

Uitwerppennen worden vaak gebruikt in het uitwerpsysteem van spuitgietmatrijzen. Zoals de malbasisze zijn meestal geen aandachtspunt voor een van beide matrijsfabrikanten of spuitgietfabrieken. Daarom kopen de meeste matrijsfabrikanten uitwerppennen extern.
Uitwerppennen zijn een stukje kennis dat industriële productontwerpers moeten beheersen omdat spuitgegoten producten meestal een uitwerppinspoor achterlaten nadat het spuitgieten is voltooid. Daarom moeten productontwerpers bij het ontwerpen van producten rekening houden met de uitwerppositie van kunststof producten. Nu beginnen we met de uitwerppennen van spuitgietonderdelen.

Wat is de uitwerppen?
Een uitwerppen is een cilindrisch onderdeel dat gebruikt wordt bij spuitgieten om de afgewerkte onderdelen uit de matrijskern te verwijderen. Hij is meestal gemaakt van een staallegering en gebouwd voor hoge druk en duurzaamheid bij herhaalde bewegingen.
Geplaatst in de uitwerpplaat in de mal/matrijs, steekt de uitwerppen uit in de matrijskern en oefent kracht uit om het spuitgietproduct naar buiten te duwen wanneer de matrijs opengaat. Uitwerppennen variëren in grootte, vorm en configuratie om te voldoen aan verschillende matrijsontwerpen en matrijsgeometrieën. Hun precieze plaatsing en doeltreffende werking zijn essentieel voor een efficiënte uitwerping en algemene prestaties van de matrijs.
Wat is het gebruikelijke aantal uitwerppennen in een mal?
Invloed van de hoeveelheid uitwerppennen op de kwaliteit en de productie-efficiëntie van spuitgietproducten
De hoeveelheid uitwerppennen heeft een grote invloed op zowel de kwaliteit van spuitgietproducten als de productie-efficiëntie. Onvoldoende uitwerppennen kunnen leiden tot defecten zoals holtes en zinkvlekken in de spuitgietproducten, waardoor de productkwaliteit vermindert. Omgekeerd verhoogt een overmatig aantal uitwerppennen niet alleen de productiekosten van de matrijs, maar vermindert ook de efficiëntie van de spuitgietproductie, wat kan leiden tot trage machineacties of zelfs vastlopen.
Methoden voor het schatten van het aantal uitwerppinnen
Er zijn verschillende stappen nodig om het vereiste aantal uitwerppennen te schatten:
1. Analyseren van de structuur en verwerkingsvereisten van spuitgegoten onderdelen: Het is van cruciaal belang om de structuur van de spuitgietproducten te begrijpen, met inbegrip van kenmerken zoals wanddikte, gaten, uitsteeksels en verwerkingsvereisten zoals de noodzaak om steunen te verwijderen en te ponsen. Deze factoren hebben een aanzienlijke invloed op het vereiste aantal uitwerppennen.
2. De inspuitdruk van de machine bepalen: Op basis van het model en de specificaties van de spuitgietmachine moet de injectiedruk van de machine worden bepaald. De injectiedruk is een van de belangrijkste factoren die het aantal uitwerppennen beïnvloeden.
3. Het oppervlak van de gietholte berekenen: Bereken aan de hand van de structuur van de spuitgietproducten en de injectiedruk het vereiste oppervlak van de matrijsholte. Het oppervlak van de matrijsholte dient als een belangrijk referentiepunt voor het vaststellen van de bovengrens van het aantal uitwerppennen.
4. Het aantal uitwerppinnen schatten: Combineer de bovenstaande gegevens met praktische ervaring en schat het juiste aantal uitwerppennen. In het algemeen moet het aantal uitwerppennen groter zijn dan of gelijk aan het oppervlak van de matrijsholte gedeeld door de injectiedruk, verder gedeeld door de waarde van de uitwerppendruk. Het is echter essentieel om een te dichte opstelling van uitwerppennen te vermijden om overmatige uitval te voorkomen.
