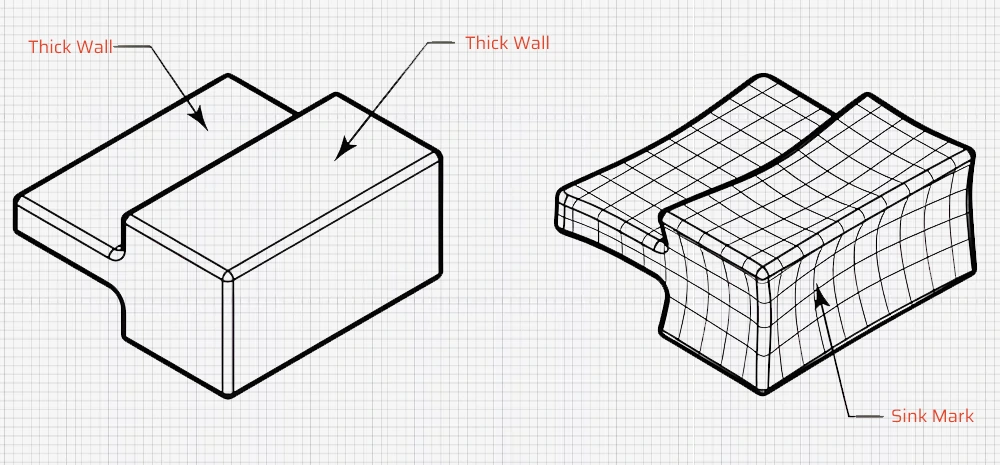
Gebieden met plaatselijk te dikke wanden koelen langzamer af dan gebieden met dunnere wanden. Gebieden met dunnere wanden zijn al afgekoeld en gestold, terwijl gebieden met te dikke wanden nog niet volledig zijn afgekoeld en gestold. Als de gebieden met te dikke wanden verder afkoelen en stollen, ontstaat er een zinkmarkering.
Gebieden met plaatselijk een te grote wanddikte komen waarschijnlijk voor aan de wortel van wapeningsribben, pijlers, verbindingen tussen verstevigingsribben, verbindingen tussen wapeningsribben en muren en verbindingen tussen pilaren en muren.
Bovendien resulteert ongelijke wanddikte in snellere afkoeling en minder krimp in dunwandige gebieden, terwijl langzamere afkoeling en grotere krimp optreden in dikwandige gebieden, wat leidt tot zinksporen.
Samengevat wordt een onjuist ontwerp dat leidt tot zinksporen in spuitgietproducten veroorzaakt door het volgende:
- Ongelijke wanddikte door ongebalanceerd productontwerp.
- Overmatige dikte van poortontwerp.
- Onjuist ontwerp van botpositie zonder rekening te houden met materiaalkrimpnormen wat resulteert in overmatige dikte en daaropvolgende krimp.
- Te dikke schroefkolomposities die niet ontworpen zijn volgens het standaardontwerp van de schroefkolom voor kunststof producten.
