
Sind Sie zufällig ein angehender Hersteller? Vielleicht möchten Sie Kunststoffteile für den Haushalt, die Medizin oder die Automobilindustrie herstellen. Die Architektur des Spritzgießwerkzeugs ist ein wichtiger Faktor bei der Planung von Wirtschaftlichkeit, Kapazität und Qualitätsstabilität der Produktion. Kurzfristig ist die Frage zu klären, ob es sich um ein Einzelkavitäten- oder ein Mehrfachkavitätenwerkzeug handelt. Es handelt sich nicht um eine Entscheidung in Bezug auf die Werkzeugausstattung, sondern um eine strategische Produktionsentscheidung, die sich auf die Investitionsausgaben (CapEx), die Betriebsausgaben (OpEX), das Risiko und die Skalierbarkeit auswirkt.
Dieser lange Auszug kann Ihnen vielleicht helfen, die Funktionsweise dieser Formen, ihre Parallelen und Anwendungen zu verstehen.
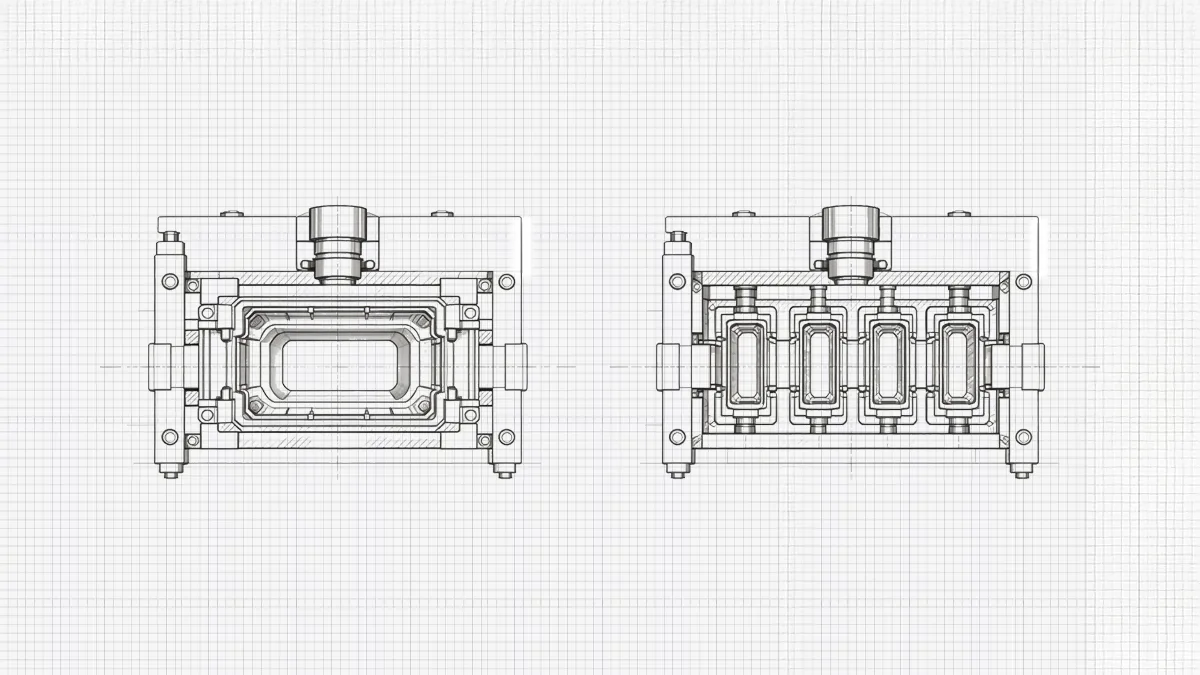
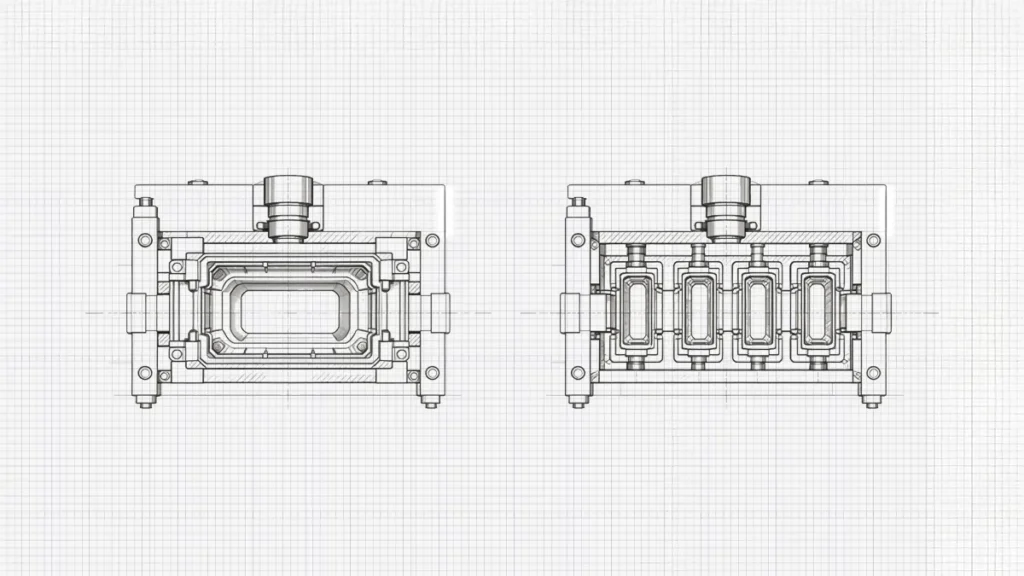
Kernvergleich zwischen Einzelkavitäten- und Mehrfachkavitätenwerkzeugen

Einzelkavitätenwerkzeug: eine Kavität produziert ein Teil pro Spritzzyklus, was das Fließverhalten und die Prozessstabilisierung vereinfacht.
Mehrkavitätenwerkzeug: Mehrere identische Kavitäten produzieren mehrere Teile pro Zyklus, was den Durchsatz drastisch erhöht.
