

後加工とは、大規模な生産工程の後、部品を最終的な有用なサイズと外観の段階に変換するために実施される一連の作業を指す。形状の開発は、成形または形成の段階で行われるが、部品の改良は、公差帯、仕上げ要件、規制要件、およびユーザーの期待を達成するために加工後に行われる。 [1]. .エンジニアリングにおける後処理は、贅沢な付加価値ではなく、生産ライフサイクルの一要素である。このカテゴリの注文は、耐疲労性、摩耗挙動、腐食性能、光学的透明度、触感、さらには製品の知覚品質に影響を与えます。機械的、化学的、または熱的プロセスに適用可能で、それぞれ材料システム、大量生産、およびコストに応じてオプションを選択します。.
システムに関しては、後処理は製造と設計目的の間のばらつきのギャップを埋めるのに役立つ。アディティブ・プロセスのサポート痕や部分的な重合、金型製作プロセスのバリやその他の残骸、CNC機械加工のバリや工具痕は通常存在する。そのため、後加工は修正と最適化の手段として機能する。人工物を除去し、微細構造を平坦にし、表面エネルギーを変化させ、表面を覆って保護したり装飾したりする。表面の完全性、表面だけでなく地下の特性も調整するステップであるため、正確に行わなければならない。過剰なサイズ加工は寸法精度を乱し、過酷な化学薬品はポリマーに害を及ぼし、非同期の熱処理は変形につながる可能性がある。.
後加工のもう一つの側面は、後加工の経済的役割である。仕上げ加工は、特に高精度製品や消費者向け製品において、製造コスト全体に占める割合が非常に大きい。 [2]. .課題は、品質向上とサイクルタイム、作業強度、歩留まりのバランスをとる方法にある。スループットが一貫性を犠牲にしないようにするための新たな大きな戦略は、自動化、インラインチェック、工程の標準化である。近代的な工場はまた、デジタル制御されたユニットになりつつあり、それによって後処理セルも温度、滞留時間、研磨媒体サイズ、あるいはコーティングの厚ささえもモニターされ、最適化されるようになっている。この組み合わせにより、仕上げ加工は工芸的仕上げではなく、エンジニアリング仕上げとなる。.

3Dプリント部品の後処理

積層造形は、レイヤーごとにパーツを製造するため、独特の後処理要件がある。従来のサブトラクティブ技術や成形技術とは異なり、3Dプリンティングでは通常、形状は正確だが表面が粗い、半硬化している、機械的に異方性があるなどの物体を作ることができる。 [3]. .そのため、この分野の後処理は、表面のテクスチャーを修復し、化学反応を完了させ、機械的挙動を安定させるという任務を担っている。技術によって、溶融積層造形法(FDM)、ステレオリソグラフィー法(SLA)、選択的レーザー焼結法(SLS)、金属粉末床融合法などがある。.
材料別の後処理戦略
ポリマーベースのプリントの場合、最初の介入は通常サポート除去である。オーバーハングは製造工程で仮支持体に保持され、接触点や傷跡に残される。機械的剥離は、支持体材料、溶解性浴、または熱軟化によって行われる。余分な力が加わると、細かいディテールが砕けたり、側面が曲がったりすることがあるため、精度が非常に重要である。.
層状析出による階段状の効果は、支持体が取り除かれた後、表面の微細化によって取り除かれる。表面のサンディング、ビーズブラスト、化学的平滑化は、触感と視覚的品質を向上させるために必要な粗さによるくすみを与えるために行われる。.
化学蒸気のスムージングは、特にABSのような熱可塑性プラスチックに採用され、表面はポリマーの最上層で浮き上がり、ほとんど成形されたような表面になる。しかし、この方法では、寸法ドリフトを防ぐために環境を厳密に制御する必要がある。.