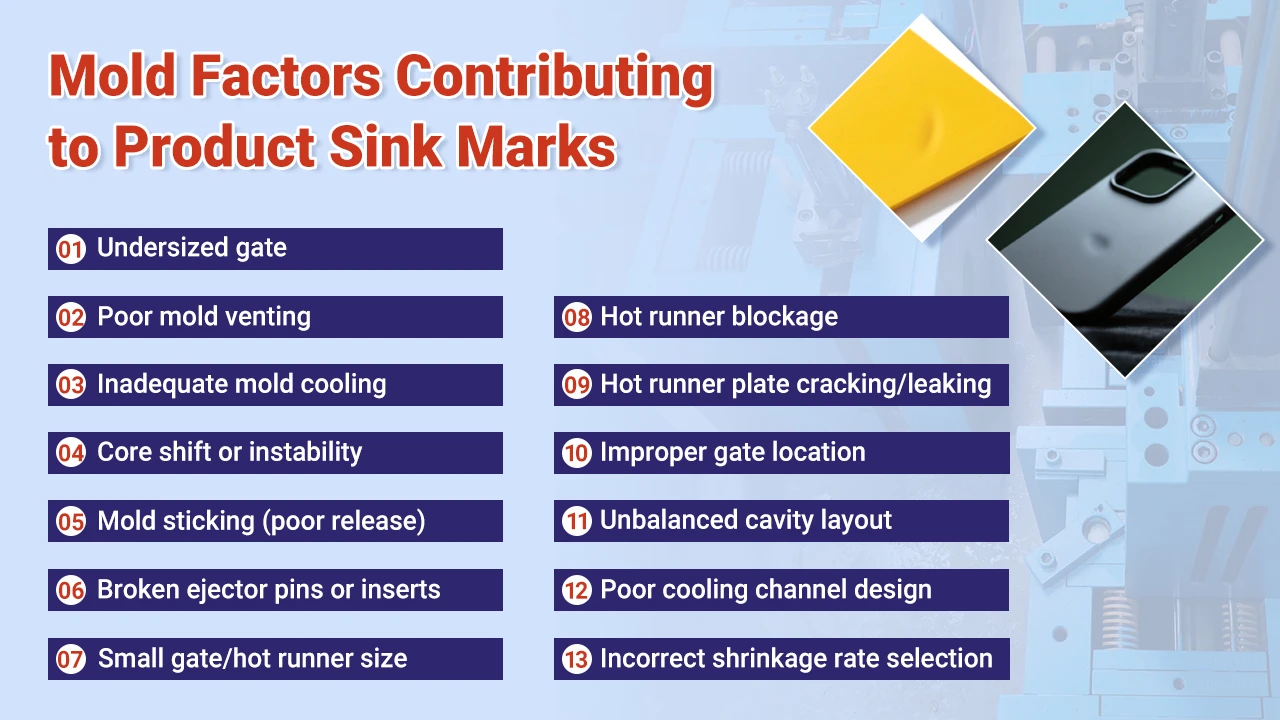
3. Schimmelfactoren die bijdragen aan zinkvlekken op producten
De redenen voor door schimmel veroorzaakte zinksporen bij spuitgieten zijn complexer en omvatten voornamelijk:
- Een kleine inlaat veroorzaakt onvoldoende druk, vooral in matrijzen voor PC-materialen, met glasvezel versterkte materialen en thermisch geleidende materialen.
- Slechte schimmelafzuiging leidt tot ingesloten lucht.
- Onvoldoende koeling van de mal veroorzaakt overmatige hitte en krimp door oververhitting.
- Verschuiving in de gietkern of instabiele gietkern waardoor injectie en extrusie scheef verlopen.
- Zinkvlekken worden veroorzaakt door het vastplakken van schimmel.
- Gebroken naalden of matrijsinzetstukken overmatige dikte en daaropvolgende krimp veroorzaken.
- Het kleine formaat van de malpoort of heet runner veroorzaakt ongelijkmatige vulling.
- Verstopping van vreemde voorwerpen in de hotrunner waardoor ongelijkmatige vulling ontstaat.
- Warmloperplaat barst en lekt.
- Onjuiste positie van de inlaat waardoor niet vanaf het dikste gedeelte wordt ingevoerd, wat leidt tot onvoldoende druk en daaropvolgende zinksporen.
- Onredelijke productlay-out waardoor onvoldoende injectiedruk wordt uitgeoefend op verafgelegen gebieden, wat leidt tot krimp. (Raadpleeg voor een redelijke productlay-out het stroomontwerp van de spuitgietmatrijs).
- Onjuist ontwerp van koelwaterkanalen met onvoldoende kanalen leidt tot overmatig matrijstemperatuur tijdens de productie.
- Verkeerde selectie van materiaalkrimpwaarden tijdens het matrijsontwerp.
