

La post-lavorazione si riferisce alla sequenza di operazioni eseguite dopo un processo di produzione su larga scala per convertire un componente nella sua dimensione utile finale e nella fase di aspetto. Lo sviluppo della geometria avviene nella fase di formatura o sagomatura, ma la rifinitura del pezzo avviene dopo la lavorazione per raggiungere le fasce di tolleranza, i requisiti di finitura, i requisiti normativi e le aspettative dell'utente. [1]. La post-elaborazione nella pratica ingegneristica non è un'aggiunta di lusso, ma è un elemento del ciclo di vita della produzione. Gli ordini che rientrano in questa categoria influenzano la resistenza alla fatica, il comportamento all'usura, le prestazioni di corrosione, la chiarezza ottica, la sensazione tattile e persino la qualità percepita del prodotto. È applicabile nei processi meccanici, chimici o termici, selezionando un'opzione a seconda del sistema di materiali, dei volumi di produzione e dei costi.
Per quanto riguarda i sistemi, la post-elaborazione contribuisce a colmare il divario di variabilità tra produzione e progettazione. Di solito sono presenti le cicatrici di supporto o la polimerizzazione parziale del processo additivo, il flash o altri residui di un processo di fabbricazione di uno stampo e le bave o i segni degli utensili della lavorazione CNC. La postelaborazione, quindi, serve come misura correttiva e di ottimizzazione. Rimuove gli artefatti, appiattisce la microstruttura, modifica l'energia superficiale, copre e protegge le superfici o le orna. Essendo fasi che regolano l'integrità della superficie, le proprietà del sottosuolo e della superficie, devono essere eseguite con precisione. Il sovradimensionamento può compromettere la precisione delle dimensioni, i prodotti chimici aggressivi possono danneggiare i polimeri e i trattamenti termici non sincronizzati possono causare deformazioni.
Un'altra dimensione della post-lavorazione è il suo ruolo economico. Le operazioni di finitura assorbono un'enorme percentuale del costo totale di produzione, in particolare nei prodotti di alta precisione o destinati ai consumatori. [2]. La sfida sta nel trovare un equilibrio tra il miglioramento della qualità e il tempo di ciclo, l'intensità del lavoro e la resa. Le nuove grandi strategie per garantire che la produttività non vada a scapito della coerenza sono diventate l'automazione, i controlli in linea e la standardizzazione dei processi. Le fabbriche moderne stanno diventando unità a controllo digitale, in cui le celle di post-lavorazione sono dotate anche di temperatura, tempo di permanenza, dimensioni dei mezzi abrasivi o persino spessore del rivestimento monitorati e ottimizzati. Questa combinazione rende la finitura una finitura ingegneristica e non artigianale.

Post-elaborazione di parti stampate in 3D

La produzione additiva produce parti strato per strato, quindi presenta requisiti di post-elaborazione unici. A differenza delle tecniche sottrattive o di stampaggio più convenzionali, la stampa 3D è solitamente in grado di realizzare oggetti geometricamente accurati ma con una superficie ruvida, semicurva o meccanicamente anisotropa. [3]. La post-elaborazione in questo settore ha quindi il compito di riparare la struttura delle superfici, completare le reazioni chimiche e stabilizzare i comportamenti meccanici. Può trattarsi di modellazione a deposizione fusa (FDM), stereolitografia (SLA) o sinterizzazione laser selettiva (SLS), oppure di fusione a letto di polvere metallica, a seconda della tecnologia.
Strategie di post-elaborazione specifiche per i materiali
Nel caso di stampe a base di polimeri, il primo intervento è solitamente la rimozione del supporto. Le sporgenze vengono tenute in un supporto temporaneo durante il processo di fabbricazione e lasciate nei punti di contatto o nelle cicatrici. I distacchi meccanici vengono eseguiti a seconda del materiale di supporto, dei bagni solubili o dell'ammorbidimento termico. La precisione è fondamentale, poiché la forza eccessiva può frantumare i dettagli fini o piegare i lati.
L'effetto a gradini della deposizione stratificata viene poi eliminato con la rifinitura della superficie, dopo che i supporti sono stati ripuliti. La levigatura, la sabbiatura o la lisciatura chimica della superficie vengono utilizzate per fornire l'opacità richiesta dalla rugosità e migliorare le qualità tattili e visive.
La lisciatura chimica a vapore è particolarmente utilizzata con i materiali termoplastici, come l'ABS, dove la superficie viene ricaricata con lo strato superiore di polimero, formando una superficie quasi modellata. Tuttavia, questo approccio richiede una stretta regolazione dell'ambiente per evitare derive dimensionali.
