

Die Nachbearbeitung bezieht sich auf die Abfolge von Vorgängen, die nach einem Großserienproduktionsprozess durchgeführt werden, um ein Bauteil in seine endgültige Nutzgröße und sein endgültiges Aussehen zu überführen. Die Entwicklung der Geometrie erfolgt in der Umform- oder Formgebungsphase, aber die Verfeinerung des Teils erfolgt nach der Bearbeitung, um Toleranzbänder, Oberflächenanforderungen, gesetzliche Vorschriften und die Erwartungen der Benutzer zu erfüllen. [1]. Die Nachbearbeitung ist in der technischen Praxis kein Luxus, sondern ein Element des Produktionslebenszyklus. Aufträge dieser Kategorie beeinflussen die Ermüdungsfestigkeit, das Verschleißverhalten, die Korrosionsleistung, die optische Klarheit, die Haptik und sogar die wahrgenommene Qualität des Produkts. Sie kann in mechanischen, chemischen oder thermischen Prozessen eingesetzt werden, wobei jede Option je nach Materialsystem, Produktionsmenge und Kosten ausgewählt wird.
Bei Systemen hilft die Nachbearbeitung dabei, die Variabilitätslücke zwischen Fertigung und Design zu schließen. Die Stütznarben oder die partielle Polymerisation des additiven Prozesses, der Grat oder andere Überbleibsel eines Prozesses zur Herstellung einer Form und die Grat- oder Werkzeugspuren der CNC-Bearbeitung sind in der Regel vorhanden. Die Nachbearbeitung dient daher als Korrektur- und Optimierungsmaßnahme. Sie entfernt Artefakte, glättet das Gefüge, verändert die Oberflächenenergie, bedeckt und schützt Oberflächen oder verziert sie. Da es sich dabei um Schritte handelt, die die Oberflächenintegrität, die Eigenschaften des Untergrunds und der Oberfläche verändern, müssen sie präzise durchgeführt werden. Eine Überdimensionierung kann die Maßgenauigkeit beeinträchtigen, starke Chemikalien können die Polymere schädigen, und unsynchronisierte Wärmebehandlungen können zu Verformungen führen.
Eine weitere Dimension der Nachbearbeitung ist die wirtschaftliche Rolle der Nachbearbeitung. Nachbearbeitungsvorgänge machen einen großen Teil der gesamten Herstellungskosten aus, insbesondere bei hochpräzisen oder verbrauchernahen Produkten [2]. Die Herausforderung besteht darin, ein Gleichgewicht zwischen Qualitätsverbesserung und Zykluszeit, Arbeitsintensität und Ertrag herzustellen. Die neuen großen Strategien, um sicherzustellen, dass der Durchsatz nicht auf Kosten der Konsistenz geht, sind Automatisierung, Inline-Kontrollen und Prozessstandardisierung. Die modernen Fabriken werden auch zu digital gesteuerten Einheiten, wobei in den Nachbearbeitungszellen auch die Temperatur, die Verweilzeit, die Größe der Schleifmittel oder sogar die Schichtdicke überwacht und optimiert werden. Diese Kombination macht die Endbearbeitung zu einem technischen und nicht zu einem handwerklichen Finish.

Nachbearbeitung von 3D-gedruckten Teilen

Bei der additiven Fertigung werden die Teile schichtweise hergestellt, was einzigartige Anforderungen an die Nachbearbeitung mit sich bringt. Im Gegensatz zu konventionellen subtraktiven oder formgebenden Verfahren ist der 3D-Druck in der Regel in der Lage, Objekte geometrisch genau, aber mit rauer Oberfläche, halb quervernetzt oder mechanisch anisotrop herzustellen [3]. Die Nachbearbeitung in diesem Bereich hat daher die Aufgabe, die Textur der Oberflächen zu reparieren, chemische Reaktionen abzuschließen und das mechanische Verhalten zu stabilisieren. Je nach Technologie kann es sich dabei um FDM (Fused Deposition Modeling), SLA (Stereolithographie), SLS (selektives Lasersintern) oder Metallpulverbettschmelzen handeln.