Kernvergleich zwischen Einzelkavitäten- und Mehrfachkavitätenwerkzeugen
Erstens ist es nur möglich, einen einzigen Abdruck der Teilegeometrie in einem einzigen Kavitätenwerkzeug zu platzieren, so dass in einem bestimmten Formgebungszyklus nur ein einziges Teil hergestellt wird. Es handelt sich um ein einfaches Design im Hinblick auf Prozesse, vorhersehbare Füllmuster und eine einfache Fehlerbehebung. Bei einem Mehrkavitätenwerkzeug hingegen befinden sich viele identische Abdrücke in einem Formboden, was bedeutet, dass in jedem Zyklus viele Teile gleichzeitig hergestellt werden können. [1]. Die Veränderung des Ausstoßes mit der Anzahl der Kavitäten ist proportional zur Anzahl der Kavitäten, obwohl die Zykluszeit normalerweise vergleichbar ist. Im Klartext bedeutet dies, dass mit jedem Zyklus eine größere Anzahl von Teilen in dem Mehrkavitätenwerkzeug gespritzt wird.
Einzelkavitätenwerkzeuge sind auch im Hinblick auf die Produktionseffizienz zwangsläufig durchsatzbeschränkend. Der Maschineneinsatz ist auch in Bezug auf die Leistung hoch, aber die Anzahl der pro Stunde produzierten Teile ist gering. Mehrkavitätenwerkzeuge erhöhen die Produktivität bei gleicher Anzahl von Maschinenstunden schnell und sind daher die Lösung der Wahl, wenn es um hochvolumige Programme geht.
