

El postprocesado hace referencia a la secuencia de operaciones que se lleva a cabo tras un proceso de producción a gran escala para convertir un componente a su tamaño útil final y a su fase de apariencia. El desarrollo de la geometría se realiza en la fase de conformado o moldeado, pero el perfeccionamiento de la pieza se lleva a cabo después del procesamiento para alcanzar las bandas de tolerancia, los requisitos de acabado, los requisitos normativos y las expectativas del usuario. [1]. El postprocesado en la práctica de la ingeniería no es un añadido de lujo, sino un elemento del ciclo de vida de la producción. Los encargos de esta categoría influyen en la resistencia a la fatiga, el comportamiento ante el desgaste, el comportamiento ante la corrosión, la claridad óptica, la sensación táctil e incluso la calidad percibida del producto. Se aplica en procesos mecánicos, químicos o térmicos, y cada uno selecciona una opción en función del sistema de materiales, el volumen de producción y el coste.
En cuanto a los sistemas, el postprocesado ayuda a cerrar la brecha de variabilidad entre la fabricación y el diseño. Suelen estar presentes las cicatrices de soporte o polimerización parcial del proceso aditivo, las rebabas u otros restos de un proceso de fabricación de un molde, y las rebabas o marcas de herramientas del mecanizado CNC. El postprocesado, por tanto, sirve para corregir y optimizar. Elimina artefactos, aplana la microestructura, cambia la energía superficial y cubre y protege las superficies o las ornamenta. Al ser pasos que ajustan la integridad de la superficie, las propiedades de la subsuperficie, así como la superficie, deben realizarse con precisión. Un sobredimensionamiento puede alterar la precisión de las dimensiones, los productos químicos agresivos pueden dañar los polímeros y los tratamientos térmicos no sincronizados pueden provocar deformaciones.
Otra dimensión del postprocesado es su función económica. Las operaciones de acabado suponen un enorme porcentaje del coste total de fabricación, sobre todo en productos de alta precisión o dirigidos al consumidor [2]. El reto consiste en encontrar un equilibrio entre la mejora de la calidad y la duración del ciclo, la intensidad del trabajo y el rendimiento. Las nuevas grandes estrategias para garantizar que el rendimiento no vaya en detrimento de la consistencia han pasado a ser la automatización, las comprobaciones en línea y la estandarización de los procesos. Las fábricas modernas también se están convirtiendo en unidades controladas digitalmente, en las que las células de postprocesado también tienen temperatura, tiempo de permanencia, tamaño de los medios abrasivos o incluso grosor del revestimiento que se supervisa y optimiza. Esta combinación convierte el acabado en un acabado de ingeniería y no en un acabado artesanal.

Postprocesado de piezas impresas en 3D

La fabricación aditiva produce piezas capa a capa, por lo que posee unos requisitos de posprocesamiento únicos. A diferencia de las técnicas sustractivas o de moldeo más convencionales, la impresión 3D suele ser capaz de fabricar objetos geométricamente precisos pero con una superficie rugosa, semicruzada o mecánicamente anisótropa. [3]. El postprocesado en este ámbito tiene, por tanto, la misión de reparar la textura de las superficies, completar las reacciones químicas y estabilizar los comportamientos mecánicos. Puede ser modelado por deposición fundida (FDM), estereolitografía (SLA) o sinterizado selectivo por láser (SLS), o fusión de lecho de polvo metálico, según la tecnología.
Estrategias de postratamiento específicas para cada material
En el caso de las impresiones a base de polímeros, la primera intervención suele ser la retirada del soporte. Los voladizos se sujetan con un soporte temporal en el proceso de fabricación y se dejan en los puntos de contacto o cicatrices. Los despegues mecánicos se realizan en función del material de soporte, los baños solubles o el ablandamiento térmico. La precisión es muy importante, ya que el exceso de fuerza puede destrozar los detalles finos o doblar los laterales.
El efecto escalonado de la deposición en capas se elimina mediante el refinamiento de la superficie, una vez limpiados los soportes. El lijado, granallado o alisado químico de la superficie se utiliza para proporcionar la matidez requerida por la rugosidad para mejorar las cualidades táctiles y visuales.
El alisado químico por vapor se emplea sobre todo con termoplásticos, como el ABS, donde la superficie se reflota con la capa superior de polímero, formando una superficie casi moldeada. Sin embargo, este enfoque exige una regulación estricta del entorno para evitar la deriva dimensional.