Post-indurimento e stabilizzazione a base di resina
Un'altra priorità associata alle tecnologie delle resine è la post-cura. Le reazioni associate alla reticolazione potrebbero non essere terminate nel corso della stampa tramite fotopolimerizzazione. Il lavaggio isola la resina residua non polimerizzata e alla fine si formano reti polimeriche con l'aiuto dell'esposizione ai raggi UV. Una polimerizzazione corretta è soggetta a una maggiore resistenza, a una maggiore rigidità e a una maggiore resistenza termica, mentre una polimerizzazione non adeguata può portare a strisciante o appiccicosità superficiale. Al contrario, il materiale può essere indurito da una polimerizzazione eccessiva. Gli ingegneri, tuttavia, tengono in attenta considerazione la dose di energia e il tempo di esposizione, e la post-cura non è un passo separato verso la finitura, ma è considerata un'estensione della chimica di stampa.
I sistemi basati sulla polvere, compresi gli SLS, richiedono l'evacuazione della polvere e, in alcuni casi, l'infiltrazione. L'evacuazione funzionale deve essere rimossa eliminando la polvere residua intrappolata nelle cavità o nelle strutture reticolari. La sabbiatura ad aria o la vibrazione aiutano in questo senso. In diversi casi, l'infiltrazione di resina o sigillante aumenta la levigatezza e la densità delle superfici. La fabbricazione additiva dei metalli si spinge ancora più in là con l'incorporazione del trattamento termico e dello scarico delle tensioni. I rapidi gradienti termici prodotti dalla fusione laser possono portare alla stabilità dimensionale o alla durata a fatica, e qualsiasi stress residuo può essere una fonte di entrambi. Le tensioni vengono ridotte attraverso cicli controllati in forno e l'omogeneizzazione della microstruttura. Può essere ulteriormente lavorato, lucidato o pallinato per ottenere tolleranze strette e un'integrità superficiale paragonabile a quella di un materiale battuto.
Precisione dimensionale e garanzia di qualità
La precisione dimensionale e l'ispezione sono sempre al centro dell'attenzione. Poiché la geometria viene regolata in fase di finitura, vengono applicati punti di controllo metrologici per garantire che non vi siano limiti di tolleranza. Per misurare le deviazioni si utilizzano la scansione ottica, le macchine di misura a coordinate e la profilometria delle superfici. È l'interazione tra scienza dei materiali e fisica della finitura a determinare il successo. Un piano di post-lavorazione ben progettato trasforma un prototipo, che è stato stampato, in un componente di produzione in grado di gestire tutti i carichi di funzionamento e l'esposizione all'ambiente.