Veelgebruikte materialen voor uitwerppennen in mallen
Uitwerppennen in matrijzen worden meestal gemaakt van hogesnelheidsstaal en ondergaan een daaropvolgende warmtebehandeling. Er zijn verschillende kwaliteiten op de markt, waarbij de meest gebruikte SKD61 en SKH51 zijn.
Deze pennen hebben meestal een hardheid van 50 tot 55 graden en ondergaan oppervlaktehardings- en nitreerbehandelingen.
Daarnaast zijn er uitwerppennen van gewoon hogesnelheidsstaal, die worden gebruikt in minder veeleisende toepassingen. De prijzen van uitwerppennen variëren aanzienlijk op de markt, waarbij die van merkfabrikanten duurder zijn.
Chinese SKD61-uitwerpspelden:
Dit zijn de meest voorkomende uitwerppennen die verkrijgbaar zijn, met een gemiddelde hardheid en hittebestendigheid. Ze zijn geschikt voor mallen waar de eisen aan precisie en hardheid niet te hoog zijn en ze zijn relatief betaalbaarder.
Taiwanese genitreerde SKD61-uitwerpspelden:
Deze pennen bieden een verbeterde hardheid en hittebestendigheid in vergelijking met gewoon SKD61-materiaal. Ze worden door veel klanten geprefereerd en zijn iets duurder dan Chinese SKD61 pennen.
Japanse vacuümgenitreerde SKD61-uitwerppennen:
Deze pinnen ondergaan een warmtebehandeling in een vacuüm nitreeroven, wat resulteert in SKD61-materiaal van hoge kwaliteit met een uitstekende hardheid, hittebestendigheid en consistentie in zowel interne als externe hardheid. Ze zijn een uitstekende keuze voor gietvormen met hoge eisen voor uitwerppennen vanwege hun superieure grondstofkwaliteit, maar ze hebben een hogere prijs in vergelijking met de vorige opties.
SKH-51 Uitwerperpennen:
Gemaakt van high-speed staal, worden SKH51 uitwerpspelden gekozen door matrijsfabrieken wanneer hoge eisen worden gesteld aan de spelden. SKH51 is een wolfraamhoudend hogesnelheidsstaal dat bekend staat om zijn uitstekende hittebestendigheid, taaiheid en hardheid, waardoor het een ideale keuze is voor veeleisende toepassingen.
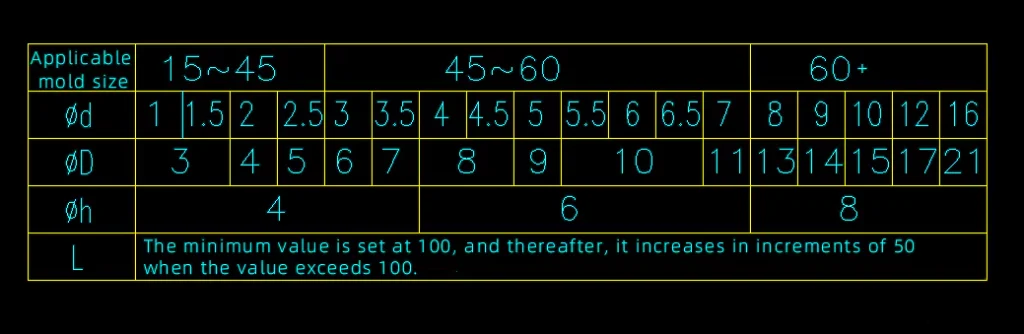
Verschillende maten van veelgebruikte uitwerppennen.
