

Nabewerking verwijst naar de opeenvolging van bewerkingen die worden uitgevoerd na een grootschalig productieproces om een onderdeel om te zetten naar zijn uiteindelijke bruikbare grootte en uiterlijke fase. De ontwikkeling van de geometrie gebeurt in het vormgevingsstadium, maar de verfijning van het onderdeel gebeurt na de bewerking om te voldoen aan tolerantiebanden, afwerkingseisen, wettelijke eisen en gebruikersverwachtingen. [1]. Nabewerking in de engineeringpraktijk is geen luxueuze toevoeging, maar maakt deel uit van de levenscyclus van de productie. Opdrachten in deze categorie beïnvloeden de weerstand tegen vermoeiing, het slijtagegedrag, de corrosieprestaties, de optische helderheid, het tastgevoel en zelfs de waargenomen kwaliteit van het product. Het is toepasbaar in mechanische, chemische of thermische processen, waarbij telkens een optie wordt gekozen afhankelijk van het materiaalsysteem, de volumeproductie en de kosten.
Bij systemen helpt post-processing bij het dichten van de variabiliteitskloof tussen fabricage- en ontwerpdoeleinden. De steunlittekens of gedeeltelijke polymerisatie van het additieve proces, de flash of andere overblijfselen van het maken van een mal en de braam of gereedschapssporen van CNC-bewerking zijn meestal aanwezig. Nabewerking dient daarom als een manier om corrigerende en optimaliserende maatregelen te nemen. Het verwijdert artefacten, vlakt de microstructuur af, verandert de oppervlakte-energie en bedekt en beschermt oppervlakken of versiert ze. Omdat deze stappen de integriteit van het oppervlak, de eigenschappen van de ondergrond en het oppervlak aanpassen, moeten ze nauwkeurig worden uitgevoerd. Oversizing kan ook de maatnauwkeurigheid verstoren, zware chemicaliën kunnen polymeren aantasten en ongesynchroniseerde warmtebehandelingen kunnen leiden tot vervorming.
Een andere dimensie van nabewerking is de economische rol van de nabewerking. Nabewerkingen nemen een enorm percentage van de totale productiekosten in beslag, vooral bij zeer nauwkeurige of consumentgerichte producten. [2]. De uitdaging ligt in het vinden van een balans tussen kwaliteitsverbetering en cyclustijd, werkintensiteit en opbrengst. De nieuwe grote strategieën om ervoor te zorgen dat de doorvoer niet ten koste gaat van de consistentie zijn automatisering, in-line controles en processtandaardisatie geworden. De moderne fabrieken worden ook digitaal bestuurde eenheden, waarbij de post-processing cellen ook temperatuur, verblijftijd, grootte van het slijpmiddel of zelfs coatingdikte bewaken en optimaliseren. Deze combinatie maakt van afwerking een technische afwerking en geen ambachtelijke afwerking.

Nabewerking van 3D-geprinte onderdelen

Additieve productie produceert onderdelen laag voor laag en stelt daarom unieke eisen aan de nabewerking. In tegenstelling tot meer conventionele subtractieve of giettechnieken, is 3D printen meestal in staat om objecten geometrisch nauwkeurig te maken, maar met een ruw oppervlak, half uitgehard of anisotroop mechanisch. [3]. De nabewerking op dit gebied heeft daarom als taak om de textuur van oppervlakken te herstellen, chemische reacties te voltooien en het mechanische gedrag te stabiliseren. Afhankelijk van de technologie kan het gaan om fused deposition modeling (FDM), stereolithografie (SLA) of selectief lasersinteren (SLS), of fusie met metaalpoederbed.
Materiaalspecifieke nabewerkingsstrategieën
Bij prints op polymeerbasis is de eerste ingreep meestal het verwijderen van de ondersteuning. De overhang wordt tijdens het fabricageproces in tijdelijke ondersteuning vastgehouden en achtergelaten op de contactpunten of littekens. Mechanische loskoppeling wordt uitgevoerd afhankelijk van het ondersteuningsmateriaal, oplosbaden of thermische verzachting. Precisie is zeer essentieel omdat een teveel aan kracht de fijne details kan verbrijzelen of de zijkanten kan verbuigen.