Post-lavorazione dello stampaggio a iniezione

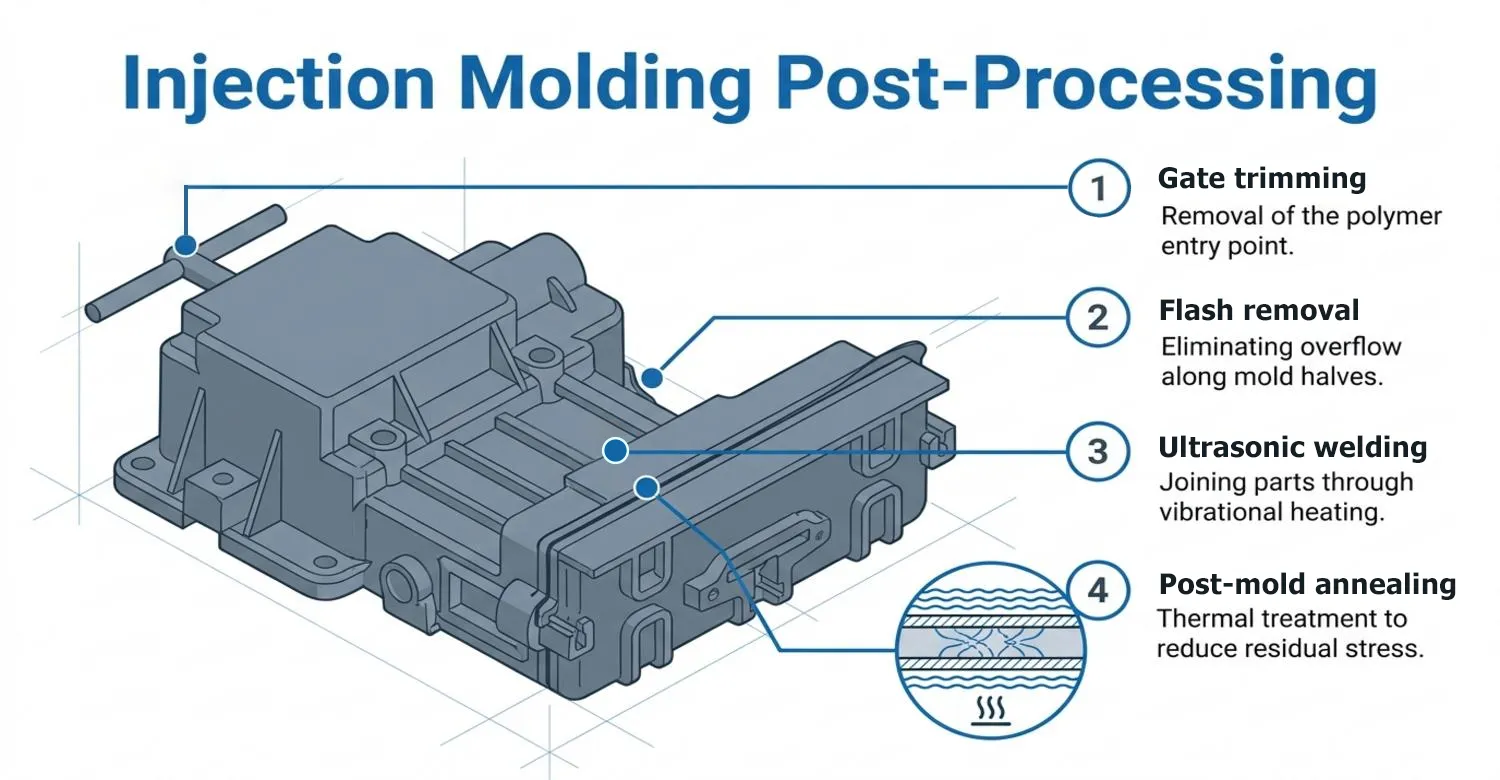
Lo stampaggio a iniezione è rinomato per la produzione di componenti in grandi volumi, di forma quasi netta e con un'eccellente ripetibilità. Questo processo maturo richiede anche l'uso della post-lavorazione per preparare i prodotti per il mercato. I pezzi stampati tendono a lasciare tracce di cancelli, linee di giunzione o piccole macchie estetiche. Le operazioni di post-lavorazione correggono questi artefatti e ne migliorano l'aspetto, oltre alle caratteristiche funzionali come le marcature o gli assemblaggi.
Operazioni di rimozione dei difetti del nucleo
La fase più comune è la rifilatura delle porte. Durante lo stampaggio del polimero fuso, il polimero viene pompato nella cavità e le porte si induriscono in piccole protuberanze. Questi resti non devono essere sollecitati, sbiancati o fratturati. Il ritaglio manuale su presse di rifilatura automatizzate è una delle tecniche [4]. L'approccio dipende dal tipo di materiale scelto; i polimeri fragili possono essere tagliati più facilmente utilizzando forze di taglio minori, mentre i materiali duttili possono sopportare forze di taglio maggiori. La rimozione delle scintille non è un'eccezione. Il materiale in eccesso all'interno delle metà degli stampi deve essere eliminato in modo da ripristinare la geometria del progetto. La complessità e la sensibilità delle tolleranze dei pezzi impongono l'adozione di una sbavatura di precisione complessa e sensibile, di un processo di burattatura criogenica o di processi abrasivi.
La saldatura a ultrasuoni è un processo utilizzato per assemblare sottocomponenti di plastica attraverso l'uso di un riscaldamento vibrazionale localizzato per creare legami forti ed ermetici. I parametri di saldatura comprendono l'ampiezza e il tempo di permanenza, che devono essere allineati in base alle proprietà di fusione del polimero. La geometria stampata è funzionale grazie all'incollaggio, all'installazione di inserti e all'integrazione di componenti filettati. Queste operazioni avvengono in celle automatizzate su numerose linee di produzione che coordinano un tempo equivalente al tempo del ciclo di stampaggio, con la minima manipolazione, e la produzione è minima.