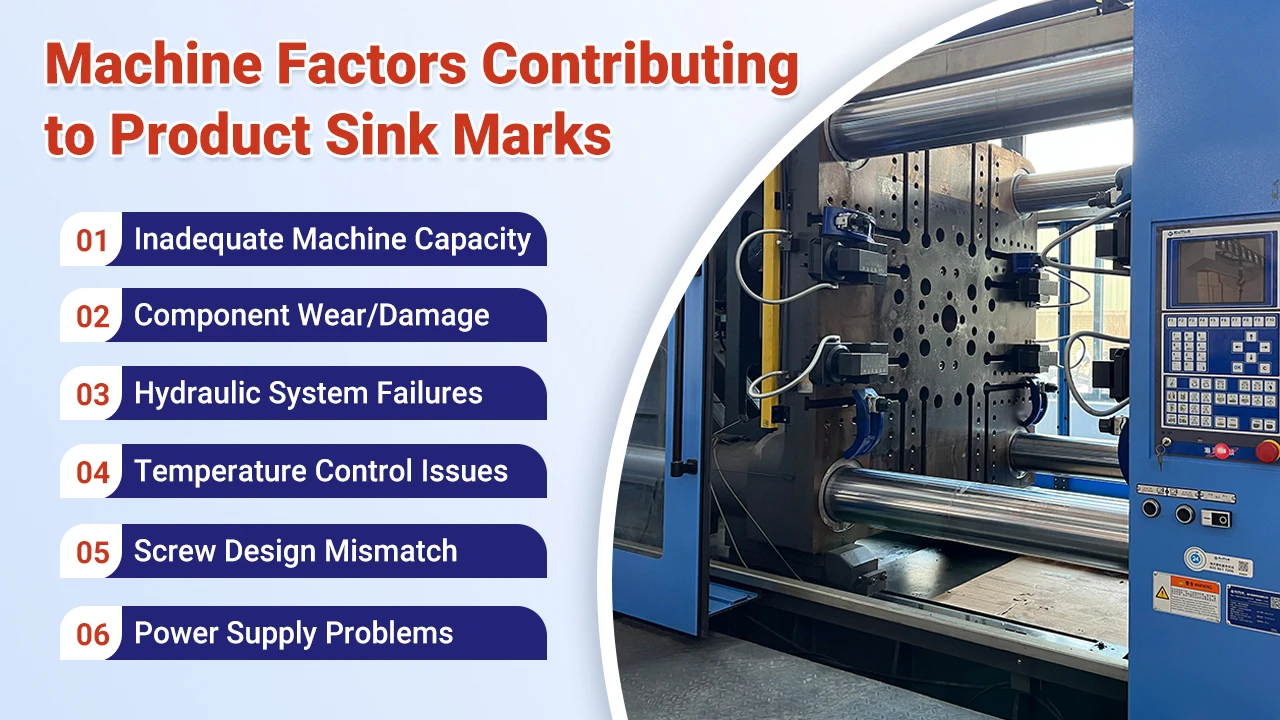
4. Machinefactoren die bijdragen aan zinkmarkeringen van producten
- Kleine machines veroorzaken onvoldoende druk.
- Slijtage van kleine onderdelen (bijv. vatonderdelen) of breuk van afdichtings-/vormringen kan terugstroming veroorzaken, wat bijdraagt aan plastic krimp.
- Olielekkage in de injectiecilinder veroorzaakt onstabiele en onvoldoende druk.
- Beschadiging van de oliepompschoepen waardoor er te weinig druk is.
- Abnormale vattemperatuur waarbij een deel niet opwarmt, wat leidt tot een ondermaatse smeltkwaliteit en daaropvolgende zinkvlekken.
- Slecht koelingseffect van het koelwater van het vat waardoor terugstroming optreedt.
- Incompatibiliteit tussen het type machineschroef en kunststof, zoals het gebruik van een standaardschroef voor PC-materialen.
- Instabiele uitgangsspanning veroorzaakt zwakke injectie.
