

注塑缺陷 是注塑成型过程中可能出现的常见问题。其中,注塑成型中的沉痕是一种非常常见的缺陷。
对于产品设计师、结构设计师和设计公司来说,了解凹痕和其他注塑成型缺陷有助于他们改进设计方法,并检查注塑成型工厂的成品或零件(请参阅注塑成型零件验收标准)。
对于模具厂和注塑厂来说,分析注塑成型中的沉痕并完美解决这一缺陷是最基本的。每个模具和注塑成型从业人员都有责任和义务全面掌握注塑成型缺陷的所有知识。

以下是常见的注塑缺陷表及其详细信息。欢迎感兴趣的朋友点击进一步了解:
什么是注塑成型中的凹痕?
塑料零件表面的沉痕、收缩痕或凹陷是注塑成型过程中经常出现且很难消除的缺陷。
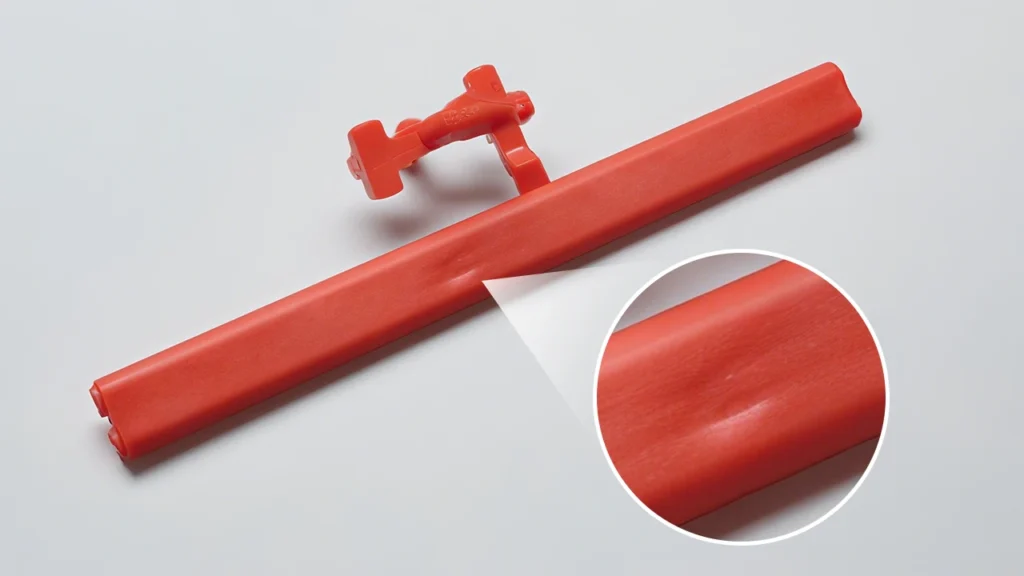