Stabilizzazione dei materiali e garanzia di qualità
Altri aspetti degni di attenzione sono la stabilità dimensionale e il controllo delle tensioni residue. La cristallinità e il ritiro sono dettati dalla velocità di raffreddamento utilizzata nel processo di stampaggio. Durante la ricottura post-stampaggio, le tensioni e la stabilizzazione delle dimensioni, soprattutto dei polimeri semicristallini, possono essere ridotte. L'incapacità di tenere conto di questi effetti può portare a deformazioni e creep nel lungo periodo. La conformità ai processi di rifilatura, finitura e assemblaggio è facilitata dall'ispezione e dal controllo qualità.
Post-elaborazione CNC
La lavorazione CNC è un processo di produzione in cui l'asportazione controllata di materiale viene utilizzata per creare forme complicate e di elevata precisione dimensionale. [5]. Anche se ciò è accurato, i pezzi lavorati non sono finiti, ma richiedono una post-lavorazione per rimuovere la formazione di bave, ottimizzare le condizioni superficiali e migliorare la durata.
Sbavatura e preparazione dei bordi
Gli utensili utilizzati per il taglio producono spigoli vivi e bave microscopiche, causando rischi per la sicurezza e alterazioni dell'assemblaggio. La spazzolatura meccanica, la burattatura abrasiva, la sbavatura termica o i processi elettrochimici eliminano queste imperfezioni. La tecnica scelta deve essere in grado di preservare la definizione dei bordi e deve eliminare le sporgenze. La geometria è migliorata anche dalla smussatura e dalla rottura dei bordi, per evitare concentrazioni di stress e rendere più sicura la manipolazione. La raggiatura controllata dei bordi è utile anche per la resistenza alla fatica nelle applicazioni ad alte prestazioni, in cui i siti di innesco delle cricche sono ridotti al minimo.
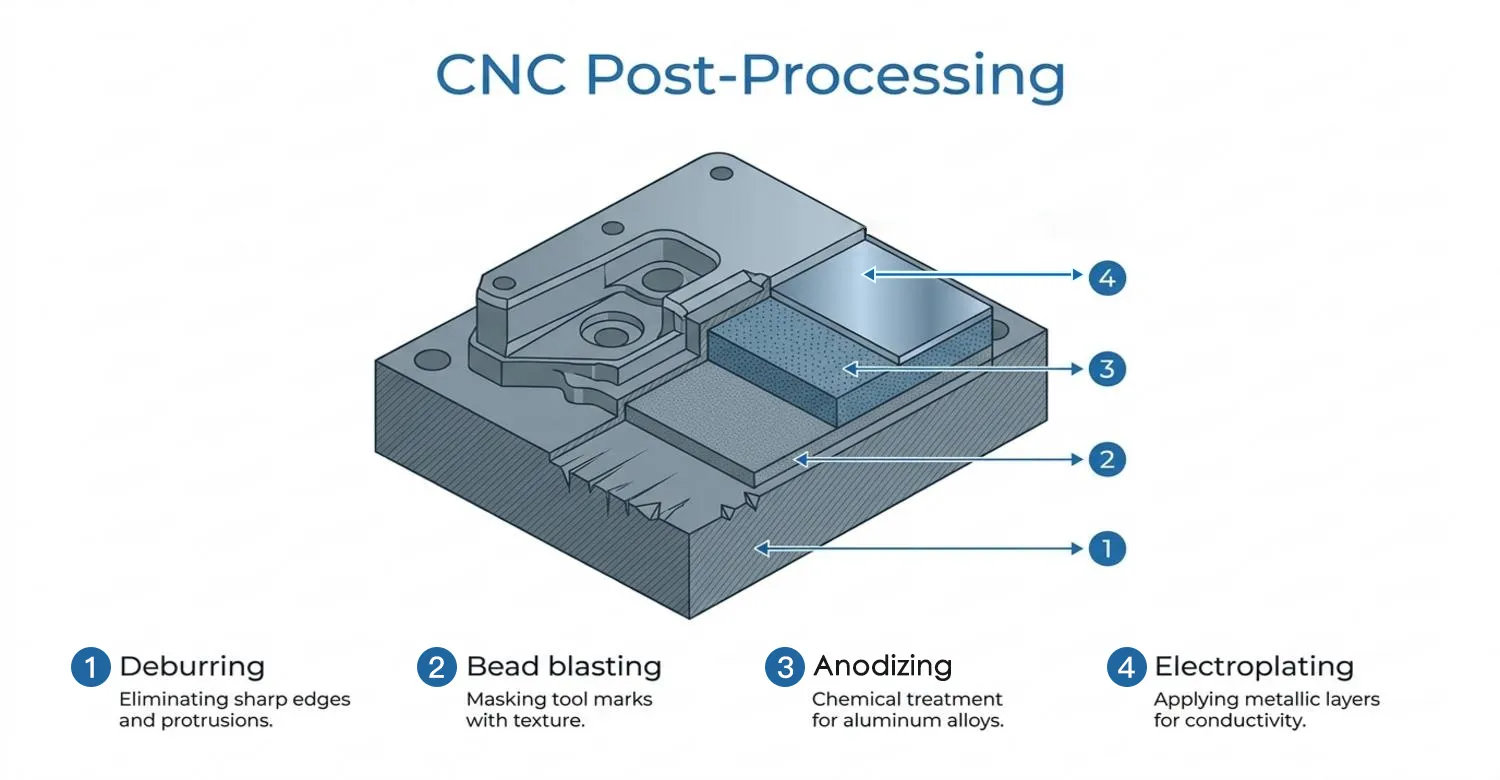
Le proprietà funzionali ed estetiche seguono la finitura della superficie. La granigliatura conferisce una struttura uniforme di aspetto opaco, mascherando i segni di utensili appena visibili e migliorando l'aspetto. La lucidatura la elimina per migliorare il flusso dei fluidi, le proprietà ottiche o di attrito. Il rivestimento e la placcatura sono utilizzati come barriere protettive. Lo spessore dell'ossido che inibisce la corrosione è migliorato anche dall'anodizzazione, caratteristica delle leghe di alluminio, che consente anche di dare facilmente un colore. La galvanoplastica viene utilizzata per applicare strati metallici in modo che possano essere usurati o conduttivi. Entrambi i processi modificano la chimica e la microstruttura della superficie ed è necessario controllare rigorosamente i parametri per eliminare difetti quali vaiolatura, spessore non uniforme o perdita di adesione.
Ispezione e convalida della qualità
