
La impresión 3D, técnicamente denominada fabricación aditiva (AM), es una metodología de producción en la que los objetos se fabrican capa a capa directamente a partir de modelos digitales tridimensionales. Los procesos aditivos difieren de los sustractivos, como el mecanizado CNC, en el que el material se extrae de un bloque sólido. El proceso simplemente deposita o cura el material donde se necesita. Esta inversión de la lógica de fabricación permite geometrías complicadas, plazos de desarrollo más cortos, inventarios electrónicos y fabricación localizada.

¿Cuáles son los tipos de impresión 3D?
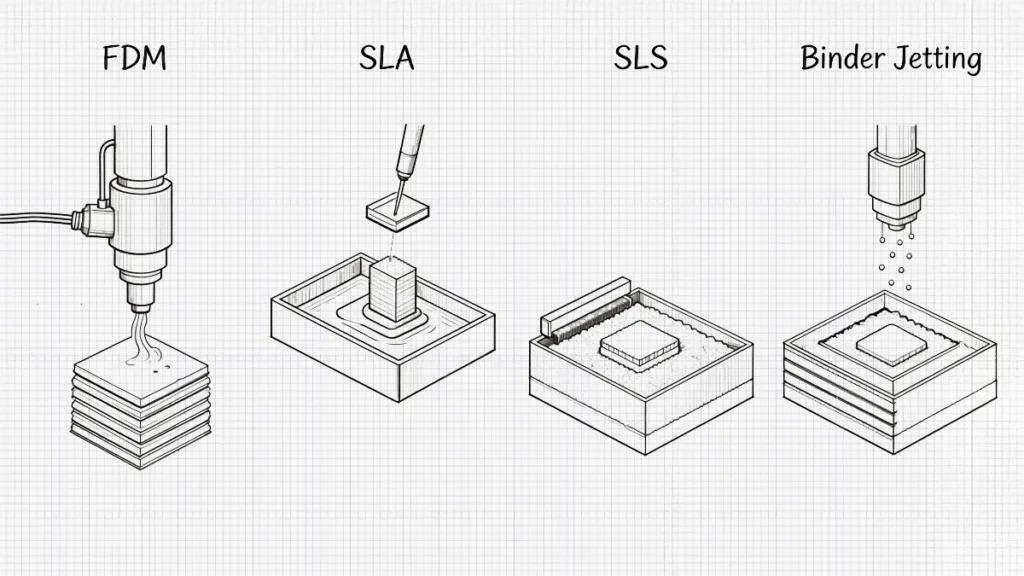
La expresión “tipos de impresión 3D” describe las tecnologías de impresión fundamentales que rigen la forma en que se deposita o solidifica el material.
1. Material Extrusion
En primer lugar, la extrusión de material se basa en el concepto de calentar un filamento termoplástico y forzarlo a través de una boquilla para crear piezas en una capa cada vez. [1]. Su asequibilidad, disponibilidad y amplio ecosistema de materiales la hacen adecuada para el consumidor y el mercado profesional básico. Los materiales utilizados son PLA, ABS y PETG.
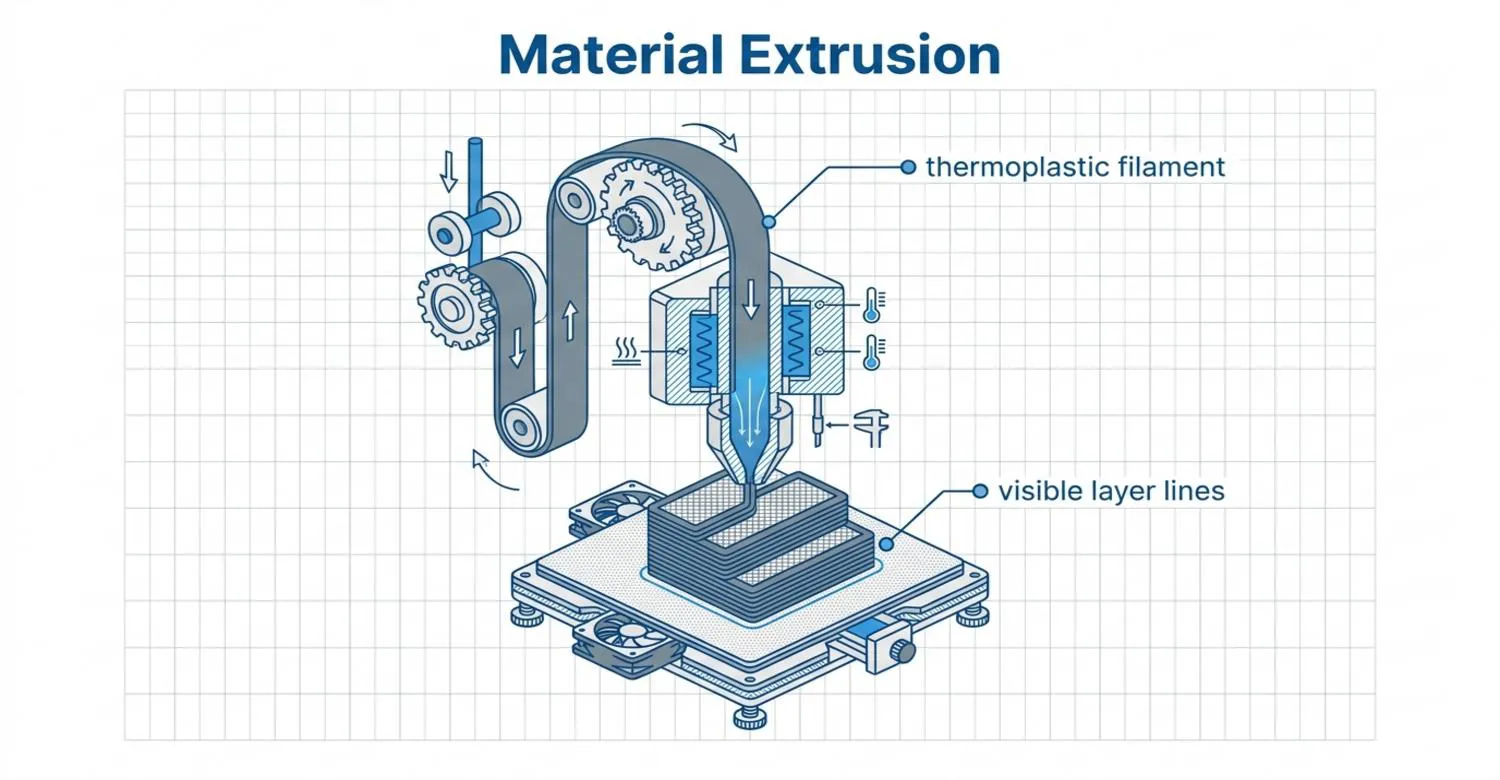
Se valora porque tiene un proceso rápido de creación de prototipos y permite probar funciones. Sin embargo, hay que tener en cuenta las líneas visibles de las capas, las tolerancias dimensionales medias y las características mecánicas anisótropas a la hora de hacer especificaciones sobre componentes sensibles al rendimiento.
Ventajas y limitaciones de la extrusión de materiales
La tecnología se adapta a la mayoría de los termoplásticos, y se pueden utilizar prototipos desde la fase de concepto hasta la fabricación de componentes funcionales. La extrusión de materiales es fácil de usar y tiene unos requisitos de mantenimiento relativamente menos rigurosos, por lo que es el método de fabricación aditiva menos complicado entre los aficionados y la industria.
Sus principales inconvenientes son las líneas de capa observables, la escasa precisión dimensional y las características mecánicas anisótropas debido a la adherencia de las capas. El acabado superficial suele requerir un tratamiento posterior, y las geometrías complejas pueden necesitar estructuras de soporte. La distorsión térmica también puede influir en la precisión, sobre todo cuando se trabaja con polímeros a alta temperatura.
