

虽然我们之前已经介绍过 浇口 和 亚军 今天,我们的重点将是了解浇口的重要性--塑料熔体进入浇口的关键结点。 模腔.闸门是整个饲喂系统中更具挑战性和复杂性的结构之一,希望这篇文章能对您有所帮助。
为了帮助大家更好地理解闸门,让我们回顾一下之前文章中涉及的知识。
进料系统是指熔融塑料从注塑机喷嘴进入模腔的通道。熔融塑料依次通过的结构包括浇道、流道、副流道和浇口。显然,浇口是液态塑料进入模腔前的最后一道关卡。

由于闸门起着连接空腔和供料系统的作用,因此闸门位置的选择尤为重要。有人甚至说,栅门位置的成功 模具设计 与闸门位置的选择直接相关。.
注塑浇口类型
浇口通常分为两类:限制性浇口和非限制性浇口。限制性浇口通常指浇口,其开口狭窄,限制熔融材料的流动。另一方面,非限制性浇口包括更广泛的浇口类型和更多的设计选择。

直接浇口/浇口
直接浇口又称浇道浇口,通常位于单腔模具中塑料零件的中心位置,允许塑料熔体直接流入型腔。
| 类型 | 直接浇口/浇口 |
| 优势 | - 工艺流程短,进料速度快,成型效果好。 - 由于横截面积较大,压力和热量损失较小。 - 模具结构简单,制造成本低。 |
| 缺点 | - 浇口拆卸困难,浇口痕迹明显,影响产品美观。 - 热量更集中,内应力更大,导致 沉降痕 缺陷。 - 平面和薄壁塑料零件容易变形,尤其是结晶塑料零件。 |
| 应用 | - 适用于大型厚壁塑料零件(如锅、电视机外壳)。 - 适用于高粘度、流动性差的塑料成型,如 PC、PSF |

边门
边缘浇口又称侧浇口或矩形浇口,常用于注塑成型。之所以叫它边浇口,是因为边浇口通常要经过加工,将其塑造成矩形。浇口通常位于分型面上,从型腔外部进料。由于其尺寸较小,横截面形状对压力和热损失的影响很小。矩形栅极的长度通常为 0.5 毫米至 3 毫米,宽度为 1.5 毫米至 5 毫米,栅极深度为 0.5 毫米至 2 毫米。
| 闸门类型 | 边门 |
| 优势 | 1.横截面形状简单,易于加工。 2.灵活的闸门位置选择。 3.轻松拆卸浇口,痕迹极少。 4.改变模具填充条件的能力 5.适用于多腔模具和高生产率。 |
| 缺点 | 1.壳形部件排气困难。 2.不适用于不允许有进料痕迹的部件。 3.注入过程中压力损失较大。 |
| 应用 | 1.应用广泛,尤其适用于两板多腔模具 2.适用于中小型塑料零件。 |

重叠闸门
重叠浇口与矩形浇口类似,直接在分型面上加工。它是矩形浇口的一种变体。但是,重叠栅极更容易产生凹痕,而且很难去除。与其他类型的栅极相比,重叠栅极留下的栅极痕迹往往更加明显。
扇门
扇形浇口是一种逐渐扩大的浇口,类似于折扇。扇形浇口源于侧浇口的变化,浇口在进料方向变宽变薄,使熔体通过阶梯式浇口进入型腔。浇口深度取决于产品厚度,一般为 0.25 毫米至 1.5 毫米。浇口宽度一般为浇口处型腔宽度的 1/4,最小宽度为 8 毫米。
| 扇形闸门的优势 | 扇形闸门的缺点 | 扇形闸门的应用 |
| - 横向熔体分布均匀 | - 闸门拆卸困难 | - 长、扁、薄产品 |
| - 减少流动模式和方向效应 | - 产品侧面的剪切痕迹 | - 盖板、尺子、托盘、盘子等。 |
| - 改善空气排除 | - 流动性差的塑料(如 PC、PSF) |