Es gibt große Unterschiede in der Wirtschaftlichkeit der Einheiten. Einzelkavitätenwerkzeuge sind zu Beginn billiger in Bezug auf die Werkzeuge, aber teurer in Bezug auf das Stück, da sich Maschinenzeit, Arbeit und Energie pro Teil amortisieren. Mehrkavitätenwerkzeuge sind nicht kosteneffizient in Kleinserien-Spritzgießen da sie ein kompliziertes Bearbeitungsverfahren, ein spezielles Angusssystem, ein spezielles Kühlsystem und einen Hohlraumausgleich erfordern, aber in der Größenordnung weniger kostspielig sind.
Prozesskontrolle und technische Herausforderungen
Mehrkavitätenwerkzeuge stellen höhere Anforderungen an Fließgleichheit, thermische Gleichmäßigkeit und Druckverteilung [2]. Ein Ungleichgewicht kann zu kurzen Schüssen, Gratbildung, Maßabweichungen, Veränderungen oder Schwindungsunterschieden führen. Mit der Anzahl der Kavitäten steigt also die Schwierigkeit der Prozesskontrolle.
| Parameter | Einzelkavitätenform | Mehrkavitätenform |
|---|---|---|
| Leistung pro Zyklus | 1 Teil | Mehrere Teile |
| Werkzeugkosten | Unter | Höher |
| Kosten pro Einheit | Höher | Niedriger in der Skala |
| Komplexität der Prozesse | Niedrig | Mäßig bis hoch |
| Zykluszeit | Standard | Ähnlich |
| Ausgleichsverpflichtung | Minimal | Kritisch |
| Bester Anwendungsfall | Prototyping, geringe Stückzahlen | Massenproduktion |
Auswahl von Formen und Entscheidungsfindungsansatz
Welcher Ansatz sollte also Ihr Entscheidungsmodell für die Werkzeugauswahl leiten? Zunächst sollten Sie ein Gleichgewicht zwischen technischer Machbarkeit und finanzieller Rechtfertigung herstellen. Die Prognosen zum Produktionsvolumen haben den größten Einfluss auf Ihre Entscheidung. Bei geringer oder unsicherer Nachfrage werden Einzelkavitäten-Werkzeuge bevorzugt, da sie das Investitionsrisiko verringern und schnelle Konstruktionsänderungen ermöglichen. Mehrkavitätenwerkzeuge sind bei großen Jahresmengen wirtschaftlich rentabel, da sie die Amortisation der Werkzeuge zu erheblichen Stückkosten ermöglichen. [3].
Zweitens sind die Einschränkungen der Maschinenfähigkeit für jedes der Werkzeuge zu ermitteln. Die Anzahl der benötigten Kavitäten wird durch die Schussgröße, die Einspritzdruckkapazität, die Plastifiziergeschwindigkeit und die erforderliche Schließkraft bestimmt. Wenn Sie die Grenzen der Maschine überschreiten, ist die Wahrscheinlichkeit groß, dass Sie zu kurze Schüsse oder zu hohe Scherkräfte erhalten.
Welche Materialien werden Sie verwenden? Mehrkavitätensysteme sind schwieriger mit Harzen auszubalancieren, die kleine Verarbeitungsfenster oder eine hohe Viskosität haben.
Was sind die Qualitätsanforderungen? Einzelkavitätenformen begünstigen Teile mit strenger Maßkontrolle oder kosmetischem Aussehen in der Anfangsphase, bevor die Hersteller den Prozess stabilisieren und die Produktion ausweiten.
Komplexität der Werkzeuge und Fertigungsrisiko
Entwurfskomplexität und technische Herausforderungen
Die meisten neuen Hersteller sind von der Tatsache überrascht, dass jedes Werkzeug unterschiedlich komplex konstruiert ist. Wenn Sie sich für ein Einzelkavitätenwerkzeug entscheiden, müssen sich Ihre Ingenieure auf eine Fließrichtung, einen Anschnittpunkt und ein relativ vorhersehbares Kühlsystem konzentrieren. Was kommt noch hinzu? Das Fließverhalten des Polymers, der Druckabfall und die Entlüftung können einfacher simuliert werden, da das System nur wenige interagierende Variablen aufweist. Die Konstruktionszyklen sind schneller, und die Korrekturen bei der Prüfung sind kürzer.