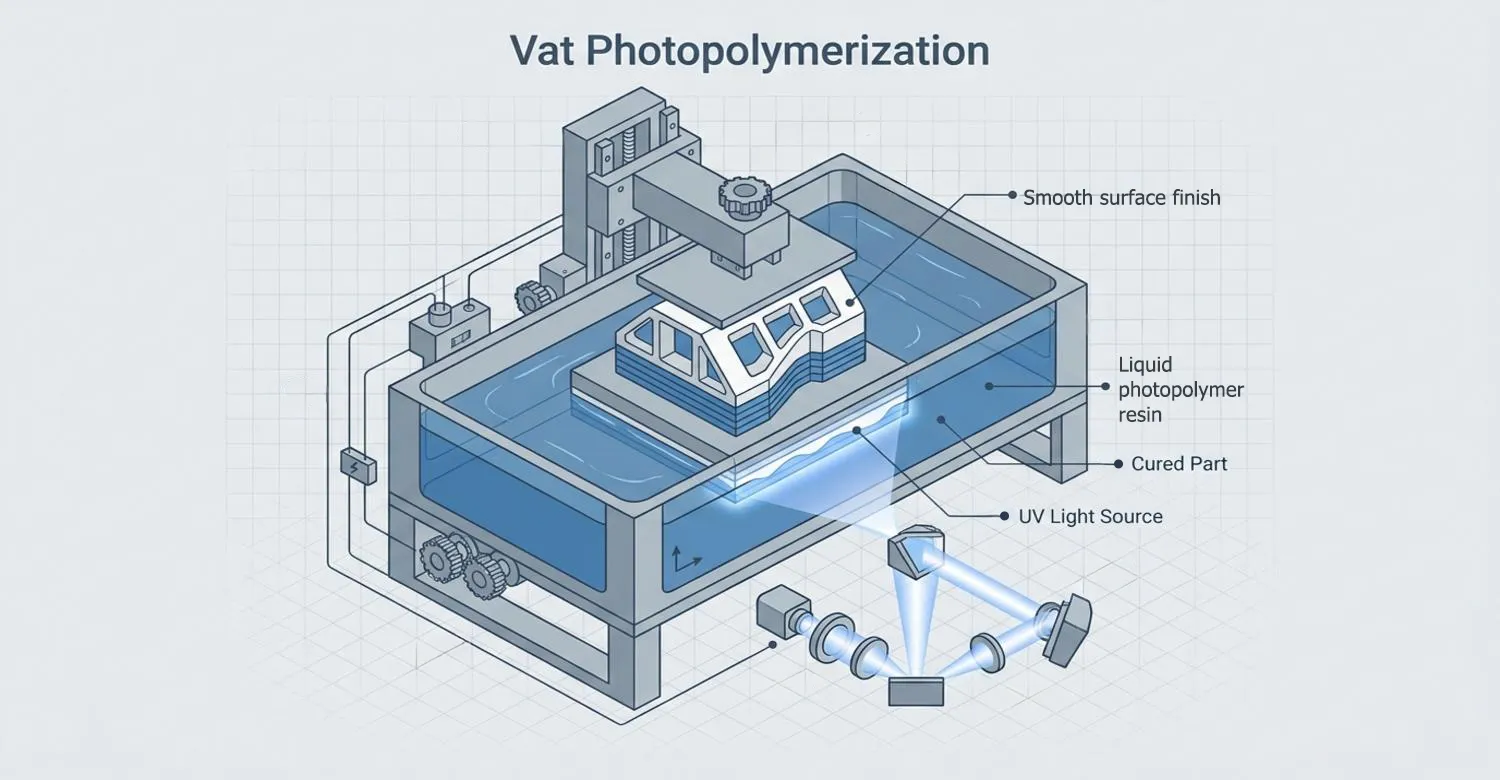
2. Fotopolimerización en cuba
En cambio, el concepto de fotopolimerización en cuba se basa en el endurecimiento selectivo de la resina fotopolímera líquida mediante una fuente de luz adaptada. Estas tecnologías se han descrito como de alta resolución, con capacidad de rasgos finos y acabado superficial suave, así como muy adecuadas para modelos dentales, patrones de fundición de joyería, dispositivos microfluídicos y prototipos de rasgos muy finos. [2]. Las contrapartidas son los requisitos de manipulación de la resina, los procedimientos posteriores al curado y la cuestión de que los materiales fotopolímeros estándar son relativamente quebradizos, a menos que se utilicen formulaciones especiales.
Ventajas y limitaciones de la fotopolimerización en cuba
Las tecnologías de fotopolimerización en cuba, como la estereolitografía (SLA) y el procesamiento digital de la luz (DLP), son especialmente eficaces en la producción de objetos con un alto grado de resolución y acabados superficiales lisos. Estos métodos son aptos para diseños complicados, detallados y operaciones que exigen un alto nivel de precisión dimensional, como los modelos dentales, médicos y estéticos de gama alta.
El material y las necesidades de manipulación son las principales razones por las que presenta algunos inconvenientes. Los termoplásticos fotopolímeros son quebradizos, sensibles a los rayos UV y no tan resistentes como los termoplásticos. Las operaciones que intervienen en el ciclo de trabajo son la manipulación de la resina, la limpieza y el poscurado, que dificultan y encarecen las operaciones en comparación con la resina que se fabrica por extrusión.
3. Powder Bed Fusion
La fusión en lecho de polvo engloba tecnologías en las que partículas finas de polvo se fusionan selectivamente mediante energía térmica. La fusión por chorro múltiple (MJF) suele fusionar agentes de fusión por energía infrarroja, mientras que el sinterizado selectivo por láser (SLS) se utiliza normalmente para procesar polvos de polímeros como el nailon PA12. La sinterización directa de metales por láser (DMLS) y la fusión selectiva por láser (SLM) se utilizan para sinterizar polvos metálicos como titanio, acero inoxidable, aluminio y superaleaciones de níquel. [3].