Materialspezifische Nachbearbeitungsstrategien
Bei Drucken auf Polymerbasis ist der erste Eingriff in der Regel die Entfernung der Stütze. Die Überhänge werden während des Herstellungsprozesses vorübergehend abgestützt und an den Kontaktpunkten oder Narben belassen. Mechanische Ablösungen werden je nach Trägermaterial, löslichen Bädern oder thermischer Erweichung durchgeführt. Die Präzision ist sehr wichtig, da die übermäßige Kraft entweder die feinen Details zerschlagen oder die Seiten verbiegen kann.
Der Treppeneffekt der schichtweisen Ablagerung wird dann durch eine Oberflächenveredelung beseitigt, nachdem die Träger gereinigt worden sind. Durch Schleifen, Perlstrahlen oder chemisches Glätten der Oberfläche wird die für die Rauheit erforderliche Stumpfheit erzeugt, um die taktilen und optischen Eigenschaften zu verbessern.
Die chemische Dampfglättung wird vor allem bei Thermoplasten wie ABS eingesetzt, bei denen die Oberfläche mit der obersten Polymerschicht aufgeschwemmt wird, so dass eine fast geformte Oberfläche entsteht. Dieser Ansatz erfordert jedoch eine strenge Regulierung der Umgebung, um Maßabweichungen zu vermeiden.
Nachhärtung und Stabilisierung auf Harzbasis
Eine weitere Priorität, die mit den Harztechnologien verbunden ist, ist die Nachhärtung. Die Reaktionen, die mit der Vernetzung verbunden sind, sind während des Drucks durch Photopolymerisation möglicherweise noch nicht abgeschlossen. Durch Waschen wird das restliche ungehärtete Harz isoliert, und schließlich werden mit Hilfe von UV-Bestrahlung Polymernetzwerke gebildet. Eine ordnungsgemäße Aushärtung führt zu höherer Festigkeit, größerer Steifigkeit und höherer Wärmebeständigkeit, während eine unsachgemäße Aushärtung zu folgenden Problemen führen kann Kriechen oder Oberflächenklebrigkeit. Umgekehrt kann das Material durch Überhärtung gehärtet werden. Die Ingenieure berücksichtigen jedoch die Energiedosis und die Belichtungszeit sorgfältig, und die Nachhärtung ist kein separater Schritt zur Endbearbeitung, sondern wird als Erweiterung der Druckchemie betrachtet.
Systeme, die auf Pulver basieren, einschließlich SLS, benötigen eine Evakuierung des Pulvers und, in bestimmten Fällen, eine Infiltration. Funktionelle Freiräume sollten beseitigt werden, indem das eingeschlossene Restpulver in den Hohlräumen oder Gitterstrukturen entfernt wird. Luftstrahlen oder Vibration helfen dabei. In verschiedenen Fällen erhöht die Infiltration von Harz oder Dichtungsmasse die Glätte und Dichte der Oberflächen. Die additive Fertigung von Metallen geht sogar noch weiter, indem sie eine Wärmebehandlung und einen Spannungsabbau einbezieht. Die schnellen thermischen Gradienten, die durch das Laserschmelzen erzeugt werden, können zu Dimensionsstabilität oder Ermüdungsfestigkeit führen, und jede verbleibende Spannung kann eine Quelle für beides sein. Die Spannungen werden durch kontrollierte Ofenzyklen abgebaut, und das Gefüge wird homogenisiert. Es kann weiter bearbeitet, poliert oder kugelgestrahlt werden, um enge Toleranzen und sogar eine vergleichbare Oberflächenintegrität wie bei einem Knetmaterial zu erreichen.
Maßhaltigkeit und Qualitätssicherung
Dabei stehen die Maßgenauigkeit und die Kontrolle im Vordergrund. Da die Geometrie in der Endfertigung angepasst wird, werden messtechnische Kontrollpunkte eingesetzt, um sicherzustellen, dass es keine Toleranzgrenzen gibt. Die optische Abtastung, Koordinatenmessmaschinen und die Oberflächenprofilometrie werden eingesetzt, um Abweichungen zu messen. Es ist das Zusammenspiel von Materialwissenschaft und Finishing-Physik, das den Erfolg bestimmt. Ein gut durchdachter Nachbearbeitungsplan verwandelt einen gedruckten Prototyp in ein Fertigungsbauteil, das allen Belastungen des Betriebs und der Umwelt ausgesetzt ist.