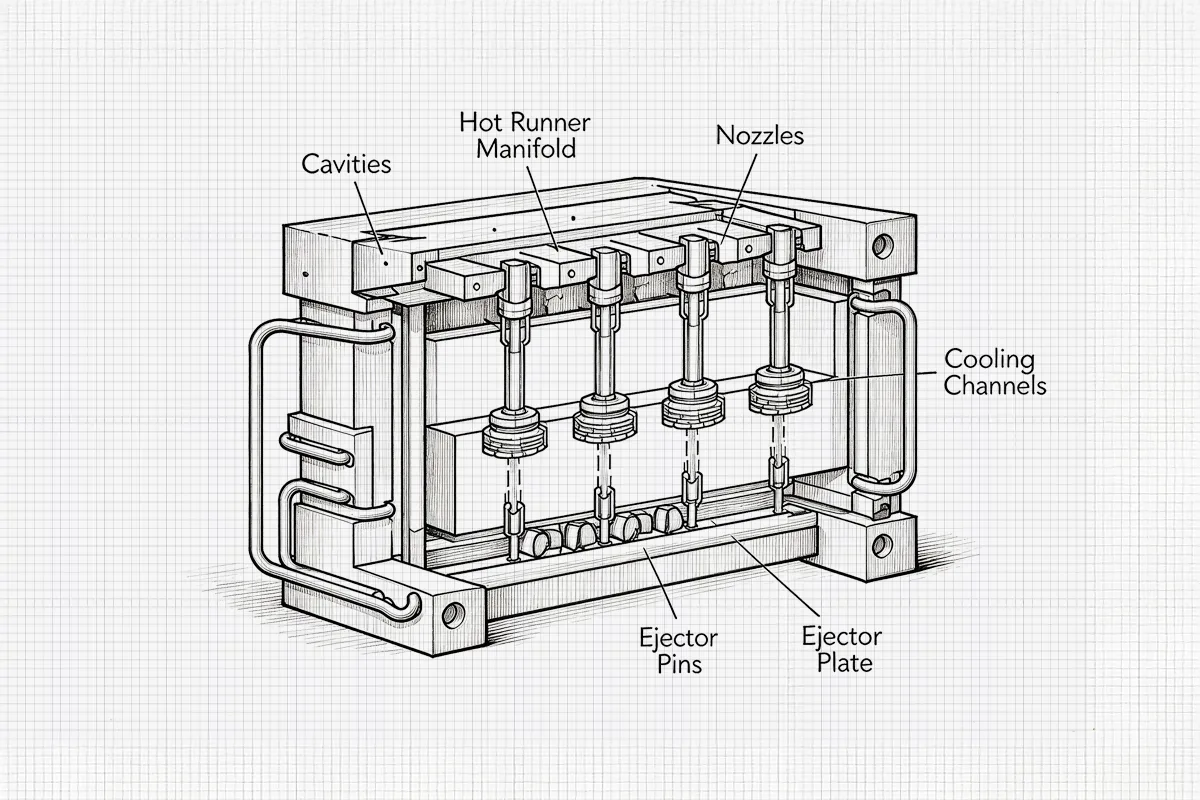
Welche Komplikationen ergeben sich bei der Konstruktion von Mehrkavitätenwerkzeugen? Solche Werkzeuge erfordern ein System-Engineering. Das Fließgleichgewicht ist ein Engpass, der symmetrische Angusskanäle und sorgfältig optimierte Anschnittgrößen erfordert, um eine gleichmäßige Füllung der Kavitäten zu gewährleisten. Die feinen geometrischen Unterschiede führen zu einem Druckungleichgewicht, das in einigen Kavitäten zu kurzen Schüssen und in anderen zu Graten führt.