樹脂ベースの後硬化と安定化
樹脂技術に関連するもう一つの優先事項はポストキュアである。架橋に関連する反応は、光重合による印刷の過程では終わらないかもしれない。洗浄によって残留する未硬化樹脂が分離され、最終的には紫外線照射の補助によってポリマーネットワークが形成される。適切な硬化は、より高い強度、より重い剛性、より高い耐熱性をもたらす。 クリープ または表面の粘着性。逆に、過剰硬化によって材料が硬化することもある。しかし、技術者はエネルギー量と露光時間を慎重に考慮し、後硬化は仕上げのための別ステップではなく、印刷化学の延長とみなしている。.
SLSを含む粉体をベースとするシステムは、粉体の排出と、場合によっては浸透が必要である。機能的なクリアランスは、空洞や格子のフレームワーク内に閉じ込められた残留粉体を除去することによって取り除く必要がある。これにはエアブラストや振動が有効である。さまざまなケースでは、樹脂やシーラントを浸透させることで、表面の平滑性と密度が向上する。金属積層造形は、熱処理と応力除去を組み込むことでさらに進化する。レーザー溶融によって生じる急速な熱勾配は、寸法安定性や疲労寿命につながり、残った応力はいずれかの原因となる可能性があります。応力は制御された炉サイクルによって軽減され、微細構造が均質化されます。さらに機械加工、研磨、ショットピーニングを施すことで、厳しい公差を実現し、溶製材に匹敵する表面品位を得ることも可能です。.
寸法精度と品質保証
終始、寸法精度と検査が脚光を浴びる。仕上げ加工では形状が調整されるため、公差の限界がないことを確認するために計測のチェックポイントが適用される。光学スキャニング、座標測定機、表面形状測定が偏差測定に使用される。成功を決定するのは、材料科学と仕上げ物理学の相互作用である。よく設計された後処理計画は、印刷されたプロトタイプを、操作のあらゆる負荷と環境への暴露を管理できる製造部品に変える。.
射出成形の後処理

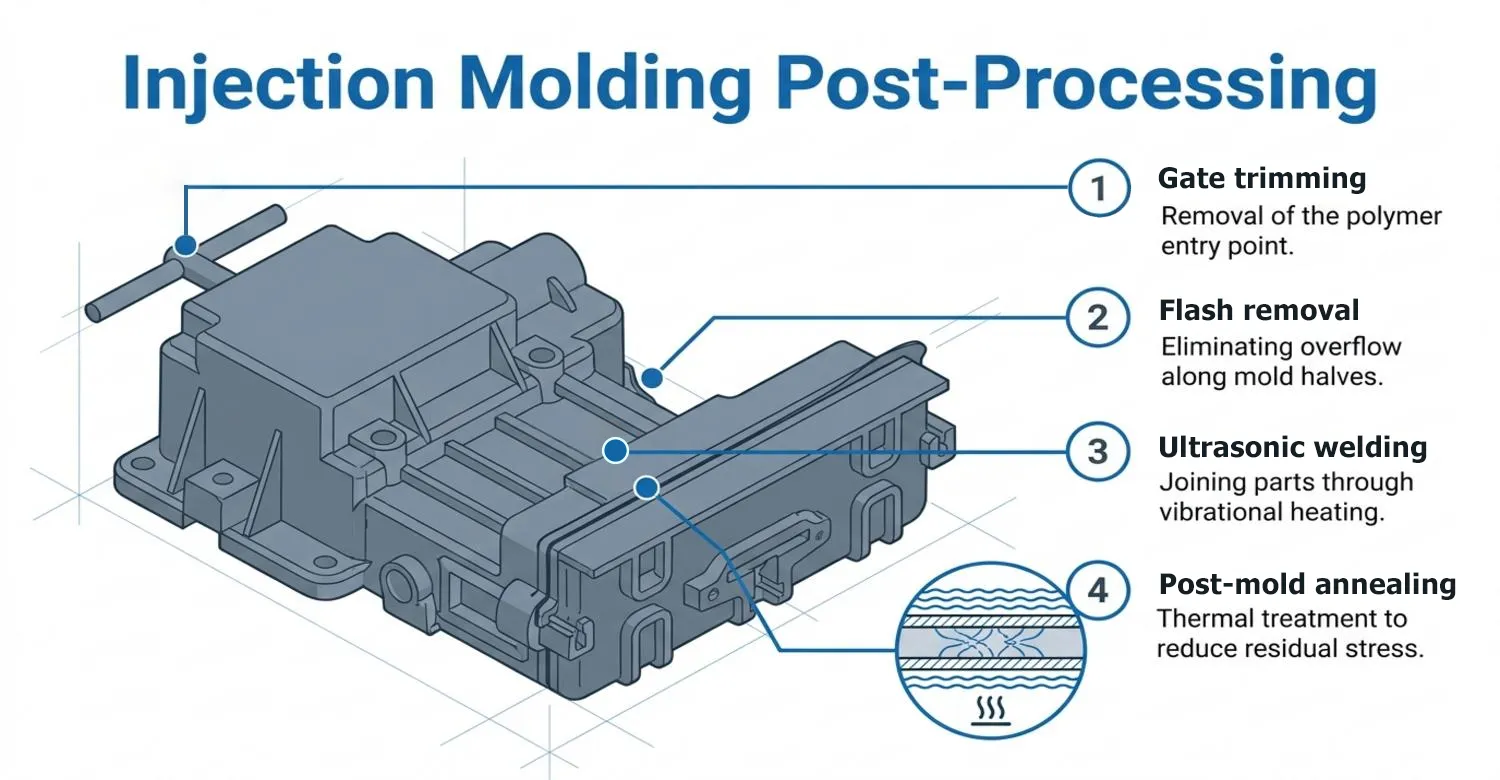