Nachbearbeitung von Spritzgussteilen

Das Spritzgießen ist bekannt für die Herstellung von großvolumigen, endkonturnahen Bauteilen mit hervorragender Wiederholgenauigkeit. Dieses ausgereifte Verfahren erfordert auch eine Nachbearbeitung, um die Produkte für den Markt vorzubereiten. Gegossene Teile neigen dazu, Spuren von Anschnitten, Trennfugen oder kleine kosmetische Flecken zu hinterlassen. Durch Nachbearbeitungsvorgänge werden diese Artefakte korrigiert und das Aussehen der Teile verbessert, zusätzlich zu funktionalen Merkmalen wie Markierungen oder Baugruppen.
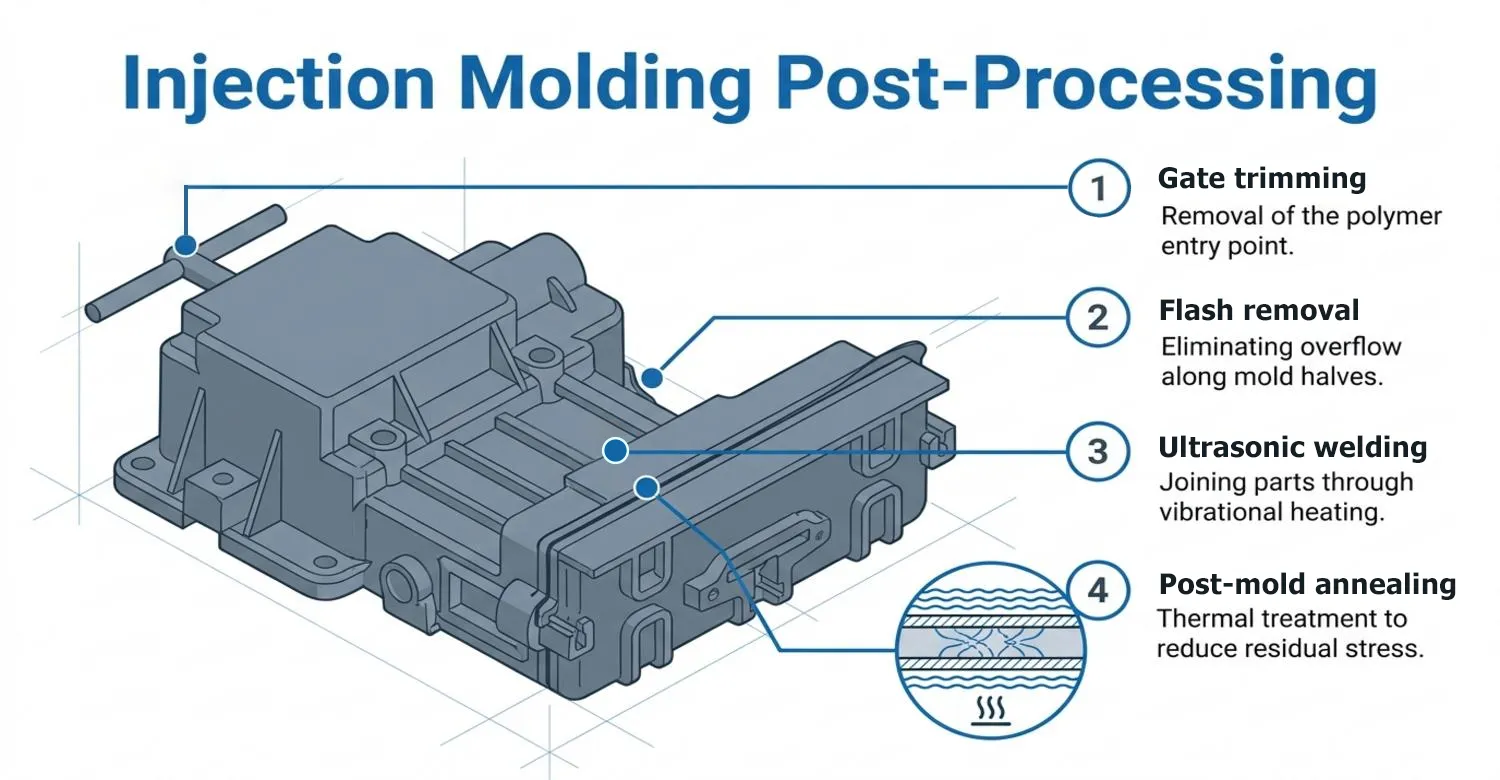
Operationen zur Beseitigung von Kernfehlern
Der häufigste Schritt ist das Beschneiden der Angüsse. Während des Formens von geschmolzenem Polymer wird das Polymer in die Kavität gepumpt, und die Anschnitte härten zu kleinen Erhebungen aus. Diese Überreste dürfen nicht belastet, geweißt oder gebrochen werden. Das manuelle Beschneiden auf automatisierten Abgratpressen ist eine der Techniken [4]. Die Vorgehensweise hängt von der Art des gewählten Materials ab; spröde Polymere lassen sich leichter mit geringeren Scherkräften schneiden, während duktile Materialien höheren Scherkräften standhalten können. Die Entfernung von Graten ist keine Ausnahme. Überschüssiges Material in den Werkzeughälften muss entfernt werden, damit die Geometrie des Entwurfs wiederhergestellt werden kann. Die Komplexität und die empfindlichen Toleranzen der Teile erfordern entweder eine komplexe und empfindliche Präzisionsentgratung, ein kryogenes Taumelverfahren oder ein abrasives Verfahren.
