

今天,我将继续讨论常见的 注塑缺陷-黑点和黑斑。这些缺陷在大多数注塑成型工艺中都会频繁出现,而且产品要求越高,黑点的比例就越难控制,从而导致重大损失。因此,降低生产中的黑点缺陷率已成为制造商节约成本的重要途径!
黑点的出现与产品设计无关,但工业设计师应该学会如何识别黑点。

如果您对注塑成型中的其他缺陷感兴趣,可以点击下面的链接了解更多信息。
什么是注塑成型中的黑点和黑斑?
黑点指的是沿着塑料制品的焊接线、背筋、突起或在流动末端的拐角处形成的局部炭化现象。黑点也会不规则地出现在不同位置。有时,这些黑点甚至会呈线状分布,形成黑线。

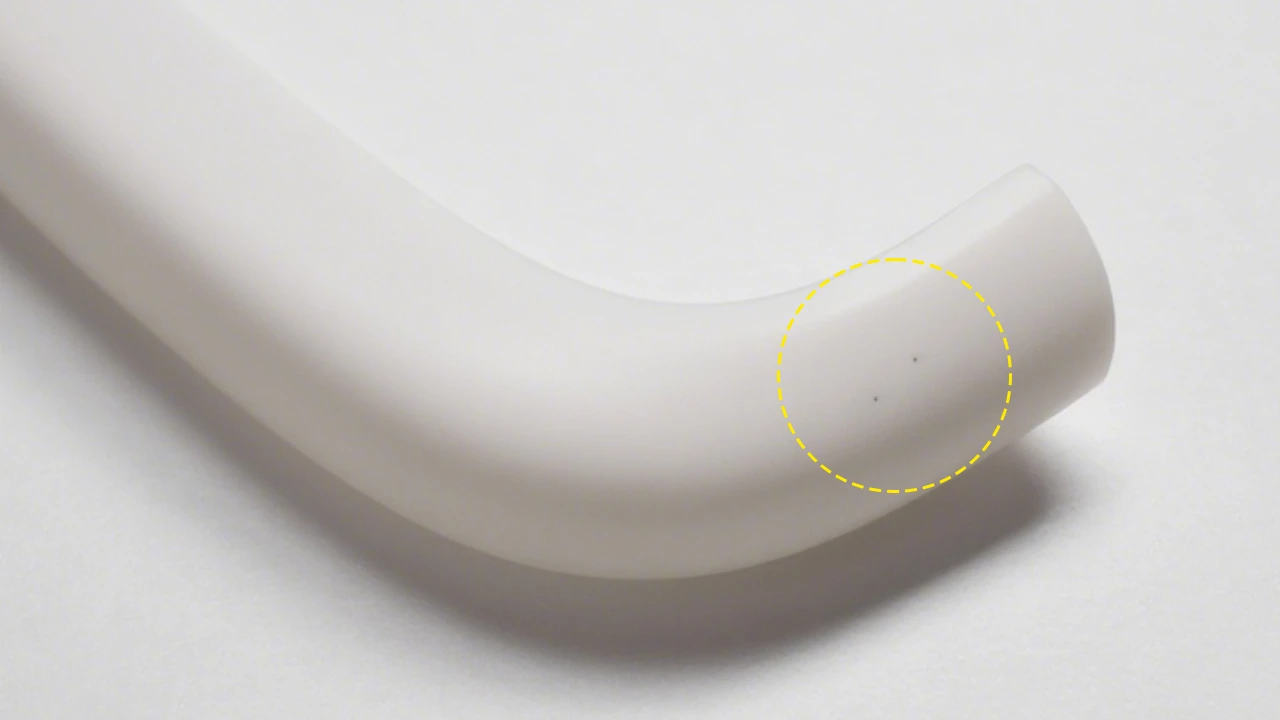
黑斑的分布特点
黑点和杂质的特点是颗粒较小,呈黑色或褐色,一般不反光,杂质大时呈层状,质脆,易破碎,破碎后呈多孔状。其分布有两大特点:
A.有的不规则地分布在整个地区,有的局部不规则,有时只偶尔出现在某个特定区域。
B.这些黑点和杂质有时只出现在产品表面,有时则遍布表层和深层。不过,靠近表面的内部黑点颜色要比表面的浅,而更深的黑点则完全看不到。
如何识别黑斑?