Het trapsgewijze effect van gelaagde afzetting wordt vervolgens geëlimineerd door het oppervlak te verfijnen, nadat de dragers zijn opgeruimd. Schuren, stralen of chemisch glad maken van het oppervlak wordt gebruikt om de dofheid te verkrijgen die nodig is voor de ruwheid om de tactiele en visuele kwaliteiten te verbeteren.
Het chemisch afvlakken met damp wordt vooral toegepast bij thermoplasten, zoals ABS, waarbij het oppervlak opnieuw wordt opgedampt met de bovenste laag polymeer, waardoor een bijna gegoten oppervlak ontstaat. Deze aanpak vereist echter een strakke regeling van de omgeving om dimensionale drift te voorkomen.
Nabehandeling en stabilisatie op basis van hars
Een andere prioriteit die samenhangt met harstechnologieën is post-curing. De reacties die gepaard gaan met verknoping zijn mogelijk niet voltooid tijdens het afdrukken door middel van fotopolymerisatie. Wassen isoleert de resterende niet-uitgeharde hars en uiteindelijk worden polymeernetwerken gevormd met behulp van UV-belichting. Een juiste uitharding leidt tot een hogere sterkte, een zwaardere stijfheid en een hogere thermische weerstand, terwijl een onjuiste uitharding kan leiden tot kruip of kleverigheid van het oppervlak. Omgekeerd kan het materiaal verharden door overuitharding. De ingenieurs houden echter zorgvuldig rekening met de energiedosis en de belichtingstijd en de nabehandeling is geen aparte stap naar afwerking, maar wordt beschouwd als een uitbreiding van de printchemie.
Systemen die gebaseerd zijn op poeder, waaronder SLS, moeten poeder evacueren en in bepaalde gevallen infiltreren. Functionele speling moet worden verwijderd door het ingesloten restpoeder in de holtes of rasterstructuren op te ruimen. Luchtstralen of trillen helpt hierbij. In verschillende gevallen verhoogt de infiltratie van hars of kit de gladheid en dichtheid van de oppervlakken. Metaaladditive manufacturing gaat nog verder met de integratie van warmtebehandeling en spanningsontlasting. De snelle thermische gradiënten die worden geproduceerd door laserfusie kunnen leiden tot maatvastheid of vermoeiingslevensduur, en elke resterende spanning kan een bron van beide zijn. De spanningen worden verminderd door gecontroleerde ovencycli en de homogene microstructuur. Het kan verder bewerkt, gepolijst of gegutst worden om een nauwe tolerantie te bereiken en zelfs een oppervlakte-integriteit die vergelijkbaar is met die van een gesmeed materiaal.
Maatprecisie en kwaliteitsborging
Maatprecisie en inspectie staan voortdurend in de schijnwerpers. Omdat de geometrie wordt aangepast bij het afwerken, worden er metrologische controlepunten toegepast om ervoor te zorgen dat er geen tolerantiegrenzen zijn. Optisch scannen, coördinatenmeetmachines en oppervlakteprofilometrie worden gebruikt om afwijkingen te meten. Het succes wordt bepaald door het samenspel van materiaalkunde en afwerkingsfysica. Een goed ontworpen plan voor nabewerking transformeert een geprint prototype in een productiecomponent die alle bedrijfsbelastingen en blootstelling aan de omgeving aankan.
Spuitgieten nabewerking

Spuitgieten staat bekend om de productie van grote volumes, bijna netvormige onderdelen met een uitstekende herhaalbaarheid. Dit volwassen proces vereist ook nabewerking om producten klaar te maken voor de markt. Vormdelen hebben de neiging om sporen achter te laten van poorten, uitvloeiing langs de deellijnen of kleine cosmetische vlekken. Door nabewerking worden deze artefacten gecorrigeerd en zien ze er beter uit, naast functionele kenmerken zoals markeringen of assemblages.