射出成形は、ネットシェイプに近い形状の部品を、優れた再現性で大量生産することで有名です。この成熟したプロセスでは、製品を市場に出すための後処理も必要です。成形された部品には、ゲートの痕跡、パーティングラインのフラッシュダウン、または小さな外観上の斑点が残る傾向があります。後加工は、マーキングやアセンブリーなどの機能的特徴に加えて、これらのアーチファクトを修正し、見栄えを良くします。.
コアの欠陥除去作業
最も一般的な工程はゲートトリミングである。溶融ポリマーを成形する際、ポリマーはキャビティに送り込まれ、ゲートは硬化して小さな突起になる。これらの残骸にストレスがかかったり、白くなったり、割れたりすることは想定されていません。自動トリミング・プレスへの手動クリッピングは、そのテクニックのひとつである。 [4]. .脆いポリマーはより小さなせん断力で容易に切断でき、延性のある材料はより大きなせん断力に耐えることができる。フラッシュ除去も例外ではない。金型の半分からこぼれ落ちた材料は、設計の形状を復元できるように取り除かなければなりません。部品の複雑さと公差の敏感さにより、複雑で敏感な精密デフラッシング、極低温タンブリングプロセス、研磨プロセスのいずれかを採用することになります。.
超音波溶着は、局所的な振動加熱によってプラスチックのサブコンポーネントを組み立て、強固な密閉結合を形成するプロセスである。溶着パラメータには振幅と滞留時間が含まれ、ポリマーの溶融特性に応じて調整する必要があります。成形された形状は、接着剤による接着、インサートの取り付け、ねじ部品の統合によって機能性を持つ。これらの作業は、成形サイクルタイムと同等の時間を、最小限のハンドリングで調整し、スループットを最小化する多数の生産ライン上の自動化セルで行われる。.
材料の安定化と品質保証
その他、寸法安定性や残留応力の制御などにも注意が必要である。結晶化度と収縮率は、成形過程で使用される冷却速度によって決まる。成形後のアニーリングでは、特に半結晶性ポリマーの応力と寸法の安定性を低下させることができる。これらの影響を考慮できないと、長期的には反りやクリープが発生する可能性があります。トリミング、仕上げ、組立工程への適合は、検査と品質保証によって促進される。.