Spuitgieten Zinkmarkeringsdefecten
1. Preventie is de sleutel tot problemen met zinkvlekken
Wacht niet tot defecten in zinkmarkeringen zich daadwerkelijk voordoen om ze haastig op te lossen. Hoewel dit het probleem kan oplossen, kan het ook betekenen dat het ontwerp van kunststof onderdelen moet worden aangepast, dat de matrijsopeningen, de runners enzovoort moeten worden gewijzigd, waardoor niet alleen de productkosten toenemen, maar ook de productontwikkelingscycli langer worden.
Natuurlijk is er een grotere kans dat door structurele en matrijsbeperkingen of buitensporige kosten, aanpassingen niet mogelijk zijn en het probleem alleen kan worden aangepakt door aanpassingen aan de machine, die het probleem vaak niet fundamenteel kunnen oplossen. Het eindresultaat is een compromis van alle partijen, waarbij de status quo van krimp wordt geaccepteerd.
2. Houding ten opzichte van zinkmarkering: verschillende benaderingen voor verschillende kunststof onderdelen
Over het algemeen bevat een product A-, B-, C- en D-oppervlakken.
- A-oppervlak: Het voorste oppervlak van het product dat vaak door gebruikers wordt gezien.
- B-oppervlak: Het zijoppervlak van het product.
- C-oppervlak: De onderkant van het product.
- D-oppervlak: Niet-extern oppervlak van het product, zoals interne oppervlakken en structurele onderdelen.
Het is duidelijk dat verschillende gebieden van kunststof onderdelen verschillende vereisten hebben voor zinkmarkeringen spuitgieten. Daarom kun je bij het ontwerp niet kiezen voor een uniforme aanpak, zeker niet als er een conflict is tussen uiterlijk en sterkte. Om de sterkte van een kunststof onderdeel te verbeteren, kan bijvoorbeeld de dikte van verstevigingsribben iets worden vergroot of kunnen er fillets worden toegevoegd aan de basis van verstevigingsribben. Dit leidt echter onvermijdelijk tot zinkvlekken. Daarom moet voor oppervlakken die er kritisch uitzien, zoals het A-oppervlak, de dikte van de verstevigingsribben worden verminderd of kunnen de vullingen zelfs helemaal worden weggelaten. Voor interne structurele onderdelen is sterkte van het grootste belang, dus moet de dikte van de verstevigingsribben misschien iets worden vergroot, terwijl er wel fillets aan de basis worden toegevoegd.
3. Uitgebreide beschouwing
Het voorkomen van problemen met zinkstrepen vereist een allesomvattende aanpak. Door het probleem vanuit één richting aan te pakken, kunnen problemen met zinkstrepen niet fundamenteel worden voorkomen.
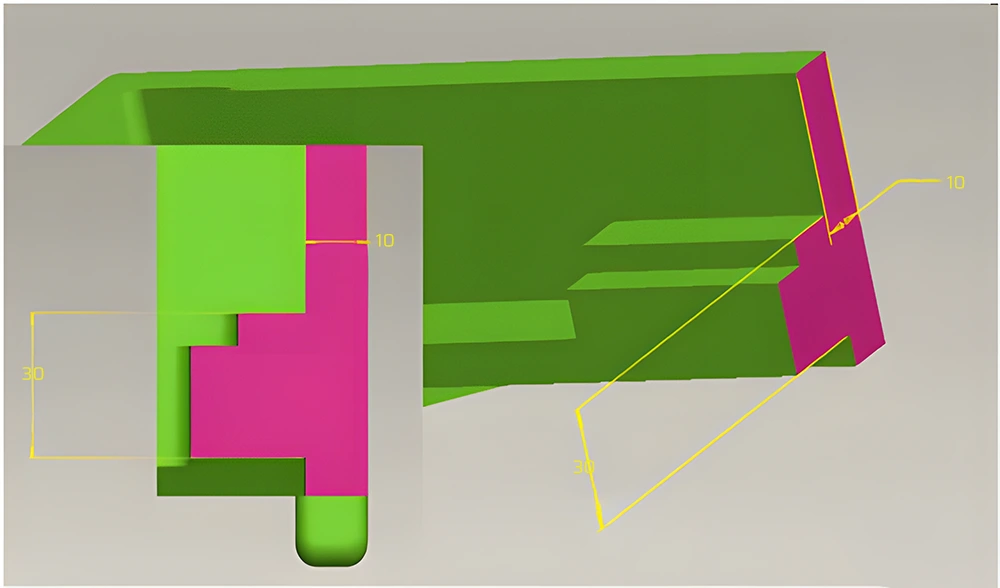
4. Starten met het ontwerp van kunststof onderdelen is de beste oplossing
Hoewel problemen met zinkmarkeringen opgelost kunnen worden door een later matrijsontwerp en aanpassing van de spuitgietparameters, is dat niet altijd het geval. Eén ding is zeker: het kan de kosten van kunststof onderdelen gemakkelijk verhogen en dat moet vermeden worden.
