

CNC milling is a popular manufacturing process applied in modern industry production. The technique belongs to the process of subtractive manufacturing in which material is removed from a solid block of work to achieve a sought-after geometry or scale. Unlike the machining processes of the past, where human control greatly influenced the machining process, CNC milling is a computer-controlled process whereby computer instructions are used to affect the movement of cutting tools.

Introducción al fresado CNC
CNC milling is a machining process in which a fixed workpiece is cut by rotating cutting tools controlled by a computer program. The acronym CNC stands for Computer Numerical Control, reflecting the digital instructions that govern the machine’s movements and operations.
In the normal CNC milling setup, a high-speed rotating tool cuts through a workpiece secured on a moving table. The machine controller interprets a digital program—often written in Código G—and directs the machine axes to move according to the specified toolpath. The tool then cuts through the piece of work and gradually cuts away material to create the required form.
El fresado CNC está informatizado y permite el mecanizado de piezas muy detalladas con el mínimo control humano. Los movimientos multidimensionales de la máquina permiten crear características como ranuras, cavidades, contornos y detalles finos de superficies tridimensionales.
The accuracy of CNC milling is one of its defining characteristics. Modern CNC machining centers, equipped with advanced volumetric error compensation algorithms, can consistently accommodate positioning tolerances of ±2 to ±5 microns. This extreme geometric accuracy is essential for high-performance engineering processes where micron-level precision is non-negotiable [1].
La precisión, la flexibilidad y la escalabilidad hacen del fresado CNC una tecnología fundamental en la industria manufacturera actual.
Historia y evolución del fresado CNC
La historia del fresado CNC se remonta a las fresadoras tradicionales que se controlaban manualmente. Los maquinistas solían controlar el movimiento de las herramientas mediante giros manuales y movimientos sobre palancas mecánicas. Aunque los operarios profesionales podían proporcionar unos resultados excelentes, eran lentos y podían verse afectados por errores humanos.
La llegada del control numérico en las décadas de 1940 y 1950 supuso un enorme logro en la tecnología del mecanizado. Las primeras máquinas CNC utilizaban instrucciones codificadas en tarjetas perforadas o cintas de papel para dirigir el movimiento de la máquina. Estos sistemas ayudaron a los fabricantes no sólo a automatizar los procesos de mecanizado repetitivos, sino también a mejorar la uniformidad.
La tecnología informática, inventada en las décadas de 1970 y 1980, dio lugar a los sistemas de control numérico por ordenador. Los controladores CNC sustituyeron a los sistemas de instrucciones mecánicas y permitieron a las máquinas leer órdenes digitales generadas a partir de programas informáticos.
Esta innovación técnica mejoró notablemente la potencia de las fresadoras. Se podían generar trayectorias de herramienta complejas mediante software CAD y CAM, lo que proporcionaba a los ingenieros la capacidad de mecanizar piezas complejas con mucha más precisión y eficacia.
Las fresadoras CNC actuales incorporan sensores avanzados, husillos de alta velocidad, cambiadores automáticos de herramientas y sistemas de control en red. Es más probable que estas máquinas se integren en sistemas de producción inteligentes en los que la información digital se transfiere con facilidad entre el diseño y la producción.
¿Cuáles son las partes de una fresadora CNC?
Una fresadora CNC está formada por complejos componentes mecánicos y electrónicos que trabajan juntos para realizar operaciones de mecanizado de alta precisión.