Ontwerpprincipes voor uitwerpers en uitwerpersystemen
Het is vermeldenswaard dat leveranciers van matrijzen uitwerppennen kunnen krijgen van hun leverancier, maar toch is het heel belangrijk om voldoende aandacht te besteden aan de ontwerpoverwegingen voor uitwerppennen wanneer het bedrijf de matrijs ontwerpt. Het ontwerp speelt een cruciale rol bij het leveren van de beste functie van de uitwerpmatrijs zonder problemen te veroorzaken zoals het vastplakken van onderdelen of schade. Hier zijn de fundamentele visuele ontwerpprincipes:
1. De plaatsing van uitwerppennen optimaliseren voor een efficiënt matrijsontwerp
Voor het ontwerp van de matrijs is de positie van de uitwerppen een punt van zorg, waarbij zoveel mogelijk de voorkeur wordt gegeven aan plaatsing in de buurt van ribben of punten waar een hoge uitwerpkracht wordt verwacht. In dit opzicht is deze positionering met een strategisch doel een belangrijke factor in het gebruik van krachten op alle kritieke punten, zodat het mogelijk is om het spuitgietstuk gemakkelijk en precies uit te werpen. Zo wordt een effectieve en betrouwbare uitwerping bereikt zonder schade of vervorming van het onderdeel. Door deze geselecteerde posities in het matrijsontwerp te pinnen, kan het uitwerpproces worden verbeterd en het algehele succes van spuitgieten worden vergroot.
2. Vrijgave behouden
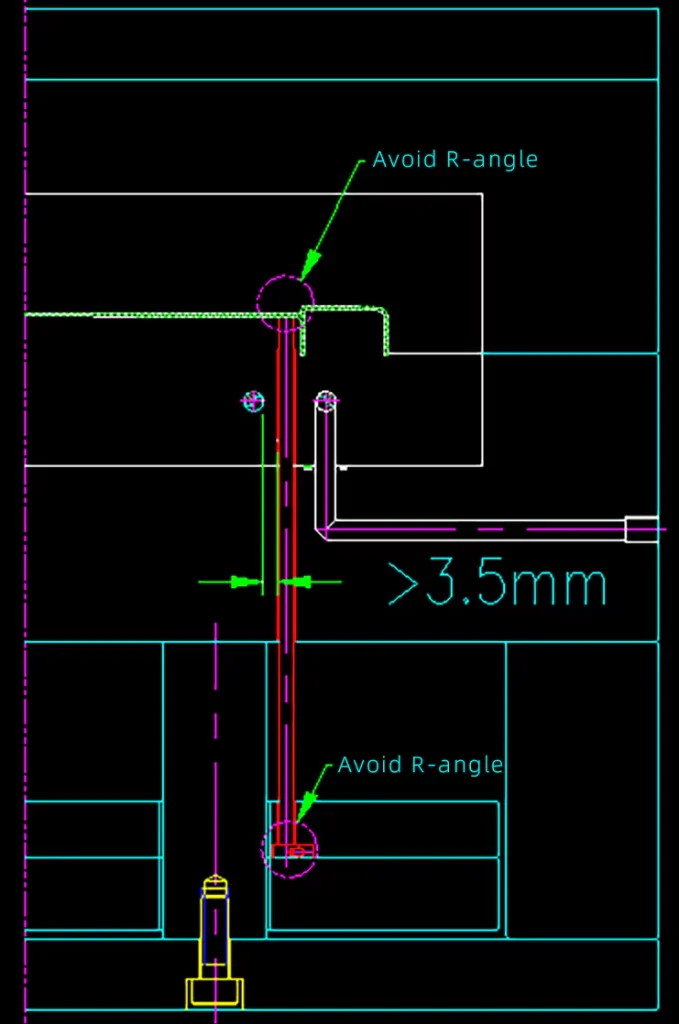
Om een goede werking te garanderen en storingen te vermijden, wordt aanbevolen om een minimale afstand van 3,5 mm aan te houden tussen de waterlijn en de uitwerppin. Deze afstand zorgt voor voldoende speling en voorkomt mogelijk contact of botsing tussen de uitwerppin en de waterlijn tijdens het uitwerpen. Door deze afstand aan te houden, kan het ontwerp van de matrijs de benodigde onderdelen effectief bevatten en een soepele en efficiënte uitwerping bevorderen zonder de integriteit of prestaties van de matrijs of het geïnjecteerde onderdeel aan te tasten. (Zie de volgende afbeelding.)