Das Kühlungsdesign ist auch eine Herausforderung bei Werkzeugen mit mehreren Kavitäten. Um eine gleichmäßige Wärmeverteilung in einer Reihe von Kavitäten zu erreichen, müssen die Kühlkreisläufe genau verteilt sein, entweder in Form von Baffles, Bubblern oder konformen Kühlplänen. Das technische Problem besteht nicht mehr in der Optimierung eines Bauteils, sondern in der Optimierung eines Netzwerks von Kavitäten, die miteinander verbunden sind, wobei die Dynamik der Strömung, der Wärmeübertragung und des Schwindungsverhaltens kongruent sein muss.
Fertigungspräzision und Risiko beim Werkzeugbau
Natürlich ist der Grad des Risikos bei der Werkzeugherstellung proportional zur Größe der Kavitäten. Bei einer Einzelkavitätenform gibt es nur Abweichungen und Toleranzen bei der Bearbeitung einer einzigen Kavität. So können Sie sich auf Korrekturen konzentrieren und darauf achten, dass keine Unwucht im System entsteht. Die maßliche Abstimmung - stahlsichere Anpassungen, Polieren oder Anschnittverfeinerungen - ist relativ einfach.
Hersteller, die Mehrkavitätenwerkzeuge verwenden möchten, müssen die Toleranzstapelung berücksichtigen. Große Mengen von Kavitäteneinsätzen erfordern eine Gleichmäßigkeit im Mikrometerbereich, und dies erfordert eine hochpräzise CNC-Bearbeitung, EDM-Präzision und eine hohe Messtechnik. Eine kleine Maßabweichung in den Kavitäten auf der Maschine kann in eine messbare Teileabweichung umgewandelt werden. Eine hohe Gleichmäßigkeit bei der Bearbeitung von Angüssen und Anschnitten sollte ebenfalls beibehalten werden, da eine Ungleichmäßigkeit zu einem Ungleichgewicht bei der Füllung und der Verteilung des Fülldrucks führen kann. Der Bau von Mehrkavitätenwerkzeugen ist kostspielig, da Korrekturen an einer Kavität oder einem Teil eines Angusses die Gleichgewichtssituation im gesamten Werkzeug verändern können. Die Integration von Montagelinien, Ausrichtungslinien und luftdichten Kühlkreisläufen ist ebenfalls kompliziert und erhöht die Wahrscheinlichkeit von Montagefehlern wie falsch ausgerichteten Trennlinien, ungleichmäßiger Entlüftung oder thermischen Ineffizienzen.
Betriebsstabilität und Lebenszyklusrisiko
Angehende Hersteller gehen davon aus, dass das Fertigungsrisiko nach Inbetriebnahme der Form endet. Dies ist jedoch bei weitem nicht der Fall. Der entscheidende Faktor, der sich selbst definiert, ist die Betriebsstabilität, insbesondere bei Mehrkavitätenwerkzeugen. Einzelkavitätenwerkzeuge haben einen viel größeren Prozessbereich und können ziemlich große Schwankungen der Schmelzetemperatur, des Einspritzdrucks oder der Viskosität des Materials verkraften. Diese Defekte können von Ihren Ingenieuren sehr leicht behoben werden, da es viel einfacher ist, die Ursachen von Defekten zu isolieren.