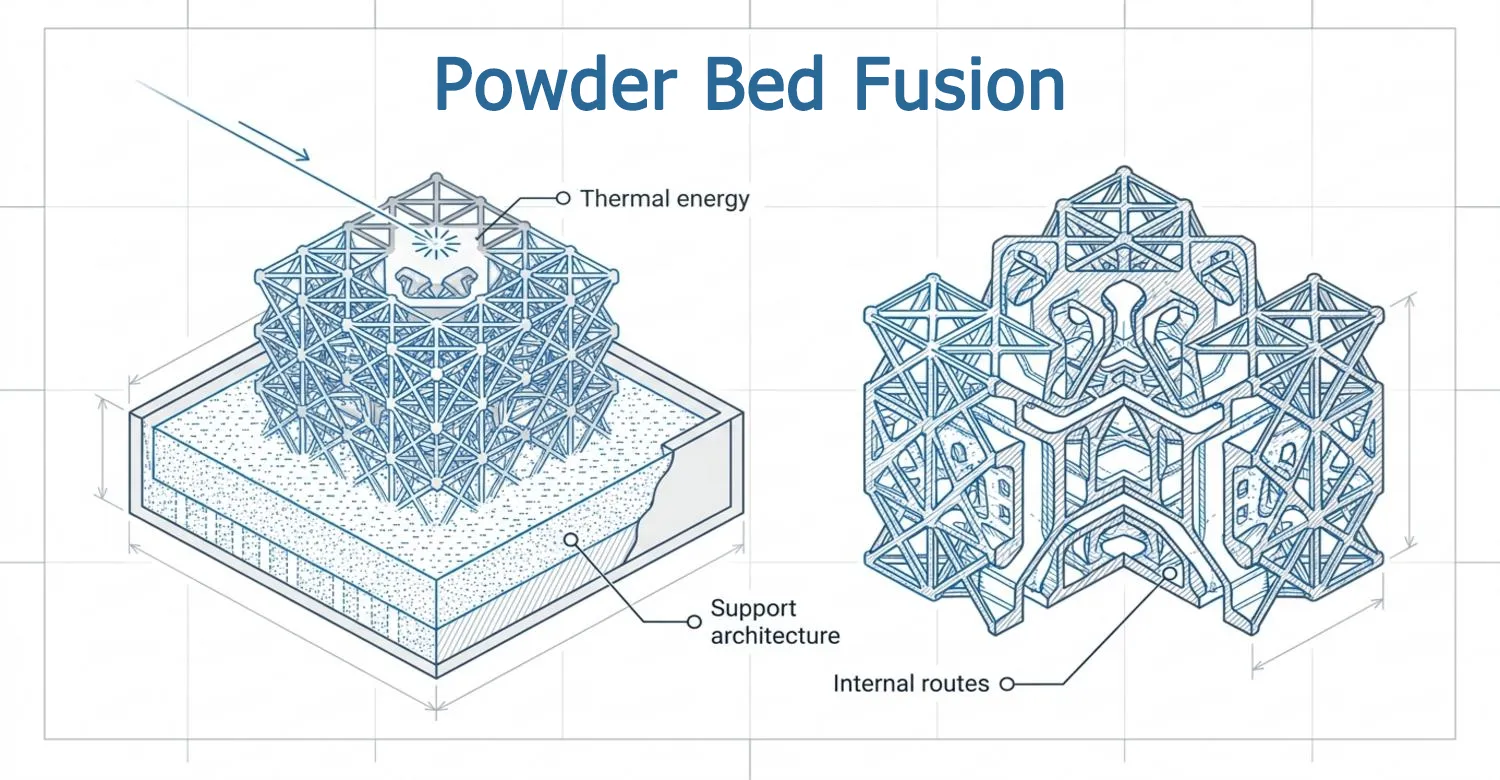
El polvo constituye en sí mismo una arquitectura de soporte natural y, como resultado, complejos recorridos internos y estructuras reticulares. Los componentes resultantes tienen un alto nivel de funcionamiento mecánico y están prácticamente caracterizados isotrópicamente, y la tecnología se ha aplicado en los sectores aeroespacial, automovilístico y médico. No obstante, las principales deficiencias se describen en el elevado coste de los equipos, el reto que supone la manipulación del polvo y la necesidad de un entorno controlado.
Ventajas y limitaciones de la fusión de lechos de polvo
Las tecnologías de fusión de lecho de polvo permiten la producción de características internas complejas y elementos de piezas resistentes en la mayoría de los casos sin el uso de estructuras de soporte en sistemas de polímeros. Esto las hace idóneas para los exigentes encargos de ingeniería.