水槽印造成的伤害
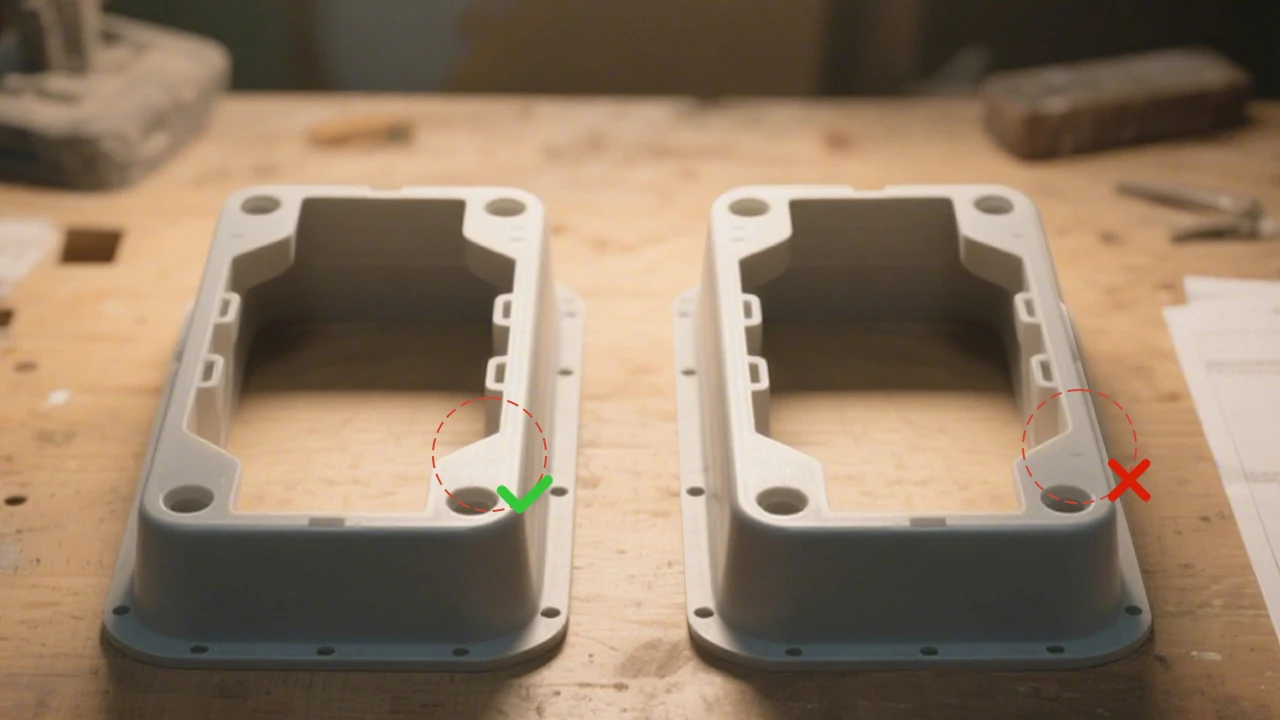
凹痕会导致塑料零件表面凹凸不平,严重影响外观。过于明显的注塑凹痕无法通过表面处理来掩盖,而光亮的表面处理甚至会放大缺陷。
对于洗衣机、冰箱和笔记本电脑等消费品来说,如果最终用户看到产品表面有许多水槽痕迹,表面凹凸不平,就会认为产品质量差,严重影响品牌形象。
如果产品不是直接面对最终用户,而是面对企业客户,看到大量的水槽痕迹可能会让他们认为工程师不专业,影响公司形象。
此外,沉痕还会影响塑料零件特定区域的尺寸,从而影响装配和相应功能的实现。
总之,水槽痕看似微不足道,但其潜在危害包括用户和客户的流失,以及影响装配等,不容小觑。
为什么会出现水槽痕?