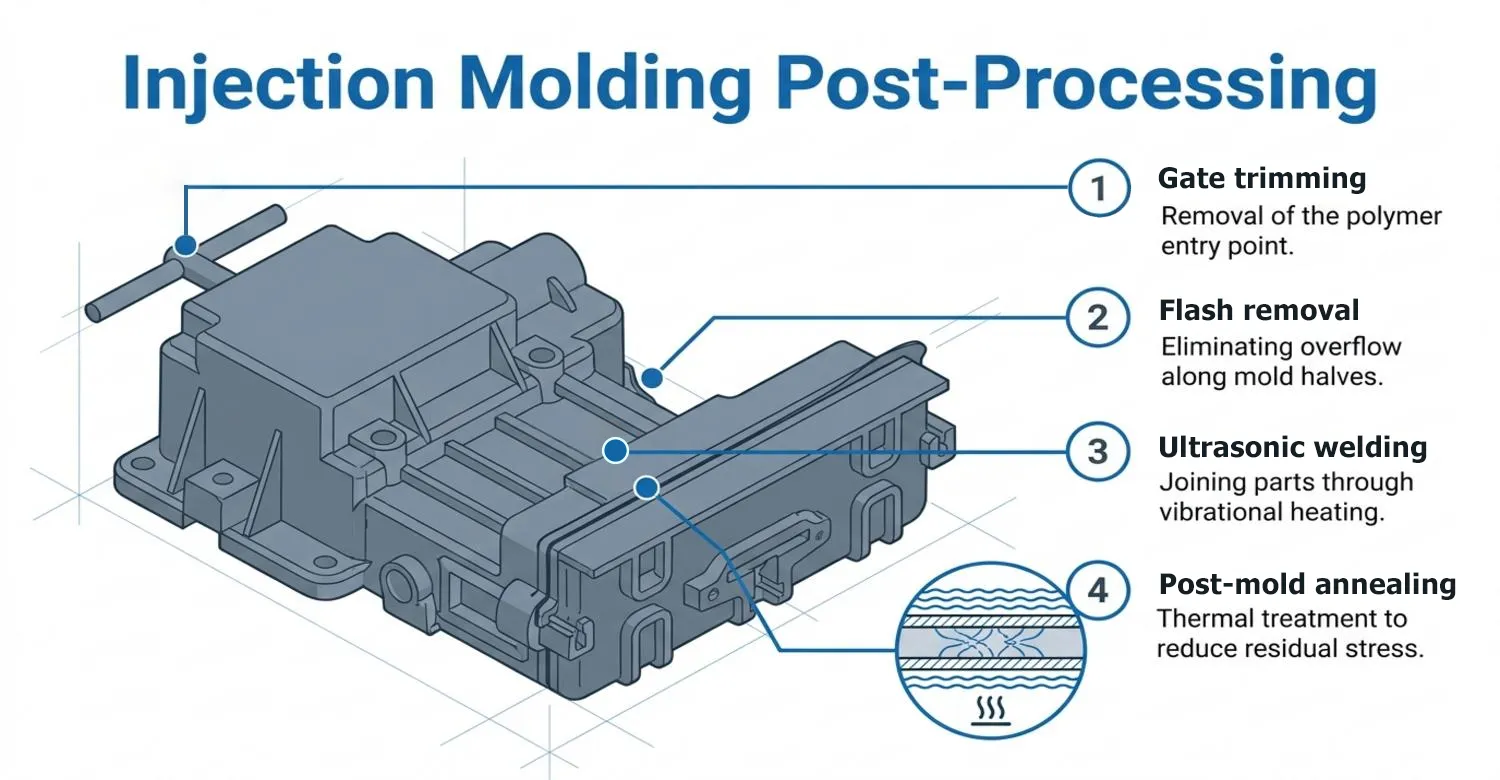
Verwijderen van kerndefecten
De meest voorkomende stap is het trimmen van de poorten. Tijdens het gieten van gesmolten polymeer wordt het polymeer in de holte gepompt en worden de poorten uitgehard tot kleine uitsteeksels. Het is niet de bedoeling dat deze overblijfselen worden belast, wit worden of breken. Handmatig knippen naar geautomatiseerde opdeelpersen is een van de technieken [4]. De aanpak hangt af van het gekozen type materiaal; brosse polymeren kunnen gemakkelijker worden gesneden met kleinere schuifkrachten en taaie materialen zijn bestand tegen grotere schuifkrachten. Vliesverwijdering is geen uitzondering. Overtollig materiaal binnen de matrijshelften moet worden verwijderd zodat de geometrie van het ontwerp kan worden hersteld. De complexiteit en tolerantiegevoeligheid van onderdelen dicteren de keuze voor complexe en gevoelige precisieafbraamprocessen, cryogene tuimelprocessen of abrasieve processen.