Las desventajas son el elevado coste de los equipos, la compleja manipulación del polvo y el uso intensivo de energía. La rugosidad de la superficie suele procesarse posteriormente y el estrés térmico afecta a la integridad de la pieza.
4. Material Jetting
El chorro de material deposita gotas microscópicas de fotopolímero en una plataforma de impresión, seguido de un curado UV inmediato. En este proceso pueden imprimirse simultáneamente múltiples materiales de distintas propiedades mecánicas, colores u opacidad. Esta tecnología produce piezas de alta calidad con una superficie de extraordinaria calidad y una gran precisión dimensional.
Ventajas y limitaciones del chorro de material
El chorro de material es más preciso con los detalles finos que otros procesos y puede aplicarse en modos multimaterial con deposición y curado de pequeñas gotas de fotopolímero. Resulta especialmente útil en prototipos realistas, a todo color y en componentes que pueden requerir distintas propiedades de material en una misma construcción.
La tecnología es prohibitiva por el elevado coste de las máquinas y los materiales patentados. Los fotopolímeros impresos no ofrecen robustez mecánica ni resistencia al calor a largo plazo. La sensibilidad a las condiciones de trabajo y las necesidades de mantenimiento podrían aumentar el coste global de producción.
5. Binder Jetting
Por último, el chorro de aglutinante transfiere selectivamente un medio aglutinante líquido sobre un lecho de polvo, aglutinando las partículas del proceso de impresión sin aplicar un calor significativo en el proceso. Requiere más curado, sinterización o infiltración para alcanzar la resistencia final. Este aislamiento de la conformación y la densificación permite una mayor velocidad de construcción y una menor distorsión térmica.
Se moldea en moldes de arena, en una pieza de metal sinterizado y en modelos de arenisca a todo color. Otras consideraciones de ingeniería son el requisito de procesamiento secundario y la baja resistencia en estado verde, que también son de vital importancia.
Ventajas y limitaciones del chorreado de ligantes
Se ha informado de que el chorro de aglutinante posee capacidad de impresión a alta velocidad, escalabilidad y capacidad para procesar metales, cerámica y arena. La mínima o nula energía térmica provoca tensiones residuales en las piezas sometidas a impresión, por lo que resulta eficaz en piezas de gran tamaño, moldes de fundición y producción rentable de componentes metálicos tras la sinterización.
Sus limitaciones se centran en la fragilidad de las piezas verdes y en la necesidad de un amplio procesamiento posterior, como la sinterización o la infiltración. La contracción dimensional durante la densificación complica la precisión, y las propiedades mecánicas finales no siempre coinciden con las conseguidas mediante procesos de metal totalmente fundido.