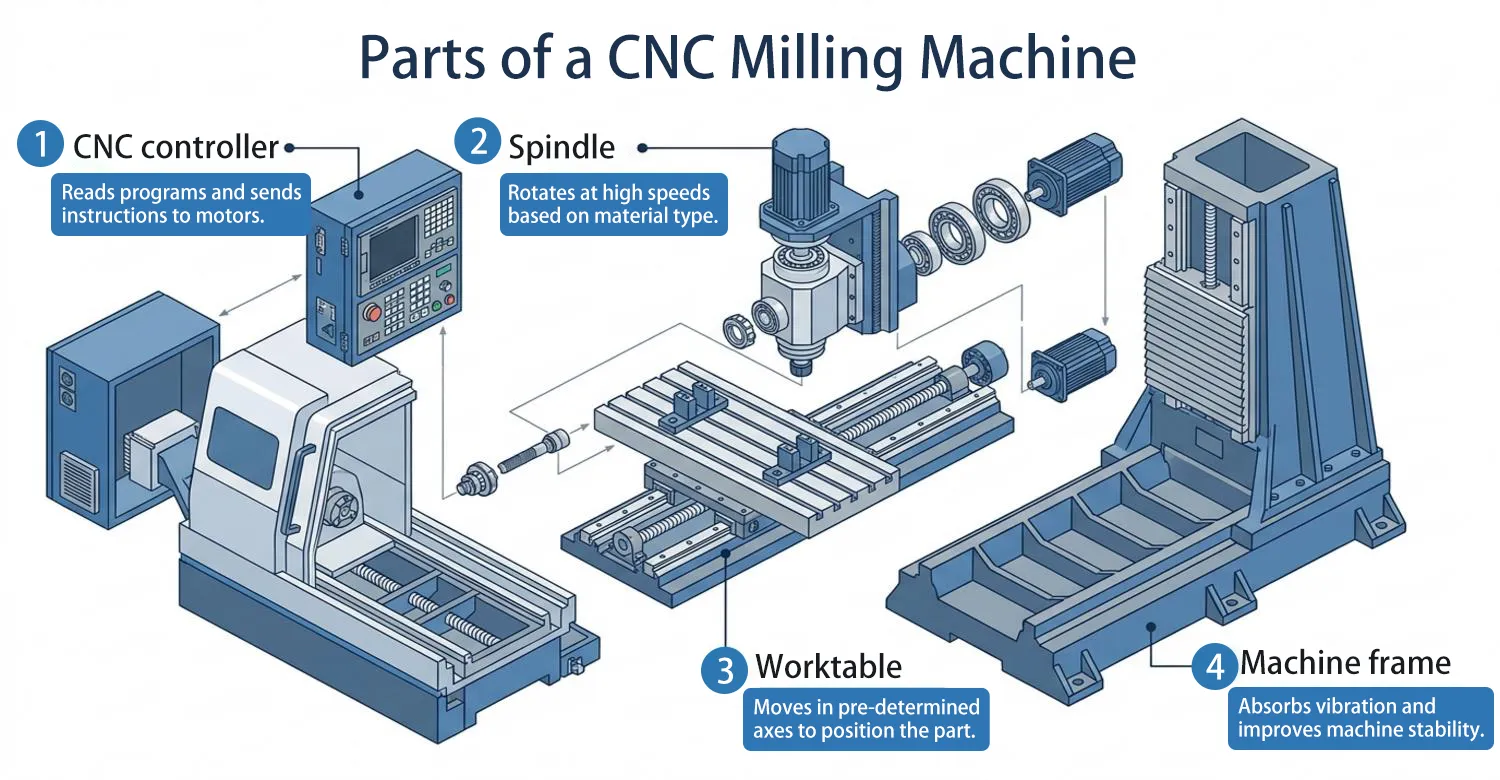
El bastidor de la máquina constituye la base estructural del sistema de fresado. Se compone de material endurecido, como hierro fundido o acero, que absorbe las vibraciones generadas durante el corte y mejora la estabilidad de la máquina.
The spindle is responsible for holding and rotating the cutting tool. The spindle speed varies based on the material being machined and the cutting tool. High-performance spindles utilized in High-Speed Machining (HSM) frequently operate between 20,000 and 40,000 RPM. This rapid rotation dramatically reduces cutting forces and thermal distortion, leading to significantly higher material removal rates (MRR) and superior surface finishes [2].
La mesa de trabajo es el lugar donde se sujeta la pieza durante el mecanizado. El material se sujeta, asegura o fija en dispositivos, abrazaderas o mordazas y, a continuación, la mesa se mueve en ejes predeterminados para colocar la pieza en posición con la herramienta de corte. La máquina dispone de una unidad central de procesamiento, denominada controlador CNC. Lee los programas de mecanizado, calcula los movimientos de las herramientas y envía instrucciones a los motores que mueven los ejes de la máquina.