CNC後加工
CNCマシニングは、制御された材料除去を使用して、高寸法精度や複雑な形状を作成する生産プロセスです。 [5]. .これが正確であっても、機械加工された部品は完成品ではなく、バリの形成を除去し、表面状態を最大化し、耐久性を向上させるための後処理が必要である。.
バリ取りとエッジ処理
切削に使用される工具は鋭利なエッジや微細なバリを発生させ、安全上の危険や組み立ての適合性を損なう原因となる。機械的なブラッシング、研磨剤によるタンブリング、熱バリ取り、電気化学的な処理によって、これらの不完全な部分を取り除くことができる。選択する技術は、エッジの輪郭を維持し、突起をなくすものでなければなりません。また、応力の集中を防ぎ、取り扱いをより安全にするため、面取りやエッジブレーキングによって形状を向上させることもできる。制御されたエッジR加工は、高性能用途における耐疲労性にも有効で、亀裂の発生部位を最小限に抑えることができる。.
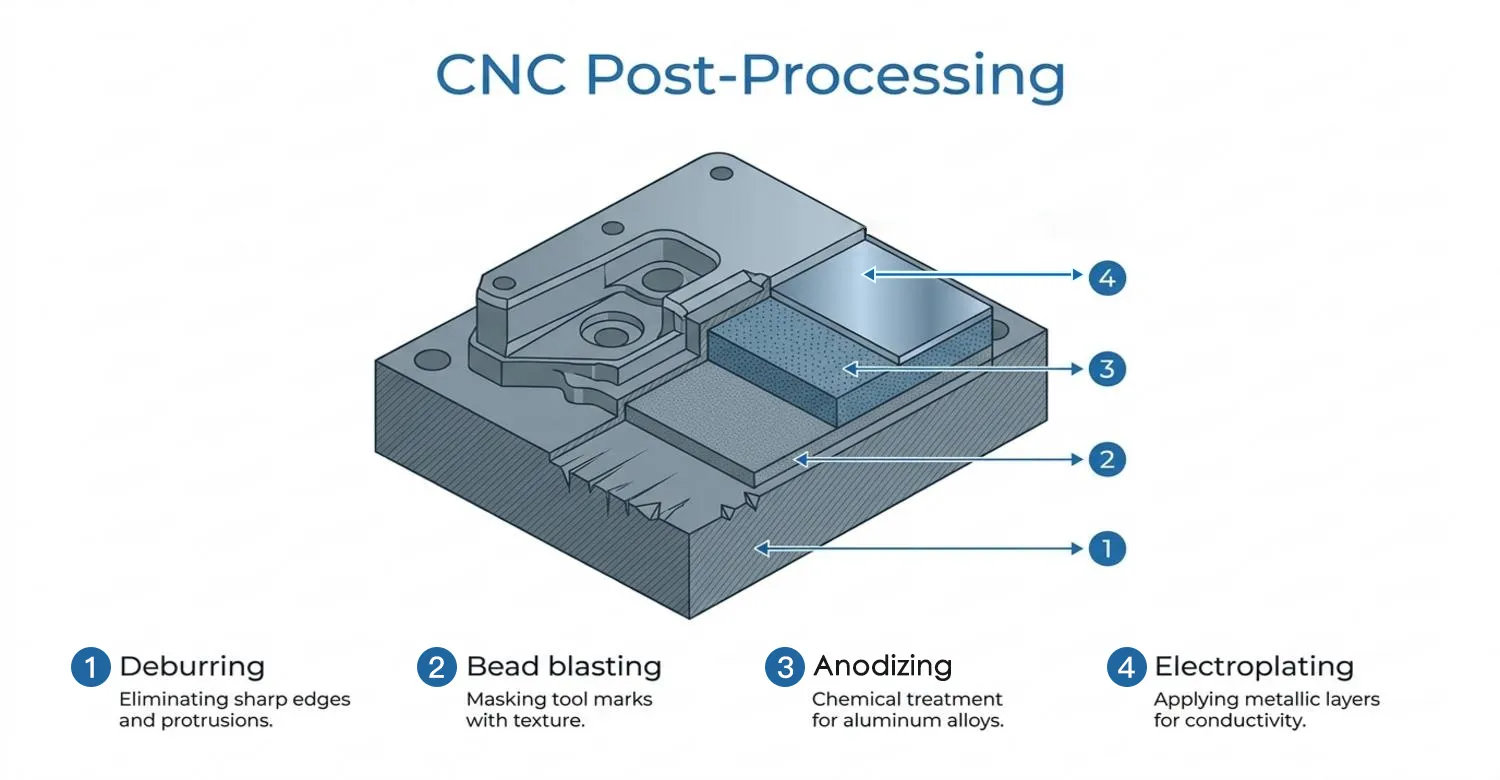
機能的および美的特性は表面仕上げに従う。ビーズブラストは、マットな外観の均一なテクスチャーを与え、それによってかろうじて見えるツールマークがマスキングされ、外観が改善されます。研磨は、流体の流れや光学的特性、摩擦特性を向上させるために除去します。コーティングとメッキは、保護バリアとして使用される。また、アルミニウム合金の特徴であるアルマイト処理により、腐食を抑制する酸化物の厚みが増し、色もつけやすくなります。電解メッキは、摩耗や導電性を持たせるように金属層を塗布するために使用されます。どちらのプロセスも、表面の化学的性質や微細構造を変化させるもので、孔食や厚みムラ、密着性の低下といった欠陥をなくすためには、パラメーターを厳密に管理する必要がある。.