3. Zorgen voor de juiste uitlijning
Om een effectieve werking te garanderen en storingen te voorkomen, is het belangrijk om de uitwerppen zo te plaatsen dat de uitwerpbeker niet door het gat van de uitwerpplaat gaat wanneer deze zich dicht bij de steunpilaar bevindt. Dit principe zorgt ervoor dat de uitwerpbeker goed uitgelijnd blijft en de beweging van de uitwerpplaat niet hindert. Door deze ontwerpoverweging te volgen, kan de matrijs soepel functioneren, waardoor het spuitgietproduct efficiënt kan worden uitgeworpen zonder mogelijke complicaties of storingen. (Zie de volgende afbeelding.)
4. Uitwerppinoriëntatie optimaliseren voor betere prestaties
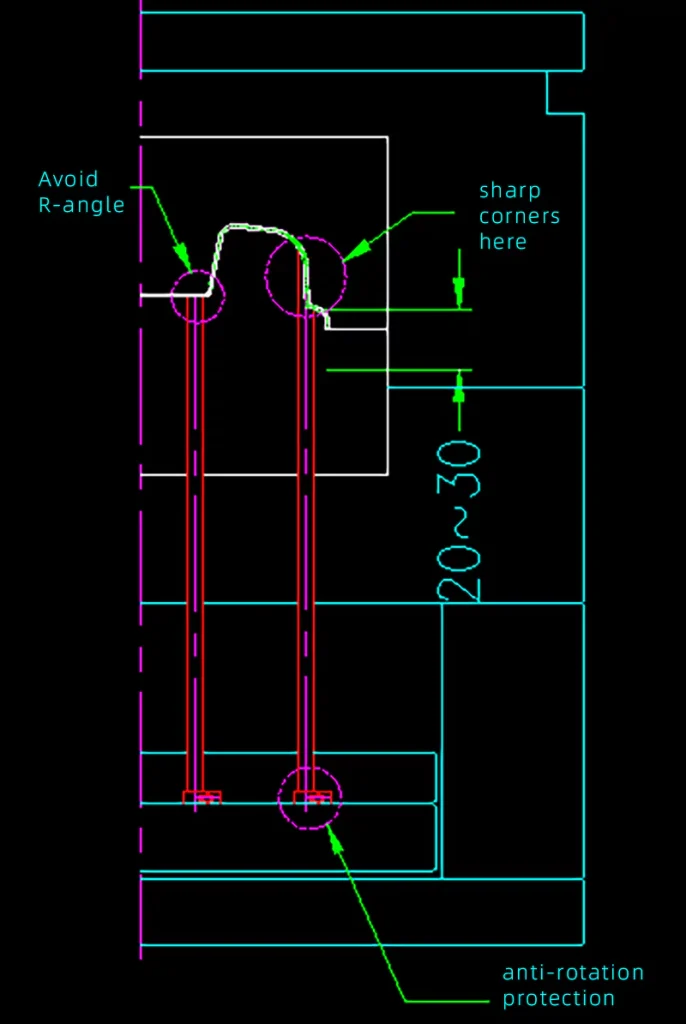
Om de prestaties en duurzaamheid van de uitwerppen te optimaliseren, wordt aanbevolen om hem vlak te plaatsen, waarbij gebieden met R-hoeken, scherpe hoeken, steile hellingen en locaties te dicht bij de poortpositie worden vermeden. Door te zorgen voor een vlakke en geschikte plaatsing kan de uitwerppen een consistente en efficiënte uitwerpkracht uitoefenen zonder onnodige obstructies of potentiële schade aan de matrijs of het uitgeworpen onderdeel. Dit ontwerp verbetert de algehele functionaliteit en betrouwbaarheid van de matrijs, wat bijdraagt aan soepelere spuitgietprocessen en een betere productkwaliteit. (Zie de volgende afbeelding.)