Las máquinas contemporáneas también pueden incluir cambiadores automáticos de herramientas que proporcionan a la máquina la capacidad de cambiar entre múltiples herramientas de corte a medida que la máquina ejecuta un ciclo de mecanizado. Esta automatización permite fabricar piezas complejas con una sola configuración.
¿Cuáles son los tipos de fresadoras CNC?
Fresadoras verticales CNC
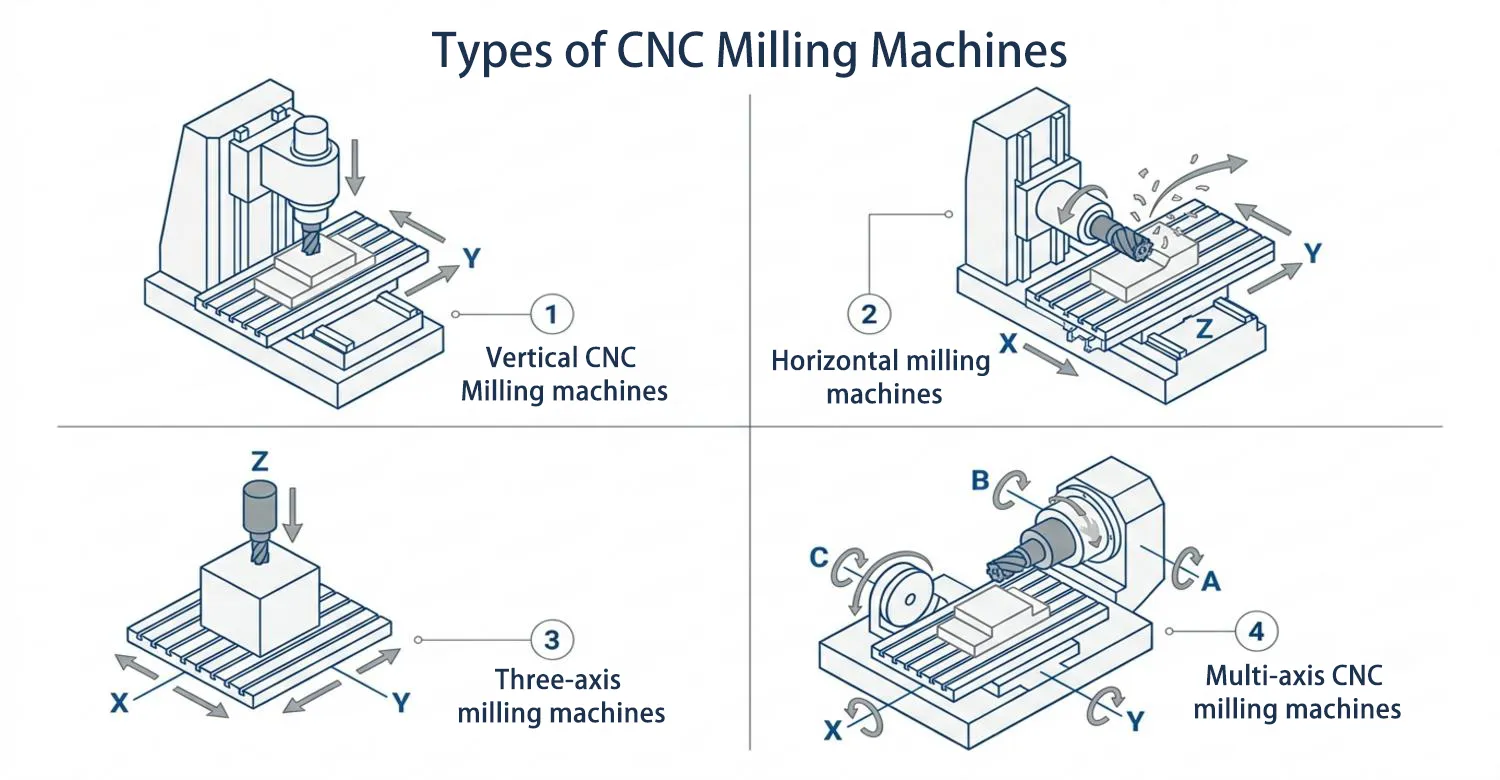
Las fresadoras CNC verticales desplazan su husillo en ángulo recto con respecto a la mesa de trabajo. Esta orientación vertical de la herramienta de corte con respecto a la dirección de la pieza hace que la herramienta sea adecuada para el mecanizado de superficies planas, ranuras y cavidades.