¿Cuáles son los tipos de impresoras 3D?
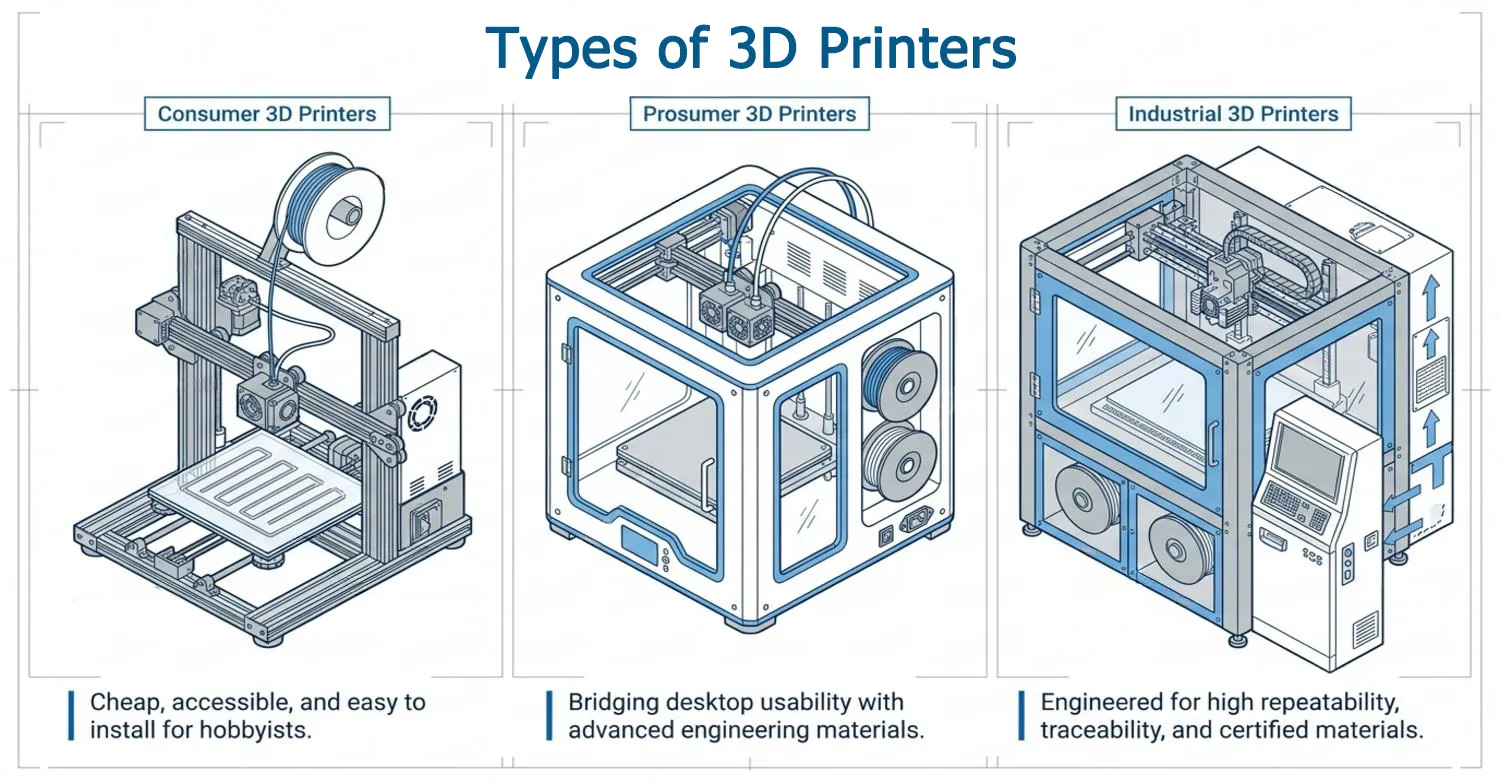
1. Impresoras 3D de consumo
Las impresoras 3D de consumo son el punto de partida de la mayoría de los viajes hacia la fabricación aditiva. Las máquinas están disponibles, son baratas y fáciles de instalar, y se pueden encontrar en hogares, escuelas y espacios para creadores. [4]. La tecnología más asociada a estas impresoras es la extrusión de material, también conocida como FDM o FFF. Estos sistemas son capaces de fabricar un objeto fundiendo un termoplástico y colocándolo en capas. Los materiales más comunes son PLA, PETG y ABS, ya que son estables, fáciles de conseguir y relativamente fáciles de imprimir.
La fotopolimerización en cuba también puede utilizarse en impresoras 3D de consumo. Las impresoras de sobremesa (SLA y MSLA) curan su resina líquida con luz ultravioleta y pueden imprimir detalles muy finos, mientras que la extrusión de filamento normalmente limita la finura a unas décimas de micrómetro. Esto las hace excelentes para miniaturas, figuritas y gran cantidad de prototipos detallados. Sin embargo, la impresión con resina implica un procedimiento de lavado y postcurado más complicado y medidas de seguridad y manipulación más estrictas.
Ventajas y limitaciones
Lo bueno de las impresoras de consumo es que son baratas y tienen amplias posibilidades de uso. Se puede iterar con ellas rápidamente, experimentar de forma creativa y permiten crear prototipos sencillos y funcionales sin tener que gastar dinero en equipos industriales. El mantenimiento y la calibración no suelen ser tareas tan problemáticas, pero pueden quitar tiempo al usuario.
Sus puntos débiles se reflejan en el hecho de que exigen exactitud, repetibilidad o un buen comportamiento de los materiales. Las tolerancias dimensionales pueden deslizarse, el acabado de la superficie necesita un tratamiento posterior y la resistencia mecánica tiende a variar en función de la orientación de la impresión. Aunque estas máquinas son perfectas en lo que se refiere al aprendizaje y el trabajo ligero, la fiabilidad a nivel de producción no suele ser una característica de estas máquinas.
2. Impresoras 3D para particulares
Las impresoras 3D Prosumer son cómodas para aficionados con capacidad profesional. Suelen residir en estudios de diseño, en departamentos de ingeniería y en pequeñas empresas de fabricación. Aunque la extrusión de materiales sigue siendo una tecnología considerable en este aspecto, las máquinas son mucho más avanzadas. Características como las cámaras calefactadas cerradas, el control del filamento, las boquillas endurecidas y el aumento de la temperatura de los hotends permiten procesar polímeros de ingeniería, como el nailon, el policarbonato y el TPU. [5].