5. Stabiliteit garanderen
Als de uitwerper op een gebogen oppervlak staat, is het essentieel om de beker te beschermen tegen rotatie. Dit ontwerp voorkomt ongewenste rotatie van de beker tijdens het uitwerpproces en zorgt ervoor dat de beker goed uitgelijnd blijft met het uitgeworpen onderdeel. De cup kan effectief weerstand bieden tegen rotatiekrachten en de bedoelde oriëntatie behouden door anti-rotatiemechanismen of -kenmerken te integreren, zoals geleidepennen of spiebanen. Dit ontwerpprincipe helpt de betrouwbaarheid en nauwkeurigheid van het uitwerpsysteem te verbeteren en minimaliseert het risico op verkeerde uitlijning of schade tijdens het gebruik van de matrijs. (Zie de volgende afbeelding.)
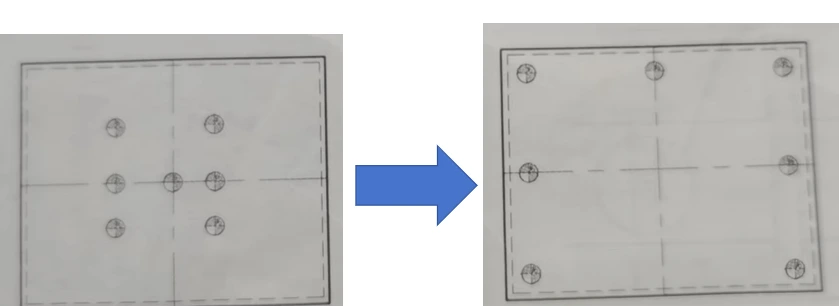
6. De uitwerpkrachtverdeling verbeteren
Voor een gelijkmatige verdeling van de uitwerpkrachten wordt aanbevolen om de uitwerppennen gelijkmatig over de matrijs te verdelen. Als het uitwerpoppervlak van het product echter geen specifieke uiterlijke vereisten heeft en zich op een geschikte plaats bevindt, verdient het de voorkeur om grotere uitwerppennen te gebruiken. Deze keuze helpt om de uitwerpkracht beter te verdelen en zorgt voor een goede uitwerping van het spuitgietproduct. Door strategisch grotere uitwerppennen te gebruiken, kan het ontwerp van de matrijs de uitwerpprestaties optimaliseren en de algemene efficiëntie van het spuitgietproces verbeteren. (Zie de volgende afbeelding.)
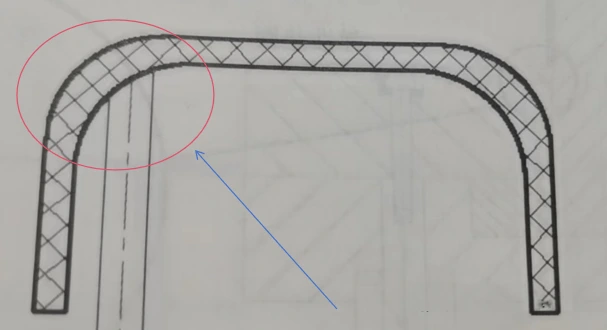
7. Complexe ribconfiguraties aanpakken
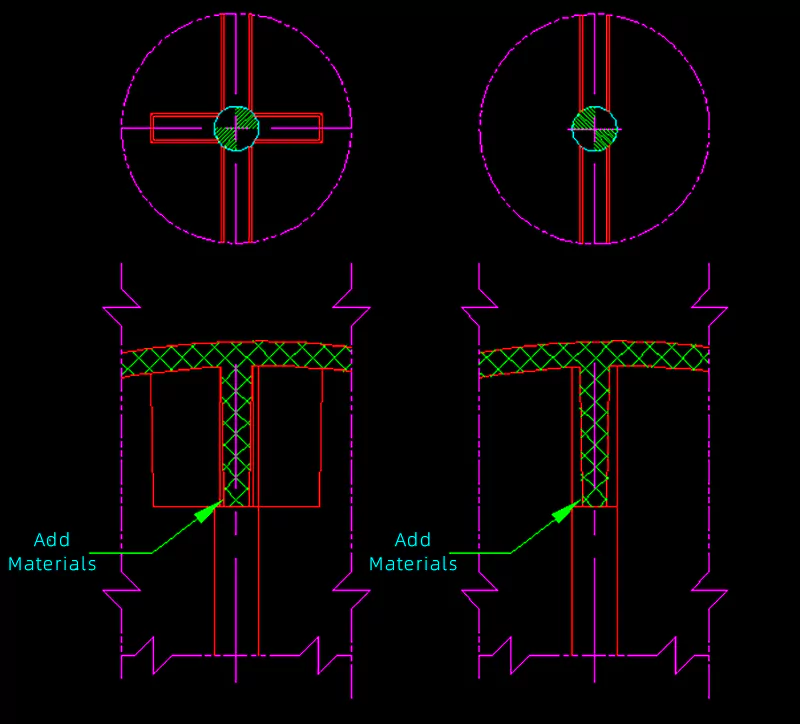
Om kruisvormige of diepere ribben te plaatsen zonder zinksporen te veroorzaken of het product aan te tasten, kan extra materiaal worden toegevoegd volgens de methode die wordt geïllustreerd in afbeelding C. Deze aanpak zorgt voor de juiste vulling van de matrijsholten en zorgt ervoor dat het gevormde product de beoogde afmetingen en structurele integriteit behoudt. Door deze techniek strategisch toe te passen, kan het matrijsontwerp de uitdagingen van complexe ribconfiguraties effectief aanpakken en spuitgietproducten van hoge kwaliteit produceren. (Zie de volgende afbeelding.)