也许有人会问:黑点需要识别吗?黑点不就是我们所说的与产品本身颜色不同的点吗?如果在放大 200 倍的显微镜下观察产品,几乎不可能挑出没有任何不同颜色点(完全是一种颜色)的产品。放大后,你会在产品表面看到许多不同颜色的黑点......因此,任何产品都必须有一个评判标准。
判断黑斑的标准
标准从何而来?对于注塑供应商来说,必须明确两个标准:
A.原材料供应商提供的黑斑控制标准。
B.产品对应客户的外观检验标准(黑点控制标准)。
如果原材料的异色斑控制标准低于客户对产品外观的控制标准,那么在生产过程中就会出现大量的异色斑缺陷。因此,注塑成型供应商需要确保原材料的异色斑点控制标准与产品一致 客户验收标准 (最好比客户的标准更严格)。
小贴士关于客户标准,您可以点击" "。注塑部件验收标准"了解更多信息。
识别黑斑的方法
通常观察到的形状是不同的,肉眼看到的大多是 "圆形",而在放大镜下,可以看到片状、多点聚集在一起、云状、条状等形状。因此,我们一般根据点的面积来判断。这是否意味着我们需要彻底检查产品表面的每个部分是否有黑点?这可能会非常耗时。通常情况下,产品终端客户会有一个标准的检查方法:在标准灯光下,在产品与眼睛的标准距离内,在标准时间内没有出现(不同颜色的斑点)的产品一般为合格产品。
如何处理黑斑注塑件
所有发现有黑点、黑斑或黑线的注塑件均被视为次品。必须立即识别这些次品,并将其与合格产品隔离,以防混淆。必须记录缺陷类型(黑点、斑点、黑线)和在部件上的位置,以便进行追溯和分析。出现黑点后,必须对注塑成型过程中的根本原因进行调查。所有此类缺陷都必须报告给生产主管和质量部门,以便审查和采取纠正措施。经确认含有黑点的缺陷部件将被立即处置或控制返工(如适用并获得批准)。
黑斑是如何形成的?
黑点的来源通常有两种:材料碳化--材料在高温下(或长时间)降解;污染--杂质。
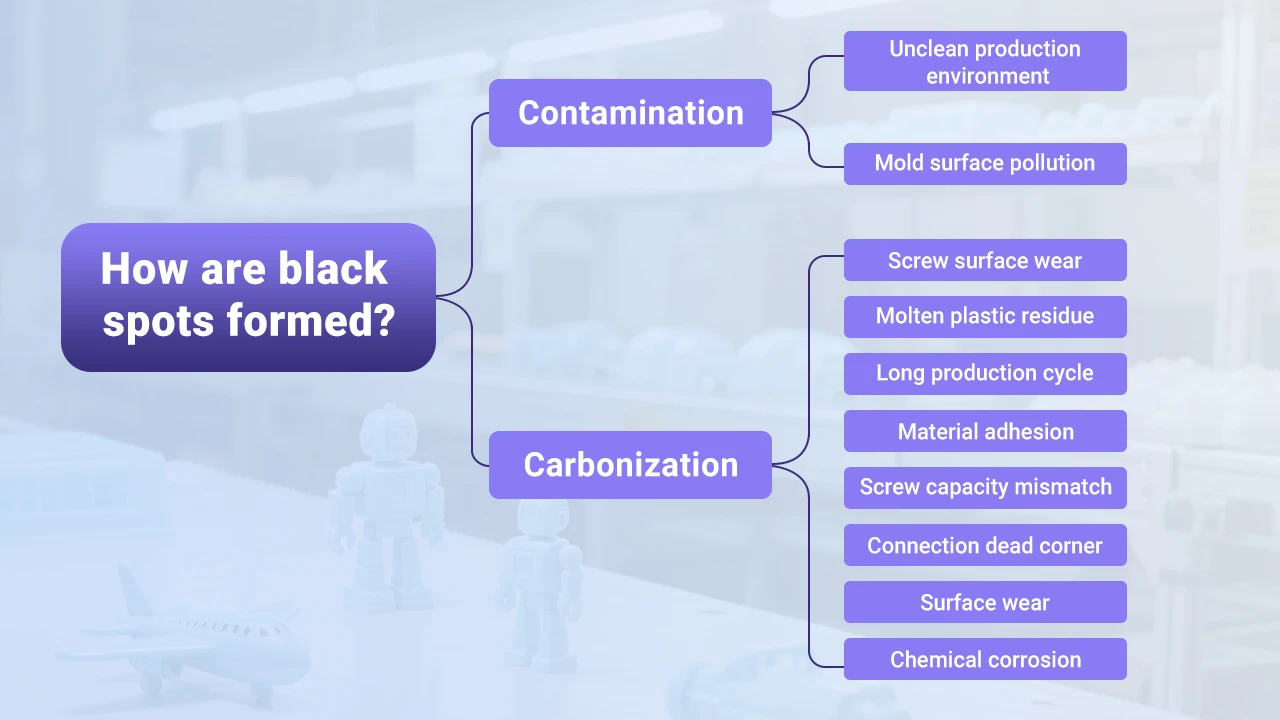
碳化
大多数高分子材料在加工过程中都需要加热和剪切。在此过程中,材料的碳化是不可避免的(100%)。对于 注塑机有很多地方会增加碳化的几率:
(1) 螺丝表面磨损