隔膜式闸门
隔膜浇口常用于具有大孔或大矩形孔的圆柱形零件。材料从内孔的周边注入空腔,这有助于将力均匀地分配到型芯上,避免出现焊接线,并有利于顺利排气。不过,隔膜浇口会在零件内缘留下明显的浇口痕迹。
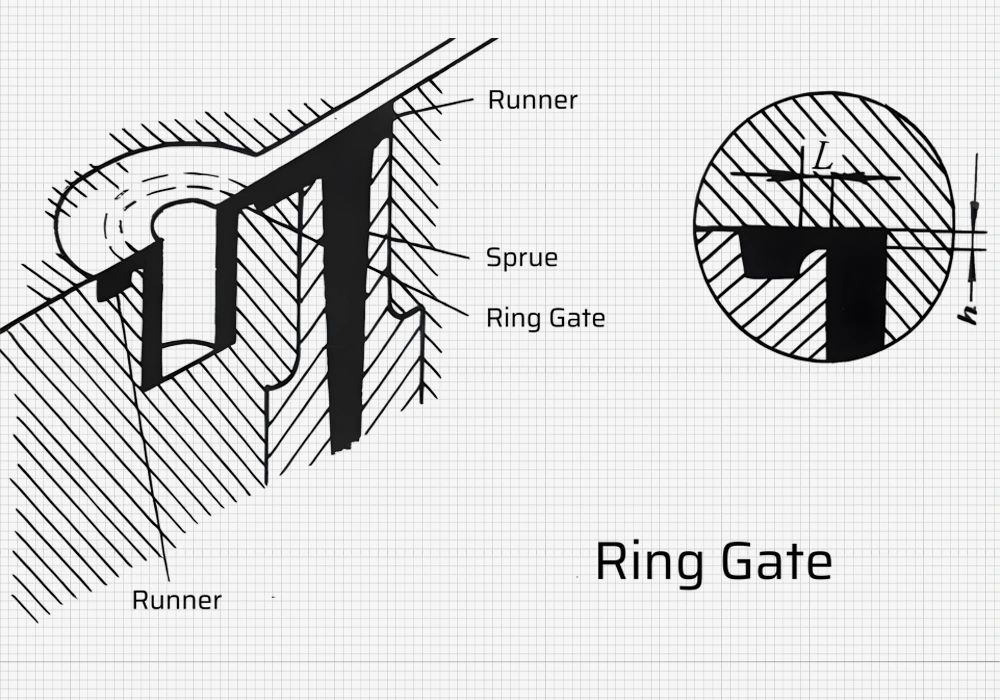
环形闸门
环形栅极是矩形栅极的一种变体,环绕腔体设置,类似于圆盘形栅极。它与隔膜浇口相似,但位置在腔体之外。环形栅极尺寸的选择与隔膜栅极尺寸的选择类似。
| 优势 | 缺点 | 应用 |
| - 熔体沿圆周均匀分布 | - 闸门拆卸困难 | - 小型多腔模具<br>- 成型周期长、壁薄的圆柱形塑料零件 |
| - 排气顺畅 | - 侧面更明显的栅极痕迹 | |
| - 无波纹、无熔合流动 | - 为美观起见,需要清除闸门残留物 | |
| - 减少内应力和变形 |
电影之门
薄膜栅极是侧栅极的一种变体。它利用平行于模腔侧面的平行流道(称为平行流道)。平行流道的长度可以等于或超过模塑部件的宽度。熔体在平行流道内均匀分布,并以受控的均匀速度进入型腔。薄膜浇口的特点是薄而平整的狭缝形状,厚度一般为 0.25 毫米至 0.65 毫米。浇口狭缝的宽度通常是浇口处型腔宽度的 0.25 至 1 倍,而狭缝的长度约为 0.6 至 0.8 毫米。
| 优势 | 缺点 | 应用 |
| - 均匀流畅的熔体流动 - 减少内部压力 - 有效清除气体 | - 闸门拆卸困难 - 剪切痕的存在 | - 薄板塑料零件 - 大型造型区 - 控制聚乙烯和类似塑料的变形 |