In het geval van de lichtgeleidingsplaat in de figuur bijvoorbeeld, ontstonden er zinkvlekken tijdens het spuitgieten door een verkeerd ontwerp van het kunststofdeel, met plaatselijk een te grote wanddikte. Om het zinkmarkeringsprobleem aan te pakken, werd de matrijs aangepast om de diameter van de gate en de runner te vergroten. Dit resulteerde echter in een nog grotere runner, waardoor de vormcyclus nog langer werd. De lichte geleidingsplaat weegt 0,6 gram, terwijl de runner maar liefst 22,0 gram weegt, met een koeltijd van ongeveer 45 seconden. Productie op basis van dergelijke gegevens zou resulteren in extreem hoge materiaal- en verwerkingskosten.
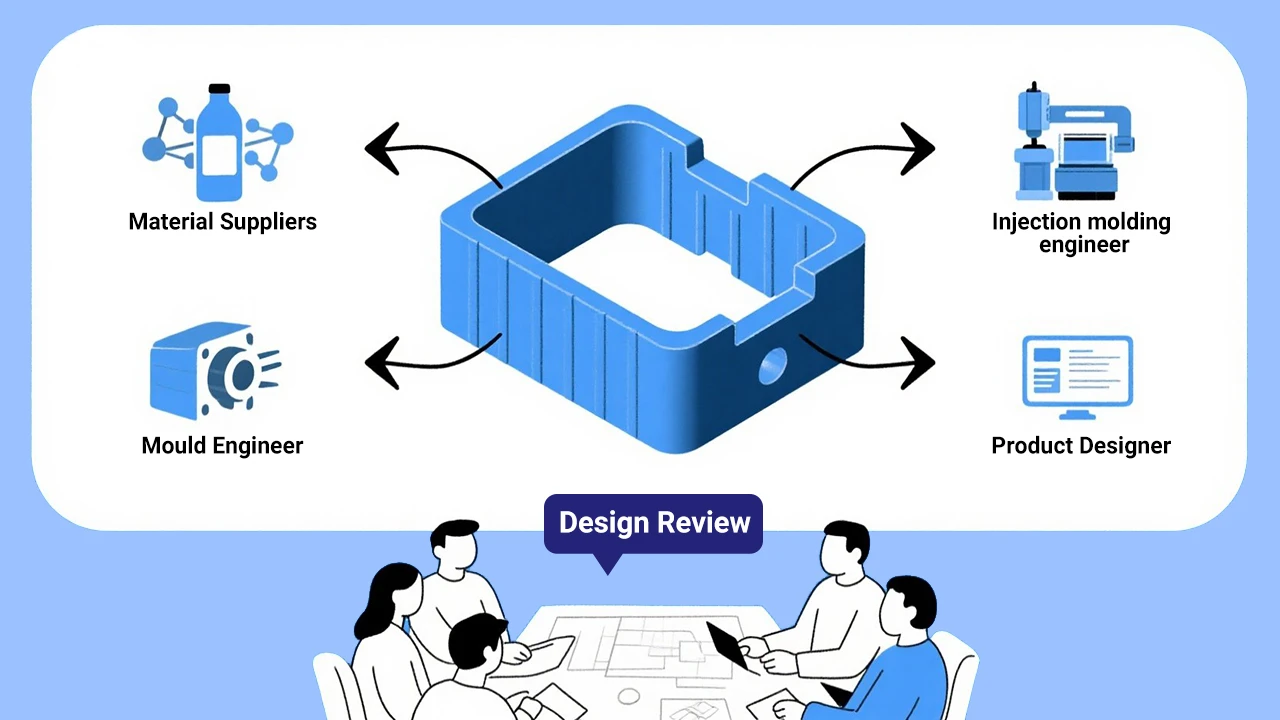
5. Team Samenwerking
Het voorkomen van zinkfouten is afhankelijk van oprechte samenwerking tussen productontwerpingenieurs, matrijsingenieurs, spuitgietingenieurs, leveranciers van kunststofmaterialen en andere afdelingen en leveranciers.