The machines are widely used in machine shops due to their versatility and the fact that they occupy a comparatively small area. Vertical machining centers are used in prototyping, small batch production, and general machining.
Fresadoras CNC horizontales
Las fresadoras horizontales tienen un husillo orientado en paralelo a la mesa de trabajo. Este diseño permite que las virutas producidas en el funcionamiento de la máquina caigan lejos de la zona de corte, lo que aumenta la eficacia de corte y reduce la generación de calor.
Las máquinas horizontales se utilizan en instalaciones de producción industrial a gran escala debido a su rigidez y a su capacidad para manipular piezas pesadas.
Fresadoras CNC de tres ejes
Las fresadoras de tres ejes giran en las dimensiones X, Y y Z. Estas máquinas son capaces de producir una amplia gama de componentes, y son el tipo más común de sistema de fresado CNC utilizado en las plantas de producción.
Aunque son versátiles, los sistemas con geometrías complejas pueden requerir más de una configuración cuando se utilizan sistemas de máquinas de tres ejes.
Fresadoras CNC multieje
Las fresadoras CNC de cuatro y cinco ejes incorporan ejes de rotación adicionales que permiten inclinar y girar la herramienta de corte o la pieza durante el mecanizado. Esto permite fabricar componentes más complicados con menos configuraciones.
Multi-axis machining is heavily applied in aerospace parts manufacturing y medical device manufacturing, which require parts with complex shapes and tight tolerances.
Tabla 1: Comparación de los tipos de fresadoras CNC más comunes
| Tipo de máquina | Orientación del husillo | Ejes típicos | Aplicaciones comunes |
|---|---|---|---|
| Fresadora vertical | Vertical | 3-5 ejes | Mecanizado general, creación de prototipos |
| Fresadora horizontal | Horizontal | 3-4 ejes | Extracción de material pesado, producción |
| Máquina CNC de 3 ejes | Vertical u horizontal | X, Y, Z | Operaciones de mecanizado estándar |
| Máquina CNC de 5 ejes | Multidireccional | X, Y, Z + rotacional | Piezas aeroespaciales, geometrías complejas |
Flujo de trabajo del proceso de fresado CNC