L'ispezione costituisce la base del processo di post-elaborazione CNC [6]. La misurazione della finitura superficiale viene effettuata con una macchina di misura a coordinate e la misurazione della precisione geometrica con un profilometro. L'effetto del trattamento viene controllato con l'aiuto di un'ispezione della resistenza alla corrosione, di un test di adesione e di un test di durezza. La post-elaborazione intelligente converte i pezzi lavorati in pezzi ottimizzati dal punto di vista funzionale, in grado di resistere ai carichi meccanici, all'esposizione ambientale e ai requisiti del ciclo di vita.
Panoramica comparativa dei requisiti di post-elaborazione
| Processo di produzione | Operazioni tipiche di post-elaborazione | Obiettivi dominanti |
|---|---|---|
| Stampa 3D | Rimozione del supporto, polimerizzazione, carteggiatura, infiltrazione e trattamento termico | Affinamento della superficie, stabilizzazione delle proprietà |
| Stampaggio a iniezione | Rifilatura, sbavatura, lucidatura, decorazione e saldatura del cancello | Qualità estetica, prontezza di montaggio |
| Lavorazione CNC | Sbavatura, smussatura, lucidatura, rivestimento, riduzione delle sollecitazioni | Integrità dei bordi, durata, resistenza alla corrosione |
Interazioni tra proprietà del materiale e metodi di finitura
Si ritiene che il comportamento del materiale controlli le prestazioni del post-trattamento. Polimeri, metalli e compositi non rispondono allo stesso modo all'abrasione meccanica, all'esposizione chimica e ai cicli termici. Le finestre di finitura consentite possono essere stabilite in base alla temperatura di transizione vetrosa e alla compatibilità dei solventi nei polimeri. Un calore eccessivo durante la lucidatura può produrre un rammollimento e un'eccessiva forza dei solventi può produrre un crazing. La ricottura consente di migliorare la morfologia dei polimeri semicristallini. La durezza, la struttura dei grani e la tendenza all'ossidazione sono uniche rispetto alla sensibilità dei metalli. I parametri di finitura degli abrasivi non possono essere incoerenti con la durezza perché hanno la capacità di annidare i supporti o di alterare le tolleranze. Le fasi sono influenzate nella distribuzione dai trattamenti termici, che influenzano la resistenza e il comportamento a fatica.
Anche l'energia superficiale e le proprietà di adesione determinano il successo della finitura. Le finiture e gli inchiostri decorativi necessitano di superfici attive. I trattamenti al plasma o chimici alterano la chimica della superficie, rendendola più affidabile nell'incollaggio. Al contrario, quando non sono ben preparate, si delaminano o non si ricoprono in modo uniforme. La comprensione di queste interazioni aiuta gli ingegneri a prevederne l'esito, riducendo al minimo i rischi e le sequenze.