Bei der Arbeit mit einem Mehrkavitätenwerkzeug müssen die Ingenieure strengere Werkzeugkontrollverfahren einführen [4]. Ein solcher Fall ist, dass Schwankungen von Kavität zu Kavität leicht durch die Variation der Materialrheologie, der Maschinenwiederholbarkeit oder der thermischen Bedingungen verursacht werden können. Eine schlecht funktionierende Kavität verringert die Ausbeute, unterbricht die Automatisierungszyklen oder erfordert die Abschaltung der Kavität, was sich direkt auf den Durchsatz auswirkt. Mehrfachkavitäten-Werkzeuge haben einen enormen Wartungsaufwand. Zusätzliche Einsätze, Anschnitte und Kühlkreisläufe erhöhen die Anzahl der Verschleiß- und Ausfallpunkte. Als Faustregel gilt, dass strenge vorbeugende Wartungspläne eingeführt werden müssen, um das Auftreten ungeplanter Stillstände zu vermeiden, da dies bei einem hohen Produktionsvolumen finanziell teuer werden kann.
Automatisierungsintegration und Teilehandhabung
Warum sollte der neue Hersteller dann die Robotik in die Form einführen wollen? Nun, hier sind einige Gründe;
- Vorhersagbarkeit von Prozessen: Roboter sind beständig und verringern die Unsicherheit während eines Extraktions- und Handhabungszyklus.
- Verbesserte OEE (Overall Equipment Efficiency): Ein Roboter reduziert Stillstandszeiten und Handhabungsfehler, was die Effizienz des Werkzeugs erhöht.
- Optimierung der Arbeit: Ihre Mitarbeiter überlassen die Monotonie der Extraktion anderen, besseren Aufgaben wie der Prozessüberwachung oder der Qualitätsanalyse.
- Weniger Ausschuß und Nacharbeit: Die Roboter verfügen über eine kontrollierte Handhabung, die die Beschädigung, Verschmutzung und Verformung der Teile minimiert. [5].
- Bessere Rückverfolgbarkeit: Die zugehörige Robotik, die entweder mit MES oder SCADA verbunden ist, kann die Produktion verfolgen und datengesteuerte Optimierungen vornehmen.
- Skalierbarkeit: Automatisierte Zellen lassen sich leichter skalieren, wenn es um die Produktion ohne Licht oder um Nachfragespitzen geht.
Anwendung in Einzel- vs. Mehrkavitätenwerkzeugen
Beim Spritzgießen mit einer Kavität setzen die Hersteller Roboter ein, um so viel Komfort und Geschwindigkeit wie möglich zu erreichen. Das End of Arm Tooling (EOAT) ist darauf ausgelegt, ein Bauteil mit geringer struktureller Komplexität zu greifen, in der Regel mit einem einfachen Vakuumsauger oder einem mechanischen Greifer. Die Bewegungsbahnen des Roboters sind klein und vorhersehbar und können leicht mit dem Öffnen und Auswerfen der Formen synchronisiert werden. Die häufigen Änderungen der Nutzlast und die dynamische Stabilität stellen kein großes Problem dar, da der Roboter nur mit einem einzigen Teil pro Zyklus interagieren kann.
Bei Mehrkavitätenwerkzeugen ändern sich diese Konstruktionsprioritäten grundlegend. Die Entnahmepunkte müssen auf dem EOAT zahlreich sein, und in bestimmten Fällen ist auch eine mechanische Halterung der Vakuumkreise gegeben, um deren sichere Handhabung zu gewährleisten. Die Steifigkeit wird zu einem ernsthaften Problem, da schon eine geringe Abweichung zur Verschiebung der Greifer in der relativen Position der Kavitäten führen kann. Die Verteilung der Nutzlast, die Trägheit und die Dämpfung von Vibrationen, insbesondere in Hochgeschwindigkeits-Automatisierungszellen, müssen von Ihren Ingenieuren berücksichtigt werden. Die Programmierung von Robotern wird ebenfalls sehr viel komplexer und erfordert eine strikte Koordinierung der Reihenfolge des Öffnens der Formen, ein gestaffeltes Ausstoßverhalten und die zeitliche Abstimmung der Entnahme.