Postcurado y estabilización a base de resina
Otra prioridad asociada a las tecnologías de resina es el postcurado. Las reacciones asociadas a la reticulación pueden no finalizar en el curso de la impresión mediante fotopolimerización. El lavado aísla la resina residual no curada y, finalmente, se forman redes de polímeros con la ayuda de la exposición a los rayos UV. Un curado adecuado se traduce en una mayor resistencia, una mayor rigidez y una mayor resistencia térmica, mientras que un curado inadecuado puede dar lugar a arrastrarse o pegajosidad superficial. A la inversa, el material puede endurecerse por sobrecurado. Sin embargo, los ingenieros tienen muy en cuenta la dosis de energía y el tiempo de exposición, y el poscurado no es un paso aparte hacia el acabado, sino que se considera una extensión de la química de impresión.
Los sistemas basados en polvo, incluido el SLS, necesitan evacuación de polvo y, en ciertos casos, infiltración. Para ello, hay que eliminar el polvo residual atrapado en las cavidades o en los entramados. El chorro de aire o la vibración ayudan a ello. En otros casos, la infiltración de resina o sellante aumenta la suavidad y densidad de las superficies. La fabricación aditiva de metales va aún más lejos con la incorporación del tratamiento térmico y el alivio de tensiones. Los rápidos gradientes térmicos producidos por la fusión láser pueden afectar a la estabilidad dimensional o a la vida a fatiga, y cualquier tensión remanente puede ser una fuente de cualquiera de las dos. Las tensiones se reducen mediante ciclos controlados en el horno, y la microestructura se homogeneiza. Además, puede mecanizarse, pulirse o granallarse para conseguir una tolerancia ajustada e incluso una integridad superficial comparable a la de un material forjado.
Precisión dimensional y garantía de calidad
En todo momento, la precisión dimensional y la inspección pasan a primer plano. Dado que la geometría se ajusta en el acabado, se aplican puntos de control de metrología para garantizar que no haya límites de tolerancia. La exploración óptica, las máquinas de medición de coordenadas y la perfilometría de superficies se utilizan para medir las desviaciones. Es la interacción de la ciencia de los materiales y la física del acabado lo que determina el éxito. Un plan de postprocesado bien diseñado transforma un prototipo, que ha sido impreso, en un componente de fabricación capaz de gestionar todas las cargas de funcionamiento y exposición al medio ambiente.