検査と品質検証
検査は、CNCの後処理工程の基礎となる。 [6]. .表面仕上げの測定は三次元測定機で行い、幾何学的精度の測定はプロフィロメーターで行う。処理の効果は、耐食性検査、付着性試験、硬度試験で確認されます。インテリジェントに加工された後処理は、加工部品を機能的に最適化された部品に変換し、機械的負荷、環境暴露、ライフサイクル要件に耐えることができます。.
後処理要件の比較概要
| 製造工程 | 典型的な後処理作業 | 支配的な目標 |
|---|---|---|
| 3Dプリンティング | サポート除去、養生、サンディング、浸透、熱処理 | 表面の微細化、特性の安定化 |
| 射出成形 | ゲートトリミング、デフラッシング、研磨、装飾、溶接 | 化粧品の品質、組み立ての準備 |
| CNC加工 | バリ取り、面取り、研磨、コーティング、応力除去 | エッジの完全性、耐久性、耐食性 |
材料特性と仕上げ方法の相互作用
材料の挙動は、後処理の性能を左右すると考えられる。ポリマー、金属、複合材料は、機械的磨耗、化学薬品への暴露、熱サイクルに対して同じようには反応しない。ポリマーのガラス転移温度と溶媒の相溶性に基づいて、仕上げの許容範囲を設定することができます。研磨時に過度の熱が加わると軟化が生じ、溶剤の勢いが強すぎるとクレーズが生じることがある。半結晶性ポリマーでは、アニーリングによってモルフォロジーを改善することが可能である。硬度、結晶粒構造、酸化傾向は、金属の感受性と関連して独特である。研磨仕上げパラメータは、媒体を入れ子にしたり、公差を変えたりする能力があるため、硬度と矛盾することはありえない。相は熱処理によって分布に影響を受け、強度と疲労挙動に影響を与える。.