Herausforderungen bei der Fehlersuche in Mehrkavitätenwerkzeugen
Diagnose von Variationen von Kavität zu Kavität
Der Vorteil von Einzelkavitätenwerkzeugen besteht darin, dass sie sich leicht linear auf Fehler untersuchen lassen. Einige Ursachen, die als Einspritzdruck, lokales Kühlungsungleichgewicht und Entlüftungseffizienz identifiziert werden können, lassen sich zu den Grundursachen von Fehlern wie Grat, Senken oder kurzen Schüssen zurückverfolgen [6]. Die Abhilfemaßnahmen sind normalerweise direkt und beschränkt.
Mehrkavitätenwerkzeuge sind im Hinblick auf die Diagnose nicht eindeutig. Zum Beispiel können Defekte selektiv auftreten - einige Kavitäten produzieren kurze Schüsse, während andere blitzen, oder Maßabweichungen betreffen nur bestimmte Bereiche des Werkzeugs. Es liegt an Ihren Ingenieuren, zwischen systemischen Ungleichgewichten und Kavitätenfehlern zu unterscheiden. Dazu sind Techniken wie Short-Shot-Studien, Werkzeuginnendrucküberwachung und die Analyse statistischer Schwankungen erforderlich.
Interdependenzen zwischen Durchfluss, Wärme und Entlüftung
Das Betriebsproblem von Mehrkavitätenwerkzeugen besteht darin, dass Prozessvariablen zusammenwirken, um Fehler zu verursachen, und dass kein einzelner Fehler auftritt. Ein Beispiel hierfür ist, dass ein Ungleichgewicht im Fluss durch eine geringfügige Abweichung der Geometrie der Angusskanäle oder eine ungleichmäßige Erosion der Anschnitte verursacht werden kann, was zu asymmetrischen Füllmustern führt. Alternativ kann eine ungleiche Kontraktion aufgrund eines thermischen Ungleichgewichts zu einem Verzug oder einer unproportionalen Größe der Kavitäten führen.
Wie geht man also mit diesen Problemen um? Die Regel, die man bei der Durchführung von Korrekturmaßnahmen anwenden sollte, ist das Systemdenken. Übermäßiges Einspritzen kann Verbrennungen in einer der Kavitäten beseitigen und die andere ausbluten lassen. Alternativ können Dimensionen in der zentralen Kavität und Senken in peripheren Positionen durch Änderungen des Packungsdrucks stabilisiert werden. Es wäre daher die Aufgabe Ihrer Ingenieure, die Druckprofile im Hinblick auf die Kühlkreislaufleistung und die Entlüftungseffizienz als Einheit zu betrachten. Ziehen Sie fortschrittliche Diagnosemethoden in Betracht - einschließlich Wärmebildtechnik, Kühlflussanalyse und Werkzeuginnendruckmessung - um Vermutungen zu reduzieren und die Lösungszyklen zu verkürzen.
Verschleiß, Wartung und fortschreitende Defekte
Sind Sie sich der Tatsache bewusst, dass mechanische Degradation eine weitere Dimension der Komplexität der Fehlersuche einführt? Auswerferstiftverschleiß oder Ausrichtungsfehler von Einsätzen können auf einige wenige Kavitäten eingegrenzt werden und die Ursachen verbergen. Bei Werkzeugen mit großer Kavität erhöht die zeitaufwändige Entnahme und Prüfung jedes einzelnen Einsatzes den Zeitaufwand und das Risiko, das mit dem Produktionsstillstand verbunden ist.
Allmähliche Fehlfunktionen sind schwer zu handhaben. Es ist möglich, dass ein Loch Teile freigibt, die anfangs noch zufriedenstellend sind, aber mit zunehmendem Verschleiß aus der Toleranz geraten. Vereinbaren Sie eine proaktive Wartung und Tests auf der Ebene der Maßnahmen, um periodische Qualitätsschwankungen zu erkennen. Der Hersteller von Spritzgussteilen muss daher erkennen, dass eine wirksame Fehlerbehebung nicht nur die technischen Fähigkeiten, sondern auch die gewohnten Prüfstandards, die Rechtfertigung früherer Verfahren und vorgesehene Wartungsmaßnahmen umfasst. [7].