El proceso de fresado CNC es un proceso sistemático informatizado mediante el cual la idea del diseño se convierte en un componente físico final real. Cada etapa del proceso contribuye a la precisión y eficacia del producto final.
Creación de modelos CAD
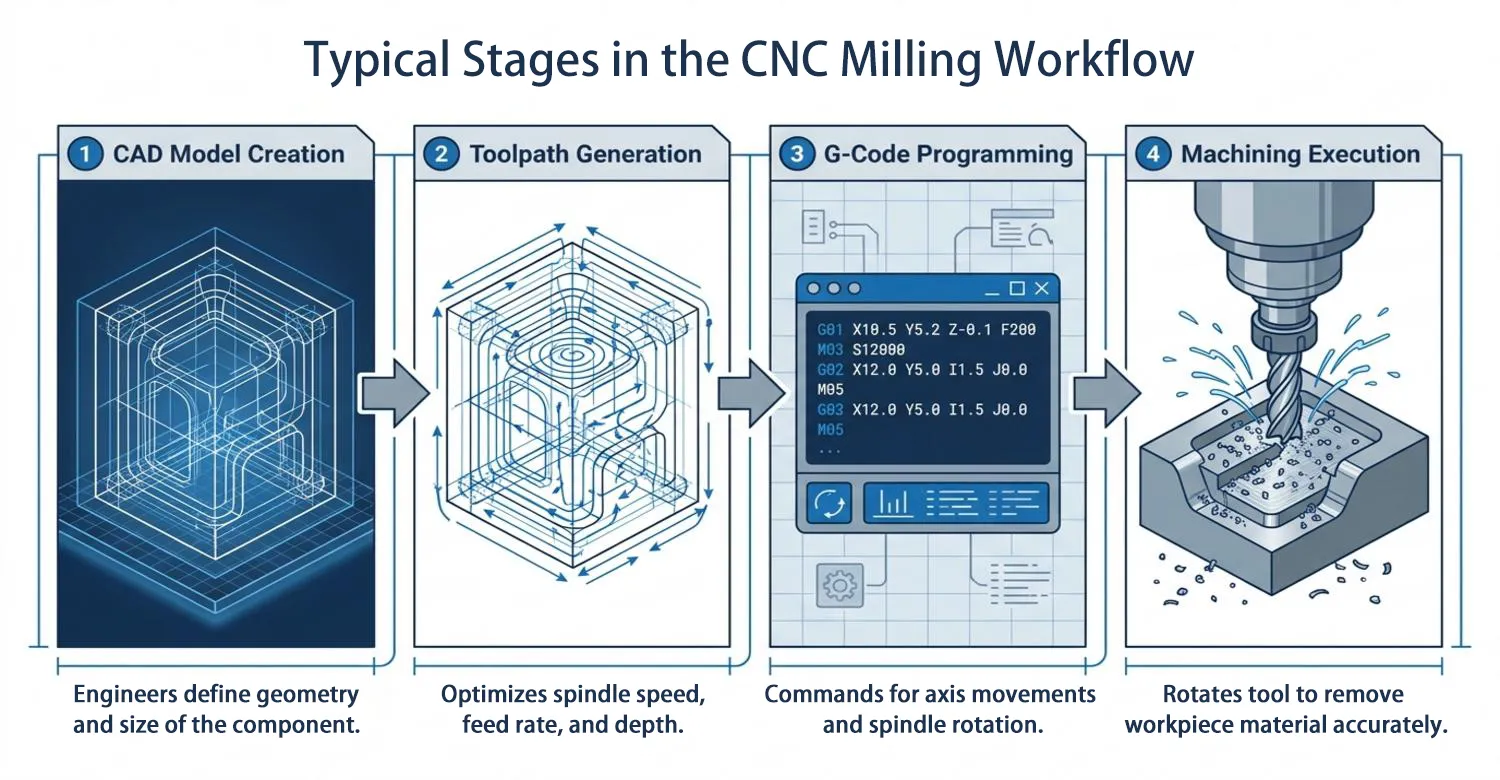
El flujo de trabajo del fresado CNC comienza con la generación de un modelo digital en 3D mediante un software de diseño asistido por ordenador. En esta fase, los ingenieros definen la geometría y el tamaño del componente junto con sus características. Estos modelos digitales sirven de modelo para la fabricación y garantizan que el diseño pueda traducirse con precisión en instrucciones de mecanizado.
Generación de sendas con software CAM
The CAM system generates sophisticated toolpaths that dictate the precise movement of the cutting tool around the workpiece. Advanced CAM systems frequently utilize dynamic or trochoidal milling algorithms, which maintain a constant cutter engagement angle. This optimization can reduce roughing machining time by up to 40% to 50% while significantly extending tool life by preventing severe mechanical load spikes [3].
Algunos de los parámetros de mecanizado que especifican los ingenieros son la velocidad del husillo, el avance y la profundidad de corte. Estos parámetros se optimizan de modo que se produzca un arranque eficaz de material y una vida útil suficiente de la herramienta.
Programación en código G
Una vez creadas las sendas, el software CAM las convierte en código legible por máquina (código G). Este código dicta los comandos para los movimientos de los ejes, la rotación del husillo y otras operaciones de la máquina.
A continuación, el software de código G se transmite al controlador de la fresadora CNC.
Puesta a punto de la máquina
El operario prepara la máquina instalando las herramientas de corte y sujetando la pieza a la mesa de trabajo antes de ponerla en marcha. A continuación, calibra la máquina en las coordenadas correctas para la operación de mecanizado. Una preparación adecuada de la máquina garantiza que el programa de mecanizado se ejecute correctamente.