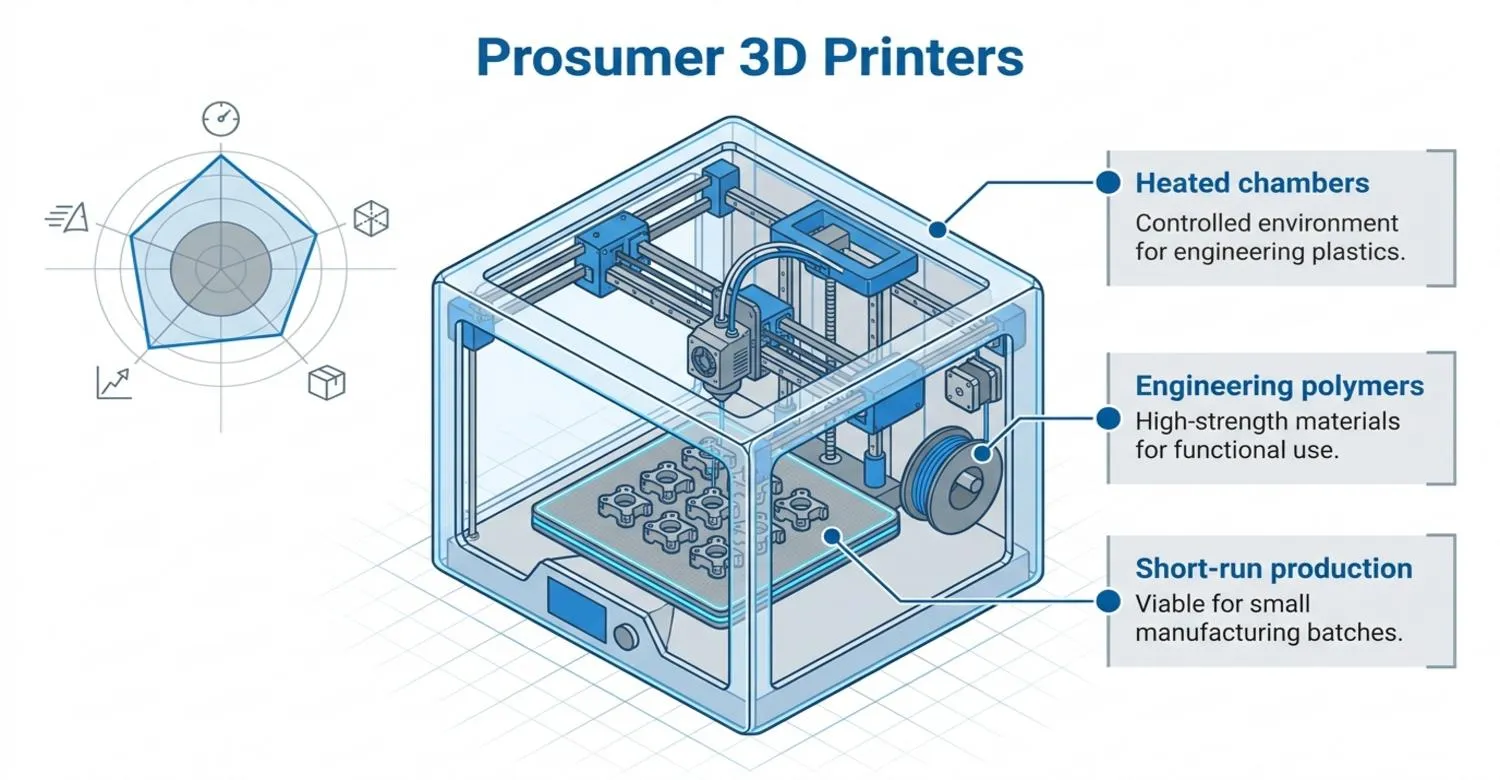
Los sistemas de fotopolimerización en cuba a nivel de prosumidor ofrecen sistemas ópticos óptimos, calibración de ajuste fino y perfiles de resina comprobados. El resultado es una mayor precisión dimensional y previsibilidad de las propiedades del material. Estas impresoras se aplican sobre todo en campos como la odontología, el diseño de productos y la fundición, donde se requieren bordes finos y afilados.
En los sistemas compactos de fusión de lecho de polvo polimérico, se anuncian algunos sistemas prosumer tecnológicamente más avanzados, entre ellos el SLS. Estas impresoras permiten fabricar componentes resistentes e isótropos sin ningún tipo de soporte, y ya es posible la producción en tiradas cortas y los ensamblajes funcionales.