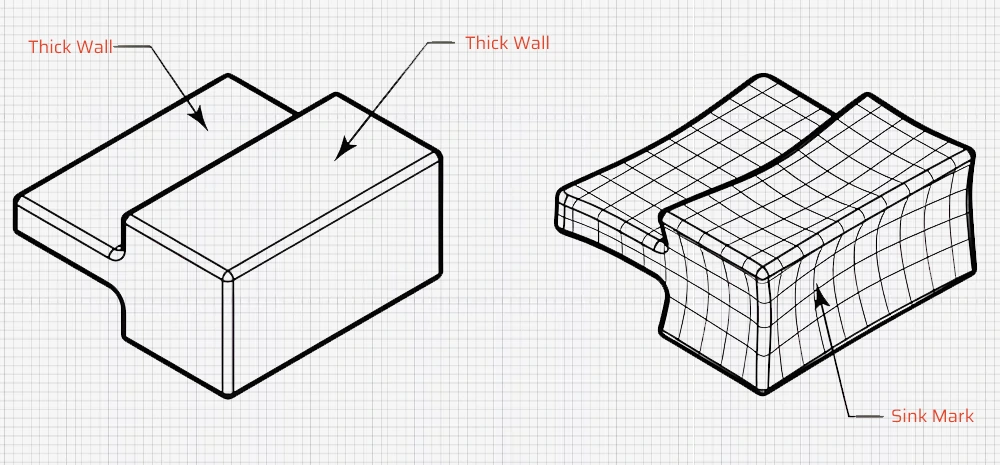
注塑成型时,塑料材料需要熔化成熔融状态,熔融塑料在冷却和凝固过程中需要不断收缩。如果 塑料部分的厚度 不一致或冷却不均匀,就会产生不同程度的收缩。

如果塑料零件的外表面没有足够的刚性来抵抗内部收缩产生的拉力,表面材料就会向内移动,导致表面出现凹痕,在后续加工中无法弥补。如果塑料零件的外表面具有足够的刚性,则内部会形成空隙。
导致产品出现凹痕的具体因素包括塑料材料、产品设计、模具结构和注塑成型工艺参数等。
1.注塑成型中造成产品凹痕的材料因素
当塑料材料的收缩率较高时,更容易出现凹痕。从表 1 中可以看出,对于 PC/ABS,当加强筋厚度设计为基本壁厚的 50% 时,出现沉痕的可能性相对较低。相反,对于 PBT,只有当加强筋厚度设计为基本壁厚的 30% 时,才不太可能出现凹痕。这意味着,即使加强筋厚度稍厚,也会大大增加出现沉痕的可能性。
| 塑料材料 | 最小收缩率 | 减少收缩 |
|---|---|---|
| 个人电脑 | 50% | 66% |
| ABS | 40% | 60% |
| PC/ABS | 50% | 50% |
| PA | 30% | 40% |
| PA(玻璃纤维增强) | 33% | 50% |
| PBT | 30% | 50% |
| PBT(玻璃纤维增强型) | 33% | 50% |
除收缩率外,导致注塑成型部件出现凹痕的其他材料因素还包括
- 材料干燥不充分造成的凹痕。
- 材料颗粒过大或不均匀造成的沉痕,导致熔体质量不达标。
提示:点击超链接获取更多详细信息 塑料收缩.
2.导致产品沉没的设计因素
关于产品设计造成的水槽痕现象,我们将重点讨论壁厚问题。
壁厚局部过厚的区域比壁薄的区域冷却得更慢。壁薄的区域已经冷却凝固,而壁过厚的区域尚未完全冷却凝固。当壁过厚的区域继续冷却和凝固时,就会出现沉痕。
局部墙壁厚度过大的区域最有可能出现在钢筋根部、支柱根部、钢筋与支柱之间的连接处、钢筋与钢筋之间的连接处、钢筋与钢筋之间的连接处、钢筋与钢筋之间的连接处。 加强筋加固肋和墙壁之间的连接,以及支柱和墙壁之间的连接。
此外,壁厚不均会导致薄壁区域冷却更快、收缩更小,而厚壁区域冷却更慢、收缩更大,从而产生沉痕。
总之,设计不当导致注塑成型部件出现凹痕的原因如下:
- 产品设计不平衡导致壁厚不均匀。
- 过厚的 栅门设计.