针尖门/针门
针尖浇口(Pin Point Gate)是一种广泛使用的浇口类型,其横截面为圆形,尺寸较小。针型浇口的尺寸对于确保正确的模具开口和防止注塑件受力至关重要。浇口直径通常在 0.6 至 2.8 毫米之间,长度在 0.7 至 1.5 毫米之间。
| 优势 | 缺点 | 应用 |
| 地点灵活性 | 高压损失,需要更高的喷射压力 | 低粘度塑料和对剪切速率敏感塑料的注塑成型 |
| 改善流速和摩擦 | 模具结构复杂,通常需要三板式模具(在以下情况下可使用两板式模具 热流道模具) | 适用于多腔中心进料模具 |
| 自动拆除闸门 | 浇口处的高流速会导致分子取向和潜在裂纹的增加。 | |
| 减少栅极残余应力 | 大型或易变形的塑料部件易发生翘曲变形 | |
| 更快的浇口凝固 |

海底之门
潜艇式浇口又称隧道式浇口,是针式浇口设计的一种进步,在保留针式浇口模具优点的同时,解决了针式浇口模具的复杂性。它可以灵活地放置在移动或固定模具的一侧。潜艇式浇口可以隐蔽地放置在成型零件的内表面或侧面,以及杆、柱或分型面上。另外,也可以使用模具的顶出杆方便地设置。通常情况下,潜艇浇口呈圆锥形,与型腔的夹角在 20° 至 40° 之间。
您可以根据针形闸门的尺寸来选择闸门的大小。
| 优势 | 缺点 | 应用 |
| - 隐藏式浇口设计可保持产品外观。 | - 由于浇口浸没在水中且方向倾斜,因此难以加工。 | - 适用于单面进料的塑料零件。 |
| - 自动拆除浇口实现了生产自动化。 | - 由于压力损失大且容易冷凝,因此不适合用于薄壁产品。 | - 常用于双板模具。 |
| - 产品表面无喷涂痕迹或气泡。 | - 对于 PA 等强度较高的塑料来说,切断浇口是一项挑战。 | |
| - PS 等脆性塑料可能会破裂并堵塞闸门。 |