8. Minimaliseer het aantal maten
Minimaliseer het aantal maten uitwerppennen dat binnen een set matrijzen wordt gebruikt
9. Zorgen voor gemakkelijke uitwerping
Om te voorkomen dat het product moeilijk te verwijderen is en om ervoor te zorgen dat het product gemakkelijk kan worden uitgeworpen, is het raadzaam om de uitwerppen niet te dicht bij de rand van het product te plaatsen, vooral als het product aanzienlijk krimpt.
Als je sommige van de bovenstaande ontwerpsuggesties voor uitwerppennen te ingewikkeld vindt, kun je het volgende eenvoudige advies overwegen:
1. Plaats uitwerppennen op plaatsen waar het product moeilijk uit de matrijs kan worden gehaald en zorg dat ze gelijkmatig zijn verdeeld om een gelijkmatige kracht op het product uit te oefenen, zodat vervorming tijdens het uitwerpen wordt voorkomen.
2. Als het oppervlak dat door de uitwerppen wordt uitgeworpen niet vlak is, maar schuin of gebogen, moet de uitwerppen een anti-rotatiebehandeling ondergaan.
Breuk van de uitwerppennen
Hoe om te gaan met gebroken uitwerppennen
1. Als de pen gebroken is maar niet vastzit, klopt u hem gewoon uit de mal.
2. In het geval van een vastgelopen pin maakt u met een boor een gat en klopt u vervolgens het resterende deel eruit. Deze methode is geschikt voor uitwerppennen van zacht materiaal.
3. Een andere optie is om een afvoergat te boren en draad te knippen om de gebroken pin te verwijderen.
4. Overweeg, indien mogelijk, om de uitwerppen te verwijderen als dit het uitwerpproces niet beïnvloedt. Deze stap kan worden genomen om verdere complicaties te voorkomen.
Denk eraan de situatie zorgvuldig te beoordelen. Kies de juiste methode op basis van de specifieke omstandigheden om het probleem met de gebroken uitwerpselpen effectief aan te pakken.
Hoe breuk van de uitwerppennen te voorkomen
De sterkte van de uitwerppennen vergroten
1. Kies uitwerppennen van hoge kwaliteit, gemaakt van goede materialen. Kies uitwerppennen die een warmtebehandeling en oppervlakte-nitrering hebben ondergaan om hun sterkte en duurzaamheid te verbeteren.