- 骨位置设计不当,未考虑材料收缩标准,导致厚度过大和随后的收缩。
- 螺杆支柱位置厚度过大,不符合标准塑料产品螺杆支柱设计。
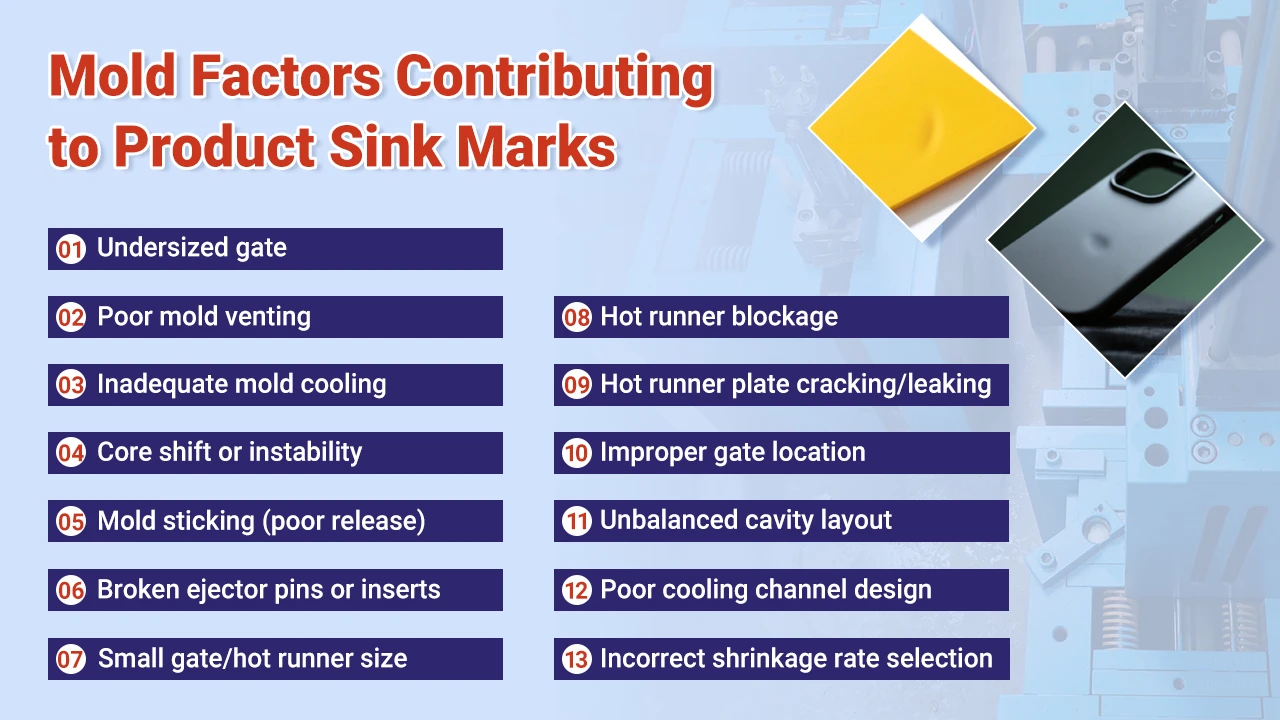
3.造成产品凹痕的模具因素
注塑成型中模具引起的凹痕的原因较为复杂,主要包括: 1:
- 进料口过小会导致压力不足,尤其是在 PC 材料、玻璃纤维增强材料和导热材料的模具中。
- 霉菌排气不畅导致空气滞留。
- 模具冷却不足会导致过热和过热收缩。
- 模芯偏移或模芯不稳定导致注塑和挤出偏差。
- 水槽痕迹是由霉菌粘附造成的。
- 断针或 模具镶件 导致厚度过大和随后的收缩。
- 模具浇口尺寸小或 热r电晕 导致填充不均匀。
- 异物堵塞热流道,导致填充不均匀。
- 热流道板开裂和泄漏。
- 入口位置不当,没有从最厚的部分进入,导致压力不足,进而产生沉痕。
- 产品布局不合理,导致远处的注塑压力不足,造成收缩。(关于合理的产品布局,请参考注塑模流设计)。
- 冷却水道设计不当,水道不足,导致冷却水过多 模温 在生产过程中。
- 模具设计时材料收缩值选择不当。