Ultrasoon lassen is een proces dat wordt gebruikt om subonderdelen van kunststof samen te voegen door gebruik te maken van plaatselijke trillingsverhitting om sterke en hermetische verbindingen te creëren. De lasparameters omvatten de amplitude en verblijftijd, die moeten worden afgestemd op de smelteigenschappen van het polymeer. De gevormde geometrie heeft functionaliteit door lijmverbinding, plaatsing van inzetstukken en integratie van onderdelen met schroefdraad. Deze bewerkingen vinden plaats in geautomatiseerde cellen op talloze productielijnen die een gelijkwaardige tijd coördineren met de gietcyclustijd, met de minste handelingen en een minimale doorvoer.
Materiaalstabilisatie en kwaliteitsborging
Andere aspecten die aandacht verdienen zijn dimensionale stabiliteit en beheersing van restspanning. De kristalliniteit en krimp worden bepaald door de koelsnelheid tijdens het gietproces. Tijdens het gloeien na het gieten kunnen de spanningen en de stabilisatie van de afmetingen, vooral van halfkristallijne polymeren, worden verminderd. Als er geen rekening wordt gehouden met deze effecten, kan dit op de lange termijn leiden tot kromtrekken en kruip. Inspectie en kwaliteitsborging maken het gemakkelijker om te voldoen aan de afwerkings- en assemblageprocessen.
CNC nabewerking
CNC-verspaning is een productieproces waarbij gecontroleerde materiaalverwijdering wordt gebruikt om hoge dimensionale nauwkeurigheid en gecompliceerde vormen te creëren. [5]. Hoewel dit nauwkeurig is, zijn bewerkte onderdelen niet af maar hebben ze nabewerking nodig om braamvorming te verwijderen, de oppervlaktegesteldheid te maximaliseren en de duurzaamheid te verbeteren.
Ontbramen en randvoorbereiding
Snijgereedschappen produceren scherpe randen en microscopische bramen, die veiligheidsrisico's veroorzaken en de passing van de assemblage veranderen. Mechanisch borstelen, slijpen, thermisch ontbramen of elektrochemische processen verwijderen deze onvolkomenheden. De gekozen techniek moet de randdefinitie behouden en uitsteeksels elimineren. De geometrie wordt ook verbeterd door afschuining en randafbreking om spanningsconcentraties te voorkomen en de verwerking veiliger te maken. Gecontroleerd afkanten is ook nuttig voor de weerstand tegen vermoeiing in toepassingen met hoge prestaties, waarbij de scheurinitiatieplaatsen geminimaliseerd worden.