Postprocesado de moldeo por inyección

El moldeo por inyección es famoso por producir componentes de gran volumen y forma casi neta con una excelente repetibilidad. Este proceso maduro también requiere el uso de postprocesado para preparar los productos para el mercado. Las piezas moldeadas tienden a dejar atrás rastros de compuertas, rebabas en las líneas de partición o pequeñas manchas estéticas. Las operaciones de postprocesado corrigen estos artefactos y mejoran su aspecto, además de características funcionales como marcas o ensamblajes.
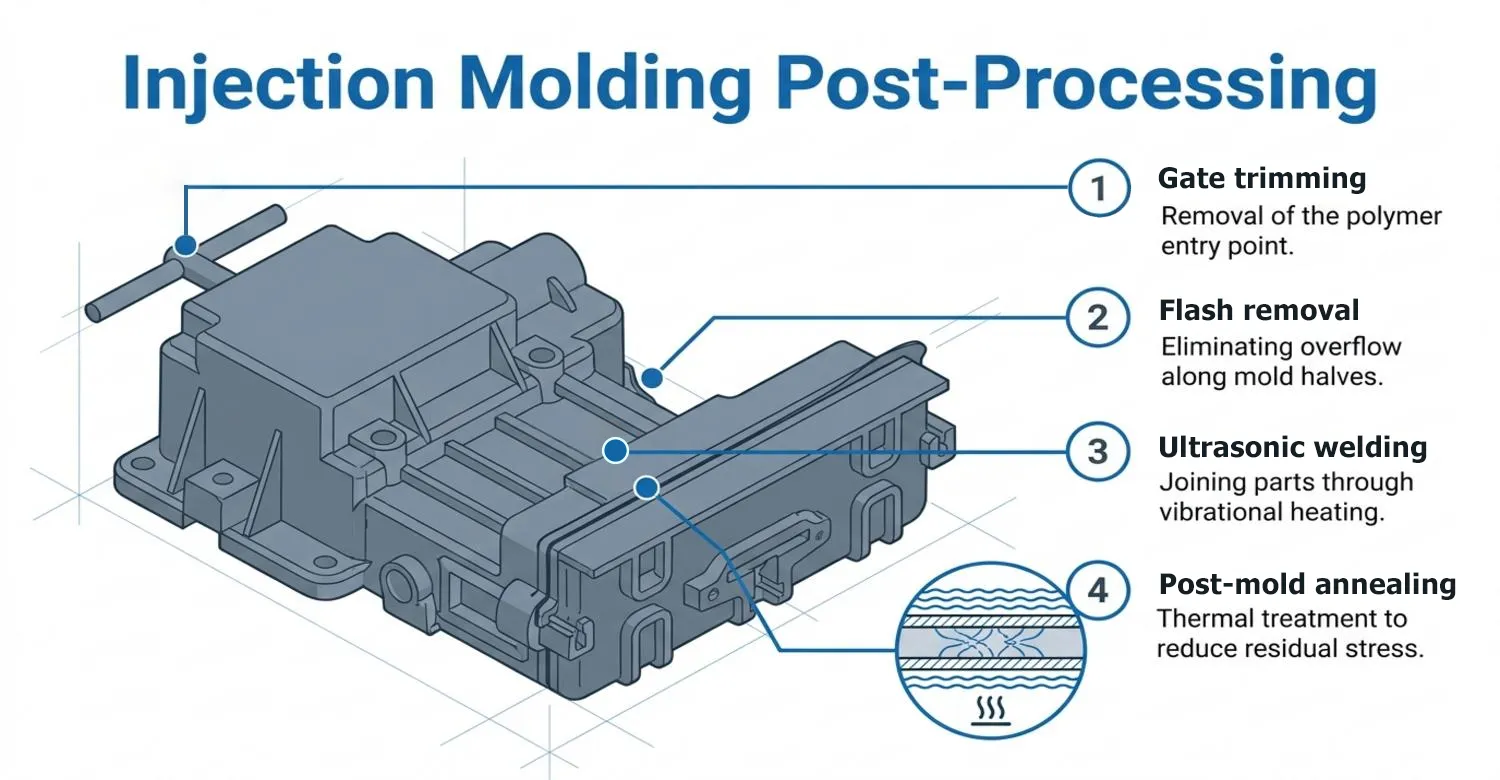
Operaciones de eliminación de defectos en el núcleo
El paso más común es el recorte de las compuertas. Durante la práctica del moldeo de polímero fundido, éste se bombea a la cavidad y las compuertas se endurecen formando pequeñas protuberancias. Estas protuberancias no deben estresarse, blanquearse ni fracturarse. El recorte manual en prensas de recorte automatizadas es una de las técnicas [4]. El enfoque depende del tipo de material elegido; los polímeros frágiles pueden cortarse más fácilmente utilizando fuerzas de cizallamiento menores, y los materiales dúctiles pueden soportar fuerzas de cizallamiento mayores. La eliminación de rebabas no es una excepción. Hay que eliminar el material sobrante dentro de las mitades de los moldes para poder restablecer la geometría del diseño. La complejidad y la sensibilidad de la tolerancia de las piezas dictan la adopción de procesos de desbarbado de precisión complejos y sensibles, procesos de volteo criogénico o procesos abrasivos.
La soldadura por ultrasonidos es un proceso utilizado para ensamblar subcomponentes de plástico mediante el uso de calentamiento vibratorio localizado para crear uniones fuertes y herméticas. Los parámetros de soldadura incluyen la amplitud y el tiempo de permanencia, que deben alinearse en función de las propiedades de fusión del polímero. La geometría moldeada adquiere funcionalidad mediante la unión adhesiva, la instalación de insertos y la integración de componentes roscados. Estas operaciones se realizan en células automatizadas en numerosas líneas de producción que coordinan un tiempo equivalente con el tiempo del ciclo de moldeo, con la menor manipulación, y el rendimiento es mínimo.