Das Ultraschallschweißen ist ein Verfahren, mit dem Teilkomponenten aus Kunststoff durch lokale Schwingungserwärmung zusammengefügt werden, um feste und hermetische Verbindungen herzustellen. Zu den Schweißparametern gehören die Amplitude und die Verweilzeit, die auf die Schmelzeigenschaften des Polymers abgestimmt werden sollten. Die geformte Geometrie ist durch das Kleben, den Einbau von Einsätzen und die Integration von Gewindeteilen funktional. Diese Vorgänge finden in automatisierten Zellen auf zahlreichen Produktionslinien statt, die eine äquivalente Zeit mit der Zykluszeit des Gusses koordinieren, mit dem geringsten Aufwand an Handhabung, und der Durchsatz ist minimal.
Materialstabilisierung und Qualitätssicherung
Weitere wichtige Aspekte sind die Dimensionsstabilität und die Kontrolle der Eigenspannung. Die Kristallinität und die Schrumpfung werden durch die Abkühlungsgeschwindigkeit während des Formprozesses bestimmt. Während des Temperns nach der Formgebung können Spannungen und die Stabilisierung der Abmessungen, insbesondere bei teilkristallinen Polymeren, reduziert werden. Wenn diese Effekte nicht berücksichtigt werden, kann es langfristig zu Verzug und Kriechverhalten kommen. Die Einhaltung der Beschnitt-, Endbearbeitungs- und Montageprozesse wird durch Inspektion und Qualitätssicherung erleichtert.
CNC-Nachbearbeitung
Die CNC-Bearbeitung ist ein Produktionsverfahren, bei dem ein kontrollierter Materialabtrag eingesetzt wird, um eine hohe Maßgenauigkeit und komplizierte Formen zu erzeugen. [5]. Obwohl dies genau ist, sind die bearbeiteten Teile nicht fertig, sondern müssen nachbearbeitet werden, um Gratbildung zu entfernen, die Oberflächenbeschaffenheit zu optimieren und die Haltbarkeit zu verbessern.
Entgraten und Kantenvorbereitung
Die beim Schneiden verwendeten Werkzeuge erzeugen scharfe Kanten und mikroskopisch kleine Grate, die ein Sicherheitsrisiko darstellen und die Passgenauigkeit der Baugruppe beeinträchtigen. Mechanisches Bürsten, abrasives Trommeln, thermisches Entgraten oder elektrochemische Verfahren beseitigen diese Unvollkommenheiten. Die gewählte Technik muss in der Lage sein, die Kantenschärfe zu erhalten und Vorsprünge zu beseitigen. Die Geometrie wird auch durch Anfasen und Kantenbrechen verbessert, um Spannungskonzentrationen zu vermeiden und die Handhabung sicherer zu machen. Die kontrollierte Kantenabrundung ist auch für die Ermüdungsfestigkeit bei Hochleistungsanwendungen nützlich, bei denen die Rissentstehungsstellen minimiert werden.