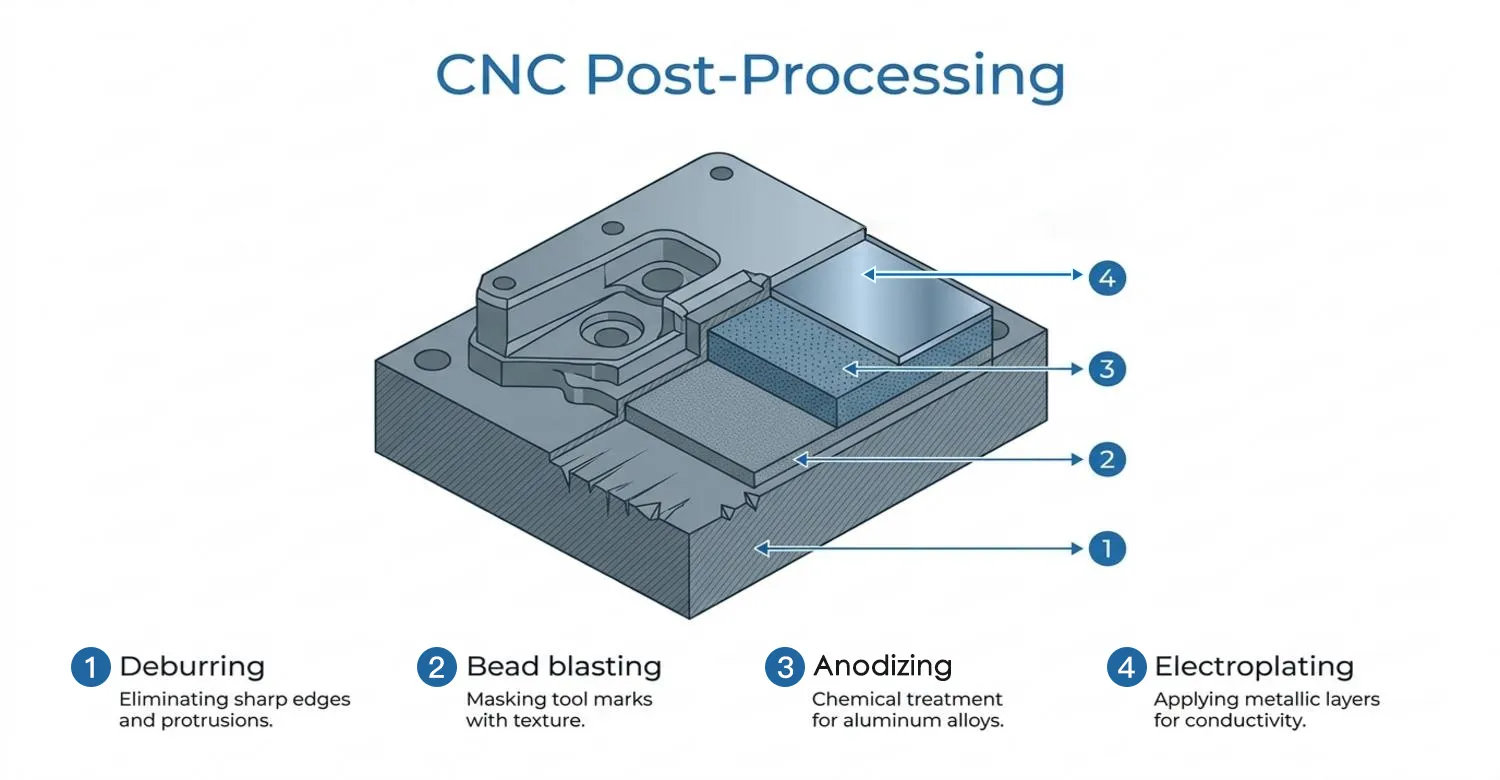
Functionele en esthetische eigenschappen volgen op oppervlakteafwerking. Parelstralen geeft een uniforme textuur met een gematteerd uiterlijk, waarbij de nauwelijks zichtbare gereedschapssporen worden gemaskeerd en het uiterlijk wordt verbeterd. Polijsten verwijdert deze om de doorstroming van vloeistoffen, optische of wrijvingseigenschappen te verbeteren. Coaten en plateren worden gebruikt als beschermende barrières. De dikte van de oxide die corrosie tegengaat wordt ook verbeterd door anodiseren, wat kenmerkend is voor aluminiumlegeringen en het ook gemakkelijk maakt om het een kleur te geven. Galvaniseren wordt gebruikt om metallische lagen aan te brengen zodat ze kunnen dragen of geleiden. Beide processen wijzigen de oppervlaktechemie en microstructuur en het is noodzakelijk om de parameters strikt te controleren om defecten zoals putjes, ongelijke dikte of verlies van hechting te elimineren.