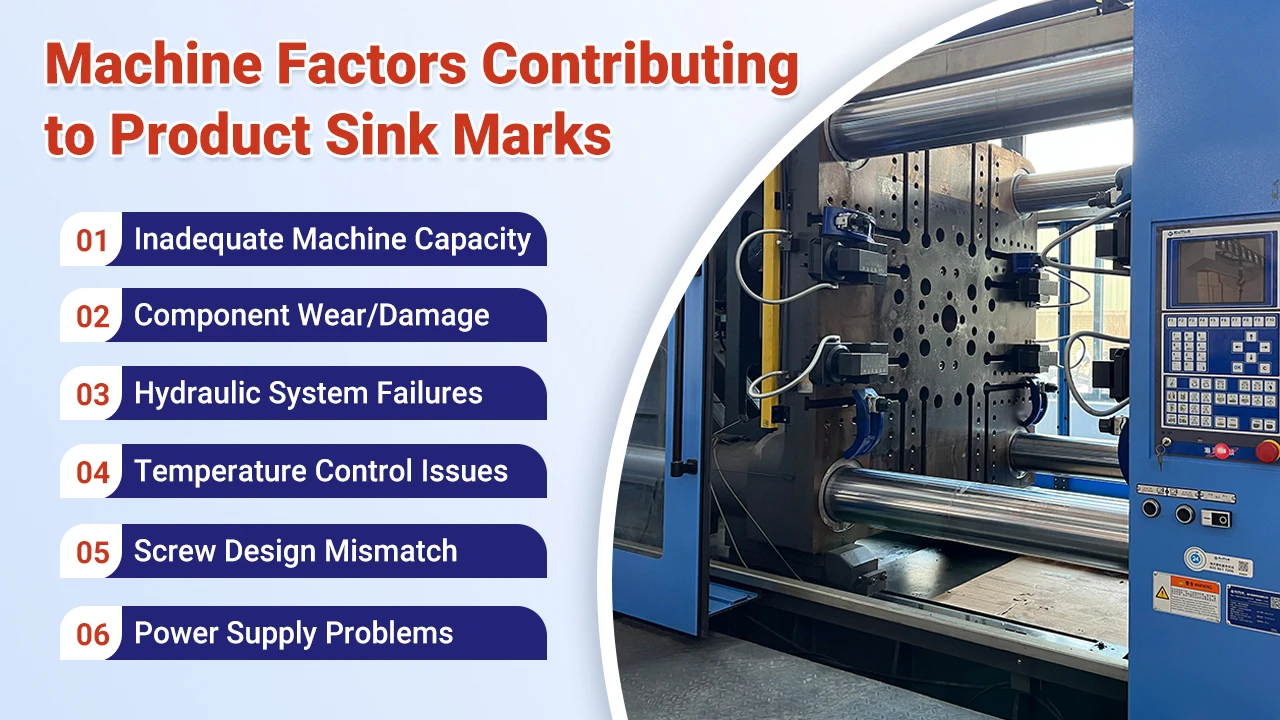
4.造成产品水印的机器因素
- 小型机器导致压力不足。
- 小部件(如料筒部件)的磨损或密封环/模塑环的破裂可能会导致回流,造成塑料收缩。
- 喷油缸漏油会导致压力不稳定和不足。
- 油泵叶片损坏,导致压力不足。
- 料筒温度异常,有一段未加热,导致熔体质量不达标,进而产生沉痕。
- 机筒冷却水冷却效果差,导致回流。
- 机螺钉类型与塑料不兼容,例如 PC 材料使用标准螺钉。
- 输出电压不稳定,导致注入动作微弱。
注塑成型沉痕缺陷
1.预防是解决沉痕问题的关键
不要等到沉痕缺陷真正出现时才匆忙解决。这样做虽然可以解决问题,但也可能意味着要修改塑料零件设计、修改浇口、流道等,这不仅会增加产品成本,还会延长产品开发周期。
当然,更大的可能是由于结构和模具结构的限制或成本过高,无法进行改造,只能通过调整机器来解决问题,而这往往无法从根本上解决问题。最终的结果就是各方妥协,接受收缩的现状。
2.对水槽印记的态度:针对不同塑料部件的不同方法
一般来说,产品包括 A、B、C 和 D 四个表面。