螺杆表面的磨损会导致熔体在该处滞留,久而久之会导致碳化;
(2) 残余熔融塑料
在机器的各个连接点,如螺旋火箭头、喷嘴、 轮缘等,很容易形成缝隙,熔体在缝隙中徘徊,产生碳化黑点。
(3) 生产周期长
在生产过程中,长周期或大型机器(小产品)会导致材料在桶中停留时间过长,增加碳化的可能性。
(4) 附着力
当冷却的塑料被重新熔化时,许多工程材料(如 PC,冷却后能很好地附着在金属表面上)即使重新加热也会残留在金属表面上。随着时间的推移(在高温下),会形成碳化层。这是生产过程中产生黑点缺陷的根源。因此,有必要在短时间停机(<4H)时进行保温,以防止螺杆中的材料硬化和粘连,而较低的保温温度则不会导致碳化。因此,建议的隔热温度一般比软化点高出约 20℃-30℃(例如,PC 的软化点约为 147℃,建议的隔热温度约为 180℃)。在停机期间,有必要将材料从料筒中排出,并在直接关闭电源之前让不易碳化的材料通过机器。
(5) 螺杆容量
产品尺寸和螺杆尺寸决定了停留时间。小产品遇到大机器,意味着物料本身在机筒中停留的时间可能过长。时间过长会导致小分子物质容易降解和碳化。对于大多数材料来说,理想的停留时间是少于 5 分钟。最长时间不应超过 15 分钟。如果停留时间较长,最好降低料桶后端的温度,以减少高温停留时间。停留时间计算公式:
机器最大注塑量 * 熔体密度 * 周期 * 系数 (2.0-2.5) / 产品重量;或 最大测量长度 * 周期 * 系数 / (溶剂设置位置 - 残余注塑材料)
(6) 连接死角
在炮筒内螺杆与火箭头、法兰、喷嘴等的连接处,会形成一些熔体不易流动(停留)的 "死角",造成停留时间过长,导致降解和变色(产生一些黄色条纹、黑点等)。首先,在装配过程中要确保以下几点的完整性 线程 请勿损坏接触端面。如果损坏严重,则需要更换!
(7) 表面磨损
不平整的表面更容易造成螺钉表面磨损,使螺钉表皮材料更容易 "滞留",这对黑斑缺陷有很大影响。金属机筒螺钉的磨损程度因材料而异。一般来说,PC 或 PMMA 需要使用硬化(电镀)螺钉。对于填充材料(玻璃纤维、矿物粉末),则需要使用合金螺杆。即使是合金螺钉,使用一段时间后也需要更换!