Inspectie en kwaliteitsvalidatie
Inspectie vormt de basis van het CNC-nabewerkingsproces [6]. De oppervlakteafwerking wordt gemeten met een coördinatenmeetmachine en de geometrische nauwkeurigheid wordt gemeten met een profilometer. Het effect van de behandeling wordt gecontroleerd met behulp van corrosiebestendigheidsinspectie, hechtingstest en hardheidstest. Intelligente machinale nabewerking zet machinaal bewerkte onderdelen om in functioneel geoptimaliseerde onderdelen die bestand zijn tegen mechanische belastingen, milieublootstelling en levenscyclusvereisten.
Vergelijkend overzicht van vereisten voor nabewerking
| Productieproces | Typische nabewerkingen | Dominante doelstellingen |
|---|---|---|
| 3D afdrukken | Steunen verwijderen, uitharden, schuren, infiltratie en warmtebehandeling | Oppervlakteveredeling, stabilisatie van eigenschappen |
| Spuitgieten | Afwerken van poorten, afbraamwerk, polijsten, decoratie en lassen | Cosmetische kwaliteit, assemblageklaarheid |
| CNC-bewerking | Ontbramen, afschuinen, polijsten, coaten, spanningsvrij maken | Randintegriteit, duurzaamheid, corrosiebestendigheid |
Interacties tussen materiaaleigenschappen en afwerkingsmethoden
Het materiaalgedrag wordt geacht de prestaties van de nabewerking te bepalen. Polymeren, metalen en composieten reageren niet op dezelfde manier op mechanische slijtage, chemische blootstelling en thermische cycli. De vensters van toegestane nabewerking kunnen worden vastgesteld op basis van de glasovergangstemperatuur en oplosmiddelcompatibiliteit in polymeren. Overmatige hitte tijdens het polijsten kan verweking veroorzaken en overmatige kracht van de oplosmiddelen kan craquelé veroorzaken. Morfologieverbetering in semikristallijne polymeren is mogelijk door middel van gloeien. Hardheid, korrelstructuur en neiging tot oxidatie zijn uniek in relatie tot de gevoeligheden van metalen. Schurende afwerkingsparameters kunnen niet inconsistent zijn met hardheid omdat ze de mogelijkheid hebben om media te nestelen of toleranties te veranderen. De fasen worden in de verdeling beïnvloed door de thermische behandelingen, die de sterkte en het vermoeiingsgedrag beïnvloeden.
Oppervlakte-energie en hechtingseigenschappen bepalen ook het succes van de afwerking. Decoratieve afwerkingen en inkten hebben actieve oppervlakken nodig. Plasma- of chemische behandelingen veranderen de chemie van het oppervlak, waardoor het betrouwbaarder wordt bij het hechten. Daar staat tegenover dat ze delamineren of niet gelijkmatig bedekt worden als ze niet goed voorbereid zijn. Het begrijpen van dergelijke interacties helpt ingenieurs bij het voorspellen van de uitkomst van dergelijke interacties, waardoor risico's en sequenties geminimaliseerd worden.
Kwaliteitscontrole en procesvalidatie bij post-processing
Oncontroleerbare variabiliteit komt voor bij de nabewerking. De kwaliteitsborgingssystemen omvatten daarom inspectie op strategische niveaus. Maatmetrologie en ruwheid worden toegepast om het behoud van tolerantie te controleren en de textuur wordt bepaald met behulp van oppervlaktekarakterisering. Mechanische testen worden gebruikt om de effecten van behandelingen op sterkte of vermoeidheid te bepalen. De gereguleerde industrieën rapporteren de parameterstabiliteit, herhaalbaarheid en traceerbaarheid in validatieprotocollen. Een statistisch controleproces houdt het bijhouden van de significante variabelen in en de voltooiing van bewerkingen binnen de gegeven capaciteitsgrenzen.