Estabilización de materiales y garantía de calidad
Otros aspectos dignos de atención son la estabilidad dimensional y el control de la tensión residual. La cristalinidad y la contracción vienen dictadas por la velocidad de enfriamiento utilizada en el proceso de moldeo. Durante el recocido posterior al moldeo, pueden reducirse las tensiones y la estabilización de las dimensiones, especialmente de los polímeros semicristalinos. Si no se tienen en cuenta estos efectos, a la larga pueden producirse alabeos y fluencia. La conformidad con los procesos de recorte, acabado y ensamblaje se ve facilitada por la inspección y la garantía de calidad.
Postprocesado CNC
El mecanizado CNC es un proceso de producción en el que se utiliza la eliminación controlada de material para crear formas complicadas y de gran precisión dimensional. [5]. Aunque esto sea exacto, las piezas mecanizadas no están acabadas, sino que requieren un tratamiento posterior para eliminar la formación de rebabas, maximizar también las condiciones de la superficie y mejorar la durabilidad.
Desbarbado y preparación de cantos
Las herramientas empleadas en el corte producen bordes afilados y rebabas microscópicas, lo que provoca riesgos para la seguridad y alteraciones en el ajuste del ensamblaje. El cepillado mecánico, el volteo abrasivo, el desbarbado térmico o los procesos electroquímicos eliminan estas imperfecciones. La técnica elegida debe preservar la definición de los bordes y eliminar las protuberancias. La geometría también se mejora mediante el biselado y la rotura de bordes para evitar concentraciones de tensión y hacer más segura la manipulación. La irradiación controlada de los bordes también es útil en la resistencia a la fatiga en aplicaciones de alto rendimiento, en las que se minimizan los puntos de iniciación de grietas.
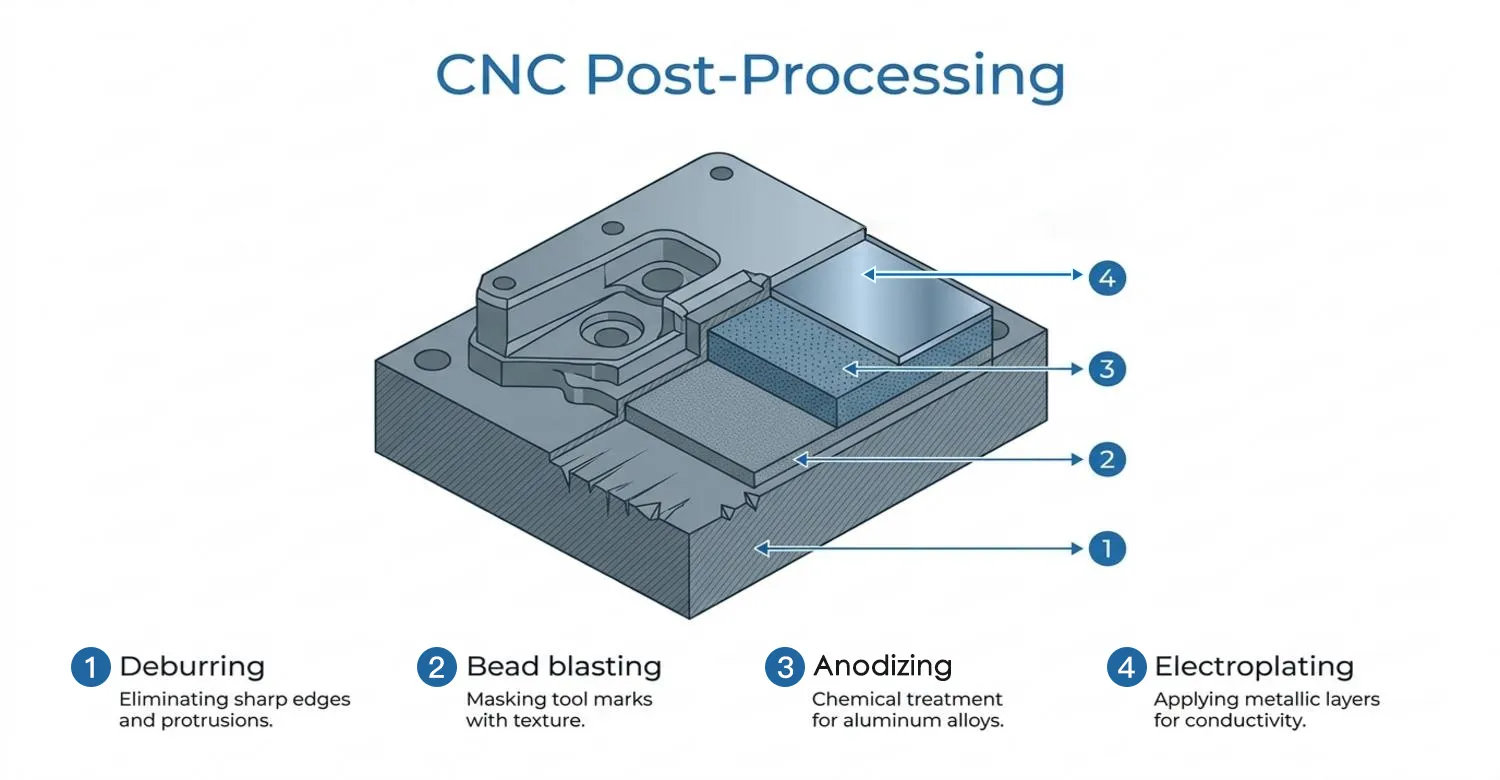
Las propiedades funcionales y estéticas siguen al acabado de la superficie. El granallado proporciona una textura uniforme de aspecto mate, con lo que se enmascaran las marcas de herramientas apenas visibles y se mejora el aspecto. El pulido lo elimina para mejorar el flujo de fluidos, las propiedades ópticas o de fricción. El recubrimiento y el chapado se utilizan como barreras protectoras. El grosor del óxido que inhibe la corrosión también se mejora mediante el anodizado, que es característico de las aleaciones de aluminio, y también facilita darle color. La galvanoplastia se utiliza para aplicar capas metálicas de modo que puedan desgastarse o ser conductoras. Ambos procesos modifican la química y la microestructura de la superficie, y es necesario controlar estrictamente los parámetros para eliminar defectos como picaduras, espesores desiguales o pérdida de adherencia.
Inspección y validación de la calidad