2. Vergroot de buitendiameter van de uitwerppen met één sectie. Als er voldoende ruimte in de mal is, kunt u de diameter van het overeenkomstige gat in de malkern, de B-plaat en het gat in de uitwerpplaat vergroten voor een betere ondersteuning en stabiliteit.
3. Overweeg het gebruik van uitwerppennen met dubbele doorsnede in plaats van die met enkele doorsnede. Uitwerppennen met een dubbele doorsnede zijn sterker en veerkrachtiger, waardoor de kans op breuk kleiner is dan bij uitwerppennen met een enkele doorsnede.
Verbeterde uitwerping en verminderde uitwerpweerstand
1. Verhoog het aantal uitwerppinnen in gebieden waar breuk waarschijnlijker is, vooral in gebieden met beperkte ruimte. Door de uitwerpkracht over meerdere pinnen te verdelen, wordt de spanning op elke pin verminderd, waardoor het risico op breuk minimaal is.
2. Verbeter de oppervlakteafwerking rond de mannelijke mal en de groefzone van de rib. Door deze oppervlakken te polijsten of een ontvormhelling in te bouwen, kan de uitwerping soepeler verlopen, waardoor de druk op de uitwerppennen afneemt en de kans op breuk kleiner wordt.
De olie van de uitwerppen
Voor spuitgietfabrikanten is er nog een ander punt om rekening mee te houden. Tijdens het spuitgietproces wrijven de uitwerppen en het gat van de uitwerppen tegen elkaar. Als de uitwerppen niet regelmatig gesmeerd wordt met uitwerppenolie, zal de uitwerppen doorbranden of slijten. Bovendien zal het gat van de uitwerppen slijten en groter worden, wat tot bramen leidt en de productkwaliteit (of assemblage) beïnvloedt.
Soms is het nodig om de bramen op de positie van de uitwerppen te bewerken, en er kan zelfs naaldbreuk optreden, wat de soepele voortgang van de productie belemmert.
Daarom raden we spuitgietfabrikanten aan om regelmatig en tijdig olie op de uitwerppennen te spuiten voor smering en bescherming.
Het gebruik van olie voor uitwerppennen
Ejector pin oil is over het algemeen een smeermiddel van hoge kwaliteit voor geleiderails, met een sterke oliefilm die niet verloren gaat, uitstekende smering, antiroest en kruipweerstand, dat wordt gebruikt voor de smering van ejectorpennen (duwstangen) van kunststof gietvormen.
Gelegenheden voor gebruik
Als de uitwerppen tijdens het ontvormen te veel weerstand ondervindt of slecht intrekt, moet er olie op de uitwerppen worden gespoten. Er moet dagelijks iemand worden aangewezen om de olie op de uitwerppennen te spuiten. Dit moet op geplande tijden gebeuren, minstens een keer per dienst, voor smering/bescherming.
Laatste woorden
De kennis over het gebruik van uitwerppennen in matrijzen en spuitgieten is een diepgaand onderwerp. Het vergt veel tijd om het onder de knie te krijgen. De kennis over uitwerppennen die in dit artikel wordt besproken, is relatief basaal. Er zijn veel geavanceerde onderwerpen die we nog niet behandeld hebben, zoals de coördinatie tussen uitwerppennen en schuivers, en de integratie van uitwerppennen met liftersonder andere.
Voor productontwerpers is het misschien al voldoende om het werkingsprincipe en de basisprincipes van de lay-out van uitwerppennen te begrijpen. Deze kennis kan hen helpen om enkele slechte ontwerpen te vermijden die te maken hebben met het uiterlijk van plastic producten in industrieel ontwerp. Dat is alles voor vandaag. Als je geïnteresseerd bent in mallen en verder wilt praten, stuur dan een e-mail naar [email protected].