Digitalisering verbetert dit landschap steeds meer. Temperatuur-, druk-, belichtingsenergie- of coatingdiktesensoren worden in realtime gemonitord. Gegevensanalyse identificeert drift, voorspelt de noodzaak tot onderhoud en stemt afwerkingsparameters af op de prestatie. Een dergelijke combinatie van digitale productie en engineering maakt nabewerking betrouwbaarder en efficiënter.
Economische en duurzaamheidsoverwegingen
De disproportionele impact van nabewerking is op de eenheidseconomie en milieuprestaties omdat het op het kruispunt ligt tussen arbeid en cyclustijd of opbrengst en grondstofverbruik. Het vormgevingsproces heeft de neiging om de kapitaaluitgaven te beheersen, terwijl de afwerkingsactiviteiten de neiging hebben om de operationele uitgaven te beheersen. De geaccumuleerde kosten zijn de kosten voor handmatige verwerking, het gebruik van gereedschappen, verbruiksgoederen zoals schuurmiddelen, chemicaliën, herbewerkingen vanwege cosmetische gebreken en inspectieoverhead. Zelfs de minimale verliezen bij het bijknippen, polijsten, uitharden of coaten worden in een grote productie gerepliceerd tot enorme verliezen in één jaar. Daarom houden centra voor nabewerking zich meer bezig met economische optimalisatie van gestabiliseerde doorvoerontwerpen, defectpreventie en afstemming van automatisering dan met het louter verminderen van het aantal stappen.
Op het gebied van duurzaamheid worden de problemen van nabewerking nauwlettend in de gaten gehouden, omdat er soms veel hulpbronnen worden verbruikt. Slijpen produceert deeltjesafval, voor chemisch gladmaken en reinigen zijn oplosmiddelen nodig en thermische behandelingen kosten energie. Milieuoptimalisatie is dan gericht op het minimaliseren van afval, het verminderen van energie en het op een verantwoorde manier verwerven en beheren van materialen. Recyclingunits, terugwinning van schuurmiddelen (gesloten lus), waterfiltratietechnologieën en recyclingunits voor oplosmiddelen verkleinen de ecologische voetafdruk en verlagen de verbruikskosten. Omschakelen naar minder giftige chemicaliën of droge afwerkingsprocessen draagt ook bij aan een hoger veiligheidsniveau voor de werknemers en aan naleving van de regelgeving.
Referenties
[1] AM Efficiëntie. (2025, 10 februari). Zes redenen om geautomatiseerde nabewerking te kiezen voor polymeer PBF 3D printen. https://www.amefficiency.com/additive-manufacturing/why-automated-post-processing/
[2] Peiling. (2024, 10 nov). Post-processing voor 3D afdrukken: Technieken, gereedschappen en typen. https://www.raise3d.com/blog/3d-printing-post-processing/
[3] Axsom, T. (2023, mei 02). Hoe 3D-geprinte onderdelen afwerken - de ultieme gids. https://www.fictiv.com/articles/how-to-finish-3d-printed-parts
[4] Tops Precisie Vervaardiging. (2025, 18 november). Een gedetailleerde beginnershandleiding voor nabewerking bij kunststof spuitgieten. https://topsbest-precision.com/blog/post-processing-for-plastic-injection-molding/
[5] JSSAD 3D (2024, september 05). Wat is CNC nabewerking? https://www.jsadditive.com/news/what-is-cnc-post-processing/
[6] Elimond (2025). Soorten en toepassingen van nabewerking van CNC-bewerkte onderdelen. https://elimold.com/types-and-applications-of-post-processing-of-cnc-machined-parts/