La inspección constituye la base del proceso de postprocesamiento del CNC [6]. La medición del acabado superficial se realiza con una máquina de medición de coordenadas, y la medición de la precisión geométrica, con un perfilómetro. El efecto del tratamiento se comprueba con la ayuda de la inspección de resistencia a la corrosión, la prueba de adherencia y la prueba de dureza. El postprocesado inteligente convierte las piezas mecanizadas en piezas funcionalmente optimizadas y capaces de soportar cargas mecánicas, exposición medioambiental y requisitos del ciclo de vida.
Panorama comparativo de los requisitos de postprocesamiento
| Proceso de fabricación | Operaciones típicas de postprocesado | Objetivos dominantes |
|---|---|---|
| Impresión 3D | Eliminación de soportes, curado, lijado, infiltración y tratamiento térmico | Perfeccionamiento de superficies, estabilización de propiedades |
| Moldeo por inyección | Recorte, desbarbado, pulido, decoración y soldadura de puertas | Calidad cosmética, preparación para el montaje |
| Mecanizado CNC | Desbarbado, biselado, pulido, revestimiento, eliminación de tensiones | Integridad de los bordes, durabilidad, resistencia a la corrosión |
Interacciones entre las propiedades del material y los métodos de acabado
Se considera que el comportamiento del material controla el rendimiento del postprocesado. Los polímeros, metales y materiales compuestos no responden de la misma manera a la abrasión mecánica, la exposición química y los ciclos térmicos. Las ventanas de acabado admisibles pueden establecerse en función de la temperatura de transición vítrea y la compatibilidad de los disolventes en los polímeros. Un calor excesivo durante el pulido puede producir reblandecimiento, y un vigor excesivo de los disolventes puede producir agrietamiento. El recocido permite mejorar la morfología de los polímeros semicristalinos. La dureza, la estructura del grano y las tendencias a la oxidación son únicas en relación con las sensibilidades de los metales. Los parámetros de acabado abrasivo no pueden ser incompatibles con la dureza porque tienen la capacidad de anidar los medios o alterar las tolerancias. Las fases se ven influidas en la distribución por los tratamientos térmicos, que influyen en la resistencia y el comportamiento a la fatiga.
La energía superficial y las propiedades de adherencia también determinan el éxito del acabado. Los acabados decorativos y las tintas necesitan superficies activas. El plasma o los tratamientos químicos alteran la química de la superficie, haciéndola más fiable a la hora de adherirse. En cambio, cuando no se preparan bien, se delaminan o no se cubren uniformemente. La comprensión de estas interacciones ayuda a los ingenieros a predecir su resultado, minimizando riesgos y secuencias.