(8) 化学腐蚀
腐蚀性水、CO2、O2、氢的卤化物(如盐酸)、酸性残留物、电解质和其他杂质。在加工过程中,螺杆或机筒表面的腐蚀也会导致表面 "徘徊",产生黑斑。与磨损类似,对于一般材料,普通氮化螺杆即可满足要求,但对于耐火材料,氮化+电镀级甚至厚电镀处理的螺杆(机筒)更有利于防止化学腐蚀。
污染
生产环境:外部环境中其他物质的颜色可能不同,耐温性可能较低,容易产生黑斑。对于浅色材料,如果在开放式车间环境中使用普通热风干燥设备进行生产。这里至少存在两个问题:
A.长期干燥时,从露天环境吸入的空气被加热后进入料斗,如果超过 16H,普通透明材料就会变成浅灰色颗粒......也就是说缺陷率可达 100%。在正常生产中,料斗周期为 4-12H,但吸入空气的污染比例仍然很高。
B.在生产过程中,一个普通的模具表面,刚打开没多久,就会聚集大量的灰尘(机器本身是电动设备,虽然接地,但不可能 "0静电"),生产过程中的 "异色斑 "也是一个因素。因此,对于 "异色斑 "要求较高的浅色产品,建议在无尘车间生产。
如前所述,材料颗粒大多由机器加工,它们本身就有一定比例的黑点(因此需要获得制造商的标准)。另外,在这些配方中,材料的耐高温和高温氧化能力,在能力不足的条件下,加工会相当痛苦,很容易遇到黄变(条纹)、黑化(条纹、斑点)等问题。
如何改善黑斑?
在此之前,我们讨论了短期绝缘以及直接停机时的一些预防措施和程序。但清洗机筒螺杆需要注意方法:
1.清洁
(1)一般情况下,我们可以使用硬度相对较高的材料来清洗螺杆机筒,利用刮削原理初步清理掉表面的一些残留物,如 PMMA 材料(硬度相对较高)!例如:未干燥的 PS、PC(未干燥且未快速融化,也比较硬)等。
(2)对于清洗填充材料类型,可使用 PC+GF 材料进行清洗。因为玻璃纤维(GF)在正常加工温度范围内(<=400℃)是固体,我们都知道玻璃是很硬的。注意,不要在普通材料螺丝上使用此方法,否则会造成严重磨损。请注意,在清洁过程中,切记反复升温(20℃)和降温(20℃)进行清洁。原理A、粘度的变化;B、内压的变化,都可以带走更多的残留物。
(3) 如果黑斑严重,可直接拆卸螺杆机筒进行抛光。

2.维护
停机期间:如前所述,清洗掉生产材料(工程类材料)是非常必要的,据我所知,这一步骤更像是一个管理和维护过程!清洗筒体内的残留材料,这里选择粘度相对较高的材料进行清洗。
首先,这种改性材料需要在温度上接近生产材料,其次,它有很好的粘度。我们建议使用一些特殊的清洗材料进行清洗,这种特殊的清洗材料具有很好的粘度。在清洗过程中,它的交换性非常好,这种清洗材料具有很好的化学活性(相容性非常好)。在停机过程中,它可以与筒内物料的一些 "残留点"、死角位置继续发生化学反应。在下次启动时,它可以带走更多的残留物(减少出现黑点的机会)。
清洗颜色后(多拍几次),最后拍空(建议最短停留时间为 15 分钟,给它一些反应相容的时间)。当然,改变材料的生产也可以改善黑点。这种材料的颜色清洁能力比普通材料强得多,可以非常有效地节省大量时间。它的特点是可以在桶内停留较长时间。同时,它还能与里面的一些死角材料相容,减少后续黑斑的产生。

结论
不难看出,黑点与注塑厂的设备和环境有一定的关系。更与注塑厂对车间的管理有关。首模一直强调车间生产的 6s 管理。这个时代是科学注塑的时代,也是智能注塑的时代。
我是来自 First Mold 的 James Li,我热衷于分享与注塑成型和模具制造相关的经验和知识。如果您有任何问题,请随时通过以下方式联系我 [email protected].