Ejecución del mecanizado
Una vez iniciado el programa, la fresadora CNC sigue automáticamente las trayectorias programadas. Es un proceso de corte que implica una alta velocidad de rotación de una herramienta de corte y el movimiento del eje de la máquina con un alto grado de precisión con el fin de eliminar un material de la pieza de trabajo.
Esto se continúa hasta que se ha creado la geometría final deseada de una pieza.
Tabla 2: Etapas típicas del flujo de trabajo de fresado CNC
| Etapa del flujo de trabajo | Descripción | Principales herramientas utilizadas |
|---|---|---|
| Diseño CAD | Creación de la geometría digital de la pieza | Software CAD |
| Programación CAM | Generación de trayectorias y estrategia de mecanizado | Software CAM |
| Generación de código G | Conversión de sendas en instrucciones de máquina | Postprocesador |
| Puesta a punto de la máquina | Sujeción de piezas e instalación de herramientas | Útiles y herramientas |
| Mecanizado | Retirada automática de material | Fresadora CNC |
¿Cuáles son las operaciones de fresado CNC más comunes?
Las máquinas CNC pueden realizar muchas tareas, lo que permite a los fabricantes añadir muchas características geométricas a una pieza. Cada operación tiene alguna estrategia de mecanizado que determina la relación entre la herramienta de corte y el material.
Fresado frontal
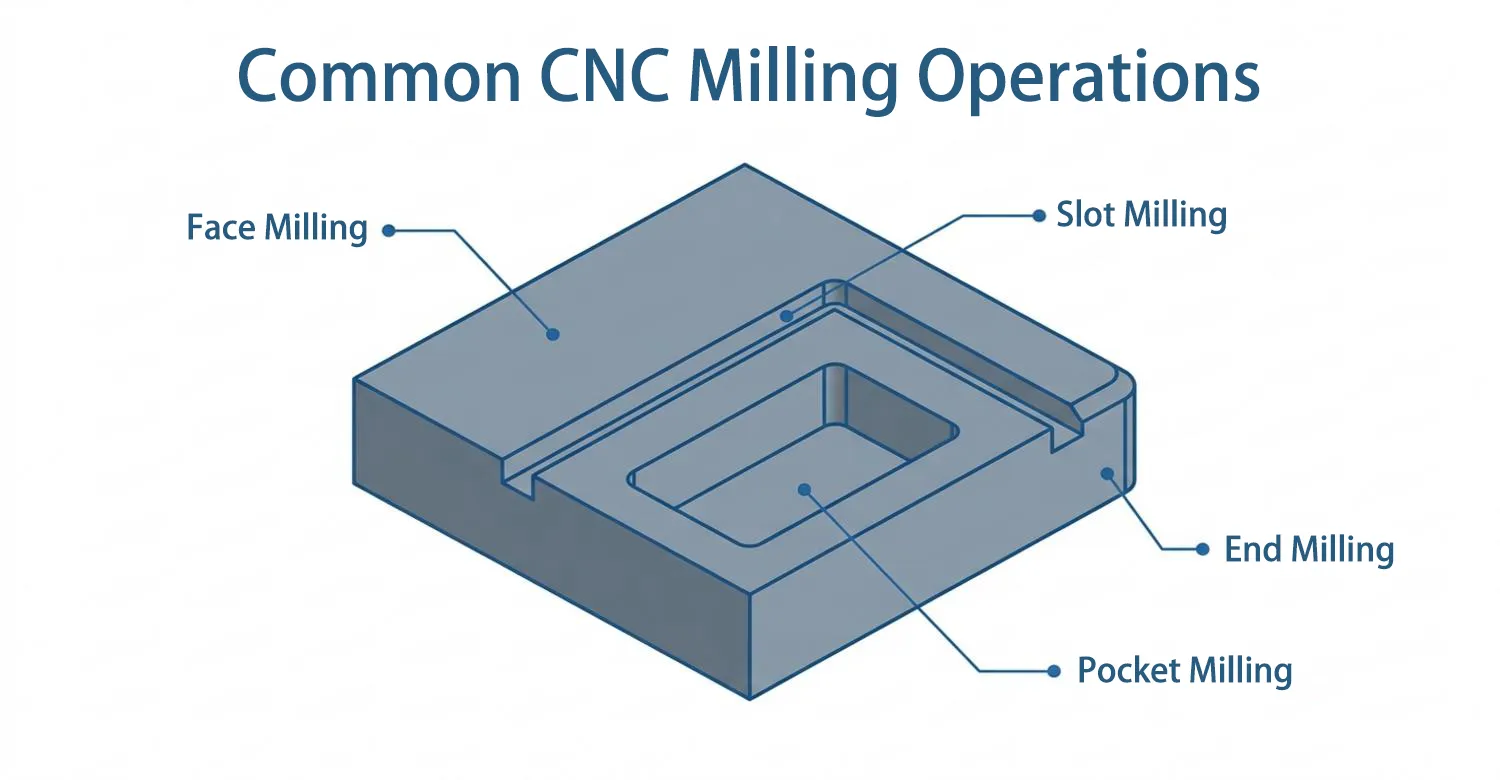
El fresado frontal (eliminación de material en la superficie superior de una pieza) forma una superficie plana. Durante este procedimiento, la fresa frontal gira mientras la pieza de trabajo se desplaza bajo ella, afeitando gradualmente finas capas de material.
Face milling is also used for the preparation of raw stock material before subjecting the material to further machining processes. It is also applied in the production of flat mechanical components such as machine bases, mounting plates, and structural brackets.
Fresado de extremos
El fresado de extremos se realiza con una herramienta de corte que tiene aristas vivas en ambos lados y en la punta. De este modo, la herramienta puede cortar vertical y horizontalmente, lo que permite mecanizar operaciones muy diversas.