- A 面:用户经常看到的产品正面。
- B 表面:产品的侧面。
- C 表面:产品的底面。
- D 表面:产品的非外部表面,如内部表面和结构部件。
显然,不同领域的塑料零件对沉痕注塑的要求不同。因此,在设计时,不能采取千篇一律的方法,尤其是当外观和强度发生冲突时。例如,为了提高塑件的强度,可以稍微增加加强筋的厚度,或者在加强筋的底部增加圆角。然而,这不可避免地会产生凹痕。因此,对于关键的外观表面(如 A 面),应减少加强筋的厚度,甚至可以完全省略圆角。对于内部结构部件,强度是最重要的,因此可能需要略微增加加强筋的厚度,同时在底部增加圆角。
3.综合考虑
预防沉痕问题需要综合考虑。从单一方向解决问题无法从根本上防止沉痕问题。
4.从塑料零件设计开始是最佳解决方案
虽然沉痕问题可以通过后期的模具设计和注塑成型参数调整来解决,但并非总是如此。但有一点是肯定的:它很容易增加塑料零件的成本,应予以避免。
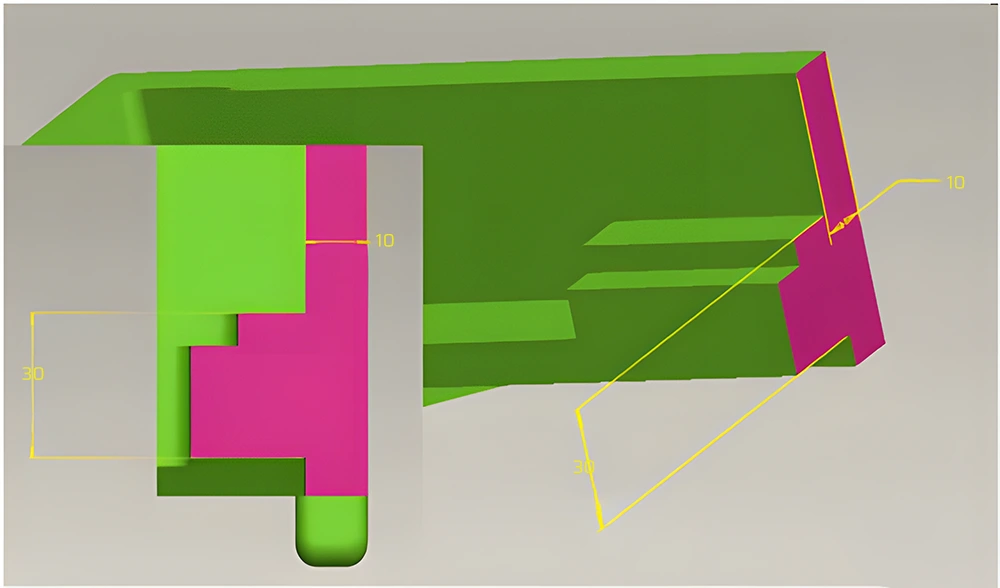
