
Dans le cadre de la processus de moulage par injectionDans le domaine de l'agriculture, nous rencontrons souvent trois paramètres liés à la pression : la pression d'injection, la pression de maintien et la contre-pression. Nous avons abordé la pression d'injection en détail dans l'article "Pression et vitesse d'injection". Aujourd'hui, nous allons nous concentrer sur la compréhension de la pression de retenue.
Qu'est-ce que la pression de maintien et le temps de maintien ?
Nous savons tous que la pression est utilisée pour surmonter la résistance à l'écoulement et manifester la vitesse. D'une manière générale, la pression d'injection comprend à la fois la pression et la vitesse, tandis que la pression de maintien n'implique que la pression et non la vitesse. La pression d'injection correspond à la pression et à la vitesse utilisées pour remplir la cavité du moule de matériau fondu jusqu'à 95% de son volume, après quoi elle passe à la pression de maintien. La pression d'injection passe généralement d'une vitesse lente à haute pression à une vitesse rapide à haute pression, puis à une vitesse lente à basse pression avant de passer à la pression de maintien.
Une pression de maintien est appliquée après que le matériau en fusion a rempli la cavité du moule afin d'éviter les vides causés par solidification retrait ou des faiblesses à la position de la porte, garantissant ainsi une résistance suffisante de la pièce. Il passe généralement d'une vitesse basse à haute pression (temps déterminé par l'épaisseur du produit) à une vitesse lente à basse pression avant de passer au stockage des matériaux.
La pression de maintien signifie que la vis ne se rétracte pas immédiatement après l'injection, mais qu'elle continue à appliquer une pression sur le matériau fondu à l'extrémité avant. Pendant la phase de maintien, le plastique dans la cavité du moule se rétracte en raison du refroidissement, et si la porte n'est pas gelée, la vis avance lentement sous la pression de maintien, ce qui permet d'injecter davantage de plastique dans la cavité pour compenser le rétrécissement. En général, la pression de maintien est inférieure à la pression d'injection.
Le temps de maintien est la durée qui permet de s'assurer que la porte du produit est complètement gelée, empêchant ainsi le reflux. Si ce temps est trop court, des bosses de rétraction peuvent se former près de l'opercule. S'il est trop long, il peut entraîner des contraintes internes excessives et une saillie de l'opercule. La méthode de mesure du poids permet de déterminer si l'opercule est gelé.
Point de transition
Le point de transition est un concept clé. En général, le point de transition est le moment où le produit est 95% rempli sous une pression de maintien nulle, passant de l'injection au maintien. Pour les produits à parois minces, il s'agit généralement d'un remplissage à 98%. Pour les coureurs déséquilibrés, il s'agit généralement de 70%-80%, en fonction de la situation spécifique. L'injection en plusieurs étapes avec des vitesses lentes-rapides-lentes est recommandée.
L'impact de la pression et du temps de maintien sur les pièces moulées par injection
Impact de la pression de maintien :
- Trop bas : Résultats en coups courts, marques d'évier, lignes de soudureetc. Une pression de maintien insuffisante entraîne une compression insuffisante de la matière plastique fondue dans la cavité du moule, ce qui se traduit par une densité plus faible et un retrait plus important lors du refroidissement, de sorte que le volume final est inférieur au volume de la cavité du moule.
- Trop élevé : Provoque des déformations, des bavures et des cas graves d'expansion du moule. Une quantité excessive de matière plastique fondue se comprime dans la cavité du moule et le retrait de refroidissement ne compense pas de manière adéquate, ce qui entraîne des contraintes résiduelles. Cette situation doit être évitée pour les pièces de précision et celles qui nécessitent un dépôt électrolytique.
La pression de maintien optimale est celle qui permet d'éviter coups courts et marque d'évier tout en éliminant les contraintes résiduelles. En d'autres termes, le plastique comprimé dans la cavité du moule forme une pression élevée dans la cavité qui se dissipe simplement lors du refroidissement complet.
Impact de la durée d'attente :
- Trop long : Affecte le temps de cycle.
- Trop court : Il en résulte un poids insuffisant, des vides internes et des dimensions réduites.
Remarque : la pression de maintien influe sur le temps de maintien. Plus la pression de maintien est élevée, plus le temps de maintien est long.
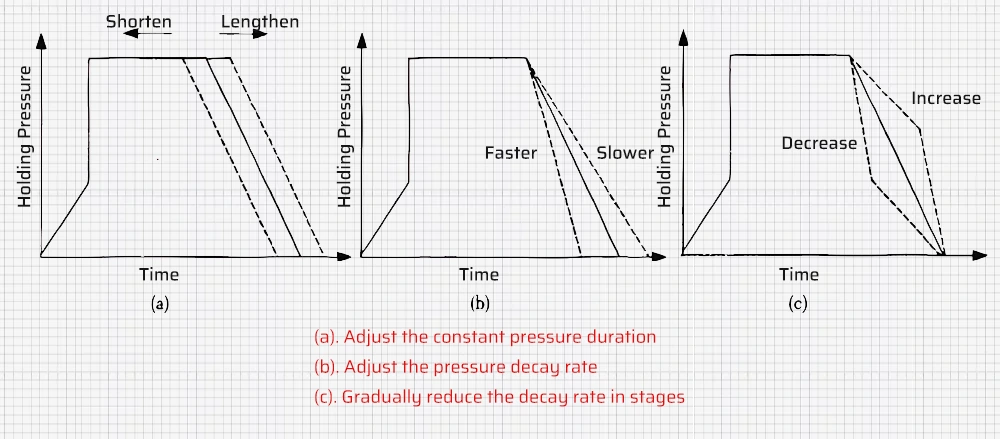
Réglage de la pression et du temps de maintien
La pression de maintien est généralement réglée entre les pressions de maintien minimale et maximale, généralement de faible à élevée.
- Pression de maintien minimale : Basé sur le point de transition précis, il fournit une pression de maintien suffisante pour éviter le sous-remplissage.
- Pression de maintien maximale : Sur la base du point de transition précis, il fournit une pression de maintien juste avant que le clignotement ne se produise. Cette plage indique la fenêtre de traitement sûre pour le produit.
D'une manière générale :
- Pression de maintien PA = 50% de la pression d'injection
- POM Pression de maintien = 80% de la pression d'injection (peut être de 100% pour une grande précision dimensionnelle)
- Pression de maintien du PP/PE = 30-50% de la pression d'injection
Étapes classiques du réglage de la durée d'attente :
- Régler la température de fusion au milieu de la fourchette des valeurs recommandées par le fabricant.
- Régler la vitesse d'injection de remplissage, le point de transition et le temps de refroidissement sur des valeurs sûres.
- Régler la pression de maintien (voir les étapes ci-dessus).
- Définissez différents temps de maintien, en notant que l'augmentation du temps de maintien réduit le temps de refroidissement, tout en conservant le même cycle. Pesez les pièces dans différentes conditions de maintien, saisissez les données dans une feuille Excel et tracez la courbe poids-pression de maintien.
- Déterminer la plage de temps où le poids de la pièce ne change pas de manière significative. Le temps juste avant cette plage est le temps de scellage de la porte. En règle générale, le temps de maintien est supérieur de 0,5 à 2 secondes au temps de scellage de la porte.