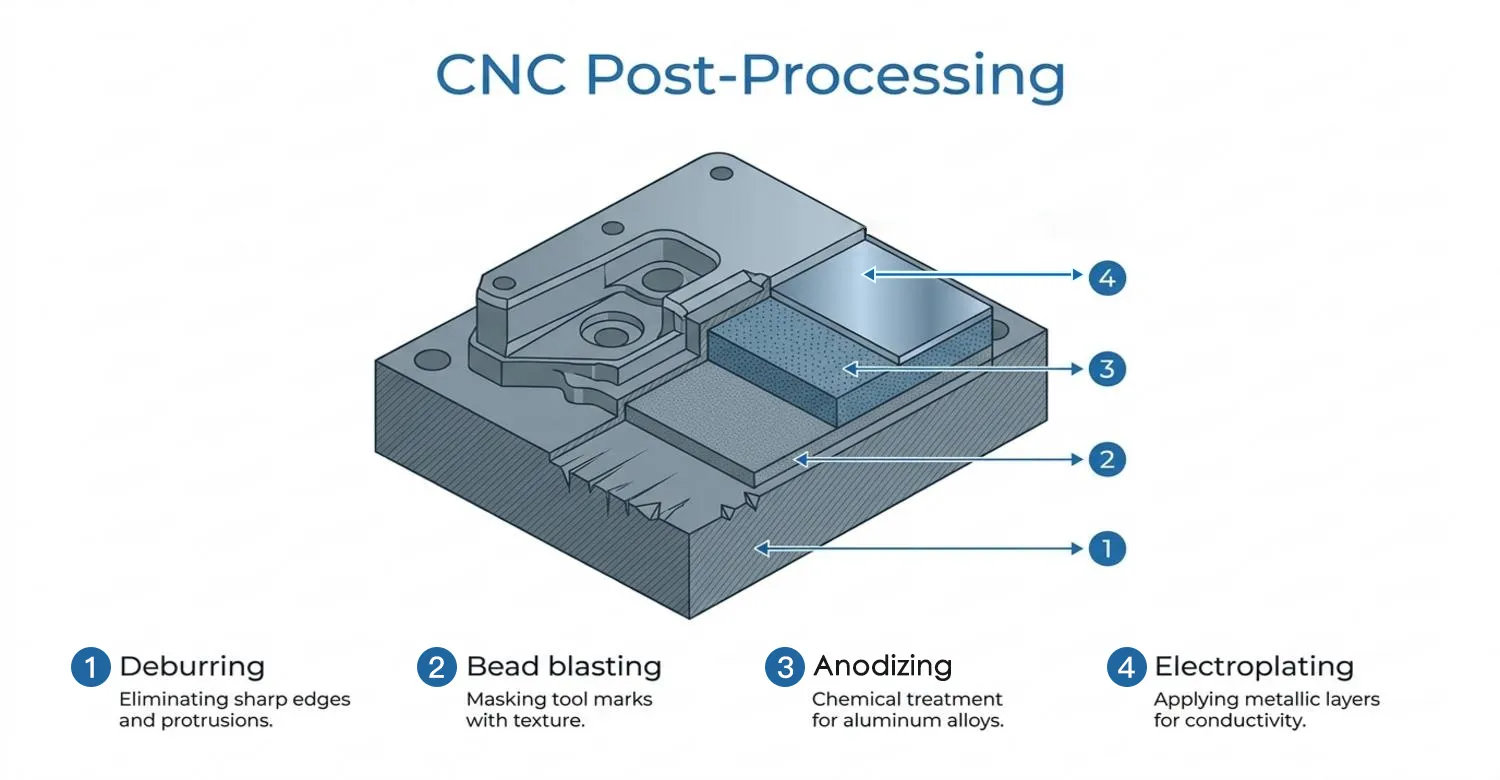
Funktionelle und ästhetische Eigenschaften folgen der Oberflächenbearbeitung. Durch Perlstrahlen wird eine gleichmäßige Textur mit mattem Aussehen erzeugt, wodurch die kaum sichtbaren Werkzeugspuren verdeckt werden und das Aussehen verbessert wird. Polieren beseitigt sie, um den Flüssigkeitsfluss, die Optik oder die Reibungseigenschaften zu verbessern. Beschichten und Plattieren werden als Schutzbarrieren verwendet. Die Dicke des korrosionshemmenden Oxids wird auch durch Eloxieren erhöht, was für Aluminiumlegierungen charakteristisch ist und auch die Farbgebung erleichtert. Beim Galvanisieren werden metallische Schichten aufgebracht, so dass sie abgenutzt oder leitfähig werden können. Beide Verfahren verändern die Oberflächenchemie und die Mikrostruktur, und es ist notwendig, die Parameter streng zu kontrollieren, um Defekte wie Lochfraß, ungleichmäßige Schichtdicke oder Haftungsverluste zu vermeiden.