Controllo di qualità e convalida del processo nella post-elaborazione
La variabilità incontrollabile si riscontra nella post-elaborazione. I sistemi di garanzia della qualità, pertanto, includono ispezioni a livelli strategici. La metrologia dimensionale e la rugosità vengono applicate per verificare il mantenimento della tollerabilità, mentre la struttura viene determinata utilizzando la caratterizzazione della superficie. Le prove meccaniche sono utilizzate per determinare gli effetti dei trattamenti in termini di resistenza o fatica. Le industrie regolamentate riportano la stabilità dei parametri, la ripetibilità e la tracciabilità nei protocolli di convalida. Il processo di controllo statistico prevede il monitoraggio delle variabili significative e il completamento delle operazioni entro i limiti di capacità stabiliti.
La digitalizzazione sta migliorando sempre più questo panorama. Viene eseguito il monitoraggio in tempo reale di sensori di temperatura, pressione, energia di esposizione o spessore del rivestimento. L'analisi dei dati identifica le derive, prevede la necessità di mantenere e allineare i parametri di finitura con i risultati delle prestazioni. Questa combinazione di produzione e ingegneria digitale rende la post-lavorazione più affidabile ed efficiente.
Considerazioni economiche e di sostenibilità
L'impatto sproporzionato della post-lavorazione è sull'economia dell'unità e sulle prestazioni ambientali, perché si trova all'incrocio tra la manodopera e il tempo di ciclo o la resa e il consumo di risorse. Il processo di formatura tende a controllare la spesa in conto capitale, mentre le attività di finitura tendono a controllare la spesa operativa. I costi accumulati sono quelli sostenuti nel processo di manipolazione manuale, utilizzo degli utensili, materiali di consumo come abrasivi, prodotti chimici, rilavorazioni dovute a difetti estetici e spese generali di ispezione. Anche le perdite minime sostenute nella rifilatura, nella lucidatura, nell'indurimento o nel rivestimento si riproducono in una produzione di grandi dimensioni, con perdite enormi in un solo anno. Di conseguenza, i centri di post-lavorazione si preoccupano dell'ottimizzazione economica di progetti a produttività stabilizzata, della prevenzione dei difetti e dell'allineamento dell'automazione piuttosto che della mera riduzione del numero di passaggi.
In termini di sostenibilità, i problemi di post-lavorazione sono strettamente coinvolti nell'esame, poiché a volte consumano risorse. La finitura abrasiva produce rifiuti particellari, la levigatura e la pulizia chimica richiedono la gestione dei solventi e i trattamenti termici consumano energia. L'ottimizzazione ambientale dovrebbe quindi mirare a minimizzare i rifiuti, ridurre l'energia e acquisire e gestire i materiali in modo responsabile. Le unità di riciclaggio, il recupero degli abrasivi (ciclo chiuso), le tecnologie di filtrazione dell'acqua e le unità di riciclaggio dei solventi riducono l'impronta ecologica e i costi dei materiali di consumo. La conversione a prodotti chimici meno tossici o a processi di finitura a secco comporta anche un maggiore livello di sicurezza per i lavoratori e la conformità alle normative.
Riferimenti
[1] Efficienza AM. (2025, 10 febbraio). Sei motivi per scegliere la post-elaborazione automatizzata per la stampa 3D di polimeri PBF. https://www.amefficiency.com/additive-manufacturing/why-automated-post-processing/
[2] Peiling. (2024, 10 novembre). Postelaborazione della stampa 3D: Tecniche, strumenti e tipi. https://www.raise3d.com/blog/3d-printing-post-processing/
[3] Axsom, T. (2023, 02 maggio). Come rifinire le parti stampate in 3D: la guida definitiva. https://www.fictiv.com/articles/how-to-finish-3d-printed-parts
[4] Tops Precision Manufacture. (2025, 18 novembre). Guida dettagliata per principianti alla post-lavorazione per lo stampaggio a iniezione di materie plastiche. https://topsbest-precision.com/blog/post-processing-for-plastic-injection-molding/
[5] JSSAD 3D (2024, settembre 05). Che cos'è la post-elaborazione CNC? https://www.jsadditive.com/news/what-is-cnc-post-processing/
[6] Elimond (2025). Tipi e applicazioni della post-elaborazione di pezzi lavorati a CNC. https://elimold.com/types-and-applications-of-post-processing-of-cnc-machined-parts/