El proceso suele realizar ranuras, cavidades, perfiles y contornos tridimensionales complejos. El fresado de extremos suele aplicarse cuando se trata de fabricar moldes, matrices, carcasas y otros componentes de un producto que requieren propiedades internas complejas.
Fresado de ranuras
La finalidad del fresado de ranuras es cortar canales estrechos en una pieza de trabajo. Estos canales pueden utilizarse como canales de trabajo, como chaveteros, carriles guía o pistas en los conjuntos mecánicos.
Otras industrias, como las de fabricación de automóviles y maquinaria industrial, tienden a aplicar el fresado de ranuras para producir piezas que requieren características de alineación precisas. La operación también produce ranuras para fijar anillos o maquinaria deslizante.
Fresado de contornos
El fresado de contornos es el proceso de crear una superficie curva o irregular en una pieza. La herramienta de corte sigue un recorrido tridimensional complejo vinculado a una forma proporcionada en un modelo informático.
This is necessary, particularly in the aerospace and mold-making sectors. Contour milling might also be required for turbine blades, moulds, and highly detailed architectural models, such as this craft prototype of the Beijing Bird’s Nest
Fresado de bolsillo
El proceso de fresado de cavidades consiste en cortar internamente una zona conocida de la pieza, creando cavidades. Los componentes también pueden montarse en las cavidades o reducir el peso del componente en general, y seguir conservando su estructura.
Pocket milling is widely used on aerospace structures, mechanical housings, and complex thermal management components like steel ventilated heat sinks. Through the tactical removal of the internal material, the engineers are able to maximize strength and weight.
Herramientas de corte en el fresado CNC
Las herramientas de corte son elementos fundamentales de los sistemas de fresado CNC porque determinan la eficacia con la que se elimina el material de la pieza. La geometría de la herramienta, la estructura del material y el acabado superficial determinan el rendimiento y la vida útil del mecanizado.

Las fresas de mango son algunas de las herramientas más versátiles utilizadas en el fresado CNC. Los filos utilizados les permiten realizar trabajos como perfilado, ranurado y fresado de cavidades. Las fresas de mango tienen numerosas formas y tamaños, en función de los requisitos del mecanizado.