Inspektion und Qualitätsvalidierung
Die Inspektion bildet die Grundlage des CNC-Nachbearbeitungsprozesses [6]. Die Messung der Oberflächengüte erfolgt mit einer Koordinatenmessmaschine, die Messung der geometrischen Genauigkeit mit einem Profilometer. Die Wirkung der Behandlung wird mit Hilfe der Korrosionsbeständigkeitsprüfung, der Haftfestigkeitsprüfung und der Härteprüfung überprüft. Eine intelligente Nachbearbeitung verwandelt die bearbeiteten Teile in funktionsoptimierte Teile, die mechanischen Belastungen, Umwelteinflüssen und Lebenszyklusanforderungen standhalten können.
Vergleichende Übersicht der Nachbearbeitungsanforderungen
| Herstellungsprozess | Typische Nachbearbeitungsvorgänge | Vorherrschende Zielsetzungen |
|---|---|---|
| 3D-Druck | Entfernen der Unterlage, Aushärten, Schleifen, Infiltration und Wärmebehandlung | Oberflächenveredelung, Stabilisierung der Eigenschaften |
| Spritzgießen | Beschneiden, Entgraten, Polieren, Dekorieren und Schweißen von Toren | Kosmetische Qualität, Montagebereitschaft |
| CNC-Bearbeitung | Entgraten, Anfasen, Polieren, Beschichten, Spannungsabbau | Kantenintegrität, Haltbarkeit, Korrosionsbeständigkeit |
Wechselwirkungen zwischen Materialeigenschaften und Veredelungsverfahren
Es wird davon ausgegangen, dass das Materialverhalten die Leistung der Nachbearbeitung bestimmt. Polymere, Metalle und Verbundwerkstoffe reagieren auf mechanische Abnutzung, chemische Belastung und thermische Zyklen nicht auf die gleiche Weise. Die zulässigen Zeitfenster für die Nachbearbeitung können auf der Grundlage der Glasübergangstemperatur und der Lösungsmittelverträglichkeit von Polymeren festgelegt werden. Übermäßige Hitze während des Polierens kann zu einer Erweichung führen, und eine übermäßige Stärke der Lösungsmittel kann zu Rissbildung führen. Die Morphologie teilkristalliner Polymere lässt sich durch Glühen verbessern. Härte, Kornstruktur und Oxidationsneigung sind im Verhältnis zu den Empfindlichkeiten von Metallen einzigartig. Die Parameter der Schleifbearbeitung können nicht mit der Härte in Einklang gebracht werden, da sie die Fähigkeit haben, Medien zu verschachteln oder Toleranzen zu verändern. Die Phasen werden in der Verteilung durch die thermischen Behandlungen beeinflusst, die die Festigkeit und das Ermüdungsverhalten beeinflussen.
Auch die Oberflächenenergie und die Haftungseigenschaften bestimmen den Erfolg der Veredelung. Die dekorativen Veredelungen und Druckfarben benötigen aktive Oberflächen. Plasmabehandlungen oder chemische Behandlungen verändern die Oberflächenchemie und machen sie für die Verklebung zuverlässiger. Im Gegensatz dazu werden sie delaminiert oder nicht gleichmäßig bedeckt, wenn sie nicht gut vorbereitet sind. Das Verständnis solcher Wechselwirkungen hilft den Ingenieuren bei der Vorhersage des Ergebnisses solcher Wechselwirkungen und bei der Minimierung von Risiken und Folgen.
Qualitätskontrolle und Prozessvalidierung in der Nachbearbeitung
Unkontrollierbare Schwankungen treten bei der Nachbearbeitung auf. Die Qualitätssicherungssysteme umfassen daher Inspektionen auf strategischen Ebenen. Die Messung der Abmessungen und der Rauheit dient der Überprüfung der Einhaltung der Toleranzen, und die Textur wird durch Oberflächencharakterisierung bestimmt. Mechanische Tests werden eingesetzt, um die Auswirkungen von Behandlungen in Bezug auf Festigkeit oder Ermüdung zu bestimmen. Die regulierten Industrien berichten in Validierungsprotokollen über die Stabilität, Wiederholbarkeit und Rückverfolgbarkeit der Parameter. Der statistische Kontrollprozess umfasst die Verfolgung der signifikanten Variablen und die Durchführung von Operationen innerhalb der vorgegebenen Leistungsgrenzen.