表面エネルギーと接着特性も仕上げの成功を左右する。装飾仕上げやインクには活性表面が必要です。プラズマ処理や化学処理は表面の化学的性質を変化させ、接着時の信頼性を高める。これとは対照的に、表面処理が不十分だと、剥離したり、均一に覆われなかったりする。このような相互作用を理解することで、エンジニアはそのような相互作用の結果を予測し、リスクとシーケンスを最小限に抑えることができます。.
後処理における品質管理とプロセスバリデーション
制御不能なばらつきは後処理に見られる。したがって、品質保証システムには、戦略的レベルでの検査が含まれる。寸法計測と粗さは、公差保持のチェックに適用され、テクスチャーは表面特性評価を用いて決定される。機械的試験は、強度や疲労の観点から処理の影響を判断するために使用される。規制産業では、バリデーション・プロトコルでパラメータの安定性、再現性、トレーサビリティを報告する。統計的管理プロセスでは、重要な変数を追跡し、与えられた能力限界内で作業を完了させる。.
デジタル化によって、この状況はますます改善されつつある。温度、圧力、露光エネルギー、膜厚センサーをリアルタイムでモニタリング。データ分析によってドリフトが特定され、仕上げパラメーターを維持する必要性が予測され、性能結果と整合される。このようなデジタル製造とエンジニアリングの組み合わせは、後処理の信頼性と効率を高めます。.
経済性と持続可能性への配慮
後加工は、労力とサイクルタイム、あるいは歩留まりと資源消費との岐路に位置するため、単位経済性と環境性能に不釣り合いな影響を与える。成形工程は資本支出を抑制する傾向があるが、仕上げ工程は営業支出を抑制する傾向がある。累積コストとは、手作業、工具の使用、研磨剤、化学薬品などの消耗品、外観上の欠陥による再加工、検査間接費などの工程で発生するコストである。トリミング、研磨、硬化、コーティングで発生する最小限の損失でさえ、大規模な生産では1年で莫大な損失に再現される。そのため、後加工センターでは、単なる工程数の削減よりも、安定したスループット設計、欠陥防止、自動化の整合性など、経済的な最適化を重視している。.
持続可能性という点では、後加工の問題は、時として資源を消費するため、精査に深く関わってくる。研磨仕上げは微粒子廃棄物を発生させ、化学的平滑化と洗浄は溶剤管理が必要で、熱処理はエネルギーを消費する。環境最適化は、廃棄物の最小化、エネルギーの削減、責任ある方法での材料の入手と管理を目指すことになる。リサイクル装置、研磨剤回収(クローズドループ)、水ろ過技術、溶剤リサイクル装置は、エコロジカルフットプリントを減らし、消耗品コストを削減する。毒性の少ない化学薬品やドライ仕上げ工程への転換は、作業員の安全性を高めるだけでなく、法規制の順守にもつながります。.
参考文献
[1] AM効率。(2025年2月10日)。. ポリマーPBF 3Dプリントに自動後加工を選ぶ6つの理由. https://www.amefficiency.com/additive-manufacturing/why-automated-post-processing/
[2] ペイリング(2024年11月10日)。. 3Dプリントの後処理:テクニック、ツール、種類. https://www.raise3d.com/blog/3d-printing-post-processing/
[3] Axsom, T. (2023, May 02). 3Dプリントパーツを仕上げる方法 - 究極のガイドを手に入れよう。. https://www.fictiv.com/articles/how-to-finish-3d-printed-parts
[4] トップス精密工業。(2025年11月18日). プラスチック射出成形の後処理に関する詳細な初心者ガイド. https://topsbest-precision.com/blog/post-processing-for-plastic-injection-molding/
[5] JSSAD 3D(2024年9月5日)。. CNC後加工とは? https://www.jsadditive.com/news/what-is-cnc-post-processing/
[6] エリモンド(2025)。CNC加工部品の後処理の種類と用途。. https://elimold.com/types-and-applications-of-post-processing-of-cnc-machined-parts/