标签门
Tab 闸门由侧门演变而来,是一种典型的撞击闸门。闸门通常是正方形或长方形,但最好是长方形或半圆形,而流道最好是圆形。
| 优势 | 缺点 |
| 1.熔体平滑均匀地流入型腔 | 1.难以拆除浇口,会留下明显痕迹 |
| 2.温度升高使熔体流动性增强 | 2.流道更长、更复杂 |
| 3.浇口处的残余应力不会影响成型零件的质量 | |
| 4.降低塑性内应力 |
浇口类型和树脂的匹配
| 类型 | 聚氯乙烯 | PE | 聚丙烯 | 个人电脑 | PS | PA | POM | AS | ABS | PMMA | SFT |
| 直接闸门 | √ | √ | √ | √ | √ | √ | √ | √ | √ | √ | √ |
| 引脚闸门 | √ | √ | √ | √ | √ | √ | √ | √ | |||
| 海底之门 | √ | √ | √ | √ | |||||||
| 侧门 | √ | √ | √ | √ | √ | √ | √ | √ | √ | √ | |
| 重叠 大门 | √ | √ | √ | √ | |||||||
| 扇门 | √ | √ | √ | ||||||||
| 电影 大门 | √ | √ | √ | ||||||||
| 隔膜 大门 | √ | √ | √ | √ | √ | ||||||
| 环形闸门 | √ | √ |
选择注塑模具浇口位置的技巧
模门位置要求
在选择浇口位置时,应尽量减少最终产品上可见的浇口痕迹和焊接线。
浇口位置应考虑产品的功能要求,如确保正确的灌装、包装和部件性能。
浇口位置应考虑到模具设计和制造的难易程度,包括模具的复杂性和可行性。
在选择浇口位置时,应尽量减少产品在成型过程中可能出现的偏移或变形。
浇口位置应便于在完成成型工艺后拆除浇口。
浇口位置应便于控制注塑工艺参数,如熔体流量、压力和冷却,以确保生产出一致和高质量的零件。
注塑模具浇口位置选择
确定浇口的位置,以确保同时填满空腔的所有角落。
在注塑过程的所有阶段,塑料流速都应保持均匀稳定。
浇口应放置在产品壁厚的较厚部分,使熔融塑料从较厚部分流向较薄部分,便于完全填充模具。
浇口位置应尽量缩短塑料填充过程,以减少压力损失。
闸门应位于空腔中便于气体排出的位置。
浇口不应将熔体直接导入型腔,以避免漩涡流和旋痕,特别是在浇口狭窄的情况下。
考虑潜在的问题,如焊接痕迹、气泡、凹陷、注塑不足和材料喷射。
选择浇口位置时要避免产品表面出现明显的焊缝。如果无法避免焊缝,选择浇口位置时应尽量减少焊缝的影响。
对于圆形或圆柱形零件,应在熔体浇注点添加冷料井,以防止产生焊缝。
浇口设计应防止熔体断裂。
当产品投射面积较大时,避免将浇口放在一侧,以确保注射力分布均匀。
以不影响产品外观的方式放置浇口。
不要将闸门放置在产品承受弯曲或冲击负荷的部位,因为这些部位的强度往往较低。
在型芯较长且较薄的注塑模具中,浇口应远离型芯,以防止材料流动造成变形。
您可以将复合浇口用于大型或扁平的塑料零件,以防止偏斜、变形和材料短缺。
闸门设计应便于出水操作,最好采用自动方式。
注塑浇口的缺陷和解决方案
注塑浇口的缺陷 浇口设计、材料特性、工艺条件和模具配置等各种因素都可能导致浇口变形。
| 缺陷 | 原因 | 解决方案 |
| 门迹 | 闸门尺寸过大或闸门形状不当 | - 使用较小的闸门尺寸或改变闸门形状 |
| 闸门位置不当 | - 优化闸门位置,降低标记的可见度 | |
| 闸门填料不足 | - 调整喷射压力、速度或温度 | |
| 门脸红或褪色 | 热降解或熔体温度不足 | - 提高熔体温度 |
| 传热不足 | - 调整模具温度 | |
| 材料选择和添加剂 | - 使用热稳定性更好的材料或添加剂 | |
| 闸门剪切或流水线 | 闸门设计不足 | - 优化闸门设计,使水流更顺畅 |
| 喷射速度不够 | - 提高注塑速度 | |
| 模具温度不当 | - 调整模具温度 | |
| 闸门冻结或堵塞 | 闸门尺寸过小或闸门设计不当 | - 增大栅极尺寸或修改设计 |
| 工艺参数不当 | - 优化喷射压力和温度 | |
| 材料选择和添加剂 | - 使用流动性更好的材料或添加剂 | |
| 闸门毛刺 | 闸门尺寸或形状不当 | - 使用合适的闸门尺寸和形状 |
| 冷却和弹射系统不足 | - 优化冷却和弹射系统 | |
| 霉菌维护和清洁方法 | - 采用正确的模具维护和清洁方法 |
总结
了解了浇口的类型后,注塑工厂中经常考验模具设计师的就是浇口的位置。由于每个客户的产品结构和材料各不相同,因此浇口位置没有固定的正确答案。选择浇口位置需要模具设计师具备一定的实践经验。
注塑工厂的客户通常对产品上的浇口标记有特定的要求,这直接影响到产品或零件的外观。如果您是 FirstMold 的同行或有志于在这一行业大展拳脚,掌握浇口位置的选择至关重要。如果您有任何疑问,请随时联系 [email protected]我们很乐意为您解答。