Die Digitalisierung verbessert diese Landschaft zunehmend. Sensoren zur Überwachung von Temperatur, Druck, Belichtungsenergie oder Schichtdicke werden in Echtzeit eingesetzt. Die Datenanalyse identifiziert Drift, prognostiziert die Notwendigkeit der Instandhaltung und stimmt die Endbearbeitungsparameter mit den Leistungsergebnissen ab. Eine solche Kombination aus digitaler Fertigung und Engineering macht die Nachbearbeitung zuverlässiger und effizienter.
Wirtschaftliche und nachhaltige Überlegungen
Die Nachbearbeitung wirkt sich unverhältnismäßig stark auf die Wirtschaftlichkeit und die Umweltleistung aus, da sie im Spannungsfeld zwischen Arbeit und Zykluszeit oder Ertrag und Ressourcenverbrauch liegt. Der Formgebungsprozess neigt dazu, die Investitionsausgaben zu kontrollieren, während die Nachbearbeitungsaktivitäten dazu neigen, die Betriebsausgaben zu kontrollieren. Bei den kumulierten Kosten handelt es sich um die Kosten, die bei der manuellen Handhabung, der Verwendung der Werkzeuge, der Verbrauchsmaterialien wie Schleifmittel, Chemikalien und Nacharbeiten aufgrund von Schönheitsfehlern sowie bei den Kontrollkosten anfallen. Selbst die minimalen Verluste, die beim Entgraten, Polieren, Aushärten oder Beschichten entstehen, vervielfachen sich in einer großen Produktion zu enormen Verlusten in einem einzigen Jahr. Folglich befassen sich die Nachbearbeitungszentren mit der wirtschaftlichen Optimierung von stabilen Durchsatzkonzepten, der Fehlervermeidung und der Ausrichtung der Automatisierung und nicht mit der bloßen Reduzierung der Anzahl der Arbeitsschritte.
Im Hinblick auf die Nachhaltigkeit werden die Probleme der Nachbearbeitung genau untersucht, da sie mitunter ressourcenintensiv ist. Bei der Schleifbearbeitung entstehen partikelförmige Abfälle, das chemische Glätten und Reinigen erfordert ein Lösungsmittelmanagement, und thermische Behandlungen sind energieaufwändig. Die ökologische Optimierung zielt also darauf ab, Abfälle zu minimieren, Energie zu sparen und Materialien auf verantwortungsvolle Weise zu beschaffen und zu verwalten. Recyclinganlagen, Schleifmittelrückgewinnung (geschlossener Kreislauf), Wasserfiltrationstechnologien und Lösungsmittelrecyclinganlagen verringern den ökologischen Fußabdruck und reduzieren die Kosten für Verbrauchsmaterialien. Die Umstellung auf weniger toxische Chemikalien oder Trockenfinish-Verfahren bedeutet auch ein höheres Maß an Sicherheit für die Mitarbeiter und die Einhaltung von Vorschriften.
Referenzen
[1] AM-Effizienz. (2025, Feb 10). Sechs Gründe für eine automatisierte Nachbearbeitung im Polymer-PBF-3D-Druck. https://www.amefficiency.com/additive-manufacturing/why-automated-post-processing/
[2] Peiling. (2024, Nov 10). 3D-Druck-Nachbearbeitung: Techniken, Werkzeuge und Arten. https://www.raise3d.com/blog/3d-printing-post-processing/
[3] Axsom, T. (2023, Mai 02). Wie man 3D-gedruckte Teile fertigstellt - der ultimative Leitfaden. https://www.fictiv.com/articles/how-to-finish-3d-printed-parts
[4] Tops Precision Manufacture. (2025, 18. November). Ein detaillierter Leitfaden für Einsteiger in die Nachbearbeitung beim Kunststoffspritzgießen. https://topsbest-precision.com/blog/post-processing-for-plastic-injection-molding/
[5] JSSAD 3D (2024, September 05). Was ist CNC-Post-Processing? https://www.jsadditive.com/news/what-is-cnc-post-processing/
[6] Elimond (2025). Arten und Anwendungen der Nachbearbeitung von CNC-gefertigten Teilen. https://elimold.com/types-and-applications-of-post-processing-of-cnc-machined-parts/