Tijdens het ontwerpen van kunststof onderdelen moeten productontwerpingenieurs eerst informatie inwinnen over de eigenschappen van kunststof materialen bij kunststofleveranciers, inclusief krimpeigenschappen. Over het algemeen hebben kunststofleveranciers veel kennis en vaardigheden om verschillende defecten aan te pakken.
Tijdens het specifieke ontwerp van kunststof onderdelen moeten productontwerpingenieurs specifieke regels en richtlijnen volgen voor het gedetailleerde ontwerp van kunststof onderdelen, zoals de richtlijnen dat de dikte van de verstevigingsribben niet te dik mag zijn. Als er twijfels of onzekerheden zijn over het ontwerp, moeten productontwerpingenieurs tijdig advies inwinnen bij matrijsingenieurs, spuitgietingenieurs, leveranciers van kunststof materialen, enz. En nodig tijdens ontwerpbeoordelingen alle partijen uit om deel te nemen.
Zodra de kunststofonderdelen ontworpen zijn in 3D-software, moeten de productontwerpingenieurs de uiterlijke vereisten van de kunststofonderdelen nauwkeurig definiëren in 2D-tekeningen, zodat de matrijsingenieurs op de hoogte zijn van de specifieke vereisten voor de zinkmarkering. Op deze manier kunnen matrijsingenieurs het ontwerp van de matrijsstructuur op basis van deze informatie overwegen, inclusief de grootte, positie en het aantal poorten, de grootte van runners en de structuur van koelwaterkanalen.
Tijdens proeven met schimmels, Alle bovengenoemde partijen moeten mogelijke problemen met zinkmerken gezamenlijk ter plaatse aanpakken.
6. Gebruik van Mold Flow Analysis-software
Bij het voorspellen en aanpakken van gebreken aan zinkmerken, analyse van de matrijsstroming software is een zeer nuttig hulpmiddel.
Op basis van bestaande kunststofonderdelen en matrijsontwerpen kan met behulp van matrijsvloeistofanalysesoftware (zoals Moldflow) de grootte van de zinkmarkering worden voorspeld. Als de zinkmarkering groter is dan de vormvereisten, kan het ontwerp van het kunststofdeel (bijvoorbeeld uithollen waar de wand dik is) en de matrijs (bijvoorbeeld de positie en grootte van de poorten aanpassen) worden geoptimaliseerd.
Samengevat
De kans op zinksporen bij spuitgieten is gelijk aan flash. Om zinksporen bij spuitgieten te voorkomen en aan te pakken, is een volledig begrip van de materiaalkrimpeigenschappen nodig. Hoewel online gegevens over materiaalkrimpsnelheden te verkrijgen zijn, kan de werkelijke krimpsnelheid voor hetzelfde materiaal in verschillende productonderdelen variëren.
First Mold zal een uitgebreide tabel samenstellen met “werkelijke krimpsnelheden van verschillende kunststofproducten” op basis van jarenlange ervaring met spuitgieten. Blijf kijken voor deze informatie.