Las fresas de punta esférica tienen extremos redondeados, por lo que son capaces de cortar superficies lisas y curvas. Se utilizan en la fabricación de moldes y en el mecanizado de superficies complicadas en las que los contornos deben ser lisos.
Las fresas de refrentar suelen ser herramientas más grandes que se utilizan para arrancar material de superficies planas. La mayoría de las fresas disponen de plaquitas giratorias de metal duro sustituibles que pueden tornearse o cambiarse tras su uso, lo que contribuye a aumentar la vida útil de la herramienta y a reducir los costes de funcionamiento.
El material utilizado para fabricar las herramientas de corte es fundamental. Por ejemplo, las herramientas de carburo se han hecho populares porque no pierden su dureza ni siquiera a altas temperaturas y no sufren daños cuando se utilizan para mecanizados pesados. Otra forma de recubrimiento adicional, como el nitruro de titanio y el nitruro de titanio y aluminio, también mejora el rendimiento de corte y la vida útil de la herramienta.
Se maximizará la eficiencia del mecanizado, se mejorará la calidad del acabado superficial y se reducirá el desgaste de la herramienta de corte mediante la herramienta de corte adecuada en términos de procesos de producción largos.
¿Cuáles son las ventajas del fresado CNC?
Las ventajas del fresado CNC son numerosas, lo que lo convierte en uno de los procesos de fabricación más fiables de la ingeniería actual. Uno de sus mejores puntos fuertes es la precisión. Esto se consigue mediante el uso de instrucciones digitales; así, las máquinas CNC pueden repetir la producción de piezas con tolerancias muy ajustadas y grandes diferencias de producción.
Another significant strength is versatility. The CNC milling machines can produce all types of geometries from a plain surface to a complex form. This is because of the flexibility that allows manufacturers to manufacture prototype parts and large production batches using the same equipment.
La automatización también aumenta la productividad. Una vez configurado un conjunto de máquinas e instalado un programa de mecanizado, la máquina puede funcionar sin necesidad de muchos operarios. Es una capacidad que consigue una mayor eficacia en el proceso de fabricación, y también ayuda a descartar el riesgo de error humano.
El fresado CNC también es muy compatible con los modernos sistemas de fabricación digital. La integración del software CAD y CAM ayuda a los ingenieros a tender puentes entre el diseño y la producción sin ninguna dificultad, lo que supone un importante ahorro de tiempo en el desarrollo de productos.
¿Cuáles son las limitaciones del fresado CNC?
A pesar de estas ventajas, el fresado CNC también tiene sus limitaciones. Una de las más destacadas es el desperdicio de material. Teniendo en cuenta que el proceso se aplica para cortar material de un bloque sólido, una gran parte del material original se convierte en virutas o desechos.
La otra limitación es el coste relativamente elevado de la maquinaria y las herramientas. Las fresadoras CNC requieren grandes inversiones de capital. Las máquinas CNC multieje de alta tecnología pueden tener un coste prohibitivo.
A three-axis machine can also require multiple setups or special fixtures to be utilized with complicated part geometries. Although multi-axis machines can overcome this issue, they need sophisticated programming and extravagant operational costs. Nevertheless, professional Servicios de fresado CNC remain one of the most effective and frequently utilized solutions in the manufacturing industry today due to its reliability, precision, and flexibility.
Referencias
[1] Schwenke, H., Knapp, W., Haitjema, H., Weckenmann, A., Schmitt, R., & Delbressine, F. (2008). Geometric error measurement and compensation of machines—an update. CIRP Annals, 57(2), 660-675. https://doi.org/10.1016/j.cirp.2008.09.008
[2] Fallböhmer, P., Rodríguez, C. A., Özel, T., & Altan, T. (2000). High-speed machining of cast iron and alloy steels for die and mold manufacturing. Journal of Materials Processing Technology, 98(1), 104-115. https://doi.org/10.1016/S0924-0136(99)00311-8
[3] Otkur, M., & Lazoglu, I. (2007). Trochoidal milling. International Journal of Machine Tools and Manufacture, 47(9), 1324-1332. https://doi.org/10.1016/j.ijmachtools.2006.08.002