Erweiterte Anwendungen und Fallerweiterungen
Wenn Sie sich für ein Einzelkavitätenwerkzeug entschieden haben, wann sollten Sie dann auf ein Mehrkavitätenwerkzeug umsteigen? Ok, die industrielle Skalierung ist einer der wichtigsten Faktoren. Aufgrund der Kosteneffizienz konzentrieren sich aufstrebende Hersteller in der Anfangsphase der Produktentwicklung auf Validierung, Qualifizierung der Abmessungen und Markttests. Sobald das Produktionsvolumen die Investition rechtfertigt, ermöglicht die Vervielfachung der Kavitäten erhebliche Effizienzgewinne.
Eine andere Möglichkeit ist die Umwandlung in ein Familienwerkzeug. Dabei handelt es sich um eine spezielle Art von Mehrkavitätenwerkzeugen, bei denen unterschiedliche, aber verwandte Teile in einem einzigen Zyklus geformt werden. Dies ist eine effektive Strategie für Baugruppen, die in gleichem Umfang produziert werden müssen, wie z. B. Kappen und Halterungen. Allerdings führen Familienwerkzeuge aufgrund unterschiedlicher Fließlängen, Fülldrücke und Schwindungsverhalten in den einzelnen Kavitäten zu zusätzlicher Komplexität.
Schlussfolgerung
Die Entscheidung für ein Ein- oder ein Mehrkavitätenwerkzeug ist für den angehenden Hersteller eine komplexe Entscheidung. Er muss seine Produktionsziele gegen die wirtschaftliche und technische Komplexität des Betriebs beider Systeme abwägen. Ein Ein-Kavitäten-Werkzeug eignet sich für jeden Hersteller mit geringen Stückzahlen, der nicht über die personellen Ressourcen verfügt, um ein Mehrkavitäten-Werkzeug zu konstruieren, zu betreiben und zu warten. Mehrkavitäten- und Familienwerkzeuge hingegen bieten die Möglichkeit der Massenproduktion und erfordern spezielle Fähigkeiten.
Da haben Sie es - es sollte nicht schwer sein, eine Entscheidung zu treffen, oder?
Referenzen
[1] Aco Mold. (2023, Oktober 19). Cavity Mold: Single vs. Multi-Cavity Tools für eine effiziente Produktion. https://www.acomold.com/cavity-mold-single-vs-multi-cavity-tools.html
[2] Pivot Precision. (2024, Juli 11). Einzelkavitäten- oder Mehrkavitätenwerkzeuge: Was ist das Richtige für Sie? https://pivotprecision.com/blog/single-cavity-or-multi-cavity-molds-whats-right-for-you/
[3] Jianzhu. (2025, Mai 30). Die Wahl der richtigen Spritzgussform: Einzel-, Mehrkavitäten- oder Familienform? https://www.swcpu.com/blog/single-cavity-vs-multi-cavity-molds/
[4] Wilson, D. (2025). Multi-Cavity Injection Molding for Higher-Volume Production Efficiency. https://www.fictiv.com/articles/multi-cavity-injection-molds
[5] Thriam-Gruppe (2025). Revolutionierung des Spritzgießens mit Robotik. https://thriam.com/robotics-in-injection-moulding
[6] Avient (2025). Spritzgießen: Fehlersuche. https://es.avient.com/resource-center/knowledge-base/article/injection-molding-troubleshooting
[7] Kenvox (2024, 12. November). Allgemeine Probleme und Lösungen beim Spritzgießen. https://kenvox.com/common-problems-and-solutions-in-injection-molding/