例如,在图中所示的导光板案例中,由于塑料部件设计不当,局部壁厚过厚,在注塑成型过程中出现了凹痕。为了解决凹痕问题,对模具进行了改造,增大了浇口和流道直径,这在一定程度上解决了凹痕问题,但效果并不明显。然而,这导致流道更大,进一步增加了注塑周期。导光板重 0.6 克,而流道重达 22.0 克,冷却时间约为 45 秒。根据这样的数据进行生产将导致极高的材料和加工成本。
5.团队协作
防止水槽痕缺陷有赖于产品设计工程师、模具工程师、注塑成型工程师、塑料材料供应商和其他部门以及供应商之间的精诚合作。
在塑料零件设计过程中,产品设计工程师应首先向塑料材料供应商了解塑料材料的特性,包括收缩特性。一般来说,塑料材料供应商拥有丰富的知识和技能来解决各种缺陷。
在具体的塑料零件设计过程中,产品设计工程师需要遵循塑料零件详细设计的具体规则和准则,例如遵守加强筋厚度不能过厚的准则。每当对设计有任何疑问或不确定时,产品设计工程师应及时向模具工程师、注塑工程师、塑料材料供应商等征求意见。在设计评审时,应邀请各方参与。
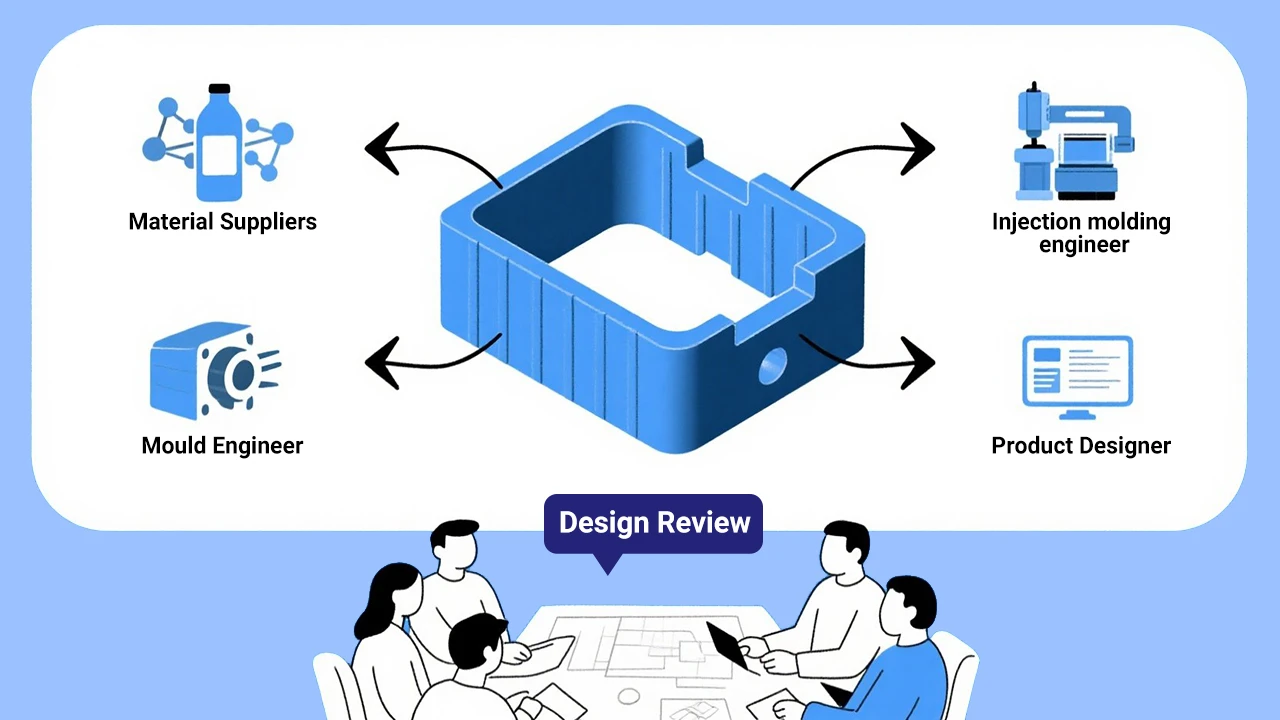