Control de calidad y validación de procesos en el postprocesado
La variabilidad incontrolable se encuentra en el postprocesado. Por ello, los sistemas de garantía de calidad incluyen la inspección en niveles estratégicos. La metrología dimensional y la rugosidad se aplican en la comprobación del mantenimiento de la tolerabilidad, y la textura se determina mediante la caracterización de la superficie. Los ensayos mecánicos se utilizan para determinar los efectos de los tratamientos en términos de resistencia o fatiga. Las industrias reguladas informan de la estabilidad, repetibilidad y trazabilidad de los parámetros en los protocolos de validación. El proceso de control estadístico implica el seguimiento de las variables significativas y la realización de las operaciones dentro de los límites de capacidad establecidos.
La digitalización está mejorando cada vez más este panorama. Se realiza una supervisión en tiempo real de los sensores de temperatura, presión, energía de exposición o espesor del revestimiento. Los análisis de datos identifican las desviaciones, pronostican la necesidad de mantenimiento y alinean los parámetros de acabado con los resultados de rendimiento. Esta combinación de fabricación digital e ingeniería hace que el postprocesado sea más fiable y eficiente.
Consideraciones económicas y de sostenibilidad
El impacto desproporcionado del postprocesado es sobre la economía unitaria y el rendimiento medioambiental porque se encuentra en la encrucijada entre la mano de obra y el tiempo de ciclo o el rendimiento y el consumo de recursos. El proceso de conformado tiende a controlar los gastos de capital, mientras que las actividades de acabado tienden a controlar los gastos de explotación. Los costes acumulados son los costes soportados en el proceso de manipulación manual, utilización de las herramientas, consumibles como abrasivos, productos químicos y retrabajos debidos a defectos estéticos, así como los gastos generales de inspección. Incluso las pérdidas mínimas sufridas en el recorte, el pulido, el curado o el recubrimiento se reproducen en una gran producción hasta provocar enormes pérdidas en un solo año. En consecuencia, los centros de postprocesado se preocupan más por la optimización económica de los diseños de rendimiento estabilizado, la prevención de defectos y la alineación de la automatización que por la mera reducción del número de pasos.
Desde el punto de vista de la sostenibilidad, los problemas del postprocesado se examinan con lupa, ya que a veces consume recursos. El acabado abrasivo produce un residuo de partículas, el alisado y la limpieza químicos requieren la gestión de disolventes y los tratamientos térmicos consumen energía. La optimización medioambiental se orientaría entonces a minimizar los residuos, reducir la energía y adquirir y gestionar los materiales de forma responsable. Las unidades de reciclaje, la recuperación de abrasivos (circuito cerrado), las tecnologías de filtración de agua y las unidades de reciclaje de disolventes reducen la huella ecológica y los costes de consumibles. La conversión a productos químicos menos tóxicos o a procesos de acabado en seco también supone un mayor nivel de seguridad para los trabajadores, así como el cumplimiento de la normativa.
Referencias
[1] Eficiencia AM. (2025, 10 de febrero). Seis razones para elegir el posprocesamiento automatizado en la impresión 3D de polímeros PBF. https://www.amefficiency.com/additive-manufacturing/why-automated-post-processing/
[2] Peiling. (2024, 10 de noviembre). Postprocesado de impresión 3D: Técnicas, herramientas y tipos. https://www.raise3d.com/blog/3d-printing-post-processing/
[3] Axsom, T. (2023, 02 de mayo). Cómo acabar piezas impresas en 3D - Guía definitiva. https://www.fictiv.com/articles/how-to-finish-3d-printed-parts
[4] Tops Precision Manufacture. (2025, 18 de noviembre). Guía detallada para principiantes sobre el postprocesado del moldeo por inyección de plásticos. https://topsbest-precision.com/blog/post-processing-for-plastic-injection-molding/
[5] JSSAD 3D (2024, 05 de septiembre). ¿Qué es el postprocesado CNC? https://www.jsadditive.com/news/what-is-cnc-post-processing/
[6] Elimond (2025). Tipos y aplicaciones del postprocesado de piezas mecanizadas por CNC. https://elimold.com/types-and-applications-of-post-processing-of-cnc-machined-parts/