Ventajas y limitaciones
Las impresoras para prosumidores ofrecen un gran aumento de la fiabilidad, la consistencia y la flexibilidad de los materiales. El número de fallos en las impresiones disminuye, las tolerancias aumentan y las máquinas son aptas para uso profesional en todo momento. Representan una inversión viable porque permiten experimentar y generar flujos de trabajo rentables.
Estas contrapartidas suponen mayores costes de adquisición, mayor complejidad de mantenimiento y estrictos requisitos medioambientales. Hay que tener en cuenta la manipulación del polvo y las exigencias de ventilación cuando se utilizan tecnologías como SLS. Aunque las impresoras son excelentes para la producción a pequeña escala y en la creación de prototipos a nivel funcional, es posible que no ofrezcan estructuras de rendimiento y certificación, como ocurre en las industrias altamente reguladas.
3. Impresoras 3D industriales
Las impresoras 3D industriales se han desarrollado para funcionar en un entorno empresarial en el que las condiciones de fabricación no pueden comprometerse en términos de repetibilidad, trazabilidad y rendimiento. [6]. Estos sistemas son más grandes, más robustos y están profundamente integrados en los procesos de trabajo gestionados. Las tecnologías de fusión de lecho de polvo destacan especialmente cuando se utilizan con estas máquinas. Las máquinas SLS y MJF de polímeros pueden fabricar componentes de uso final con propiedades mecánicas elevadas y casi isótropas. Las tecnologías DMLS y SLM de fusión de lecho de polvo metálico se emplean para fabricar piezas metálicas densas utilizadas en la industria aeroespacial, instrumentos médicos y dispositivos.
Los sistemas de deposición de energía dirigida son también otro pilar de la fabricación aditiva industrial. Destacan en la reparación de piezas metálicas de alto valor, la producción de estructuras de gran tamaño y permiten fabricar configuraciones de producción híbridas que combinan la deposición aditiva con el mecanizado CNC.
La inyección de materiales también desempeña un papel a este nivel, especialmente cuando son importantes la capacidad multimaterial, la precisión del color y el realismo de la superficie. También existen sistemas industriales de extrusión de materiales, sobre todo para polímeros de alto rendimiento como PEEK y PEI, que requieren cámaras calefactadas y una regulación térmica precisa.
Ventajas y limitaciones
Las impresoras industriales ofrecen una alta repetibilidad, rendimiento de materiales y escalabilidad. Están codificadas como programas de ejecución automática con supervisión en tiempo real, retroalimentación de bucle cerrado y a menudo se emplean bases de datos de materiales certificadas. La fabricación aditiva es un mecanismo de fabricación fiable en estos entornos.
Las principales desventajas son las limitaciones financieras y operativas. La inversión de capital es elevada, las condiciones de instalación son rígidas y se necesita personal cualificado. Otras complicaciones son los flujos de trabajo posteriores al procesamiento, los procedimientos de garantía de calidad y la certificación de materiales. Estas máquinas están justificadas cuando el rendimiento, la personalización o la libertad geométrica tienen más valor que las limitaciones de la fabricación convencional.
Conclusión
La impresión 3D se ha convertido en una tecnología de producción estratégica que influye en el diseño de ingeniería, la cadena de suministro y la economía de la producción. Conocer los distintos tipos de impresión 3D, las impresoras y los sistemas de materiales permite a los diseñadores e ingenieros tomar las decisiones correctas que ayudan a añadir valor a las metas y objetivos de fabricación.
Referencias
[1] Instituto de Soldadura. (2025). ¿Qué es la extrusión de materiales? (Guía completa). https://www.twi-global.com/technical-knowledge/faqs/what-is-material-extrusion
[2] Peiling. (2025, 25 de abril). Qué es la fotopolimerización en cuba: Proceso, Aplicaciones, Materiales y Coste. https://www.raise3d.com/blog/vat-photopolymerization-3d-printing/
[3] Diseño de productos de ingeniería (2024, 8 de junio). Fusión en lecho de polvo - SLS, DMLS, EBM y MJF. https://engineeringproductdesign.com/knowledge-base/powder-bed-fusion/
[4] Quimera 3D (2018, 15 de agosto) Impresoras 3D industriales frente a impresoras 3D de consumo. https://3dchimera.com/blogs/connecting-the-dots/industrial-vs-consumer-3d-printer
[5] 3D Mag (2026, 28 de enero). Comprensión de las impresoras 3D para usuarios avanzados: Soluciones avanzadas de sobremesa y semiprofesionales. https://www.3dmag.com/3d-wikipedia/prosumer-3d-printers-advanced-desktop-semi-professional/
[6] 3D Gence (2026). 9 características de la impresora 3D industrial. https://3dgence.com/3dnews/industrial-3d-printers/