在三维软件中设计出塑料零件后,产品设计工程师应在二维图纸中准确定义塑料零件的外观要求,告知模具工程师具体的水槽标记要求。这样,模具工程师就可以根据这些信息考虑模具结构的设计,包括浇口的尺寸、位置和数量,流道的尺寸以及冷却水道的结构。
期间 模具试验此外,上述各方应在现场共同解决潜在的沉降痕问题。
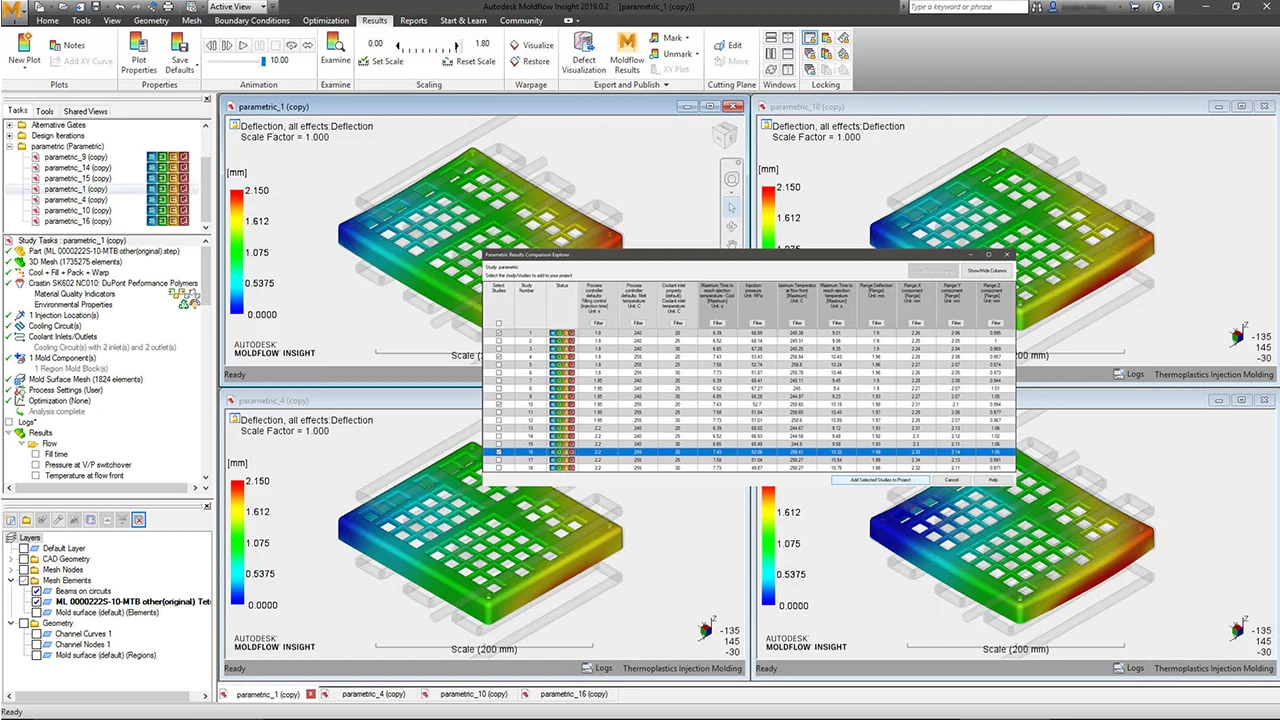
6.使用模流分析软件
在预测和解决沉降痕缺陷方面、 模流分析 软件是一个非常有用的工具。
根据现有的塑料零件和模具设计,使用模流分析软件(如 Moldflow)可以预测凹痕的大小。如果沉痕超过外观要求,可要求优化塑件设计(如在壁厚的地方挖空)和模具设计(如调整浇口的位置和大小)。
综述
注塑成型中出现沉痕的概率相当于闪蒸。要预防和解决注塑成型中的沉痕问题,就必须全面了解材料的收缩特性。虽然可以从网上获得材料收缩率数据,但用于产品不同部件的相同材料的实际收缩率可能会有所不同。
First Mold 将根据多年的注塑成型生产经验,编制一份 "不同塑料产品的实际收缩率 "综合表格。敬请期待。














